

Медные трубы – это детали для глобальных или локальных коммуникационных систем, транспортирующих газ, воду, продукты нефтепереработки, охлаждающие жидкости и прочие важные ресурсы. Для объединения отдельных фрагментов в единую сеть используется припой для пайки меди. Подбирают его в зависимости от условий, в которых проходит эксплуатация системы.
Правильно оформленное соединение обеспечивает герметичность всего комплекса и предотвращает утечку подающегося состава в окружающую среду. А их неправильное соединение в будущем может вылиться в массу проблем.
Давайте попробуем разобраться в видах припоя и в том, какому из них лучше отдать предпочтение в конкретной ситуации.
- Что такое припой?
- Классификация припоев для медных труб
- Флюс — особенности и назначение
- Как правильно выбрать припой?
- Выводы и полезное видео по теме
Водопроводная бытовая сеть, собранная из элементов медного трубопроката считается одной из самых надежных. Конечно, обустройство такой магистрали – удовольствие недешёвое. Однако дороговизна водопровода окупается его долговечностью и другими существенными преимуществами.
Чтобы как-то сэкономить бюджет организации водоснабжения, можно выполнить монтаж медных труб своими руками, изучив предварительно технологию работ. Сомневаетесь в собственных возможностях?
Мы подскажем вам, какие инструменты необходимо подготовить, опишем пошаговые процессы сборки медного трубопровода методом пайки, а также с использованием обжимных фитингов. Приведенные фото-инструкции и практические советы помогут избежать ошибок и обустроить надежную инженерную сеть.
- Медь как материал для изготовления труб
- Нюансы монтажа медных магистралей
- Способы соединения медных труб
- Инструменты для монтажа элементов
- Характеристики медного водопровода
- Выводы и полезное видео по теме
- Что понадобится в процессе?
- Нюансы монтажа медных магистралей
- Способы соединения медных труб
- Секреты пайки газовой горелкой
- Соединение обжимными фитингами
- Фитинги медные под пайку
- Все для пайки медных труб
- Медь как материал для изготовления труб
- Техника безопасности при спаивании труб из меди
- Способы паяния деталей из меди
- Особенности высокотемпературных соединений
- Низкотемпературная пайка в деталях
- Трубы медные для отопления и водоснабжения
- Характеристики медного водопровода
- Как правильно выбрать припой?
- Классификация припоев для медных труб
- Различия по температуре плавления
- Разделение по химическому составу
- Технология пайки медных изделий
- Отрезаем деталь необходимой длины
- Наносим флюс на поверхность трубы
- Соединяем детали перед пайкой
- Образование соединения при низкотемпературной пайке
- Образование шва при пайке высокотемпературного типа
- Инструменты для монтажа элементов
- Флюс — особенности и назначение
- Требования к качеству флюсов
- Популярные разновидности материала
- Выводы и полезное видео по теме
Что понадобится в процессе?
Для выполнения качественных соединений понадобятся специальные материалы и инструменты. Прежде всего, для обработки предварительно очищенной поверхности деталей понадобится флюс. Он удаляет с основания оксиды, улучшает растекаемость расплавленного припоя и снижает поверхностное натяжение.
Кроме этого понадобится еще и припой для работы с медью. Для высокотемпературной сварки выбирается материал, в состав которого не входит свинец. На упаковке должна быть надпись «lead free» или «без свинца».
Для низкотемпературной пайки подбирается легкоплавкий припой, в котором может присутствовать олово, медь, висмут, серебро. Припой низкотемпературного типа выпускается в виде 3-мм проволоки.

Флюс подбирается исходя из типа пайки. В продаже можно найти широкий ассортимент таких составов в удобной упаковке со специальной кисточкой
Для работы понадобятся инструменты. Прежде всего, труборез. С его помощью можно будет нарезать детали нужного размера. Важно выбирать инструмент высокого качества, чтобы мягкий материал, которым является медь, не заминался.
Потребуется и фаскосниматель, чтобы снять заусенцы. Иначе будет невозможно вставить одну деталь в другую. Для зачистки внутренней поверхности труб так же используется щетка или ершик.

Еще один необходимый инструмент – труборасширитель. С его помощью можно будет увеличить диаметр одной из соединяемых деталей, что необходимо будет сделать, поскольку трубы имеют одинаковое сечение
Для нагрева медных элементов используют разные инструменты. Чаще всего для низкотемпературной пайки выбирают газовую горелку, имеющую узконаправленное пламя.
Газовое оборудование в этом случае работает от баллона со смесью пропана и бутана или с чистым бутаном. Одной такой заправки хватает на 3-4 сотни стыков.
Прибор работает эффективно, при нагреве горелкой труба разогревается за несколько секунд. Высокотемпературная пайка осуществляется при использовании газовых смесей пропан-кислород либо ацетилен-воздух.
Кроме того, пайка может осуществляться с помощью специального электрического паяльника, предназначенного для работы с деталями из меди. Устройство способно работать и с твердым, и с мягким припоем. Паяльник подключается к сети и используется там, где работать с открытым огнем невозможно. Устройство оснащается прижимными клещами и съемными электродами.
Помимо этих инструментов для монтажа трубопровода понадобится маркер или карандаш, рулетка, молоток и строительный уровень.
Нюансы монтажа медных магистралей
Слесари-сантехники, обладающие набором инструмента и опытом работы с медью, выполняют целый ряд действий в процессе монтажа медных трубопроводов:
- зачистка, калибровка, резка;
- придание нужной формы;
- обжатие, пайка, соединение.
Эти же действия может выполнить своими руками каждый владелец квартиры или частного дома.
Залогом качественного монтажа медных труб с применением пайки является тщательная подготовка к процессу. Соединяемые элементы необходимо обработать – обрезать по размеру, очистить, подогнать стык, создавая тем самым условия для качественного монтажа
Главное – познать нюансы технологии и секреты производства таких работ. Для выполнения каждого действия требуется соответствующий инструмент.
Как правило, в инструментальный набор слесаря входят:
- труборез медных труб или ножовка по металлу;
- напильники, наждачная бумага, ветошь;
- ключи слесарные гаечные;
- ключ газовый №1;
- калибратор ручной, трубогиб;
- горелка газовая, флюс, припой, лента фум.
Началу монтажных работ всегда предшествуют мероприятия, направленные на расчёт и составление схемы разводки водопровода или системы отопления.
Наличие схемы разводки трубопроводов и подключения сантехнических приборов существенно облегчает монтажные работы. Схема позволяет точно определить финансовые затраты на монтаж и рационально распределить время исполнения работ
Исходя их схемы, рассчитывается необходимое количество медных труб, их размер длины, диаметр, а также число дополнительных деталей монтажа.
Способы соединения медных труб
На практике применяют один из двух способов сборки медных трубопроводов – посредством пайки или механического обжима.
Секреты пайки газовой горелкой
Выбирая способ пайки для монтажа системы, необходимо учесть следующее: все соединения, выполненные таким образом, являются неразъёмными. Пайка обеспечивает высокий процент гарантии плотности, но накладывает некоторые ограничения на техническое обслуживание. Зачастую невозможно модернизировать систему без дополнительных сложностей.
Так, в случае необходимости изменения какой-то части водопровода (системы отопления), например, по причине внедрения нового оборудования, могут возникнуть сложности. Придётся вновь применять газовую горелку и технику пайки лишь для того, чтобы получить возможность внедрить в систему муфту, тройник или иную деталь.
Поэтому паяные соединения используются в проектах скрытого водопровода, замурованного в стенах или под полами.

