

Материалы и инструменты, чтобы лудить провода
Для того чтобы лудить провода вам понадобятся специальные вещества, слесарный и электрический инструмент. Их желательно заготовить заранее, чтобы вам не пришлось отвлекаться от работы и переделывать определенные этапы по-новому.
- Инструмент для снятия изоляции – необходим для удаления диэлектрика с токоведущих частей, позволяет очистить с поверхности проводов полимерный, тканевый или лаковый состав. Можно использовать специализированные приспособления, но их приобретение выльется в приличную сумму, поэтому начинающие радиолюбители и мастера пользуются острым ножом или скальпелем, чтобы зачищать жилы.
Перечень необходимых материалов и инструментов подбирается непосредственно перед тем, как лудить провода исходя из конкретных задач и особенностей обрабатываемой детали. А о назначении, применении и типах наиболее распространенных припоев и флюсов вы можете узнать из таблиц ниже.
Таблица 1: Наиболее распространенные флюсы для пайки
| Наименование флюса | Состав % от общего объема | Область применения флюса | Способ приготовления флюса | Удаление остатков флюса | |
| Канифольные не активные флюсы | |||||
| Канифоль светлая | Канифоль светлая — 100 | Пайка меди и ее сплавов легкоплавкими припоями | Готов к использованию | Спиртом или ацетоном, кистью | |
| Спирто — канифольный | Канифоль — 20 Спирт — 80 | Пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли | ||
| Глицерино — канифольный | Канифоль — 6 Глицерин -14 Спирт — 80 | Герметичная пайка меди и ее сплавов легкоплавкими припоями в труднодоступных местах | Растворить в этиловом спирте порошок канифоли, затем добавить глицерин | ||
| Канифольные активные флюсы | |||||
| Канифольный хлористо-цинковый | Канифоль — 24 Хлористый цинк — 1 Спирт — 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | Ацетоном, кистью | |
| Канифольный хлористо-цинковый (флюс паста) | Канифоль — 16 Хлористый цинк — 4 Вазелин — 80 | Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | ||
| Кислотные активные флюсы. | |||||
| Хлористо-цинковый | Хлористый цинк — 25 Соляная кислота — 1 Вода — 75 | Пайка деталей из чёрных и цветных металлов | Кислоту медленно вливают в посуду до ¾ ее высоты с кусочками цинка, когда перестанут выделения пузырьки водорода, флюс готов | Промывка водой или раствором питьевой соды в воде, кистью | |
| Канифоль — 16 Хлористый цинк — 4 Вазелин — 80 | Флюс паста. Пайка повышенной прочности цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Смешать порошки канифоли и хлористого цинка с техническим вазелином | |||
| Канифоль — 24 Хлористый цинк — 1 Спирт — 75 | Пайка цветных и драгоценных металлов, ответственных деталей из чёрных металлов | Растворить в этиловом спирте смешанные порошки канифоли и хлористого цинка | |||
| ФИМ | Ортофосфорная кислота (плотность 1,7) — 16 Спирит этиловый — 1,6 Вода — остальное | Пайка меди, серебра, константана, платины, нержавеющей стали, черных и других металлов | Кислоту медленно вливают в посуду и затем добавляют спирт | Промывка водой, кистью | |
Таблица 2: Наиболее популярные припои для пайки паяльником
| Марка припоя | Состав % от общей массы | Температура плавления ˚С | Прочность при растяжении кг/мм | Область применения |
| Сплав Вуда | Олово — 12,5 Свинец — 25 Висмут — 50 Кадмий — 12,5 | 68,5 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей, токсичен |
| Сплав д Арсе | Олово — 6,9 Свинец — 45,1 Висмут — 45,3 | 79 | – | Для пайки и лужения деталей, чувствительных к перегреву, для изготовления предохранителей |
| ПОСВ-50 Сплав Розе | Олово — 25 Свинец — 25 Висмут — 50 | 94 | – | Для пайки и лужения деталей, чувствительных к перегреву |
| ПОСВ-33 | Олово — 33,4 Свинец — 33,3 Висмут — 33,3 | 130 | – | Для пайки деталей из меди, латуни, константана с герметичным швом |
| ПОС-61 (третник) | Олово — 61 Свинец — 39 | 190 | 4,3 | Для пайки и лужения токоведущих частей из меди, латуни и бронзы с герметичным швом |
| ПОС-61М | Олово — 61 Свинец — 37 Медь — 2 | 192 | 4,5 | Для лужения и пайки тонких медных проводов и печатных проводников |
| ПОС-90 | Олово — 90 Свинец — 10 | 220 | 4,9 | Для лужения и пайки посуды для пищи и медицинских инструментов |
| ПОС-40 | Олово — 40 Свинец — 60 | 238 | 3,8 | Для лужения и пайки контактных поверхностей в радиоаппаратуре и деталей из оцинкованной стали |
| ПОС-30 | Олово — 30 Свинец — 70 | 266 | 3,2 | Для лужения и пайки деталей из меди, ее сплавов и стали |
| ПОС-10 | Олово — 10 Свинец — 90 | 299 | 3,2 | Для лужения и пайки контактных поверхностей в радиоаппаратуре |
| Авиа — 1 | Олово — 55 Цинк — 25 Кадмий — 20 | 200 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
| Авиа — 2 | Олово — 40 Цинк — 25 Кадмий — 20 Алюминий — 15 | 250 | – | Для пайки тонкостенных деталей из алюминия и его сплавов, токсичен |
Виды припоев для ремонта кузова
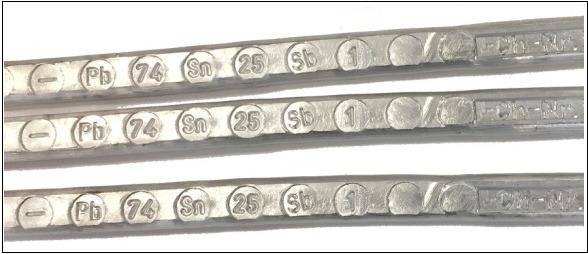
- Существуют разные типы припоев. Для ремонта кузова чаще применяются мягкие (легкоплавкие) припои. Они продаются в виде стержней, длинной 45 см, разной толщины. В целом, они классифицируются как припои с содержанием свинца и без содержания свинца (lead free). Первый тип припоя применялся много лет из-за его лёгкости использования. Однако он был запрещён в некоторых странах для применения в массовом производстве, по причине вреда здоровью и окружающей среде. Однако, свинцовый припой, по-прежнему используется частными лицами и его можно встретить в продаже. Многие мастера предпочитают использовать именно свинцовый припой.
