

- Припои, флюсы и дополнительные аксессуары для работы
- Инструменты для пайки – чем паять?
- Припои – одна цель, но разные качества
- Флюсы – зачем нужны и разновидности
- Таблица: Виды флюсов и их свойства
- Заключение
- Таблица: Сравнение канифоли и флюсов на её основе
- Применение канифоли
- Современные альтернативы
- Вывод
- Ссылки
- Рекомендуемый припой Оловянно — свинцовый припой
- Флюсы на основе канифоли и спирта
- Флюсы на основе канифоли и вазелина
- Геле- и пастообразные растворы
- Флюсы на основе глицерина
- Представители флюсов на основе глицерина
- На основе хлористого цинка
- Ортофосфорная кислота
- На основе триэтиламина
- Паяльные пасты
- Что такое лужение паяльника и зачем это делать
- Что понадобится для процедуры?
- Как очистить жало паяльника механическим способом
- Медный наконечник в виде заточенного прутка
- Медное жало 900М
- Необгораемое жало
- Как залудить паяльник
- Как залудить паяльник с медным жалом
- Особенности лужения паяльника с необгораемым жалом
- Как залудить жало в процессе пайки
- Как паять нержавейку оловом в домашних условиях
- Особенности пайки нержавейки
- Режимы пайки оловом
- Припой для нержавейки и его типы
- Пайка с помощью газовой горелки
- Отличия высокотемпературной пайки от низкотемпературной
- Самые распространенные ошибки
- Попытки использовать материалы неизвестного состава и качества
- Неправильный выбор припоя
Припои, флюсы и дополнительные аксессуары для работы
Пайка это соединение проводов и металлических предметов с помощью текучего легкоплавкого металла, который прилипает к обеим соединяемым деталям, обеспечивая их соединение. Как выполнять пайку, какие бывают припои и зачем нужны флюсы – читайте в статье ниже!
Инструменты для пайки – чем паять?
Самый распространённый инструмент для пайки – паяльник. Он может быть электрическим (чаще всего), либо газовым. Электрические паяльники бывают разной мощности: для пайки мелких деталей и тонких проводов подойдёт паяльник мощностью 10-25 Вт, для чего-то более массивного – мощностью 40 Вт и выше.
Современные паяльники имеют керамические сменные жала, классические советские — медные. Керамические жала не требуют обслуживания, а медные нужно периодически зачищать и облуживать.
Для пайки массивных деталей или, например, медных труб, понадобится газовая горелка – она способна разогреть даже массивную деталь до температуры, нужной, чтобы припой растёкся и прилип к поверхности детали.
Нужно помнить, что для пайки труб, которые используются для водопровода, можно использовать только бессвинцовые припои.
Припои – одна цель, но разные качества
Самый распространённый припой для пайки проводов и других целей – марки ПОС-61. Он содержит 61% олова (отсюда название) и 39 процентов свинца, его температура плавления равна 183 градуса, но пайку рекомендуют проводить при 240 градусах, для оптимальных условий смачивания и образования паяного шва. Для бытовых целей будет достаточно иметь припой ПОС-61 (ПОС-60) – его будет достаточно для 99% случаев.
Флюсы – зачем нужны и разновидности
Флюс это специальный материал, который смачивает поверхность пайки и удаляет с неё окислы. Без флюса пайка будет затруднительной, так что примите как данность – флюс нужно применять всегда. Самый частый флюс для пайки меди и медных сплавов — сосновая канифоль, как в твёрдом виде, так и в виде спиртового раствора, либо пасты (паяльный жир).
Для пайки стальных оцинкованных деталей понадобится паяльная кислота – но применять её для электроники нельзя – кислота будет разъедать место пайки и портить электронные компоненты.
Кроме канифоли и кислоты встречаются более специфические флюсы – например флюс Ф-61А для алюминия и другие, но они применяются редко.
Спасибо, что дочитали – в следующих статьях мы рассмотрим, как правильно производить пайку, так что оставайтесь с нами!
Флюс для пайки может быть разным по форме выпуска: в виде жидкостей, паст, гелей, твердых агрегатов, спреев. В зависимости от формы и назначения флюсы разделяют на активные и пассивные. Активные флюсы обладают агрессивными химическими свойствами: они способны растворять оксидные плёнки, высокоактивные вещества, которые зачастую напечатаны на цепях печатных плат. Однако активные флюсы содержат агрессивные амины, которые могут вывести из строя некоторые электронные компоненты! Пассивные флюсы менее агрессивны и растворяют оксиды двигаясь меж атомами, подобно гелию. Пассивные флюсы предъявляют меньше требований к удалению остатков.
Таблица: Виды флюсов и их свойства
| Вид флюса | Характеристики |
|---|---|
| Жидкий | Быстро испаряется |
| Паста | Более вязкая, хорошо ложится на поверхности |
| Гель | Дольше держится на месте, не стекает |
| Твердый | Используется для профессиональных целей |
| Спрей | Быстро распыляется с помощью аэрозольного баллона |
При выборе флюса следует учитывать также его электрическую проводимость, степень испаряемости, способность удаления остатков, токсичность, наличие активных компонентов, совместимость с припоем и материалами. И объязательно наличие сертификата качества продукции!