Пайка медных труб – действие вполне доступное даже непрофессионалу. Но для пайки необходимо оборудование – газовая грелка профессионального исполнения. При однократном монтаже покупка газовой горелки видится нецелесообразной мерой
Процесс пайки неразрывно связан с работой газовой горелки (открытый огонь и продукты горения). Поэтому не всегда такая методика подходит для монтажа, особенно в помещениях, где ранее была выполнена чистовая отделка.
Пошаговый процесс монтажа пайкой:
- Две трубы отрезаются по размеру. Торцевая область зачищается от заусенцев.
- Концевая часть одной из труб расширяется калибратором – делается раструб.
- Металлической щеткой и наждачной бумагой зачищают места пайки до блеска.
- Зачищенные поверхности обрабатываются раствором флюса.
- Обработанные части вставляются одна в другую.
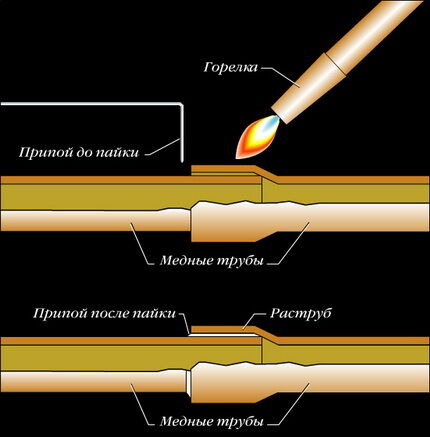
- Место соединения нагревают горелкой до температуры плавления припоя (350-500ºС).
- Концом прутка припоя касаются нижней кромки раструба.
Под воздействием высокой температуры припой расплавляется и устремляется в область зазора между стенками патрубка и раструба за счёт капиллярного эффекта, создаваемого испарениями флюса. Так получается аккуратное и качественное паяное соединение. Это лишь один из примеров пайки соединения «труба-в-трубе».
Таким же образом осуществляется пайка с фитингами и прочими элементами.
Фото из
Соединение труб и тройника пайкой
Мягкие и твердые виды труб
Лампа для низкотемпературной пайки
Инструмент для высокотемпературной пайки
Присоединение медного уголка к трубам
Использование флюса в пайке медных труб
Стержневой припой для высокотемпературной пайки
Использование мягкого припоя в пайке
Пошаговый инструктаж пайки медных труб, а также технические нюансы проведения работ приведены в этой статье.
Соединение обжимными фитингами
Куда проще и легче заниматься монтажом медных труб своими руками, если при этом пользоваться другой широко распространенной технологией – механическим обжимом. Для создания соединения медных труб в этом случае используются специальные фитинги.
Примерно такие же элементы применяются в работе с полипропиленовыми трубами. Но для меди делают немного другую конструкцию обжимного кольца – цельную, без разреза.

Комплект деталей, участвующих в процессе создания соединения посредством механического обжима. Способ монтажа медных труб без пайки нашёл широкое применение в бытовой сфере. Этим способом создаются качественные схемы водопроводов и систем отопления
Обжимные фитинги изготавливаются из латуни. Если судить по степени пластичности материалов, эти значения для меди и латуни практически одинаковы. Важной особенностью парной связки латунь-медь является почти полное отсутствие гальванической связи между материалами.
Этим фактором гарантируется чистота соединения в процессе эксплуатации — отсутствие окислов, коррозии и т.п.
Совсем иначе обстоит дело с алюминием. Этот металл, в отличие от латуни, гальванически связывается с медью. При условиях, когда водопроводная вода насыщена солями, то есть является активным электролитом, образуется благоприятная среда возникновения электрохимической реакции.
Под воздействием такой реакции алюминий разрушается. Поэтому прямая связь медных труб и алюминиевых батарей отопления (или других приборов из алюминия) нежелательна. Следует использовать, например, стальные переходы.
Монтаж фитинга обжимом:
- Концевая область трубы зачищается от заусенцев.
- На конец трубы надевается гайка, обжимное кольцо, фитинг.
- Гаечным ключом под нужный размер фитинг удерживается в одном положении.
- Вторым гаечным ключом гайка наворачивается на резьбу фитинга.
Плотность соединения достигается за счёт равномерного прижима обжимного кольца по диаметру медной трубы. Не рекомендуется применять крайнюю силу в процессе затяжки гайки. От места начального упора достаточно протянуть гайку на 1-2 оборота.