- На припое указывается соотношение его компонентов (олова, свинца). Традиционный припой для кузова состоит из 30% олова и 70% свинца. Может содержаться дополнительный компонент, к примеру, 74% свинца, 25% олова и 1% сурьмы. Свинец опасен для здоровья. Чтобы его применять, требуются средства защиты, и нужно учитывать меры безопасности. Однако его легче использовать. Он дольше остаётся мягким после нагрева (в диапазоне от 180 до 260 градусов по Цельсию). Это облегчает его нанесение и разравнивание. Этот припой легко наносится на вертикальные и горизонтальные поверхности. После затвердевания свинцового припоя, его не рекомендуется обрабатывать шлифовальной машинкой, так как образуется очень токсичная пыль. Так, его обычно обрабатывают специальным кузовным напильником, а на завершающей стадии бруском с крупнозернистой шлифовальной бумагой вручную. Если всё же применяете шлифовальную машинку, то нужно использовать только крупный абразив, чтобы не было взвеси из мелкой пыли. Остатки свинца после шлифования нужно сразу утилизировать.
- Припой может иметь разное соотношение свинца и олова (70/30, 60/40 или 50/50). Припой с более низким содержанием свинца также используется при ремонте кузова, но имеет низкий диапазон пластичности (от 183ºC до 188ºC), поэтому его сложнее использовать. Припои с таким соотношением обычно применяют на горизонтальных поверхностях, так как они быстро становятся жидкими и могут стекать. Прилипание у всех свинцовых припоев примерно одинаковое и зависит от правильности подготовки поверхности.
- Как альтернатива припою со свинцом был разработан более безопасный припой без содержания свинца. Во всех припоях без содержания свинца, олово является главным компонентом. Другим компонентом может быть серебро, медь, индий или висмут. Большинство припоев без свинца имеют либо более высокую, либо более низкую точку плавления, чем у свинцового припоя. Для ремонта кузова наиболее распространён припой без свинца, состоящий из олова и серебра (94% олова и 6% серебра или 96% олова и 4% серебра). Он имеет более высокую стоимость. Припой без свинца примерно равен по характеристикам традиционному припою со свинцом с соотношением 50/50 (свинец/олово). Такой припой имеет более высокую точку плавления (221°C). После нагрева, он остаётся в мягком состоянии менее продолжительное время, чем свинцовый припой, что усложняет его выравнивание. При застывании получается более твёрдым и хрупким. Его сложнее обрабатывать напильником. Преимущество в том, что его можно обрабатывать шлифовальной машинкой, так как он не образует токсичной пыли. Хотя, не нужно забывать про респиратор. Дополнительным преимуществом припоя без свинца является более высокая прочность на разрыв.
- Припой, применяемый в электронике, обычно состоит из 60% олова и 40% свинца. Он может содержать флюс в центре. Флюс с канифолью, часто используемый с таким припоем, не способствует адгезии к стали, а флюс с кислотой может действовать хорошо. Такой припой лучше применять только для пайки маленьких отверстий, так как его диапазон пластичности очень маленький.
- Для работы с кузовами из алюминия используется другой тип припоя (с содержанием олова и цинка).
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла.

Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).

Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Лужение посредством окунания
 Если работать предстоит с проводами и кабелями большого диаметра, то подготовку целесообразно проводить иначе. Полного и равномерного распределения припоя в данном случае добиться непросто.
Если работать предстоит с проводами и кабелями большого диаметра, то подготовку целесообразно проводить иначе. Полного и равномерного распределения припоя в данном случае добиться непросто.
Существует специальное устройство – тигель, в который помещаются небольшие кусочки олова. Там они разогреваются, в результате получается, расплав металла. Конец провода предварительно погружают в канифоль или другие марки флюса, а далее в емкость тигля. Такой подход обеспечивает полное и равномерное распределение веществ на месте среза.
Использовать этот метод можно лишь с полностью лужеными проводами. Погружение уже имеет совершенно иные масштабы, и проводится в промышленных условиях. Реализуется процесс с помощью специальной катушки с намотанным проводом. Сначала всю медную поверхность вручную обрабатывают жесткими щетками, предварительно их щетину обрабатывают хлористым цинком в жидком виде. Растворенный флюс получают из смеси технической соляной кислоты и цинка.
Далее проволоку из мотка начинают медленно раскручивать и окунают в емкость, заполненную растворенным оловом. Равномерность покрытия обеспечивается вторичной обработкой кабеля или провода большого диаметра резиновыми щетками. В завершение кабель погружают в емкость с холодной водой и вновь обрабатывают щетками. После этого провода и кабели сматывают и упаковывают для дальнейшей реализации в строительных магазинах.