Заключение
Использование паяльного флюса — ключевой момент в обеспечении качественных паяных соединений. Благодаря флюсу обеспечивается надежное механическое соединение металлов и сплавов, а также электрический контакт. Выбрав подходящий вид флюса и правильно его применив, можно значительно упростить пайку и улучшить качество и надежность паяных соединений. Не стоит экономить на флюсе, ведь он играет важную роль в процессе пайки.
Таблица: Сравнение канифоли и флюсов на её основе
| Параметр | Канифоль | Флюсы на основе канифоли |
|---|---|---|
| Состав | Смоляные и жирные кислоты растительного происхождения | Включают канифоль, активаторы и растворители |
| Цвет | От светло-жёлтого до чёрного | Различные оттенки |
| Применимость | Медь, сплавы меди, серебро, золото | Широкий спектр металлов и сплавов |
Применение канифоли
Канифоль сегодня применяется в различных областях, включая:
- Химическая промышленность для изготовления красок и лаков
- Промышленное производство, включая области, где требуется увеличенное сцепление
- Профессиональное музыкальное оборудование для натирания смычков
- Спорт, для улучшения сцепления рук спортсменов и спортивных снарядов
Современные альтернативы
В современном промышленном производстве электроники канифоль чистого состава уступает место более современным вариантам флюсов, обеспечивающим более широкий спектр применения и возможностей.
Вывод
Канифоль остается востребованным материалом в различных областях промышленности и производства, однако её применение в чистом виде в электронике постепенно уступает современным альтернативам. Для увеличения сцепления, защиты от окисления и обеспечения качественной пайки широкого спектра материалов используются современные флюсы на основе канифоли, обладающие улучшенными характеристиками.
Ссылки
- Источник 1
- Источник 2
- Источник 3
Рекомендуемый припой Оловянно — свинцовый припой
- Температура пайки: 200°C
- Смывка: Не требуется
Помимо канифоли в твёрдом состоянии, также применяются её растворы в этиловом, изопропиловом спирте, этилацетате без включения или с различными добавками, увеличивающими активность. Примером спирто-канифольных флюсов служат СКФ (ФКСп), КЭ, ФКЭт (раствор в этилацетате) и множество других под общим названием жидкая канифоль.
Они предоставляют большее удобство в работе, так как могут наноситься кисточкой, капельным и другими методами. Но для пайки компонентов поверхностного монтажа (SMD) не подходят, так как не фиксируют детали: во-первых, они плавают на поверхности жидкости; во-вторых, низкая температура кипения вызывает активное парообразование, провоцирующее смещение невесомых SMD-компонентов. А общие характеристики растворов близки к параметрам обычной канифоли.
Флюсы на основе канифоли и спирта
- Состав: Канифоль, этиловый/изопропиловый спирт
- Температура пайки: Около 200°C
Для увеличения активности в состав добавляются присадки-активаторы, улучшающие качество и сокращающие время пайки. Примером служит уважаемый многими поколениями радиолюбителей ЛТИ-120. Смывка здесь не нужна, так как активное вещество разрушается при нагреве.
Флюсы на основе канифоли и вазелина
- ЛТИ-120
- Состав: Канифоль, этиловый/изопропиловый спирт, солянокислый диэтиламин
- Температура пайки: До 300°C
Помимо канифоли и жидких канифольных средств, производятся ещё геле- и пастообразные решения, являющиеся в настоящее время самыми применяемыми. Ими паяют как SMD, так и компоненты в корпусах с шарообразными выводами из припоя (BGA). Примером выступает архаичный нейтральный паяльный жир (смесь порошка канифоли и стеарина), простой и дешёвый TR-RM и современные высококачественные флюсы RMA-218 и RMA-223.
Геле- и пастообразные растворы
TR — RM
- Состав: Канифоль, технический вазелин
Температура пайки: До 300°C
RMA — 218
- Состав: Канифоль, технический вазелин, адипиновая кислота
RMA — 223
- Состав: Канифоль, технический вазелин, глицерин
Флюсы на основе глицерина
Кроме канифольных, существуют флюсы, основанные на глицерине — простейшем представителе трёхатомных спиртов. В отличие от быстроиспаряющихся спиртовых, такие практически не испаряются, что позволяет нанести их сразу на множество точек. Они относятся к средне- и высокоактивным, и требуют обязательной отмывки водой, этиловым/изопропиловым спиртом или растворителями: гигроскопичность неотмытого глицерина и сопутствующих остатков быстро приведёт к химическому разрушению соединения.
Высокая активность позволяет использовать их для меди и её сплавов с сильным окислением (чёрный плотный слой оксида двухвалентной меди, зелёный рыхлый слой солей меди и так далее), а также для углеродистых сталей, даже с коррозией.