Крупным планом: соединение медной трубы с латунным фитингом посредством механического обжима. Показано обжимное кольцо, благодаря которому создаётся плотное соединение после затягивания гайки. Удобный и простой способ монтажа
Преимущества применения пресс-соединителей – их можно при необходимости разобрать и собрать вновь. Но вместе с тем, на качество уплотнения таких соединений оказывают влияние изменения температуры внешней и внутренней среды.
Нередко по причине температурных перепадов обжимные соединения дают течь. Устраняется такой дефект просто и быстро – подтяжкой накидной гайки.
Однако для скрытого монтажа водопровода методика обжимных цанговых соединений медных труб явно не подойдёт.
Формирование обжимного соединения
Зажим соединения медных труб пресс-клещами
Фитинги для обжимных неразъемных соединений
Вариант сборки медного трубопровода
Подключение радиатора по обжимной технологии
Обжимное соединение мягких медных труб
Разъемность — преимущество цанговых видов
Комбинированное применение обжимных способов
Фитинги медные под пайку
Тройник под пайку с переходом на внутреннюю резьбу 18×3/4″ VIEGA
Бронзовая (CuSi) муфта под пайку с переходом на внутреннюю резьбу 28х1″ SANHA и с “юбкой” под ключ
Муфта внутренняя под пайку с накидной гайкой 15х1/2″ SANHA
Разъемное соединение с плоской прокладкой 15×1/2″ под пайку с внутренней резьбой VIEGA
Американка VIEGA пайка-пайка 54 без прокладки
Угол медный 180° под пайку внутренний/внутренний VIEGA 12
Муфта с накидной гайкой 18 x 3/4″ пайка-внутренняя резьба, плоская прокладка VIEGA
Вставка-муфта редукционная под пайку 10 х 1/4″ VIEGA
Угол медный 45° под пайку внутренний/внутренний VIEGA 64
Отвод медный 22х22 мм, поворот 90 градусов, под пайку, двухраструбный SANHA
Тройник медный под пайку 6 VIEGA
Муфта медная под пайку 15 VIEGA
Двухраструбная редукционная муфта из меди под пайку 54×35 SANHA
Угол медный 180° под пайку внутренний/внутренний VIEGA 10
Разъемное соединение с плоской прокладкой 35×1 1/4″ под пайку с наружной резьбой VIEGA
Отвод медный под пайку двухраструбный 12/90° VIEGA
Водорозетка двойная пайка с изогнутым держателем VIEGA 18х1/2″
Тройник медный под пайку 8 VIEGA
Муфта с накидной гайкой 28 x 1 1/4″ пайка-внутренняя резьба, плоская прокладка VIEGA
Муфта внутренняя под пайку с накидной гайкой 18х3/4″ SANHA
Бронзовая (CuSi) муфта под пайку с переходом на внутреннюю резьбу 54х2″ SANHA и с “юбкой” под ключ
Муфта под пайку с переходом на наружную резьбу 12×1/2″ VIEGA
Муфта под пайку с переходом на наружную резьбу 35×1 1/4″ VIEGA
Отвод медный под пайку двухраструбный 22/90° VIEGA
Тройник медный 42х28х42 мм редукционный под пайку разноразмерный SANHA
Отвод медный под пайку однораструбный 35/90° VIEGA
Муфта с накидной гайкой 15×3/4″ пайка-внутренняя резьба, коническое уплотнение VIEGA
Американка с уплотнением конус 22×1″ пайка-внутренняя резьба, модель 94340 VIEGA
Медные фитинги под пайку востребованы при сооружении сетей радиаторного и напольного отопления, кондиционирования и водопровода. Соединительные детали также применяют при прокладке технологических систем и для подключения устройств.
Фиксация отдельных деталей трубопроводов выполняется с помощью высокотемпературной или низкотемпературной пайки, для которой требуется разный припой. Выбор способа крепления зависит от вида инженерных коммуникаций и характеристик транспортируемой среды. Если нужно паять отдельные участки сетей горячего водоснабжения или отопления, то применяют твердую проволоку из меди. Монтаж трубопроводных систем с температурой среды не более +110 °C проводят с использованием мягкого припоя. Для удаления оксидов с поверхности металла и обеспечения высокого качества соединения, потребуются флюсы и щетки с губками.
Перечень фитингов для медных труб под пайку включает следующие элементы:
- углы для изменения направления трубопроводов;
- муфты, позволяющие соединять трубки одинакового сечения;
- тройники и крестовины, предназначенные для формирования ответвлений;
- «американки», которые используют для скрепления участков коммуникаций неодинакового диаметра.
Все для пайки медных труб
Флюс-паста для пайки меди и кузовных работ с добавлением мягкого припоя Cu-Rofix®3 FELDER 250 гр SP с кисточкой в крышке
Флюс для медных труб под пайку 70 г мягкой пайки SANHA
Экономия 40,67 руб.
540,33
руб. за 1 шт
Флюс-паста S-Sn97Cu3 для медных труб под пайку 250 г мягкой пайки SANHA
Флюс для мягкого припоя F-SW21 в тюбике 100 г VIEGA
1 351,00 руб.
Экономия 94,57 руб.
1 256,43
руб. за 1 шт
Мягкий припой мягкий Cu-Rotin®3 2 мм на шпуле FELDER 100 г
1 171,13 руб.
Экономия 81,98 руб.
1 089,15
руб. за 1 шт
Припой мягкий Cu-Rotin®3 2,7 мм на шпуле FELDER 250 г
2 698,33 руб.
Экономия 188,88 руб.
2 509,45
руб. за 1 шт
Припой мягкий S-Sn97Cu3 катушка 3,0 мм SANHA 250 г
Припой твердый медный CP203 VIEGA 1000 г — медь
8 746,00 руб.
Экономия 612,22 руб.
8 133,78
руб. за 1 шт
Флюс для твердых припоев Cu-Rosil® FELDER 250 г
1 036,67 руб.
Экономия 72,57 руб.
964,10
руб. за 1 шт
Припой твердый медный SANHA 1000 г — медь
4 871,27 руб.
Экономия 340,99 руб.
4 530,28
руб. за 1 шт
Припой мягкий Cu-Rotin®3 2 мм на шпуле FELDER 250 г
2 702,48 руб.
Экономия 189,17 руб.
2 513,31
руб. за 1 шт
Флюс для твердого припоя FH-IO в банке VIEGA 100 г
2 691,00 руб.
Экономия 188,37 руб.
2 502,63
руб. за 1 шт
Припой мягкий S-Sn97Cu3 катушка 2,0 мм SANHA 250 г
Флюс для твердых припоев Cu-Rosil® FELDER 100 г
Экономия 52,70 руб.
700,11
руб. за 1 шт
Флюс для твердых припоев Cu-Rosil® FELDER 500 г
1 939,71 руб.
Экономия 135,78 руб.
1 803,93
руб. за 1 шт
Неметаллическая губка VIEGA 130×60 mm (1 шт)
Экономия 5,81 руб.
77,19
руб. за 1 шт
Флюс жидкий в банке с кисточкой Cu-Roflux®39 FELDER 250 г
Экономия 47,47 руб.
630,64
руб. за 1 шт
Ветошь зачистная SANHA 130×60 mm без металла
Экономия 3,49 руб.
46,31
руб. за 1 шт
Флюс для твердых припоев Cu-Rosil® FELDER 1000 г
3 469,40 руб.
Экономия 242,86 руб.
3 226,54
руб. за 1 шт
Щетка для обработки внутреннней поверхности медных труб 18 мм FELDER
Экономия 30,10 руб.
399,84
руб. за 1 шт
Щетка для обработки внутреннней поверхности медных труб 28 мм FELDER
Щетка для обработки внутреннней поверхности медных труб 22 мм FELDER
Щетка для обработки внутреннней поверхности медных труб 35 мм FELDER
Экономия 30,79 руб.
409,11
руб. за 1 шт
Щетка для обработки внутреннней поверхности медных труб 15 мм SANHA
Экономия 35,15 руб.
467,00
руб. за 1 шт
Щетка для обработки внутреннней поверхности медных труб 35 мм SANHA
Экономия 41,31 руб.
548,82
руб. за 1 шт
Щетка для обработки внутреннней поверхности медных труб 22 мм SANHA
Экономия 39,39 руб.
523,35
руб. за 1 шт
Щетка для обработки внутреннней поверхности медных труб 28 мм SANHA
Экономия 40,21 руб.
534,15
руб. за 1 шт
Щетка для обработки внутреннней поверхности медных труб 18 мм SANHA
Экономия 39,16 руб.
520,26
руб. за 1 шт
Медь как материал для изготовления труб
Медь является тем оптимальным материалом, который обеспечивает работоспособность систем при высоких значениях давлений и температуры. Поэтому медную трубу применяют не только для устройства водопроводов ГВС или магистралей систем отопления, но также для иных целей.
Для сравнения можно взять полипропиленовые трубы и медные. Первые способны выдерживать температуру лишь до + 95ºС при давлениях не более 25 АТИ. Вторые способны работать при Т=250ºС и давлениях до 300 мПа.