Паяние и лужение . электротехнические и электромонтажные работы
При монтаже вторичных цепей на панелях щитов, в шкафах, щитках, а также в распределительных устройствах применяют установочные провода преимущественно с медными жилами. Одним из видов соединения проводов является паяние их между собой. Для получения прочного соединения необходимо удалить с соединяемых поверхностей оксидную плёнку и создать условия взаимодействия твёрдого и жидкого металлов. При кристаллизации вступившего во взаимодействие с материалом паяемых деталей более лёгкоплавкого связующего металла образуется паяное соединение.
Пайка – это физико-химический процесс получения соединения в результате взаимодействия твёрдого паяемого (основного) и жидкого присадочного металла (припоя). Образующиеся в результате этого взаимодействия переходные слои на границах шва и соединяемых поверхностей деталей называются спаями. Формирование шва при пайке происходит путём заполнения припоем зазоров между соединяемыми деталями, т. е. процесс пайки связан с капиллярным течением. Одним из преимуществ пайки является возможность соединения за один приём в единое целое множества элементов, составляющих изделие. Поэтому пайка, как ни один другой способ соединения отвечает условиям массового производства. Она позволяет соединять разнородные металлы, а также металлы со стеклом, керамикой, графитом и другими неметаллическими материалами.
При пайке не происходит расплавления кромок паяемых деталей, поэтому проще сохранить в процессе нагрева требуемые форму и размеры изделия. Низкотемпературная пайка позволяет сохранить неизменными структуру и свойства металла соединяемых деталей. Важное преимущество пайки – разъёмность паяных соединений – делает её незаменимой при монтажных и ремонтных работах.
В соответствии со спецификой и особенностями технологического процесса пайку классифицируют:
• по характеру взаимодействия твёрдого и жидкого металлов при возникновении спая;
• по особенностям технологии образования паяного соединения;
• по способам нагрева.
По характеру взаимодействия основного металла с расплавом припоя и природе связей на границе основной металл – припой выделяют четыре вида спаев: бездиффузионный, растворно-диффузионный, контактно-реакционный и диспергированный.
По особенностям технологии образования паяного соединения (режим пайки, способ введения припоя, формирование шва) выделяют пайку капиллярную, диффузионную, контактно-реактивную, реактивно-флюсовую и некапиллярную.
Образующееся при пайке соединение по своему строению и составу неоднородно, включает литую прослойку (шов), спаи, диффузионные и прикристаллизованные зоны.
Шов – неоднородная по составу и строению прослойка между соединяемыми деталями, образующаяся в результате взаимодействия расплава припоя с паяемым материалом и последующей кристаллизации расплава в зазоре.
Спай – переходный слой на границе паяемая деталь – шов, образующийся в результате взаимодействия расплава припоя с паяемым материалом.
В зависимости от источника нагрева пайка может быть следующих видов: пайка паяльником, газопламенная, электродуговая, электросопротивлением, индукционная, экзотермическая, пайка электронным лучом, лазером, пайка в печи, погружением в расплавленную соль, погружением в расплавленный припой, волной припоя, электролитная пайка, пайка в нагретых штампах, инфракрасными лучами, в нагревательных матах и нагретыми блоками.
Наиболее простой метод пайки с нагревом паяльником широко применяют во многих областях техники и в быту. Простейший паяльник состоит из медного заострённого наконечника, закреплённого на стальном стержне с ручкой.
Независимо от способа нагрева и конструкции основное назначение паяльника – нагрев припоя до расплавления, накапливание расплавленного припоя и нанесения его на паяемое изделие, прогрев металла по месту пайки, а также удаление излишков расплавленного припоя.
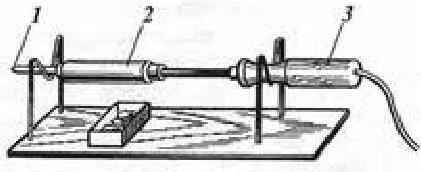
Рис. 31. Электрический паяльник на подставке:
1 – медный сменный стержень, 2 – электронагреватель, 3 – изолирующая ручка.
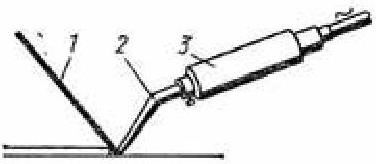
Рис. 32. Пайка электрическим паяльником:
1 – припой, 2 – медный сменный, стержень паяльника (жало), 3 – электронагреватель.
Наибольшее применение в промышленности и в бытовых условиях получили электрические паяльники, которые в зависимости от материалоёмкости паяемых изделий имеют различные размеры. Рабочая часть паяльника представляет собой стержень из меди, медных сплавов и других материалов. Электронагреватель расположен с внешней стороны стержня или внутри его, изготовлен из материала с большим электросопротивлением; подачу теплоты в рабочую часть стержня – жала – регулируют изменением входного напряжения или периодическим отключением паяльника от электропитания. Эффективность электропаяльника зависит от теплоёмкости стержня и скорости восстановления температуры. Выбор паяльника производят по номинальной мощности, при этом выбранное значение мощности округляют до ближайшего значения унифицированного ряда. В конструкции электропаяльников принят ряд мощностей: 4, 6, 12 и 18 Вт – микропаяльники (напряжением 6 В); для печатного монтажа – 25, 30, 35, 40, 50 и 60 Вт, а для пайки объёмного монтажа – 50, 60, 75, 80, 100 и 120Вт.
В зависимости от расположения паяемого шва, конфигурации изделия и назначения паяльники имеют самую разнообразную форму.

Рис. 33. Электрический паяльник с нагревательным элементом, расположенным внутри стержня.
Паяльники с электрическим обогревом в зависимости от рода выполняемых работ выпускают различных типоразмеров и мощностей. Они могут иметь внутренний или наружный обогрев.