Представители флюсов на основе глицерина
- Глицерин гидразин
- ТАГС
Ввиду требования к обязательной отмывке и высокой активности остатков не рекомендуется применять их при монтаже деталей на печатной плате. Качественная отмывка плат, особенно при наличии на них элементов поверхностного монтажа, возможна только при использовании ультразвуковой ванны.
Состав Глицерин, вода, ингибиторы коррозии, гидразин гидрохлорид
Применимость Медь, сплавы меди, углеродистые стали
Температура пайки До 350°C
Состав Триэтаноламин, анилин гидрохлорид, аммоний хлорид, глицерин, спирт этиловый или изопропиловый
Температура пайки До 320°C
На основе хлористого цинка
Хлорид цинка II представляет собой бесцветные кристаллы, полученные реакцией металлического цинка с соляной кислотой. Они легко растворяются в воде, спирте и других органических растворителях, образуя раствор с сильной кислотностью. В качестве флюса используют водные растворы ZnCl₂.
Они высокоактивны, поэтому всегда нужно отмывать покрытие водой, спецрастворителями, спиртами. Неотмытые остатки имеют высокую электропроводность. Пайка радиокомпонентов и печатных плат им запрещена. Им паяют и лудят изделия из меди или произведённых из неё сплавов (даже с сильной коррозией), разных чёрных металлов (железа, стали, чугуна, никеля), цинка и оцинкованных изделий, свинца, нихрома.
Пары хлористого цинка опасны. При работах наличие дымоуловителя и системы вентиляции обязательно.
Наиболее известны: «Паяльная кислота» и ЗИЛ-1 и ЗИЛ-2.
Состав Хлористый цинк, вода
Применимость Медь, сплавы меди, железо, сталь, чугун, никель, нихром
ЗИЛ — 1
Состав Хлористый цинк, двухлористое олово, хлорная смесь, соляная кислота, вода
Применимость Железо, сталь, чугун, никель, нихром
Рекомендуемый припой Оловянно — свинцовый припой с высоким содержанием свинца
Температура пайки До 400°C
ЗИЛ — 2
Состав Хлористый цинк, хлористый аммоний, хлорное железо, вода
Применимость Медь, сплавы меди, железо, сталь, чугун, никель, нихром, цинк, свинец
Ортофосфорная кислота
По применимости и технологии пайки она близка к хлористо-цинковым вариантам. С ней паяют медь со сплавами, но главным применением является пайка чёрных металлов разных марок, включая нержавеющую сталь, а также изделия, подвергшиеся коррозии. В месте контакта фосфорной кислоты с металлическим изделием образуется защитный слой фосфата железа, предохраняющий от дальнейшего коррозионного разрушения. Также подходит для пайки константана.
Она средне- и высокоактивная, обязательно смывается спиртами или специальными растворителями. Запрещается паять электронные компоненты и печатные платы.
Пары H3PO4 опасны. При работах требуется применение дымоуловителя и хорошая вентиляция.
Среди известных: «Ортофосфорная кислота» и ФИМ.
Состав Ортофосфорная кислота
Применимость Железо, сталь, чугун, никель, нержавеющая сталь, константан
Состав Ортофосфорная кислота, этиловый или изопропиловый спирт, ингибиторы коррозии
Применимость Медь, медные сплавы, железо, сталь, чугун, никель, нержавеющая и жаростойкая сталь
На основе триэтиламина
Они выступают классическими органическими композитными высокоактивными флюсами для пайки низкотемпературными припоями. Основными составляющими являются триэтиламин.
Составы на его основе применимы для пайки меди и сплавов из неё, но основное применение — это трудноспаиваемые материалы, а именно бериллиевая бронза, алюминий и другие лёгкие сплавы, нержавеющие и жаростойкие стали и прочие разновидности чёрных металлов, включая корродированные и сильно загрязнённые.
Обладают средней или высокой активностью, после монтажа их смывают спиртами, либо применяют специальные растворители. Компоненты с платами им не паяют, но допускается пайка алюминиевых и медных проводов и кабелей (в том числе между собой).
Пары триэтиламина ядовиты (особенно содержащие соединения кадмия ФТКА). Пайка осуществляется с дымоуловителем и правильно организованной вентиляцией.
Наиболее известные представители: ФТКА, Ф-34 и некоторые другие.
Состав Триэтиламин, фтороборат кадмия, фтороборат аммония
Применимость Алюминий, бериллиевая бронза, нержавеющая и жаростойкая сталь
Рекомендуемый припой Низкотемпературный оловянно — свинцовый припой
Ф — 34
Состав Триэтиламин, этиловый или изопропиловый спирт, ингибиторы коррозии, присадка для улучшения смачивания
Применимость Алюминий, магниевые сплавы, нержавеющая и жаростойкая сталь
Паяльные пасты
Они занимают промежуточное положение между припоями и флюсами. Вернее, они одновременно и те, и другие. Состоят из тонкого порошка «припой+флюс», преимущественно из канифоли. Применяются только для монтажа SMD и BGA-компонентов: паяльная паста обладает высокой клейкостью, позволяющей надёжно фиксировать деталь, так и высокой температурой закипания. После расплавления превращается в припой, стабильно фиксирующей компонент на плате.
