

- Медное жало
- Преимущества пайки с медным жалом
- Флюс для медного жала
- Лужение инструмента
- Необгораемое жало
- Технология пайки различных металлов
- Флюсы для различных металлов
- Паяльные кислоты
- Залудить жало в процессе пайки
- Очищающая паста для наконечника
- Технология чистки-лужения
- Общий алгоритм пайки
- Документация
- Рекомендации по выбору инструментов для дома
- Подготовка к работе с паяльной станцией
- Отключение и подключение паяльников
- Подготовка к работе с термофеном
- Задание времени и заземление
- Выбор инструмента
- Дополнение к Эксплуатационному документу (Паспорт изделия (прибора)) параграф 3. Порядок работы АКТАКОМ ASE-4313
- Ремонт паяльников: советы и инструкции
- Состояние индикатора
- Работа с термофеном для поверхностного монтажа
- Работа с разогретыми платами
- Калибровка температуры
- Ошибки и техническое обслуживание
- Чистка
- После использования
- Проверка и очистка наконечника
- Бслуживание демонтажного паяльника
- Озможные проблемы с демонтажным паяльником
- Амена нагревательного элемента термофена
- Амена предохранителя
- Вопросы и ответы
- Важность выбора правильной мощности для паяльника для олова
- Температура плавления олова
- Как очистить жало паяльника механическим способом
- Медный наконечник в виде заточенного прутка
- Медное жало 900М
- Необгораемое жало
- Что понадобится для процедуры?
- Технические характеристики
- Дополнительная комплектация
- Правильная температура для пайки
Медное жало
Для пайки с использованием медного жала необходимо использовать флюс, чтобы избежать загрязнения наконечника инструмента. Нагар на поверхности жала может помешать его нормальной работе, поэтому важно знать, как правильно очистить паяльник от нагара перед началом пайки.
Преимущества пайки с медным жалом
Пайка с медным жалом имеет свои особенности, которые зависят от материала самого жала. Однако, в любом случае, вам понадобится припой и флюс для осуществления процесса. Для пайки электроники часто используют припой ПОС61 или ПОС63, где цифра обозначает процент содержания олова в сплаве. Температура плавления этих сплавов составляет примерно 183 градуса Цельсия.
Флюс для медного жала
Для лужения медного жала часто используется канифоль — вещество, получаемое из хвойных деревьев. Она состоит в основном из смоляных кислот и имеет температуру плавления от 110 до 170 градусов, в зависимости от состава. Канифоль хорошо удаляет медную патину, однако не всегда может справиться с окислениями других металлов.
Лужение инструмента
После подготовки жала и нанесения флюса можно приступать к непосредственной пайке. Процесс залудки паяльника с медным жалом включает в себя следующие шаги:
- Очистите наконечник от нагара и нагрейте его.
- Нанесите канифоль флюс на нагретый наконечник.
- Проведите припой по подготовленным поверхностям.
- При необходимости распределите припой по поверхности с помощью куска картона.
- Удалите излишки припоя, если они появились.
- Дайте припою затвердеть на жале.
Необгораемое жало
Для пайки с использованием необгораемого жала процесс залудки немного отличается. Необгораемые жала обычно содержат в себе титан, что делает их более долговечными и устойчивыми к окислению.
Выбрав правильный флюс и следуя рекомендациям, вы сможете успешно залудить свой паяльник и использовать его для процесса пайки.
Технология пайки различных металлов
Технология та же, но обойтись канифолью для лужения никелированного наконечника вряд ли получится. Сосновая смола справляется с ролью флюса, когда нужно подготовить жало из меди, подходит для пайки серебра, олова и его сплавов. Для лужения никеля канифоль не лучший вариант. Для этого есть специальные флюсы, например, ЛТИ-120.
Флюсы для различных металлов
Это нейтральный активный состав, в который кроме спиртов и канифоли входят диэтиламин и триэтаноламин. Несмотря на нейтральность, смывать его все равно нужно после пайки. Чтобы не заморачиваться этим, можно использовать ЛТИ-120 или агрессивную паяльную кислоту только для лужения инструмента, а паять с помощью канифоли, не нуждающейся в смывании.