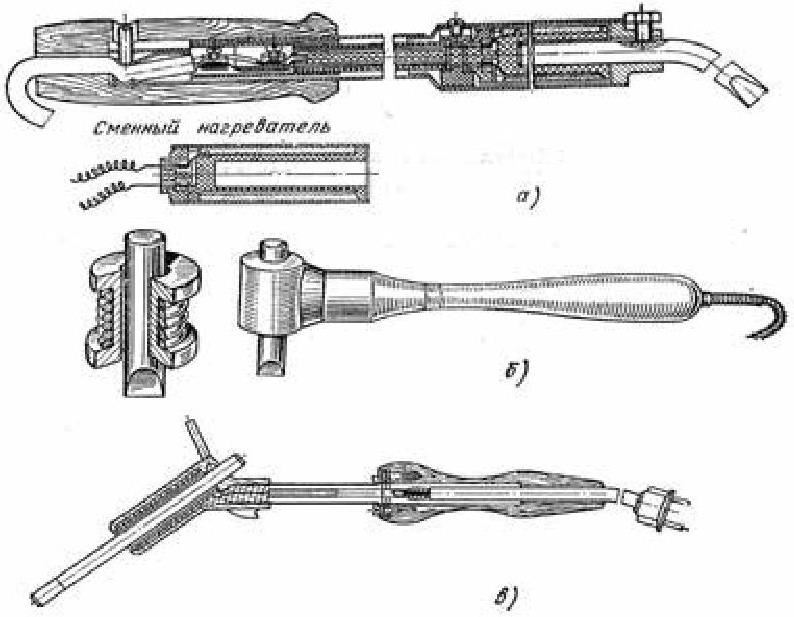
Рис. 34. Электрические паяльники с наружным обогревом:
а – универсальный со сменным нагревательным элементом, б – молотковый, в – угловой со сменным стержнем.
Нагревательные элементы изготовляют из жаростойкой проволоки (нихром), намотанной на слюдяное или керамическое основание. Для сокращения времени ремонта паяльника нагревательные элементы делают сменными. Отечественная промышленность выпускает бытовые электрические паяльники различной конструкции, рассчитанные на напряжение 127 и 220 В с номинальной мощностью 35–200 Вт. В зависимости от конфигурации паяемого шва наконечники (жало) к паяльникам могут иметь самую различную форму.

Рис. 35. Форма наконечников для электрических паяльников.
Материалы для наконечников должны иметь высокую теплопроводность, хорошо облуживаться, обладать пониженным окалинообразованием при температурах пайки, хорошо сопротивляться действию расплавленного олова и флюсов. Самым распространённым материалом для изготовления наконечников является чистая медь. Но для уменьшения износа рабочей части наконечников их изготовляют из сплава меди с хромом, никелем, теллуром, серебром или цинком.
Для удобства пайки, сокращения расходов припоя и электроэнергии электрические паяльники выпускают с термостатическим микропрерывателем тока, который выключает паяльник по достижении нужной температуря и снова включает, когда он немного остынет. При пайке в затемнённых местах паяльник снабжают вспомогательной лампочкой, включённой последовательно с нагревательным элементом. Лампочка хорошо освещает место пайки.
Кроме паяльников с электрическим подогревом существует ещё две группы паяльников, отличающихся по способу нагрева: без постоянного подогрева и с непрерывным подогревом газом или жидким топливом. Особую группу составляют паяльники специального назначения. Паяльники первой группы нагревают периодически в пламени паяльной лампы или в специальных горнах, работающих на жидком, твёрдом и газообразном топливе.

Рис. 36. Паяльники, нагреваемые в пламени паяльной лампы или в горне:
а – молотковый, б – торцовый, в – фасонный.
Паяльники с непрерывным подогревом отличаются тем, что медный стержень непрерывно подогревается открытым пламенем. В качестве топлива используют спирт, бензин, городской газ, ацетилен, водород. Паяльники, обогреваемые жидким топливом, обычно состоят из сосуда для топлива, горелки, запорных краников и наконечника. Такие паяльники очень удобны в работе и не требуют дополнительного оборудования.
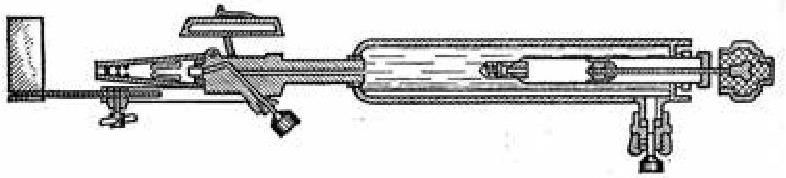
Рис. 37. Бензиновый паяльник.
Перед пайкой в первую очередь необходимо подготовить паяльник. Для этого рабочий конец паяльника затачивают под углом 30-40° и зачищают от следов окалины. Зачищенный паяльник нагревают до 250-300 °C, затем рабочий конец его погружают во флюс и тщательно залуживают припоем, после этого паяльник готов к работе. Подготовленное к пайке соединение очищают от пыли, жира, грязи и окислов, покрывают флюсом и разогревают паяльником до нужной температуры.
Когда шов прогревается до температуры плавления припоя, облуженным концом паяльника захватывают припой и переносят его в шов. Если припоя требуется много, то он расплавляется паяльником непосредственно на поверхности паяемого изделия. Пайку производят, передвигая паяльник по шву, благодаря чему расплавленный припой затекает в зазор.