Они нейтральные и не нуждаются в отмывке, но в условиях промышленного производства её всегда проводят.
Применяются как для монтажа с помощью паяльника или паяльной станции и ручным дозированием, так и автоматической пайки.
В качестве примера качественных и популярных продуктов могут быть названы KELLYSHUN GY618B и низкотемпературная бессвинцовая паста MECHANIC WQ-50 Lead Free.
Состав Олово, свинец, серебро, безотмывочный канифольный флюс
Применимость SMD, компоненты в корпусах BGA
Рекомендуемый припой Не требуется
Температура пайки До 183°C
MECHANIC WQ-50 LF
Состав Висмут, олово, безотмывочный флюс
Температура пайки До 138°C
Паяльный флюс — архиважная составляющая качественного паяного соединения. Припой заполняет места пайки, но его химическая диффузия со спаиваемыми деталями, обеспечивающая механическую прочность, долговечность и электрическую надёжность, возможна только при использовании флюса, полностью подходящего для конкретной ситуации. Металлов и сплавов множество. И флюсовых составов для них примерно столько же.
При пайке необходимо задействовать флюс, загрязняющий наконечник инструмента. Наслоения препятствуют нормальной работе, не дают залудить жало. Разберемся, как очистить закоптившийся паяльник от нагара и подготовиться к пайке.
Что такое лужение паяльника и зачем это делать
Пайка — это соединение деталей без их расплавления с помощью припоя, выполняющего роль посредника между двумя металлическими поверхностями. В качестве припоя выступает сплав, содержащий олово и свинец. Олово — оптимальный металл по температуре плавления. Свинцовая добавка увеличивает текучесть и уменьшает хрупкость припоя.
При пайке нужно брать припой горячим жалом паяльника и переносить капельку сплава на место соединения. Без лужения сделать это проблематично, поскольку припой не будет прилипать к наконечнику. Чтобы избежать проблем с прилипанием, необходимо очистить жало от нагара и покрыть его слоем оловянного сплава. Нанесение на оснастку тонкого слоя припоя называют лужением. В этой процедуре нуждается как изрядно проработавший, так и новый инструмент.
Технология лужения зависит от материала жала. Наконечники бывают следующих разновидностей:
При покупке оснастки для паяльника стоит учитывать авторитет продавца. Китайские интернет-магазины зачастую продают посеребренные жала, на которых, на самом деле, нет серебра, или наконечники с покрытием оказываются чисто медными.
Домашним мастерам и рукодельницам в помощь: Как пользоваться клеевым пистолетом: инструкция в 5 пунктах
Что понадобится для процедуры?
Если нужно залудить новый паяльник, понадобится припой, а также твердый или жидкий флюс. В качестве металлического расходника обычно используют оловянно-свинцовый сплав. Флюс — канифоль или более агрессивный состав. Канифоль подходит только для лужения медного жала, поскольку является слабым активатором.
Перед лужением наконечника с заметным слоем нагара требуется предварительная очистка оснастки. Как очистить медное жало паяльника? Для приведения в адекватное состояние наконечника старого образца понадобится напильник. Медь стандарта 900М требует более деликатного обращения: ее зачищают наждачкой мелкой зернистости.
Горячее никелированное жало очищают с помощью целлюлозной губки или металлической стружки. Толстый слой нагара убирают с холодного паяльника, счищая абразивным веществом в виде соды, которую используют в тандеме с жесткой стороной губки для мытья посуды. На финальном этапе лужения паяльника может понадобиться дощечка или кусок картона.
Выбираем инструмент для склеивания деталей: Как выбрать клеевой пистолет: 5 ключевых характеристик
Как очистить жало паяльника механическим способом
Технология очистки зависит от материала и геометрии жала. Рассмотрим, чем чистить 3 разновидности жал паяльников.
Избавляемся от предрассудков: Как выбрать гравер: 3 ключевых фактора
Медный наконечник в виде заточенного прутка
Жало очищают от нагара с помощью напильника по металлу. Особых физических усилий процесс не требует, тиски и прочие зажимные приспособления используют только в особо тяжелых случаях. Напильник обычно держат в положении, которое соответствует фабричной заточке жала, угол клина — около 35 градусов. Кончик получается тупой, на нем площадка шириной порядка 1 мм.
Работа с новым наконечником требует минимум усилий: достаточно снять патину мелкозернистой шкуркой. Умельцы иногда меняют форму жала, например, из клина делают конус. В этом нет нужды, если пользуетесь паяльником, который работает с жалами типоразмера 900М. Производители предлагают более 10 наконечников такого формата, заточенных на выполнение разных работ. Примеры:
Обозначения: «+» — подходит, «-» — не подходит, «+/-» — не лучший вариант.
После заточки наконечник сразу залуживают. Если отложить покрытие припоем, медь окислится и придется затачивать заново.