Паяльные кислоты
Несколько слов по поводу паяльной кислоты. На этикетке или в инструкции к флюсу должно быть написано, что она подходит, в том числе и для пайки никеля. Существуют кислоты для пайки не радиодеталей, а кастрюль, ведер и прочей тары из нержавеющей стали с помощью инструмента мощностью 100-300 Вт. В этом случае вместо никеля будет написано про пайку нержавейки, цветмета и т.п.
При работе с любой кислотой нужно быть максимально аккуратным, избегать попадания в глаза, использовать защитные очки.
Залудить жало в процессе пайки
Увлеклись процессом, и после долгой пайки никелированное жало перестало брать припой? Губка для чистки не помогает? Залудите наконечник по ходу дела. Если нет желания ждать, пока паяльник остынет; почистить содой, как рассказано выше, для вас не вариант, — воспользуйтесь ускоренной процедурой.
Очищающая паста для наконечника
Чтобы быстро привести наконечник в порядок, понадобится очищающая паста. Магазины продают разную продукцию для очистки, например, с металлической частью, состоящей из 97% олова, 2% серебра и 1% меди. Кроме металлов в виде мелкодисперсных порошков в пасте есть флюс и связующее.
Технология чистки-лужения
Преимущество способа — скорость, недостаток — дороговизна составов для чистки. Баночка с несколькими граммами пасты может стоить как дешевый паяльник. При покупке очищающего состава новичку легко ошибиться. С аналогичными названиями продают пасты, в которых только флюс. Залудить жало без припоя, естественно, не получится.
Общий алгоритм пайки
Производители паст для лужения указывают температуру, при которой состав работает, она должна быть не менее 232 градусов (плавление олова). Чтобы эффект наступил, обычно требуется разогреть паяльник примерно до 350 градусов.
Казалось бы, ничего сложного, но в каждом деле есть свои нюансы. Нужно выдерживать тайминг, уметь выставлять температуру, учитывать технические характеристики материалов.
Документация
ASE-4313 паспорт изделия
Указания по применению этого продукта также можно найти на закладке Применение.
Назад в раздел
Рекомендации по выбору инструментов для дома
Выпиливаем дома: Как выбрать электролобзик для дома: 5 правил и советов
Выбираем мобильный инструмент: Как выбрать аккумуляторный шуруповерт: 6 советов и рейтинг из 5 крутых моделей
Подготовка к работе с паяльной станцией
Отключение и подключение паяльников
- Проверьте комплектность прибора при распаковке. Некоторые компоненты могут отсутствовать.
- Если губка на паяльнике высохла, намочите её снова.
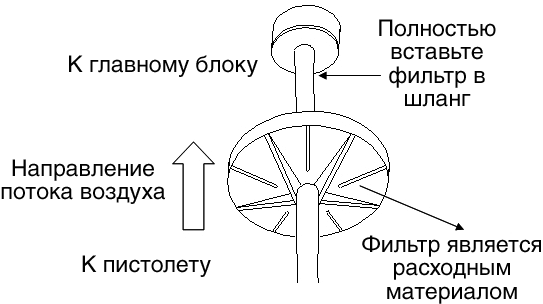
- При подключении внешнего фильтра соблюдайте его ориентацию для эффективного отсоса.
Подготовка к работе с термофеном
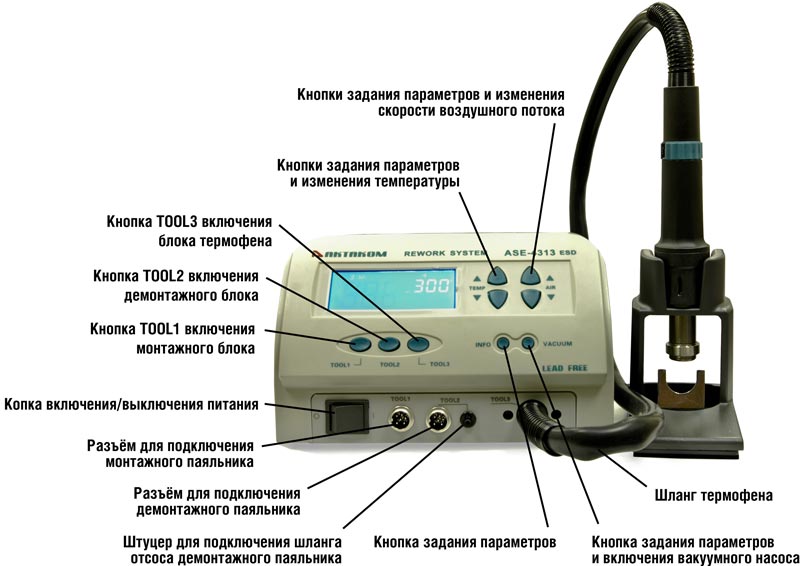
- Включите блок паяльной станции, выбрав соответствующую кнопку TOOL1, TOOL2 или TOOL3.