Медные трубы специалисты по сантехнике характеризуют как лучший материал, который рекомендуют применять для сооружения водопроводных сетей и систем отопления бытового сектора
Медь — это основной материал, из которого предпочитают монтировать системы водоснабжения и отопления французы, англичане, австралийцы, шведы. Высокая механическая прочность, лёгкость механической обработки – эти свойства сделали бесшовные медные трубы популярными в строительстве разного рода коммуникаций.
Современное производство таких изделий предусматривает нанесение на поверхность труб защитного полимерного слоя, исключающего появление блуждающих токов в зонах магнитных полей.
Система водоснабжения из медных труб
Подключение радиатора медными трубами
Использование легкого веса медных труб
Сборка систем водоснабжения из медных труб
Подключение водонагревателей с медным теплообменником
Медные трубопроводы в деревянном доме
Медные и латунные фитинги
Соединение элементов методов пайки
Техника безопасности при спаивании труб из меди
Начинающие мастера интересуются, как паять медные трубы правильно, но при этом забывают о безопасности. Этого делать нельзя. Нужно понимать, что медь отличается высокой теплопроводностью, поэтому держать детали в руках без какой-либо защиты нельзя.
Неосторожность и неаккуратность при сборке медного трубопровода может закончится термическим ожогом. Небольшие элементы длиной до 0,3 м берут только защитными рукавицами или удерживают клещами.
Осторожность нужна и при работе с флюсом. Это чрезвычайно агрессивный состав. Если в процессе пайки он попадет на кожу, следует немедленно остановить работы и смыть флюс с кожи большим количеством мыльной воды. Иначе на коже может появиться не только термический, но и химический ожог.

Паять медные детали нужно осторожно, с соблюдением всех правил безопасности. Иначе можно получить травму — химический или термический ожог
Одежду для работы тоже нужно подбирать правильно. Синтетические ткани категорически не подходят. Искусственное волокно очень чувствительно к высоким температурам. Оно легко плавится и загорается, поэтому для работы лучше всего выбирать плотную одежду из натурального хлопка.
Еще один важный момент. При нагреве деталей флюс начинает гореть. Его пары опасны для человека. По этой причине помещение, в котором проводятся работы по пайке труб из меди, должно хорошо проветриваться.
Опытные мастера советуют тем, кто впервые взялся за пайку, сначала потренироваться на обрезках труб. Практика показывает, что после трех-четырех самостоятельно выполненных соединений уже можно браться за монтаж трубопровода. При этом желательно собрать систему на полу и только потом приступать к пайке.
Готовый трубопровод нужно хорошо промыть чистой горячей водой, чтобы удалить припой и флюс с внутренней стороны деталей.
Способы паяния деталей из меди
Пайка считается оптимальным методом соединения медных деталей. В процессе работы расплавленный припой заполняет небольшой зазор между элементами, образуя при этом надежное соединение.
Наиболее распространены два способа получения таких соединений. Это высокотемпературная и низкотемпературная капиллярная пайка. Разберем, чем же они отличаются друг от друга.
Принцип соединения медных труб пайкой
Разновидности медных труб по жесткости
Паяльная лампа для низкотемпературной пайки
Пайка труб ацетиленовая горелкой
Фитинги для ускорения и облегчения пайки
Нанесение флюса на свариваемые участки
Припой для высокотемпературной плавки
Мягкий припой для низкотемпературной пайки
Особенности высокотемпературных соединений
В этом случае процесс соединения элементов из меди проходит при температуре превышающей +450 градусов. В качестве припоя выбираются составы, основу которых составляют достаточно тугоплавкие металлы: серебро или медь.
Они дают прочный шов, устойчивый к механическим повреждениям и воздействиям высоких температур. Такое соединение называется твердым.
В процессе высокотемпературной капиллярной пайки температура превышает 450С, для образования соединения используется тугоплавкий припой BAg или BCuP
Особенность так называемой твердой пайки заключается в отжиге металла, это приводит к его размягчению. Поэтому, чтобы потери прочностных характеристик меди были минимальными, следует проводить охлаждение готового шва только естественным путем, без использования искусственного обдува или опускания детали в холодную воду.
Твердое соединение используется для труб диаметром от 12 до 159 мм. Высокотемпературная пайка используется для соединения газовых труб.
В сантехнике она используется в процессе сборки водопроводов для монолитной состыковки деталей, диаметр которых превышает 28 мм. Кроме того, такое соединение используется в случаях, когда температура жидкости, циркулирующей в трубах, может превышать +120 градусов.
Высокотемпературная пайка применяется и для сборки отопительных систем. Ее достоинством считается возможность обустройства отвода от ранее смонтированной системы без ее предварительного демонтажа.
Низкотемпературная пайка в деталях
Мягкой или низкотемпературной пайкой называется соединение медных деталей, в ходе которого используется температура ниже +450С. В качестве припоя в этом случае подбираются мягкие легкоплавкие металлы, например, олово или свинец.
Ширина шва, образованного такой пайкой, может колебаться от 7 до 50 мм. Получившееся соединение называют мягким. Оно менее прочное, чем твердое, однако имеет ряд значимых преимуществ.