Выбираем инструмент для пайки: Как выбрать паяльник: 4 критерия отбора
Медное жало 900М
Заточку производят без напильника, чтобы не деформировать тонкий кончик. Для очистки от нагара используют мелкозернистую шкурку.
Необгораемое жало
Средства чистки для никелированного жала:
Первые два варианта для чистки горячего паяльника, для третьего разогрев противопоказан. Напильником пользоваться нельзя, поскольку он вместе с нагаром снимет никелированное покрытие.
Приводим в порядок динамики: Как почистить динамики телефона — 6 действенных подсказок
Как залудить паяльник
Далее речь пойдет об особенностях лужения паяльника. Нюансы зависят от материала жала, но в любом случае нужно будет иметь дело с припоем и флюсом. Для пайки электроники часто используют припой ПОС61 или ПОС63, разница между ними не существенная. Аббревиатура ПОС означает, что это сплав олова и свинца, число в конце — процент олова. Сплав начинает переходить в жидкое состояние при температуре 183 градуса.
В качестве флюса для лужения медного жала используют канифоль — вещество, получаемое из хвойных деревьев. Одна из технологий подразумевает удаление скипидара из смолы сосны. Температура плавления канифоли — 110-170 градусов в зависимости от состава. В любом случае большая ее часть — это смоляные кислоты. Закипает флюс при 250 градусах, подходит только для лужения и низкотемпературной пайки. Канифоль хорошо справляется с медной патиной, но не может убрать окиси многих других металлов. Чтобы получить более агрессивный флюс, в смолу добавляют другие кислоты.
Иногда вместо твердой канифоли удобнее использовать ее жидкий аналог, который можно купить или сделать самостоятельно, поместив смолу в спирт или другой растворитель. Теперь перейдем к технологии лужения инструмента для пайки.
Разбираемся с дренажом: Как почистить дренаж кондиционера: 3 причины засора и способы их устранения
Как залудить паяльник с медным жалом
Итак, наконечник очищен от нагара, и пора, не мешкая, приступить к следующему этапу. Чтобы как следует залудить паяльник со сплошным медным жалом понадобятся канифоль и припой. Обычно их используют в качестве отдельных составляющих. Технология следующая:
2. Сразу переходим ко второму этапу, не дожидаемся, пока канифоль выгорит. Припоем в виде прутка водим по наконечнику, наносим сплав олова и свинца на подготовленные поверхности. Если припой в виде гранулы, расплавляем его, смачивая жало.
3. Если припой распределился не по всей поверхности, используем кусок картона: окунаем наконечник в канифоль и возим по нему.
4. Если на жале собралось слишком много припоя — избавляемся от излишков, слегка постукивая держателем оснастки по напильнику или снимая лишнее с помощью мокрой целлюлозной губкой. 5. Даем нанесенному припою затвердеть.
Бывают припои «2 в 1» в виде тонкой трубочки с канифолью внутри. В этом случае окунать во флюс оснастку не нужно. Просто наносим сплав на подготовленное к лужению жало.
Если что-то пошло не так, никто не помешает сделать «дубль 2». Не стоит бояться испортить медное жало, его всегда можно привести в порядок. Особых навыков для этого не требуется.
Рекомендации по выбору: Электрорубанок: как выбрать инструмент для дома — 6 основных критериев
Особенности лужения паяльника с необгораемым жалом
Технология та же, но обойтись канифолью для лужения никелированного наконечника вряд ли получится. Сосновая смола справляется с ролью флюса, когда нужно подготовить жало из меди, подходит для пайки серебра, олова и его сплавов. Для лужения никеля канифоль не лучший вариант. Для этого есть специальные флюсы, например, ЛТИ-120.
Это нейтральный активный состав, в который кроме спиртов и канифоли входят диэтиламин и триэтаноламин. Несмотря на нейтральность, смывать его все равно нужно после пайки. Чтобы не заморачиваться этим, можно использовать ЛТИ-120 или агрессивную паяльную кислоту только для лужения инструмента, а паять с помощью канифоли, не нуждающейся в смывании.
Несколько слов по поводу паяльной кислоты. На этикетке или в инструкции к флюсу должно быть написано, что она подходит, в том числе и для пайки никеля. Существуют кислоты для пайки не радиодеталей, а кастрюль, ведер и прочей тары из нержавеющей стали с помощью инструмента мощностью 100-300 Вт. В этом случае вместо никеля будет написано про пайку нержавейки, цветмета и т.п.
При работе с любой кислотой нужно быть максимально аккуратным, избегать попадания в глаза, использовать защитные очки.
Выпиливаем дома: Как выбрать электролобзик для дома: 5 правил и советов
Как залудить жало в процессе пайки
Увлеклись процессом, и после долгой пайки никелированное жало перестало брать припой? Губка для чистки не помогает? Залудите наконечник по ходу дела. Если нет желания ждать, пока паяльник остынет; почистить содой, как рассказано выше, для вас не вариант, — воспользуйтесь ускоренной процедурой.