- Изменяйте температуру кнопками TEMP▲ и TEMP▼.
- Регулируйте воздушный поток кнопками AIR▲ и AIR▼.
Задание времени и заземление
- Установите время до автоматического отключения.
- Заземлите прибор перед началом работы.
Выбор инструмента
- Выберите нужный инструмент для работы.
Дополнение к Эксплуатационному документу (Паспорт изделия (прибора)) параграф 3. Порядок работы АКТАКОМ ASE-4313
Ремонт паяльников: советы и инструкции
Никогда не касайтесь соплом самой платы. Для проверки того, что расплавился весь припой, смотрите в отверстие и на заднюю поверхность печатной платы. Если это трудно, то попробуйте медленно перемещать проводник внутри сопла. Если это удаётся, то припой расплавлен. Никогда не тяните проводник с силой. Если он не движется легко, то это значит, что припой ещё не расплавился полностью.
Состояние индикатора
| Состояние | Норма | Требуется вмешательство | Что делать |
|---|---|---|---|
| Индикатор синего цвета | Возможно небольшое присутствие красного | Более половины индикатора окрашена красным | Замените фильтр и прочистьте сопло и нагревательный элемента |
| Индикатор выдаёт неверные сведения | Отверстие на сопле забито или припой не расплавился | Ухудшилась всасывающая способность пистолета | Прочистить сопло и нагревательный элемент с помощью специальной шпильки |
Работа с термофеном для поверхностного монтажа
Примечание. Вакуумный захват сопло (присоска) термофена не работает, если в это время работает демонтажный блок.
Чтобы максимально увеличить срок жизни нагревательного элемента и обезопасить микросхемы, используйте минимально возможную температуру.
Работа с разогретыми платами
Данная паяльная станция может работать с нагревателями плат, используя для этого специальный соединительный провод. Один конец такого кабеля подключается к шестиконтактному разъему на задней поверхности прибора, а другой – к нагревателю плат. Более подробная информация содержится в документации на такой нагреватель.
Калибровка температуры
Калибровка температуры защищена паролем. Необходимо проводить калибровку после замены пистолета, сопла или нагревательного элемента. Для этого просто введите цифровое значение температуры в прибор. Используйте точный термометр для калибровки.
Ошибки и техническое обслуживание
При возникновении проблем с различными блоками прибора на экране отображаются сообщения об ошибке. Высокая температура при пайке может испортить наконечник. Используйте минимально возможную для пайки температуру.
Чистка
Регулярно очищайте наконечник паяльника с помощью чистящей губки. Периодически, извлекайте наконечник из паяльника и производите его чистку от загрязнения, чтобы избежать заклинивания наконечника паяльника и снизить его температуру при пайке.
После использования
Очистите и покройте наконечник паяльника свежим припоем для предохранения от окисления.
Проверка и очистка наконечника
Никогда не используйте напильник для удаления окислов с наконечника паяльника.
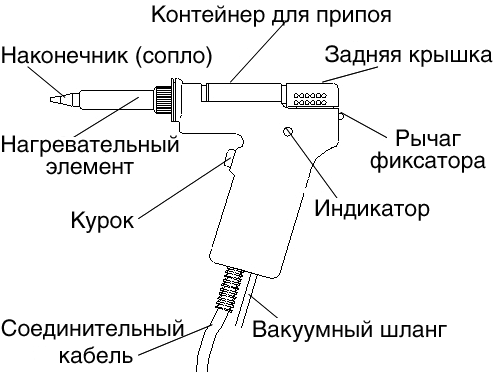
Бслуживание демонтажного паяльника
При правильной эксплуатации демонтажный паяльник может исправно работать много лет. Эффективность демонтажа зависит от температуры, количества и качества припоя и флюса.