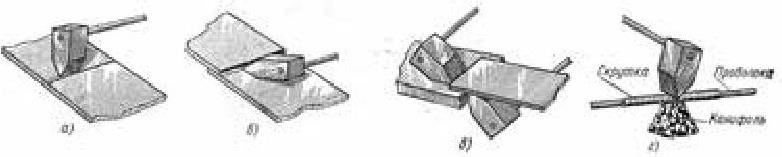
Рис. 38. Приёмы пайки паяльником:
а – пластин встык, б – внахлёстку, в – пайка тонкой пластины с толстой внахлёстку, г – толстых проводов на куске канифоли.
Во время пайки следует внимательно следить за температурой паяльника, не допуская его перегрева. Перегрев паяльника выше 400?С повышает ок-а линообразование и затрудняет обслуживание наконечника. Если паяльник перегрет, то полуда на его наконечнике становится жидкой и не держится, сильно окисляется и выгорает. Во время длительной пайки необходимо периодически очищать рабочую часть паяльника от окалины. Очищенный паяльник перед работой подвергают облуживанию.
В серийном и единичном производстве при пайке для нагрева изделий применяют газопламенные горелки. Нагрев газовым пламенем отличается большой универсальностью, позволяет осуществить местный нагрев в ограниченной зоне изделия, применим при пайке изделий любых форм и размеров, не требует сложного оборудования, допускает механизацию и автоматизацию процесса.
При пайке легкоплавкими припоями обычно используют паяльные лампы. Иногда их применяют и при пайке тугоплавкими припоями со сравнительно невысокой температурой плавления (например, серебряными). Пайка паяльными лампами может производиться с менее тщательной подготовкой места спая, так как пламя лампы обеспечивает выгорание различных загрязнений, находящихся на поверхности изделия. При пайке место спая покрывают флюсом и начинают его греть до тех пор, пока пруток припоя при соприкосновении с деталью не начнёт плавиться. Во время пайки необходимо непрерывно добавлять как припой, так и флюс. В случае недостаточного количества флюса поверхность спая в результате нагрева окислится, и затекание припоя в шов может прекратиться.
Паяльные лампы работают на бензине, керосине или спирте. Температура пламени паяльной лампы достигает 1 000-1 100 °C. Паяльные лампы работают следующим образом. Из резервуара под небольшим давлением жидкое горючее поступает в предварительно нагретый испаритель, где переходит из жидкого состояния в газообразное. В трубке, примыкающей к испарителю, горючий газ смешивается с подсасываемым воздухом. На выходе горючую смесь поджигают. Количество подаваемого газа регулируют.
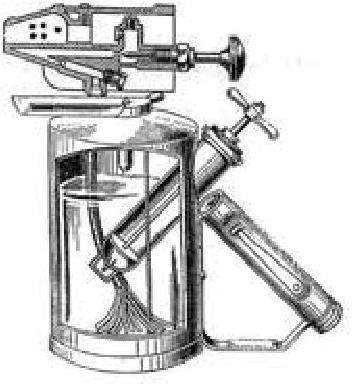
Рис. 39. Паяльная лампа.
Паяльную лампу разжигают в следующем порядке:
– в резервуар лампы наливают горючее до 3 / 4 объёма;
– в чашку под испарителем наливают горючее и поджигают;
– когда пламя затухнет, отвинчивают регулирующий винт, при этом пары бензина выходят через сопло, подсасывая воздух;
– горючую смесь воспламеняют у входа в трубку.
Прежде, чем приступить к пайке, необходимо произвести подготовку поверхностей металлических материалов.
Термическая очистка. Удаление с паяемой поверхности различного рода неметаллических загрязнений можно проводить ацетилено-кислородной или керосино-кислородной горелками, дающими широкий факел пламени. Для удаления окалины и изоляции этот способ очистки сочетается с последующей обработкой металлическими щётками.
Очистка поверхностей деталей от окисных и неметаллических включений может проводиться в восстановительной среде или в вакууме.
Механическая очистка. Этот метод очистки создаёт шероховатую поверхность, что улучшает условия капиллярного течения припоя. В качестве инструмента могут быть использованы металлические щётки, напильники, шаберы, шлифовальная шкурка. Очистка металлическими щётками весьма производительна, рекомендуется для алюминиевых и магниевых сплавов.
Химическая очистка производится путём обезжиривания и травления с последующей промывкой в воде.
Обезжиривание проводится с целью очистки от остатков жировых загрязнений. В зависимости от обрабатываемого металла в состав ванны для химического обезжиривания могут входить следующие вещества: едкий натр, углекислый натрий, тринатрийфосфат, эмульгатор ОП-7, жидкое стекло. Консервирующие смазки с изделий со сложной конфигурацией поверхности, с внутренними полостями и глубокими отверстиями удаляют с помощью органических растворителей. Бензин хорошо растворяет жиры и масла. В крупносерийном и массовом производстве детали очищают от жира дихлорэтаном, трихлорэтаном, трихлорэтиленом и др. эти растворители хорошо поддаются регенерации.
Для химического травления сталей и цветных материалов приготовляют ванны, в состав которых входят химические вещества в разных пропорциях в зависимости от обрабатываемого металла или сплава: серная кислота, соляная кислота, азотная кислота, хлористые натрий, селитра калиевая, натрий двухромовокислый, присадка КС, едкий натр и др.
Кроме этого для очистки поверхностей деталей применяют ультразвуковое обезжиривание, комбинированное обезжиривание и травление, травление с применением ультразвука.
Основными компонентами пайки являются припои и флюсы.
Припой – это металл или сплав, вводимый в зазор между соединяемыми деталями или образующийся между ними в процессе пайки, имеющий более низкую температуру начала автономного плавления, чем паяемые материалы. Припои изготовляются в виде полос, фольги, проволоки, прутков, отливок, порошка.