Чтобы быстро привести наконечник в порядок, понадобится очищающая паста. Магазины продают разную продукцию для очистки, например, с металлической частью, состоящей из 97% олова, 2% серебра и 1% меди. Кроме металлов в виде мелкодисперсных порошков в пасте есть флюс и связующее.
Технология чистки-лужения проста:
Преимущество способа — скорость, недостаток — дороговизна составов для чистки. Баночка с несколькими граммами пасты может стоить как дешевый паяльник. При покупке очищающего состава новичку легко ошибиться. С аналогичными названиями продают пасты, в которых только флюс. Залудить жало без припоя, естественно, не получится.
Производители паст для лужения указывают температуру, при которой состав работает, она должна быть не менее 232 градусов (плавление олова). Чтобы эффект наступил, обычно требуется разогреть паяльник примерно до 350 градусов.
В заключение общий алгоритм пайки:
Казалось бы, ничего сложного, но в каждом деле есть свои нюансы. Нужно выдерживать тайминг, уметь выставлять температуру, учитывать технические характеристики материалов.
Выбираем мобильный инструмент: Как выбрать аккумуляторный шуруповерт: 6 советов и рейтинг из 5 крутых моделей
При обсуждении вопроса, чем паять нержавейку, речь идет не о сварке. Конкретно нас интересует вопрос соединения тонколистовой нержавеющей стали припоем с использованием минимального набора оборудования. Пайка заметно проще и позволяет соединять мелкие изделия из нержавейки с почти ювелирной точностью и качеством шва.

Как паять нержавейку оловом в домашних условиях
Такое соединение выгодно тем, что даже в домашних условиях процесс пайки нержавейки можно освоить буквально за полчаса. На то, чтобы научиться правильно варить нержавеющую сталь, потребуется несколько десятков человеко-часов.
Паять нержавейку в домашних условиях несложно при наличии соответствующего оборудования:
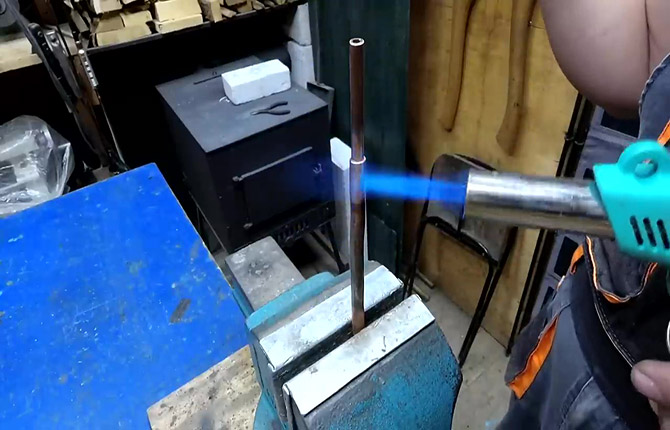
Кроме того, нужно будет купить соответствующую марку припоя и марку флюса. Для каждого вида пайки существует свой оптимальный вариант пары «припой-флюс». Кроме того, нужно сделать паяльную подставку, на которой будут греть соединяемые детали. Обычно используется небольшой блок из строительного газобетона или шамотный кирпич.
Казалось бы, какая разница, на чем паять нержавейку. На самом деле выбор подложки или подставки для пайки деталей влияет на качество соединения. Если попытаться паять на листе металла, то нагреть нержавейку до нужной температуры не удастся.
Еще одно правило: паять нержавейку нужно только под вытяжкой, можно использовать гараж, мастерскую или балкон, но только не внутри квартиры.
Особенности пайки нержавейки
Чтобы правильно паять нержавейку, нужно учитывать следующее.
Для того чтобы получить высокое качество пайки, нужно придерживаться нескольких основных правил:
Обычно последовательной обработкой предпочитают паять нержавейку с высоким содержанием хрома и никеля. Оловом выполнять соединение сложно, но можно использовать латунь и никель-медный П-81. Хотя в продаже можно купить готовые прутки в флюсовой обмазке BRASS FLAME 18 XFG, которыми можно паять нержавейку при 870
Сам процесс пайки сводится к тому, чтобы правильно растаскивать расплав припоем по раскаленной поверхности так, чтобы он равномерно заполнял стык. В это время приходится подогревать нержавейку горелкой, пока весь шов не заполнится расплавом.
На длинных линейных и кольцевых швах место пайки греют периодическими движениями. Как известно, расплав сам перетекает из более холодной зоны в более горячую, поэтому можно без проблем разогнать припой по всей длине шва, лишь умело подогревая линию стыка горелкой.
Нержавейку можно паять низкотемпературными оловосодержащими припоями. Для этого достаточно электропаяльника на 100 Вт и небольшой электроплитки. Плитку используют только для разогрева детали до температуры нанесения флюса, а паять можно электропаяльником.

Часто электроплитка выручает, когда нужно запаять несколько трещин на посуде из нержавейки. С ее помощью удобно поддерживать требуемую температуру пайки, не оборачивая посуду в алюминиевую фольгу.