Так как пистолет для отпайки может нагреваться до очень высокой температуры, при работе с ним необходима особая осторожность. Для его обслуживания используйте перчатки и будьте особенно осторожны. При любом обслуживании пистолета кроме прочистки сопла и нагревательного элемента необходимо выключать паяльную станцию и отключать её от сети.
Регулярное обслуживание
Потяните вниз фиксатор задней крышки паяльника, извлеките фильтр старый фильтр и замените его на новый. Во время эксплуатации вакуумного паяльника фильтр имеет очень высокую температуру. Перед извлечением фильтра, дождитесь, когда контейнер остынет. Мы рекомендуем держать под рукой запасной контейнер, содержащий новые фильтры, и заменять контейнер при необходимости.
Для продления срока службы станции всегда после ее использования выполняйте следующие процедуры:
Эффективное удаление припоя зависит от температуры, количества и качества припоя и флюса.
Пожалуйста, работайте с повышенной осторожностью после достижения демонтажным паяльником очень высоких температур.
Всегда выключайте питание и отключайте сетевой кабель перед выполнением любых процедур по уходу, за исключением процедуры очистки наконечника и нагревательного элемента.
Осмотр и чистка демонтажного паяльника
Подключите шнур питания станции к сети переменного тока, включите питание и дайте прогреться наконечнику. Очистите отверстие наконечника чистящей спицей.
Чистящая спица не войдёт в наконечник, пока припой внутри наконечника полностью не расплавится. Используйте чистящую спицу подходящего диаметра.
Обязательно проверяйте состояние покрытия на демонтажном паяльнике и состояние поверхности отверстия наконечника. Если покрытие слегка изношено, покройте наконечник свежим припоем для предотвращения окисления. Если поверхность изношена, либо повреждена эрозией, либо внутренний диаметр отверстия кажется необычно широким – замените наконечник.
Разборка нагревательного элемента
Отверните гайку при помощи гибкого захвата из термостойкого материала. Очистите отверстие в нагревательном элементе при помощи чистящей спицы, поставляемой в комплекте.
Перед чисткой отверстия убедитесь, что припой в отверстии в нагревательном элементе полностью расплавлен.
Если чистящая спица не проходит в отверстие, замените нагревательный элемент. Выключите питание станции после чистки нагревательного элемента.
Замена внутренних фильтров
Контейнер для припоя очень горячий.
Когда контейнер для припоя остынет, нажмите фиксатор на задней крышке демонтажного паяльника и снимите контейнер.
Установите уплотнитель фильтра в спиральный фильтр. Закрепите уплотнитель фильтра на контейнере фильтра.
Убедитесь, что уплотнитель фильтра установлен плотно и ровно.
Используйте к контейнеру для припоя фильтр Q201Am из керамической бумаги определенного диаметра. Использование в контейнере для припоя фильтра другого размера может привести к снижению мощности всасывания или к поломке станции.
Замена внешнего фильтра
Фильтр является расходным элементом, для обеспечения нормального всасывания требуется его регулярная замена. Выдерните шланги с обеих сторон фильтра, выньте его, и замените новым.
Озможные проблемы с демонтажным паяльником
Перед обслуживанием прибора отсоедините кабель питания. Если этого не сделать, можно получить удар электрическим током. Повреждённый прибор должен ремонтироваться только квалифицированными инженерами или производителем. Самостоятельный ремонт может как повредить сам прибор, так и привести к получению травм пользователем прибора.
Припой в месте пайки плавится недостаточно
сопло можно заменять только после того, как оно охладится.
Для замены сопла используйте съёмный инструмент, находящийся в с держателе термофена. Между соплом и выходом стальной трубки находится выемка. Поместите съёмный инструмент этой выемкой на держатель так, чтобы сопло зацепилось за него. Затем, фиксируя держатель одной рукой, потяните за ручку инструмента и снимите сопло. Выберите подходящее сопло и вставьте его в выходное отверстие стальной трубки. Надавив рукой, надёжно зафиксируйте сопло.