В процессе низкотемпературной пайки образуется так называемое мягкое соединение. Оно менее прочное, чем твердое, поэтому не может использоваться при соединении газовых труб
Основное отличие заключается в том, что в процессе пайки отжига металла не происходит. Соответственно, его прочность остается прежней.
Кроме того, температура в процессе низкотемпературной пайки не такая высокая, как при проведении высокотемпературной. Поэтому она считается более безопасной. Так называемые мягкие соединения используются для сборки труб небольшого диаметра: от 6 и до 108 мм.
В сантехнике низкотемпературные соединения медных труб используются для монтажа водопроводных магистралей и отопительных сетей, но при условии, что температура циркулирующей в них жидкости будет меньше +130 градусов. Для газовых трубопроводов использование соединений такого типа строго запрещено.
Трубы медные для отопления и водоснабжения
Медная труба Wieland SANCO d=15 мм, стенка=1,0 мм, неотожженная, режем по метрам
Медная труба HAILIANG d=15 мм, стенка=1,0 мм, штанга 5 м неотожженная, режем по метрам
Медная труба Wieland SANCO d=22 мм, стенка=1,0 мм, в штангах 2,5 м, неотожженная, режем по метрам
Медная труба HAILIANG d=18 мм, стенка=1,0 мм. отожженная, в бухтах по 25 м
Медная труба HAILIANG d=6 мм, стенка=1,0 мм. отожженная, режем по метрам
Медная труба HAILIANG d=8 мм, стенка=1,0 мм. отожженная, режем по метрам
Медная труба HAILIANG d=22 мм, стенка=1,0 мм. отожженная, режем по метрам бухта 25 м
Медная труба Wieland SANCO d=42 мм, стенка=1,0 мм, неотожженная, режем по метрам
Медная трубка хромированная d10 мм, стенка=1,0 мм, UNI-FITT отпуск 60 см
Медная труба HAILIANG d=18 мм, стенка=1,0 мм, штанга 2,5 м неотожженная, режем по метрам
Медная труба HAILIANG d=88,9 мм, стенка=2,0 мм, штанга 5 м неотожженная, режем по метрам
Медная труба HAILIANG d=10 мм, стенка=1,0 мм, штанга 5 м неотожженная, режем по метрам
Медная труба HAILIANG d=8 мм, стенка=1,0 мм, штанга 5 м неотожженная, режем по метрам
Медная труба HAILIANG d=42 мм, стенка=1,0 мм, штанга 2,5 м неотожженная, режем по метрам
Медная труба HAILIANG d=22 мм, стенка=1,0 мм, штанга 2,5 м неотожженная, режем по метрам
Медная труба HAILIANG d=10 мм, стенка=1,0 мм. отожженная, режем по метрам
Медная труба HAILIANG d=54 мм, стенка=1,5 мм, штанга 5 м неотожженная, режем по метрам
Медная труба HAILIANG d=22 мм, стенка=1,0 мм, штанга 5 м неотожженная, режем по метрам
Медная труба HAILIANG d=18 мм, стенка=1,0 мм, штанга 5 м неотожженная, режем по метрам
Медная труба HAILIANG d=76,1 мм, стенка=2,0 мм, штанга 5 м неотожженная, режем по метрам
Медная труба HAILIANG d=12 мм, стенка=1,0 мм, штанга 5 м неотожженная, режем по метрам
Медная труба HAILIANG d=28 мм, стенка=1,0 мм, штанга 5 м неотожженная, режем по метрам
Медная трубка хромированная d10 мм, стенка=1,0 мм, UNI-FITT отпуск 50 см
Медная труба HAILIANG d=35 мм, стенка=1,5 мм, штанга 5 м неотожженная, режем по метрам
Медная труба HAILIANG d=35 мм, стенка=1,0 мм, штанга 2,5 м неотожженная, режем по метрам
Медная труба HAILIANG d=15 мм, стенка=1,0 мм, штанга 2,5 м неотожженная, режем по метрам
Медная трубка d15 мм, стенка=1,0 мм, CUPRUMFOMA SANCO неотожженная, режем по метрам
Медная трубка d35 мм, стенка=1,0 мм, CUPRUMFOMA SANCO неотожженная, режем по метрам
Медные трубы – универсальный материал для создания инженерных коммуникаций. Применяются для организации водопроводов подачи холодной и горячей воды, устройства отопительных и газораспределительных систем, систем кондиционирования и охлаждения. Выдерживают давление до 480 бар, не деформируются при низких и высоких температурах, устойчивы к воздействию агрессивной среды. Изготовлены в двух вариантах: отожженные и неотожженные.
Соединение отдельных элементов производится с помощью капиллярной пайки или специальных фитингов. В отличие от труб из других материалов, элементы медного трубопровода при замене могут использоваться повторно.
Характеристики медного водопровода
Долговечность медных труб водопровода в некоторой степени связана с тем, что содержащийся в воде хлор в реакции с медью способствует образованию на внутренней поверхности тонкой оксидной плёнки. Эта плёнка дополнительно защищает стенку трубы от негативного влияния прокачиваемой среды.
Также медь считается оптимальным материалом по результатам санитарно-бактериологических исследований. Этот металл оказывает бактериологическое действие, к примеру, против вируса стафилококка.

Созданная система трубопроводов на основе медных рукавов, как правило, изолируется. Существуют материалы, специально предназначенные для использования с медными трубами. Изоляция даёт экономию тепла, исключает образование конденсата
Медь обладает высоким коэффициентом теплопроводности. Этот момент заставляет принимать меры, направленные на изолирование труб от внешней среды.
Неизолированный водопровод ХВС в летний период времени может создать серьёзную проблему по сбору и отводу конденсата. На неизолированных трубах горячего водоснабжения отмечаются значительные потери тепла. Выполняя монтаж сетей из медных труб своими руками, следует учитывать эти моменты.
Как правильно выбрать припой?
Верно подобранный припой поможет без особых усилий организовать коммуникационную систему любой сложности. Если речь идет о работе в домашних условиях, стоит воспользоваться материалом, расплавляющимся при низких температурах.
Применение высокотемпературных твердоплавких элементов в быту проблематично, так как требует разогрева рабочего сплава до 600-900 градусов. Добиться этого без специального оборудования достаточно сложно.
Спайку пищевой меди можно проводить особыми припоями, не содержащими в составе токсичных, ядовитых и агрессивных элементов, способных навредить здоровью
Использование металлов и их производных, плавящихся при высоких температурах, связано с некоторым риском. В процессе обработки они могут повредить или даже прожечь медную трубу с тонкой стенкой.
Чтобы этого не случилось, есть смысл взять прочный, но низкоплавкий мягкий припой, а твердый вариант оставить для толстостенных медных коммуникаций.
Когда на систему не ожидается больших нагрузок, совсем не обязательно использовать тугоплавкий припой, если это не обусловлено иными требованиями. В основных бытовых комплексах для создания надежного соединения вполне хватит мягких легкосплавных припоев
Для соединения медных труб в газовых сетях стоит выбирать серебросодержащие припои. Они обеспечивают максимальную прочность шва, нейтральность к вибрациям и высокую устойчивость к внешнему и внутреннему воздействию.
Заплатить за серебро придется немного дороже, но безопасность, надежность и долговечность системы со временем окупят все финансовые затраты.
Классификация припоев для медных труб
Припои для качественной и надежной пайки медных труб изготовляются из разных компонентов. Друг от друга изделия отличаются по форме и химическому составу.
Тип и параметры соединительных элементов определяются областью последующей эксплуатации трубной системы из медных деталей.
Различия по температуре плавления
По уровню температурной обработки припои разделяются на три типа:
- низкотемпературные;
- среднетемпературные;
- высокотемпературные.
Низкотемпературные варианты плавятся в диапазоне от 150 до 450 °C. Не меняют изначальные физические параметры деталей. В области соединения создают аккуратный, но не слишком прочный шов. Предназначаются для применения в отопительных и водопроводных сетях, не подвергающихся серьезным нагрузкам.
Обеспечивают герметичность и целостность труб диаметром до 10 см, установленных в коммуникационных системах, транспортирующих теплоноситель температурой до 130 °С.
Среднетемпературные и высокотемпературные материалы размягчаются при показателях в диапазоне от 450 до 1100/1850 °C. Гарантируют максимально прочное, крепкое соединение, не чувствительное к внешнему воздействию.
Высокотемпературные припои отличаются хорошей надежностью и подходят для использования в централизованных и частных отопительных системах, и газовых трубопроводах. Позволяют сделать дополнительный отвод, не прибегая к демонтажу всего комплекса
Область, соединенная среднетемпературным или высокотемпературным припоем, проявляет устойчивость к механическим повреждениям и спокойно переносит активные термонагрузки.
Разделение по химическому составу
По химическому составу современные, практичные припои распределяются на мягкие легкоплавкие и твердые тугоплавкие.
В первую категорию входят следующие позиции:
- свинцовые – содержат только свинец в чистом виде и расплавляются при температуре от 180 до 230 °C;
- оловянные – состоят из олова и плавятся при 220 °C, создают прочный и пластичный шов;
- свинцово-оловянные – могут содержать от 15 до 90% олова. Температура расплавления таких элементов составляет 183-280 °C;
- оловянно-медные – на 97% состоят из высококачественного олова и на 3% из меди. Относятся к самым популярным и продаются по разумной цене. Образуют прочное соединение с хорошей устойчивостью к коррозии;
- медные с серебром – на 95% состоят из меди и на 5% из серебра. Отличаются высокими прочностными характеристиками и обеспечивают надежное сцепление между фрагментами.
Применяются мягкие легкоплавкие компоненты для объединения в единый комплекс труб диаметром от 6 до 108 мм. В стыковой области образуют аккуратный шов шириной от 7 до 50 мм.
Мягкие низкотемпературные припои актуальны для организации отопительных сетей, индивидуальных и централизованных водопроводных магистралей. Для газовых коммуникаций такой вариант категорически не подходит
Свинец считается вредным для здоровья человека элементом. Использование свинцовосодержащих припоев категорически запрещается в сетях, подающих воду в многоквартирные или частные дома, на предприятия или в общественные учреждения. На другие типы коммуникаций этот запрет не распространяется.
Для высокотемпературной обработки подходят твердые тугоплавкие материалы:
- медь в сочетании с серебром и цинком – содержит меди 30%, серебра — 44% и цинка — 26%. Область сцепления отличается хорошей прочностью, сохраняет пластичность, эффективно противостоит коррозии и демонстрирует повышенную теплопроводность;
- медь с фосфором – сплав из 94% меди и 6% фосфора. В процессе пайки не нуждается в применении флюса. Делает крепкое и надежное соединение, но частично теряет эластичность при низких температурах окружающей среды;
- серебро – во время пайки требует обязательного использования флюса. Создает крепкий, надежный шов с хорошей пластичностью и высокой коррозийной устойчивостью. Стоит значительно дороже аналогов из простых металлов и широкого распространения не имеет. Применяется там, где есть экономическая целесообразность и предъявляются повышенные требования к качеству трубного соединения.
При помощи тугоплавких припоев монтируют комплексы из труб диаметром от 12 до 159 мм, включая газовые коммуникационные сети, отопительные трассы и водопроводные магистрали диаметром от 28 мм.