К припоям предъявляются следующие основные требования: • температура плавления припоя должна быть ниже температуры плавления паяемых материалов;
• необходимо, чтобы расплавленный припой (в присутствии защитной сферы, флюса или в вакууме) хорошо смачивал паяемый материал и легко растекался по его поверхности;
• достаточно высокие прочность, пластичность и герметичность; • в паре с паяемыми материалами припой не должен образовывать коррозионно-стойкие пары;
• коэффициенты термического расширения припоя и паяемого материала не должны резко различаться;
• высокая электропроводимость припоев, применяемых для паяния радиоэлектронных и токопроводящих изделий.
По температуре расплавления припои подразделяются на следующие группы: особолегкоплавкие (до 145 °C); легкоплавкие (от 145 до 450 °C); среднеплавкие (от 450 до 1100 °C); высокоплавкие (от 1100 до 1850 °C); тугоплавкие (от 1850 °C). Легкоплавкие припои условно считаются мягкими припоями, а остальные – твёрдыми. К мягким относят припои на оловянно-свинцовой основе ПОС, применяемые в различных областях промышленности; к твёрдым – серебряные припои ПСр, медные М0, М1, М2 (для пайки углеродистой и многих легированных сталей, никеля и его сплавов), медно-фосфористые МФ, медно-цинковые ПМЦ, медно-никелевые ПМН, медно-фосфорные ПМФ, цинко-алюминиевые и др. Мягкие припои предназначены для пайки деталей из меди, латуни, оцинкованной стали с небольшой механической прочностью паяного соединения на разрыв (28–55МПа), а также для лужения; твёрдые – для пайки ответственных деталей и соединений с увеличенной механической прочностью (280–350МПа).
Кроме припоев, предназначенных для пайки меди, латуни, стали, в ремонтной практике применяются припои для пайки токоведущих деталей и проводов из алюминия и его сплавов, например кадмиевый припой, АВИА-1, АВИА-2, ЦА-15, П250А, П300А и др.
Паяльный флюс – это активное химическое вещество, предназначенное для очистки и поддержания в чистоте поверхностей паяемого металла с целью снижения поверхностного натяжения и улучшения растекания жидкого припоя.
Основные требования, которые должны выполнять флюсы, следующие: • химически не взаимодействовать с припоем (кроме случаев реактивно флюсовой пайки);
• качественно очищать поверхность основного металла и припоя от присутствующих на них окислов и защищать паяемое соединение от воздействия окружающей среды во время паяния;
• температура плавления флюса должна быть ниже температуры плавления припоя;
• в расплавленном и газообразном состоянии способствовать смачиванию поверхности основного металла расплавленным припоем;
• сохранять свойство и не менять своего состава от нагрева при пайки; • не вызывать сильной коррозии паяного соединения и не выделять при нагреве ядовитых газов.
Среди известных паяльных флюсов имеются твёрдые, пастообразные, жидкие и газообразные. Основная роль флюса – очистка поверхности твёрдого металла от окислов и загрязнений, а также высаживание на поверхности паяемого металла тончайшего слоя металла, одноимённого металлу расплава (припоя). Растекание расплавленного припоя происходит по поверхности, покрытой тонким слоем того же металла, высадившегося из флюса. Для обеспечения хорошего растекания необходимо, чтобы поверхностное натяжение твёрдого металла было возможно большим, т. е. удаление окисных плёнок с поверхности твёрдого металла будет улучшать растекание расплава по нему. В состав флюса должны входить компоненты, обладающие травящими или сильно восстанавливающими свойствами, так как они, очищая поверхность твёрдого металла от окисной плёнки, повышают поверхностное натяжение твёрдого металла и тем самым улучшают смачивание его расплавом.
В зависимости от температурного интервала активности различают низкотемпературные паяльные флюсы (?450 °C) и высокотемпературные (> 450 °C). По природе растворителя и состоянию они делятся на водные и неводные, твёрдые, жидкие и пастообразные.
По механизму действия паяльные флюсы бывают защитные, реактивные, химического и электрохимического действий.
Низкотемпературные флюсы подразделяются на канифольные, кислотные, галогенидные, гидразиновые, фторборатные, анилиновые и стеариновые.
По природе активаторов определяющего действия высокотемпературные флюсы подразделяются на галогенидные, фторборатные, боридные и боридноуглекислые.
Для низкотемпературной пайки в качестве флюса применяют канифоль и её растворы в спирте или в органических растворителях; гидразин, древесные смолы, вазелин, а также их соединения с другими компонентами. Более активны флюсы, содержащие органические кислоты (молочную, лимонную, олеиновую и др.), а также их растворы в воде или спирте. Для ослабления коррозийного действия в эту группу флюсов добавляют канифоль или другие компоненты, не вызывающие коррозии.
Канифоль – это твёрдое стекловидное вещество с температурой плавления 125 °C, полученное из сосновой смолы. Она хорошо растворяется в спирте и во многих других органических растворителях, не вызывает коррозии металлов и сплавов, в нормальных атмосферных условиях стабильно и негигроскопично. Флюсовые свойства канифоли изменяются в зависимости от температуры: при нормальной температуре она обладает защитными свойствами; в расплавленном состоянии до температуры 200–300 °C она растворяет тонкий слой окиси меди; при температуре 310 °C начинает обугливаться и затруднять процесс пайки. Канифоль в качестве флюса применяют в твёрдом состоянии или в виде раствора в бензине, керосине или спирте. В канифоли содержится также терпентин, который нейтрализует абиетиновую кислоту, поэтому остатки флюса после пайки не вызывают коррозии соединения. Для повышения активности канифольных флюсов в них добавляют гидразин, анилин, триэтаноламин и другие компоненты. По своей активности эти флюсы близки к водным растворам хлористого цинка, но по антикоррозионным свойствам они приближаются к спиртовым канифольным флюсам; остатки флюса при паяном изделии вызывают незначительную коррозию. Канифольными флюсами, содержащими хлориды, можно паять при температурах 300–350 °C.