Амена нагревательного элемента термофена
Замену можно осуществлять только после охлаждения ручки инструмента.
Раскрутите жаропрочный корпус ручки. Открутите 3 фиксирующих винта в ручке и извлеките зафиксированный в стальной трубке нагревательный элемент. Установите новый нагревательный элемент. Засасывающая трубка должна пройти через нагревательный элемент. Снова соберите инструмент для поверхностного монтажа.
Амена предохранителя
Выньте шнур питания из розетки. Выньте держатель предохранителя, извлеките из него неисправный предохранитель и установите новый. Установите держатель обратно.
Вопросы и ответы
Какой температурный режим нужно выбирать для демонтажа?
Почему может не работать вакуумный захват (присоска)?
Вакуумный захват (присоска) термофена не работает, если в это время работает демонтажный блок.Наверх
Почему у меня постоянно отключаются паяльники и термофен при работе с ремонтным комплексом ASE-4313?
Если при работе с ремонтным комплексом Актаком ASE-4313 отключаются один или несколько, подключенных к основному блоку, инструментов, например, монтажный и/или демонтажный паяльники и/или термофен, то, скорее всего, у Вас включена функция автоотключения для данного инструмента. Для каждого из указанных инструментов можно задать свое время работы по истечении которого происходит автоматическое отключение паяльного инструмента, а, кроме того, данную функцию можно выключить совсем. Время до отключения монтажного блока можно задать в диапазоне от 00 до 99 минут. Для этого нажмите кнопку TOOL1, а затем, удерживая кнопку INFO, изменяйте время кнопками TEMP▲ и TEMP▼. Значение “—” означает, что паяльник не будет отключаться автоматически, а значение “00” – что паяльник будет отключаться сразу при попадании в держатель. Значения в диапазоне “01~99” означают, что паяльник отключится через указанное время простоя.Время до отключения демонтажного блока: нажмите кнопку TOOL2, затем по аналогии с монтажным блоком.Время до отключения блока термофена можно изменять в диапазоне от 0 до 999 секунд. Для этого нажмите кнопку TOOL3, затем по аналогии с монтажным блоком. Значение “—” означает, что блок термофена не будет отключаться автоматически, а значения в диапазоне “001~999” – что блок термофена отключится через указанное время простоя. Наверх
Важность выбора правильной мощности для паяльника для олова
Когда дело доходит до пайки оловом, очень важно правильно выбрать мощность паяльника. Правильная мощность обеспечивает оптимальную производительность и предотвращает возможное повреждение паяльника и паяемых электронных компонентов. В этой статье мы рассмотрим важность выбора правильной мощности для оловянного паяльника и дадим несколько полезных советов, как это сделать правильно.
Какова мощность оловянного паяльника?
Мощность паяльника — это количество энергии, которую он может генерировать для нагрева жала паяльника. Она измеряется в ваттах и может варьироваться в зависимости от модели и марки сварочного аппарата. Соответствующая мощность зависит от типа выполняемой работы и паяемых электронных компонентов.
Почему важно правильно выбрать мощность?
Выбор правильной мощности важен по нескольким причинам. Во-первых, недостаточная мощность может привести к тому, что жало паяльника не достигнет температуры, необходимой для правильного расплавления олова. Это может затруднить процесс пайки и привести к ослаблению или повреждению соединений.
С другой стороны, чрезмерная мощность может привести к перегреву паяльного жала, что может привести к повреждению как паяльника, так и паяемых электронных компонентов. Это может привести к выходу компонента из строя или даже к непоправимому повреждению печатной платы.
Кроме того, недостаточная мощность может привести к длительному прогреву, что может замедлить процесс сварки и сделать его менее эффективным. Это также может вызвать усталость руки сварщика, что может повлиять на точность и качество выполняемой работы.
Советы по выбору правильной мощности
Чтобы правильно подобрать мощность оловянного паяльника, важно учитывать следующие факторы:
1. Тип работы: Тип выполняемой работы будет определять необходимую мощность. Например, работы, требующие пайки небольших электронных компонентов, могут потребовать меньшей мощности, а работы, связанные с пайкой толстых проводов, могут потребовать более высокой мощности.