Тип горелки выбирается в зависимости от марки используемого твердого припоя и флюса. Если требуется паять высокопрочными медно-никелевыми или латунными припоями, то лучше всего использовать ручную пропан-кислородную горелку типа «MICRO DM 284» или аналогичные модели.
Микрогорелка подключается к редукторам (через пламегаситель) на пропановом и кислородном баллонах. Такую установку можно сделать своими руками даже в домашних условиях. Ею можно паять все высокотемпературные припои.
Для медно-серебряных припоев достаточно ручной инжекционной горелки с баллоном картриджем.

Ею можно паять нержавейку серебросодержащими твердыми припоями с температурой плавления до 700
Режимы пайки оловом
Припоями на основе оловянных сплавов можно паять с использованием кислоты. Вопрос в том, как паять нержавейку оловом:
В обоих случаях шов (трещину) на нержавейке предварительно обезжиривают и зачищают. Если металл толстый, то можно обжечь горелкой. Далее деталь нагревается до 280С и обрабатывается флюсом.

Для тонких трещин на посуде рекомендуется использовать спиртовой раствор канифоли. Если нужно паять непищевую тару или короба, то можно использовать паяльную кислоту. Но, по отзывам, более высокое качество на нержавейке дает флюс из ортофосфорной кислоты.
Припой для нержавейки и его типы
Для низкотемпературной пайки можно использовать традиционные оловосодержащие материалы. Их много, лучшее качество показывают специальные ремонтные припои для заделки трещин и лужения меди.

Для пайки нержавеющей стали твердыми припоями лучший шов дает швейцарский Castolin ECO BRAZ 38230F. Содержание серебра — до 30%. Цена может быть до 400 долл. за пачку. Но качество очень высокое даже для новичков и пайки в домашних условиях. Паять можно при температуре 670-750
Кроме того, шов получается пластичным и вязким. Кроме нержавейки, им часто паяют детали велосипедных рам, декоративную облицовку раритетных авто. Лучше всех выдерживает вибрации. В качестве альтернативы можно использовать серебросодержащий L-A9.
Можно использовать латунный материал, Castolin 18XVG дает самое прочное паяное соединение на нержавейке. Но латунью, даже швейцарского качества, паять нержавейку тяжело. Шов требует нагрева до 900С, паяный шов получается прочным, но слишком жестким, непластичным. Вибрации держит плохо, его используют в ремонте автомобильной и бытовой техники.
Медь-цинк-никелевый припой П-81 стоит на порядок дешевле серебросодержащих марок. Паять нержавейку тяжело, требуется температура нагрева до 950С. Шов очень жесткий, твердый, обладает повышенной коррозионной стойкостью.
В качестве флюса используют универсальный ПВ-209. Можно паять смесью буры и борной кислоты, но качество чуть хуже.
Из безопасных материалов для низкотемпературной пайки посуды из нержавейки можно рекомендовать припои ПОС-1 или ПОСу95-5. Несмотря на то, что висмут — тяжелый металл и обладает определенной токсичностью, в целом шов получается достаточно безопасным для кипячения питьевой воды или приготовления еды в посуде из нержавеющей стали.
Из твердых припоев можно использовать серебросодержащие материалы при условии, что содержание меди не превышает 10%.
Категорически нельзя паять пищевую нержавейку припоями с сурьмой и свинцом, независимо от их процентного содержания в паяльном материале.
Пайка с помощью газовой горелки
Существует несколько стандартных схем выполнения паяного соединения двух деталей из нержавейки:
Самый простой вариант — паять две трубки. Это может быть соединение двух деталей трубопровода из нержавейки или сборка пайкой дополнительного патрубка к основному корпусу цилиндрической формы.
В любом случае паять нужно не в стык, с осадкой одной детали внутрь другой. Поэтому трубки обычно разного диаметра, одна запрессовывается внутрь другой хотя бы на 10 мм.
Если требуется припаять боковой патрубок к основному корпусу из нержавейки, то предварительно нужно будет сделать отверстие, равное диаметру отвода.
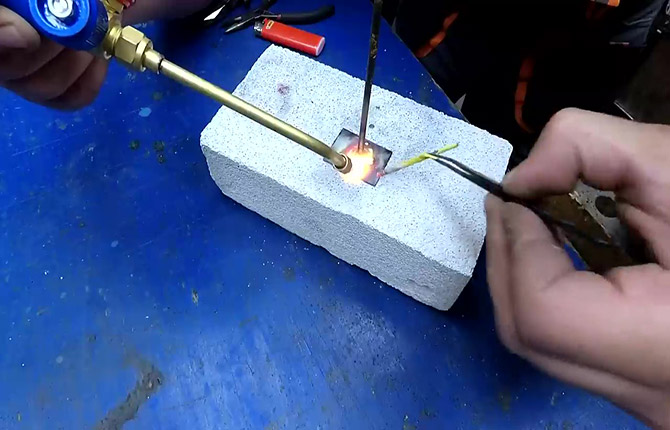
В обоих случаях после зачистки детали из нержавейки собирают и нагревают пламенем газовой горелки. Как только на поверхности появятся пятна, место шва, обрабатывают флюсом и продолжают нагрев еще несколько минут. Последний этап — стык обводят концом прутка припоя, не прекращая нагрев горелкой. Как только материал полностью заполнит шов, нагрев убирают.