Чтобы медь не потеряла своих прочностных характеристик в процессе пайки, не следует опускать деталь со свежим швом в воду или подвергать ее искусственному обдуву ради охлаждения. Надежное, прочное и долговечное соединение обеспечит металл, остывший естественным путем
Использование классических медно-фосфорных или любых других элементов допускается при создании соединений внахлест. Такой вариант сцепления обеспечивает максимальную прочность конструкции и увеличивает период работы трубопровода.
Мягкие припои для удобства пользования обычно изготовляются в форме катушек. Твердые элементы поставляются в виде проволок разной длины.
Для усиления целостности и повышения прочностных характеристик шва, нахлест должен составлять не менее 5 мм. В процессе обработки нужно оставить микроскопический зазор, чтобы припой втянулся внутрь равномерно, заполнил пустоты и образовал надежную герметичную латку
Технология пайки медных изделий
Подготовив инструменты и материалы, можно приступать к процессу пайки. Выполняем все операции в такой последовательности:
Шаг 1: Раскрой медной трубы труборезом
Шаг 2: Удаление вогнутой кромки медной трубы
Шаг 3: Чистка и обезжиривание соединяемых деталей
Шаг 4: Обработка соединяемых поверхностей флюсом
Шаг 5: Подготовка припоя к проведению пайки
Шаг 6: Разогрев горелки для выполнения пайки
Шаг 7: Нагрев место соединения горелкой
Шаг 8: Ожидание охлаждения паяного соединения
Отрезаем деталь необходимой длины
Для резки медных труб можно использовать различные инструменты. Чаще всего применяется ручной труборез. Чтобы срез получился ровным, трубу удерживаем только перпендикулярно к инструменту.
Зажимаем деталь между роликом и лезвием и вращаем вокруг нее труборез. Не забываем после каждого оборота подтягивать регулировочный болт примерно на треть оборота. При использовании трубореза срез получится ровным, задиры появятся только внутри трубы.

Лучше всего отрезать детали труборезом. Важно, чтобы инструмент был качественным, иначе не удастся избежать деформации медной трубы
Но при этом диаметр изделия немного уменьшится, что нежелательно. Избежать деформации детали можно, если отрезать ее ножовкой. Но в этом случае появится множество заусенец, от которых необходимо будет избавляться, и понадобится использовать шаблон, чтобы уменьшить косину реза.
Смятие или овализация среза трубы приведут к неприятным последствиям, поскольку обязательно изменят размер монтажного зазора. Его величина должна находиться в пределах 0,02-0,4 мм. Если зазор получится меньше, в него не сможет попасть припой. При увеличении зазора не сможет проявиться капиллярный эффект.
В результате резки должна получиться деталь с окончанием строго цилиндрической формы, имеющим минимальную косину реза. С детали обязательно снимаем заусенцы, чистим ее внутреннюю поверхность ершиком и обезжириваем. Аналогично обрезаем второй фрагмент трубы. Берем труборасширитель и при помощи молотка увеличиваем диаметр второй трубы.

Качественная зачистка соединяемых труб обязательна. Внутри детали не должно остаться заусенец и задиров, которые будут препятствовать перемещению жидкости
Проверяем, как детали входят одна в другую, проверяем размеры получившегося монтажного зазора. Он должен точно соответствовать норме. Зачищаем и обезжириваем вторую деталь. Операцию выполняем по всему сечению трубы, помним, что длина соединения должна равняться диаметру детали.
Наносим флюс на поверхность трубы
По правилам технологии пайки медных труб, на детали нужно нанести слой флюса. Берем состав и кисточкой аккуратно наносим его на внешнюю поверхность трубы, которая будет находиться внутри соединения.
Выполняем операцию очень аккуратно. Стараемся набрать минимальное количество раствора и полностью распределяем его по детали. На поверхности не должно остаться излишков флюса.
Соединяем детали перед пайкой
Как только флюс нанесен на детали, их нужно соединить. Сделать это надо достаточно быстро, чтобы на влажную поверхность не попали частички загрязнений. Если мы работаем с фитингом или с раструбом, производим полное соединение элементов.
Для этого вращаем их до упора. В процессе вращения детали не только «встают» на место, но и флюс распределяется по монтажному зазору максимально равномерно.
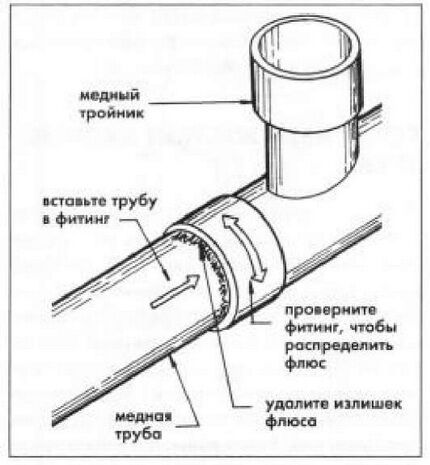
Для равномерного распределения флюса внутри соединяемых деталей их необходимо провернуть и внимательно осмотреть соединение. Если на поверхности трубы появились излишки флюса, немедленно убираем их при помощи чистой тряпочки или салфетки
Оставлять флюс на детали запрещено, поскольку это агрессивный химический состав.
Припаивание крана с фитингом на базе компрессионного кольца производится в следующем порядке:
Шаг 1: Подготовка крана к установке пайкой
Шаг 2: Обработка компрессионного кольца флюсом
Шаг 3: Заполнение зазора в раструбе припоем
Шаг 4: Прикручивание крана после пайки
Образование соединения при низкотемпературной пайке
При выполнении мягкого соединения в обязательном порядке используется легкоплавкий припой и низкотемпературный флюс. Для нагрева можно взять стандартную или малогабаритную газовую горелку, которая заправляется смесью пропана с воздухом либо пропана с бутаном и воздухом. Можно взять и специальный электрический паяльник.
Берем горелку, включаем ее и направляем пламя на стык труб. Пятно контакта, находящееся между пламенем и деталью, нужно постоянно перемещать. Это необходимо для того, чтобы элементы прогревались равномерно. Берем припой и время от времени касаемся им монтажного зазора. При достаточном разогреве припой начинает плавиться.