2. Размер паяльного жала: Размер паяльного жала также влияет на требуемую мощность.
Температура плавления олова
Олово — металл с относительно низкой температурой плавления по сравнению с другими металлами. Температура плавления олова составляет примерно 231.93 градуса по Цельсию или 449.47 градуса по Фаренгейту. Это означает, что при этой температуре олово переходит из твердого состояния в жидкое.
Низкая температура плавления олова делает его металлом, с которым легко работать и использовать в различных промышленных процессах. Кроме того, это материал, широко используемый при пайке, поскольку его температура плавления позволяет соединять электронные компоненты, не повреждая их.
На температуру плавления олова могут влиять некоторые факторы, например чистота металла и его химический состав. Наличие примесей может незначительно изменить температуру плавления, хотя в целом чистое олово имеет стабильную температуру плавления.
Важно отметить, что температура плавления олова может меняться в зависимости от давления, которому подвергается металл. При нормальных условиях атмосферного давления указанная выше температура плавления действительна.
Ниже представлена сводная таблица с температурой плавления некоторых распространенных металлов:
Металл Температура плавления (°С)
Горячо горячо! Сейчас мы действительно говорим о высоких температурах в мире пайки. И, мой дорогой читатель, найти правильную температуру для пайки — это все равно, что найти правильную точку для жареного гамбургера. Настоящая наука!
Но не волнуйтесь, потому что я здесь, чтобы помочь вам раскрыть секрет. Идеальная температура для пайки оловом будет зависеть от типа используемого материала и толщины соединяемых деталей. Как говорится, «у каждого учителя есть свой буклет», и в данном случае у каждого сварщика есть предпочтительная температура.
Вы можете встретить сварщиков, которые клянутся 300 градусами Цельсия, как если бы это был Святой Грааль сварки. Другие, однако, предпочитают 350 градусов для достижения идеального соединения. Есть даже смелые люди, которые отваживаются на 400 градусов, словно играя с огнем!
Но вы знаете, что? В конце концов, самое главное – это практика и опыт. Не беспокойтесь о том, чтобы определить точную температуру с первой попытки. Экспериментируйте, играйте и получайте удовольствие от пайки! Нет ничего лучше, чем учиться методом проб и ошибок.
Итак, теперь ты знаешь, друг сварщик, не сходите с ума в поисках идеальной температуры. Нагрейте банку, соедините детали и наслаждайтесь процессом! Помните, что сварка — это искусство, и каждый шедевр имеет свой индивидуальный подход. Сказано, давайте паять!
Как очистить жало паяльника механическим способом
Технология очистки зависит от материала и геометрии жала. Рассмотрим, чем чистить 3 разновидности жал паяльников.
Избавляемся от предрассудков: Как выбрать гравер: 3 ключевых фактора
Медный наконечник в виде заточенного прутка
Жало очищают от нагара с помощью напильника по металлу. Особых физических усилий процесс не требует, тиски и прочие зажимные приспособления используют только в особо тяжелых случаях. Напильник обычно держат в положении, которое соответствует фабричной заточке жала, угол клина — около 35 градусов. Кончик получается тупой, на нем площадка шириной порядка 1 мм.
Работа с новым наконечником требует минимум усилий: достаточно снять патину мелкозернистой шкуркой. Умельцы иногда меняют форму жала, например, из клина делают конус. В этом нет нужды, если пользуетесь паяльником, который работает с жалами типоразмера 900М. Производители предлагают более 10 наконечников такого формата, заточенных на выполнение разных работ. Примеры:
Обозначения: «+» — подходит, «-» — не подходит, «+/-» — не лучший вариант.
После заточки наконечник сразу залуживают. Если отложить покрытие припоем, медь окислится и придется затачивать заново.
Выбираем инструмент для пайки: Как выбрать паяльник: 4 критерия отбора
Медное жало 900М
Заточку производят без напильника, чтобы не деформировать тонкий кончик. Для очистки от нагара используют мелкозернистую шкурку.