Для пайки меди и её сплавов, стальных и оцинкованных изделий оловянно-свинцовыми припоями отечественная промышленность выпускает паяльные канифольные лаки ЛТИ. Лак на место пайки наносят тонким слоем кистью или деревянной лопаточкой. остатки флюса после пайки можно не удалять, если изделие не предназначено для дальнейшего анодирования или окраски. Пайку с помощью паяльных лаков следует производить при температуре не выше 300-350 °C в хорошо вентилируемом помещении или под тягой.
Высокими антикоррозионными свойствами обладают флюсы на основе древесных смол и вазелина. Эти флюсы применяют для пайки радиоэлектронной аппаратуры, особенно когда требуются высокие изоляционные свойства. Среди слабокоррозионных флюсов хорошо известны флюсы на основе глицерина с небольшими добавками хлористого цинка, хлористого аммония, гидразина и др.
Высокой активностью и сильными восстановительными свойствами обладают флюсы, в состав которых входят водные или спиртовые растворы хлористых или бромистых солей гидразина. Растворы солей гидразина имеют, кислую реакцию, и хорошо очищают паяемую поверхность. Флюсами с салями гидразина можно паять медь и её сплавы, сталь, драгоценные металлы, никель, кадмий и свинец.
Наиболее употребительными флюсами для пайки медными, серебряными и жаростойкими припоями являются прокаленная бура и её смесь с борной кислотой. Для повышения активности флюса в эти смеси добавляют фтористые и хлористые соли металлов. Для пайки при особо высоких температурах и продолжительном нагреве к борной кислоте добавляют порошки металлов магния, титана, алюминия, боросодержащие и другие соли. В состав флюсов, используемых для пайки серебряными припоями, на ряду с хлористыми и фтористыми солями дополнительно выводят сложные соединения, например кремнефторид калия, метаборат натрия, фторборат калия и т. д.
Флюсы, предназначенные для пайки алюминиевых и магниевых сплавов должны иметь повышенную активность и хорошую способность разрушать плотные и прочные окисные плёнки. С этой целью во флюсы, состоящие из смеси хлористых солей, добавляют фтористые соли калия, натрия, лития, кадмия, алюминия и др. Самое большое распространение припайки легкоплавкими припоями имеет водный раствор хлористого цинка. Его приготовляют путём растворения металлического цинка в соляной кислоте. Для этой цели в ванну с кислотоупорной футеровкой загружают цинк, затем постепенно вливают кислоту.
В тех случаях, когда применение обычных флюсов (порошкообразных, жидких, пастообразных) затруднено из-за невозможности удаления их остатков после пайки, применяют газообразные флюсы, являющиеся продуктами распада фтористых или хлористых солей при нагреве. Продукты реакции разложения этих солей при нагреве используют в качестве флюса при пайке коррозийно-стойких сталей и жаропрочных сплавов припоями, имеющими температуру плавления ниже 1000 °C. Флюсообразующие соли помещают вместе с деталями в контейнер для пайки или подвергают нагреву (разложению) в специальной установке, откуда продукты реакции вместе с инертным газом по газопроводу направляют к паяемым деталям.
Качество готового флюса определяется не только его составом, но и последовательностью введения составляющих веществ при его изготовлении. В массовом производстве флюсы обычно изготовляют из технически чистых компонентов.
Качество пайки и возможность получения паяного соединения во многом зависит от правильного выбора флюса. При выборе флюса учитывают паяемый материал, тип припоя, необходимость очистки изделия от остатков флюса после пайки, способ нагрева, температуру и скорость пайки. Из всех приведённых факторов основным при выборе флюса является паяемый материал. Алюминий, магний, нержавеющая сталь и некоторые другие металлы невозможно паять, применяя канифольные флюсы. Для пайки таких металлов следует брать активные флюсы, обеспечивающие во время пайки удаление окисной плёнки и смачивание основного металла. Трудно поддаются пайке с канифолью сталь и чугун. Эти металлы легко паять с хлористым цинком или другими активными флюсами. Совершенно недопустимо применять кислотные флюсы при пайке электрической, радиоэлектронной или другой аппаратуры, промывка которой после пайки невозможна. В этом случае могут быть выбраны только некоррозионные флюсы, имеющие после пайки твёрдый, нелипкий и негигроскопичный остаток с хорошими изоляционными свойствами. Правильно выбранный флюс должен обеспечить смачивание основного металла припоем, быть безопасным в работе и по возможности наименее коррозионно-активным.
Приготовленные флюсы и пастообразные припои следует хранить в чистой посуде с плотно закрываемой пробкой. При открытом хранении вследствие испарения компонентов и поглощения влаги из атмосферы может произойти нарушение состава флюса, изменение его вязкости, цвета, товарного вида и флюсующей активности.
Лужение – покрытие тонким слоем олова какой-либо металлической поверхности, для защиты от окисления и ржавления. Этот слой олова называется полуда. Такие покрытия наносят на поверхность деталей с целью:
• облегчения процесса пайки труднопаяемых металлов (технологические покрытия);
• предотвращения нежелательного взаимодействия припоя и паяемого металла (барьерные покрытия);
• облегчения процесса пайки, при этом наносят припои;
• достижения необходимой пористости поверхности паяемого металла (в случае необходимости получения вакуумно-плотного соединения);
• обеспечения пайки неметаллических материалов (керамики, графита и др.).
Покрытие, нанесённое на места пайки, должно прочно сцепляться с паяемым материалом. Во время последующих нагревов в процессе неизбежной технологической обработки нанесённые покрытия не должны вздуваться и отслаиваться.