Припой подается на участок пайки тогда, когда детали достаточно разогрелись для того, чтобы расплавить его своим теплом
Как только это случится, отводим горелку в сторону, чтобы дать возможность припою заполнить капиллярный зазор полностью. Если припой еще не начал плавиться, нагрев продолжаем. Особенностью низкотемпературной пайки является то, что припой специально не разогревается. Он должен расплавиться от тепла нагретых элементов соединения.
После того, как припой заполнит капиллярный зазор полностью, ему нужно дать остыть, желательно в естественных условиях. Нужно помнить, что получившееся мягкое соединение имеет невысокую прочность, поэтому трогать его в горячем виде запрещается.
Еще один важный момент. В процессе пайки крайне важно не перегреть медь. Иначе нанесенный на металл флюс разрушится, и, соответственно, не сможет растворять и удалять оксиды, что резко отрицательно скажется на качестве соединения.
Поэтому желательно использовать флюс с порошком-припоем. Когда температура детали будет достаточной для разогрева припоя, порошок расплавится и будет видно, как внутри флюса блестят капельки расплава.
Если использование пламени по каким-либо причинам недопустимо, применяют паяльные аппараты, работающие от электричества. Такое оборудование представляет собой набор из блока питания, электрических щипцов и паяльника.
Процедура нагрева и последующего образования соединения паяльником ничем не отличается от выше описанной. Единственный нюанс: на полный разогрев деталей может уйти меньше времени, чем при нагреве горелкой.
Образование шва при пайке высокотемпературного типа
В процессе такой пайки для разогрева деталей тоже используется газовая горелка. Она заправляется смесью пропана с кислородом или ацетилена с воздухом. Возможно использование смеси ацетилен-кислород.
Мастера рекомендуют прогревать детали равномерно и быстро. То есть процесс разогрева должен быть коротким. Горящий в устройстве газ должен давать ярко-синее пламя небольшой интенсивности.

Для разогрева медных деталей при пайке может использоваться специальный электрический паяльник с удобной ручкой и регулировкой силы нажима
Горелку плавно перемещаем вдоль будущего соединения так, чтобы разогрев был максимально равномерным. Когда медь нагреется примерно до 750С, она приобретет темно-вишневый цвет. В этот момент подаем припой.
Чтобы он лучше разогрелся, его можно немного прогреть горелкой. Но при этом надо помнить, что припой должен расплавиться от разогретых деталей соединения, а никак не от горелки. В идеале нужно обеспечить соединению минимальный нагрев, при котором припой сразу же расплавится и с первого раза заполнит монтажный зазор.
Возможно, сразу это не получится, но по мере накопления опыта результат будет улучшаться. После полного заполнения зазора припоем оставляем соединение для остывания. В это время трогать его не рекомендуется. Остывший шов тщательно протираем, чтобы избавиться от остатков флюса.
Детальный разбор технологии пайки медных трубопроводов с применением газовой горелки приведен в статье, с содержанием которой мы советуем ознакомиться.
Инструменты для монтажа элементов
Не всегда удаётся отрезать трубу без нарушения структуры стенки. Величина толщины стенки медных труб до диаметра 28 мм составляет всего 1 мм. Даже применение дискового трубореза для медных труб не даёт полных гарантий ровности среза. Если наблюдаются нарушения стенки, применяют калибратор. Этим инструментом калибруются (выравниваются) патрубок и раструб.
Труборезы выпускаются ручные, электрические, пневматические, гидравлические. Конструктивно труборез представляет собой механический зажим, где в качестве опорных элементов выступают два ролика. Один из роликов имеет режущую кромку.
Процесс реза осуществляется последовательным поджимом и прокручиванием трубореза вокруг оси трубы. Чем плавнее и чаще выполняется поджим, тем качественнее получается отрез трубы.
Труборез медных труб для ручного применения. Этот инструмент даёт качественный ровный отрез трубы. Но на первых порах желательно пройти тренировочный курс – познать технологию обреза на ненужных кусках труб
Монтажные работы часто сопровождаются изгибом медных труб. Качественный ровный изгиб любым радиусом помогает создать инструмент под названием трубогиб. Существуют два вида трубогиба медных труб – пружинный и механический.
Первый инструмент отличается простейшей, но эффективной конструкцией. Предназначается для изгиба труб небольшого диаметра. Второй вид включает в себя несколько конструктивных разновидностей.
Пружинный трубогиб сделан в виде длинного кожуха, который одевается на медную трубу. Один конец такого кожуха немного расширен для большего удобства его применения. Помещенная в такую пружинистую оболочку медная труба сгибается вручную без риска замятия в месте сгиба.
Недостатки – радиус изгиба приходится выверять на глазок, под конкретный диаметр трубы нужен свой пружинный трубогиб.
Пружинный трубогиб в действии. Таким приспособлением удобно изгибать трубы малого диаметра в широком спектре конфигурации радиуса. При этом пружинный труюогиб обеспечивает вполне приемлемое качество изгиба
Механические трубогибы (рычажные, сегментные, арбалетные, гидравлические) позволяют гнуть трубы разного диаметра (от 10 до 125 мм). Медные трубы больших диаметров обычно гнут сегментным и гидравлическим трубогибом. Угол сгиба при работе с такими устройствами может составлять 180°.
Флюс — особенности и назначение
Флюс – это специфический технический материал для пайки медных труб. Оберегает поверхность деталей от окисления и шлаков. Препятствует контакту спаянного шва с кислородом. Повышает общее качество соединения и придает ему хорошую прочность и оптимальную пластичность.
В помещении, где производится запаивание медных труб, нужно организовать качественную вентиляцию. Горючие и легковоспламеняющиеся вещества лучше заранее убрать, чтоб случайная искра не спровоцировала пожар или любой другой опасный для здоровья человека случай
Флюсы для пайки медных труб выпускаются в разных консистенциях.
Среди самых востребованных и популярных:
- паста;
- порошок;
- жидкость.
Вещество в форме пасты для пайки медных труб стоит дороже остальных материалов, но полностью оправдывает свою высокую цену. Подходит для использования сразу после покупки и не требует от мастера что-то добавлять в состав для улучшения рабочих качеств.
Паста приобретается для проведения ответственной пайки, требующей максимально четкой и качественной герметизации стыковых областей. Вещество легко ложится на медную поверхность, отлично прилипает к ней и хорошо распределяется по зоне обработки во время нагревания.
Паста-флюс очень проста и удобна в использовании. Работать с ней без всяких трудностей сможет не только профильный специалист с большим практическим опытом, но и любой домашний мастер
Готовый шов аккуратно смотрится и обеспечивает целостность сцепления всех фрагментов системы. Остатки вещества легко удаляются по окончании работы.
Порошковые средства продаются за меньшую цену и хорошо хранятся в специальных емкостях. Максимальную эффективность демонстрируют совместно с усиленными, тугоплавкими припоями. Считаются менее удобными из-за проблематичности равномерного нанесения на область обработки.
Жидкие вещества продаются в закрытых бутылях. Нормально контактируют с мягкими припоями и легко ложатся на медную поверхность, обеспечивая высокую прочность сцепляющего шва. Для обеспечения качественного соединения жидкий флюс и припой всегда используют одновременно, а не по отдельности.
Независимо от консистенции, флюс нужно наносить сразу после зачистки медного фрагмента. Если этот момент проигнорировать, металлическая поверхность опять покроется окислами и равномерно обработать ее не получится.
После обработки флюсом спаивать детали следует немедленно. Это исключит шанс проникновения посторонних частиц на рабочую поверхность.
Для нанесения пастообразного флюса требуется специальная кисть с упругим ворсом средней длины. Использовать слишком много вещества не нужно. На качество и прочность соединения это никак не повлияет
В процессе соединения деталей нужно проявлять внимание и осторожность. Попадание флюса на кожу провоцирует не только термический, но и химический ожог.
Если это все-таки случилось, нужно немедленно прекратить пайку и смыть вещество с кожи большим количеством мыльной воды.
Требования к качеству флюсов
К флюсам для индивидуального и промышленного использования предъявляются некоторые требования.
Вещество обязательно должно отвечать следующим критериям:
- меньшие, чем у припоя показатели плотности структуры и вязкости (для корректного замещения);
- способность к равномерному распределению по рабочей поверхности;
- растворение оксидной пленки;
- предупреждение повторного окисления медных элементов;
- устойчивость к агрессивным высоким температурам;
- возможность проводить пайку как на горизонтальных, так и на вертикальных участках коммуникационной системы;
- создание аккуратного, эстетичного шва.
При применении флюсов хорошего качества, пыль и грязь, образовавшиеся в результате пайки, убираются легко и быстро, не оставляя на трубном элементе никаких следов портящих внешний вид. Соединение получается надежным и в течение многих лет сохраняет структурную целостность.
Флюсы на основе порошков и канифоли нужно готовить непосредственно перед началом спайки. Рабочее вещество в определенной порции смешивается с ангидритом и сразу наносится на область обработки
Популярные разновидности материала
На рынке флюсы для пайки медных труб представлены в самом широком ассортименте.
Наибольшей популярностью пользуются следующие вещества:
- с высокой антикоррозийной способностью;
- с благородными материалами в составе;
- на основе канифоли.
Антикоррозийный флюс состоит из нескольких сложных элементов, растворителей и фосфора. В процессе разогрева они растворяются в жидкости, вступают в реакцию и образуют органические компоненты.
Предохраняют шовную область от окисления и преждевременной коррозии. Способствуют оттоку излишков влаги из зоны спаивания.