Пайка двух листов из нержавейки выполняется по той же схеме, обязательно с предварительным обжигом и зачисткой кромок. Далее листы укладываются нахлестом и нагреваются газовой горелкой до появления побежалости. Теперь можно обработать кромку флюсом, прогреть и прутком флюса растянуть расплав по всей длине стыка.
Качественный припой и флюс затекают глубоко внутрь нахлеста. Недорогие материалы обычно из-за плохой текучести прихватывают только наружный стык.
Чуть сложнее паять стержень из нержавейки перпендикулярно к листу металла. В первую очередь нужно зачистить обе детали по сопрягаемым поверхностям.
Далее стержень устанавливают вертикально на лист, сразу же обрабатывают небольшим количеством флюса, после чего обе детали нагревают горелкой до высокой температуры. Расплав должен зайти встык под стержень, но припой более вязкий и может туда не попасть.
Как только флюсовая масса будет полностью расплавлена, можно лудить припоем основание стержня. Причем паять нужно с избытком припойного материала, чтобы вокруг образовалась ванночка из расплава. Теперь на секунду нужно оторвать стержень от листа нержавейки, чтобы залудить торец и сразу же вернуть его на место. Еще несколько секунд детали из нержавейки прогревают горелкой и выключают нагрев.
После остывания образуется очень прочное паяное соединение латунью.

Прочность шва получается на уровне сварки.
Отличия высокотемпературной пайки от низкотемпературной
Паять нержавейку горелкой достаточно дорого, так как качественные припои на основе серебра стоят в несколько раз дороже, чем сварка углекислотным полуавтоматом или аргоном. Паять латунью или медно-никелевым П-81 в домашних условиях достаточно сложно, так как требуется специальная кислород-пропановая горелка и определенный опыт в обращении с ней.
Но у высокотемпературной пайки есть два важных преимущества:
Поэтому мастера в процессе ремонта техники часто предпочитают паять нержавейку, особенно тонколистовую, чем использовать сварку.
Низкотемпературная пайка не обеспечивает высокую прочность соединения. Но обычно прочности стыка, спаянного оловянным ПОС, достаточно для обеспечения герметичности и жесткости детали. Кроме того, паять оловом намного проще, не требуется специальных горелочных устройств и дорогостоящих припоев.
Самые распространенные ошибки
Чаще всего проблемы возникают из-за нарушения технологии паяного соединения. Причин довольно много, и самые распространенные — спешка в работе и попытка сэкономить на материалах.
Наиболее распространенной ошибкой можно считать попытку выполнить пайку на еще холодных заготовках. Инжекторная горелка греет быстро и эффективно, нагреть спаиваемый стык можно за несколько минут.
Но если работы проводятся в неотапливаемом помещении при низких температурах, то заготовка, например лист нержавеющей стали, остывает очень быстро. Поэтому паять нужно с помощником либо дополнительно подогревать заготовку паяльной лампой или электроплиткой.

Попытки использовать материалы неизвестного состава и качества
Серебросодержащие припойные сплавы стоят очень дорого — от 30 тыс. руб. и выше. Но иногда просто нет альтернативы, если требуется высокое качество паяного шва.
Качественно запаять латунью с бурой или старыми припоями неизвестного состава могут лишь мастера с большим опытом работ. Кроме того, потребуется исправная кислородная горелка. Если уже есть необходимость сделать паяное соединение латунью, то желательно хотя бы арендовать микрогорелку на пару дней, а вместо буры использовать ПВ-209.
Неправильный выбор припоя
Перед пайкой определенным припоем нужно обязательно убедиться (прочитать инструкцию на пачке), что данный материал по своим особенностям однозначно подходит для нержавейки. Многие не знают, например, что медно-фосфорные не подходят для нержавеющей стали.
Часто допускают ошибку, когда серебряным припоем соединяют детали, подверженные большой статической нагрузке и вибрациям одновременно. Серебросодержащие сплавы очень мягкие и пластичные, поэтому стык со временем под нагрузкой «тянется» вплоть до разрушения.
В такой ситуации рекомендуется выполнять двойную пропайку. Первоначально серебром, затем сразу же медно-никель-цинковым припоем. Двойная пайка сложнее, но если освоить ее, то можно паять нержавейку толщиной в 0,1 мм с прочностью, не уступающей сварному соединению. При этом герметичность стыка будет на порядок выше.
Многие проблемы от плохого очищения поверхности. Зачищать нужно очень долго и качественно, возможно, предварительно обжечь. На нержавеющей стали окислы и поверхностные карбиды держатся очень прочно, поэтому металл чистят абразивом и металлическими щетками до блеска (не полировать).