Наиболее широко применяют лужение изделий натиранием и погружением. Горячее покрытие погружением изделий в жидкий припой можно производить через слой расплавленного флюса или окунанием в жидкий флюс, а затем в ванну с расплавленным припоем.
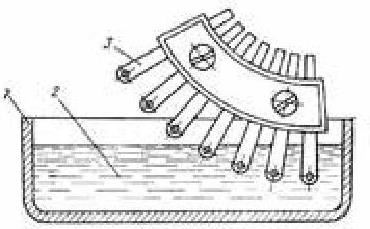
Рис. 40. Лужение погружением:
1 – тигель, 2 – расплавленный припой, 3 – детали, подвергающиеся лужению.
Для получения качественного лужения необходимо обеспечивать удаление окислов с поверхности лудильной ванны, для этого на поверхности ванны создают защитный слой флюса или графитового порошка, которые надо периодически возобновлять. При лужении относительно небольших деталей, не имеющих внутренних полостей, пользуются лужением через слой флюса в в специальных ваннах. Температура в ванне должна быть постоянной, так как её повышение приводит к увеличению угара припоя и снижению качества лужения, а понижение – затрудняет условия лужения и увеличивает расходы припоя за счёт наплывов на лужёной поверхности. Толщина покрытия влияет на паяемость лужёных изделий.
Покрытие толщиной менее 2,5 мкм будет иметь удовлетворительную паяемость, если пайка производится немедленно после обработки повертности. Считается, что примерно такая же толщина покрытия достаточна для пайки при небольшом сроке хранения. При продолжительном хранении толщину покрытия берут 30 мкм.
Высокое качество покрытий обеспечивается нанесением металлов в вакууме в результате их испарения (термовакуумный способ). Этот метод даёт получать равномерное покрытие малых толщин (2–100 мкм) в условиях, обеспечивающих отсутствие окисления паяемого металла и металла покрытия.
К качеству покрытий предъявляются определённые требования, поэтому после выполнения лудильных работ необходимо производить его контроль: визуальный контроль изделий после покрытия (цвет, блеск, шероховатость поверхности); определение пористости и толщины слоя покрытий; испытание на коррозионную стойкость; определение следующие механических и физических свойств покрытий (пластичности, стойкости к высоким температурам и др.).
Оценку качества покрытий производят по внешнему виду (осмотр невооружённым глазом) на основании сравнения с эталонами и по результатам лабораторных методов испытания на основании требований к покрытиям, установленным техническими условиями.
Сцепляемость покрытия с паяемым металлом испытывается для листового материала загибом на угол 90° или 180° до поломки образца; для проволоки – навивкой образца вокруг стержня того же или большего диаметра в зависимости от диаметра и назначения проволоки. Во всех случаях испытаний на сцепляемость не должно быть трещин и отслаивания покрытия.
Качество паяных соединений (прочность, герметичность и др.) зависит не только от правильного выбора основного металла, припоя, флюса, способа нагрева и величины зазоров, но и от правильного выбора типа соединения (встык или внахлёстку), способа скрепления элементов перед пайкой, количества припоя и способа введения его в шов.
В связи с тем, что при пайке приходится пользоваться паяльными лампами и паяльниками с применением открытого огня, при производстве работ необходимо соблюдать правила пожарной безопасности.
При работе с паяльной лампой необходимо выполнять требования:
• резервуар лампы нужно заполнять горючим не более чем на 3 / 4 его ёмкости;
• наливную пробку плотно завёртывать;
• не работать с лампой вблизи огня;
• не разжигать лампу путём подачи горючего на горелку;
• не перекачивать лампу во избежание взрыва;
• не снимать горелки до спуска давления;
• пользоваться только тем горючим, для которого лампа предназначена;
• не спускать давление воздуха из резервуара лампы через наливную пробку;
• работать только исправной лампой.
Рабочее место должно быть обеспечено противопожарным инвентарём и огнетушителями. Рабочие должны уметь ими пользоваться при пожаре. Пролитую горючую жидкость необходимо немедленно убирать ветошью. Использованные обтирочные материалы хранить в специальных металлических ящиках с плотно закрывающими крышками.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать

Лужение провда - Залуженные проводники складывают вместе, поправляя их пальцами — чтобы они плотно прилегали один к другому. Если пайка должна быть большой протяженности, можно сделать скрутку. Придерживая проводники, на жало берут припой, прижимают его к месту пайки, прикладывая некоторое усилие. При этом место пайки разогревается, начинает кипеть канифоль, припой растекается. Когда он покроет всю зону, затечет между проводниками, можно считать что пайка паяльником проводников закончена. Их еще некоторое время удерживают неподвижно — пока припой не остынет (для ускорения процесса на это место дуют).
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Способы обработки проводов

Существует несколько способов лужения. Некоторые мастера отдают предпочтение методу, суть которого заключается в прижимании проводов паяльником к деревянной ровной поверхности.
При нагревании из дерева выделяются газы, которые исполняют роль флюса, способствуя удалению оксидов на металле.
Более качественно удалять оксидную пленку на поверхности токопроводящих жил удается при помощи аспирина. Во время работы таблетку подкладывают под провода. При нагревании из ацетилсалициловой кислоты выделяются газы, обволакивающие место соединения, вытесняя из них примеси, отрицательно сказывающиеся на качестве соединения. Этот простой и бюджетный в реализации способ обеспечивает качественное лужение.
Существует еще один способ подготовки многожильных кабелей и проводов, у которых медная основа покрыта эмалью. В качестве подложки предпочтительнее применять небольшой кусок ПВХ материала. При термическом воздействии поливинилхлорид начинает активно выделять хлороводород, который эффективно разрушает оксидный слой.