Необгораемое жало
Средства чистки для никелированного жала:
Первые два варианта для чистки горячего паяльника, для третьего разогрев противопоказан. Напильником пользоваться нельзя, поскольку он вместе с нагаром снимет никелированное покрытие.
Приводим в порядок динамики: Как почистить динамики телефона — 6 действенных подсказок
Что понадобится для процедуры?
Если нужно залудить новый паяльник, понадобится припой, а также твердый или жидкий флюс. В качестве металлического расходника обычно используют оловянно-свинцовый сплав. Флюс — канифоль или более агрессивный состав. Канифоль подходит только для лужения медного жала, поскольку является слабым активатором.
Перед лужением наконечника с заметным слоем нагара требуется предварительная очистка оснастки. Как очистить медное жало паяльника? Для приведения в адекватное состояние наконечника старого образца понадобится напильник. Медь стандарта 900М требует более деликатного обращения: ее зачищают наждачкой мелкой зернистости.
Горячее никелированное жало очищают с помощью целлюлозной губки или металлической стружки. Толстый слой нагара убирают с холодного паяльника, счищая абразивным веществом в виде соды, которую используют в тандеме с жесткой стороной губки для мытья посуды. На финальном этапе лужения паяльника может понадобиться дощечка или кусок картона.
Выбираем инструмент для склеивания деталей: Как выбрать клеевой пистолет: 5 ключевых характеристик
Технические характеристики
Потребляемая мощность 60 Вт
Стабильность температуры ±2°С (неподвижный воздух, нулевая нагрузка)
Макс. температура окружающей среды 40°С
Сопротивление между паяльной насадкой и заземлением < 2 Ом
Потребляемая мощность 1000 Вт
ДЕМОНТАЖНЫЙ ВАКУУМНЫЙ ПАЯЛЬНИК
Потребляемая мощность 90 Вт
Давление воздушного потока 600 мм рт. ст.
Габаритные размеры: 520х250х420 мм
Вес: 5,56 кг
Габариты в упаковочной таре 520х415х250 мм, вес 9,5 кг
Дополнительная комплектация
Загрузить в PDF
Правильная температура для пайки
Сварка является важным процессом во многих отраслях и видах деятельности, связанных с производством, ремонтом и обслуживанием различных изделий и компонентов. Для получения качественных и долговечных результатов важно использовать соответствующую температуру в процессе пайки. В этой статье мы предложим вам несколько советов и рекомендаций, как этого добиться.
Почему температура важна при сварке? Температура является ключевым фактором при сварке, поскольку она влияет на качество соединения материалов и долговечность сварного шва. Неподходящая температура может привести к таким проблемам, как трещины, пористость, ослабление материалов и отсутствие адгезии.
Факторы, влияющие на температуру сварки На температуру сварки могут влиять несколько факторов, среди которых выделяются следующие:
1. Тип материала. Каждый материал имеет свои характеристики плавления и теплопроводность, а это означает, что оптимальная температура сварки может варьироваться в зависимости от типа соединяемого металла или сплава.
2. Толщина материала. Толщина свариваемого материала также влияет на необходимую температуру. Для более толстых материалов могут потребоваться более высокие температуры для обеспечения правильного плавления.
3. Тип сварки. Различные методы сварки, такие как дуговая сварка, сварка TIG или точечная сварка, могут иметь особые требования к температуре.
4. Условия окружающей среды. Температура и влажность окружающей среды могут повлиять на процесс сварки и потребовать регулировки температуры для компенсации этих внешних факторов.
Советы по установке правильной температуры
1. Ознакомьтесь со спецификациями производителя: каждый производитель сварочного оборудования предоставляет конкретные рекомендации по температуре, подходящей для его продукции. Важно следовать этим инструкциям, чтобы получить наилучшие результаты.
2. Проведите испытания сварки. Прежде чем приступить к сварочному проекту, рекомендуется провести испытания аналогичных материалов, чтобы определить оптимальную температуру. Это позволит корректировать параметры в соответствии с конкретными характеристиками материала.
3. Отрегулируйте температуру в зависимости от материала. Как мы упоминали ранее, каждый материал имеет свои характеристики плавления. Обязательно отрегулируйте температуру в соответствии с типом металла или сплава, который вы свариваете.