Применение флюса в процессе спайки медных труб препятствует образованию пор в структуре шва. Соединение получается цельным и не содержит инородных включений, снижающих прочность стыка
Во втором виде флюсов главным действующим компонентом выступает салициловая кислота. В процессе использования она растворяется в составе из этанола, золотосодержащих веществ и промышленного вазелина.
Создает безупречно ровный, аккуратный и эстетичный соединительный шов, не требующий дополнительной сложной обработки. Не портит материал трубы, прилегающей к зоне обработки
Классический активный флюс содержит канифоль и некоторое количество натриевой соли. Вещество имеет выраженные защитные характеристики и эффективно оберегает трубопровод от проявлений коррозии. Канифоль покрывает шов тонкой и прочной защитной пленкой, а натриевая соль угнетает окислительные процессы.
Смеси, образующие кислоту или содержащие ее изначально, качественно очищают поверхность и удаляют оксидный слой. Чтобы металл в будущем не испортился и сохранил базовые физические характеристики, обработанную область после пропайки нужно тщательно отмыть
Продается такой флюс за разумные деньги и обеспечивает прочное, надежное соединение. Однако, готовый шов остается сильно заметным и сразу бросается в глаза на внешних частях медного трубопровода.
Независимо от типа и базового состава, наносить флюс нужно максимально равномерно, не допуская даже миллиметрового пропуска. Если на какой-либо части металла этого покрытия не будет, труба со временем начнет ржаветь и ее потребуется менять.
Главный недостаток флюса на канифоли – термослабость. Он плохо переносит высокие температурные показатели и при постоянном перегреве обугливается
Выводы и полезное видео по теме
Еще больше интересной информации о пайке медных труб вы можете узнать из следующих видеороликов.
Видео #1. Особенности высокотемпературной пайки меди:
Видео #2. Как правильно паять медные фитинги:
Видео #3. Какие бывают флюсы для пайки:
Самостоятельная пайка труб из меди – полезный навык, который обязательно пригодится домашнему мастеру. Трубопроводы из меди служат очень долго и беспроблемно. Учитывая достаточно высокую стоимость таких деталей, на самостоятельной сборке можно значительно сэкономить и получить трубопровод высокого качества по вполне приемлемой цене.
В видеоролике речь пойдет о том, как проводить пайку медных труб:
О том, какие флюсы выбрать для спаивания труб из меди в домашних условиях пойдет речь в следующем видеоролике:
Методика пайки медных труб при помощи мягкого припоя:
Правильное использование припоя позволяет легко и быстро соединять медные трубы в единую систему. Готовый шов получается аккуратным и обеспечивает герметичность сети любой конфигурации.
Больше не приходится переживать о том, что может случиться утечка или выброс ценного ресурса. Магистраль, с помощью качественного припоя объединенная в целостный комплекс, надежно работает и долго служит, не требуя от хозяев постоянного внимания или кропотливого ухода.
О том, как делается монтаж медного водопровода, вы можете узнать из следующего видеоролика:
Качество, надёжность, долговечность – наделённые этими свойствами системы водопровода и отопления часто радуют владельцев квартир и домов, если для монтажных работ использована медь.
Действительно, когда присутствует уверенность в том, что протечек нет и не предвидится в будущем, что порывам не суждено быть даже суровой зимой, это значит в доме смонтирована система из медных труб.







