

- Создание устройства для точечной сварки
- Размеры свариваемых деталей
- Блок питания
- Первоначальный вид аппарата
- Блок питания точечной сварки
- Аппарат точечной сварки
- Преобразования в конструкции
- Заключение
- Разработка нового механизма для сварки
- Варианты устранения потерь
- Простой механизм перемещения электродов
- Улучшения и решения
- Новая конструкция механизма
- Необходимый инструмент
- Эксперименты и пробные сварки
- Демонтаж и установка оборудования
- Установка новой панели
- Подключение
- Сборка и консервация
- Установка электродной системы
- Добавление деталей
- Заключительные шаги
- Фото 20. Вид на дно ящика
- Фото 21. Вид на переднюю стенку аппарата
- Фото 22. Некрасивую дыру вокруг электродов закрыл декоративной фанерной накладкой
- Фото 23. Вид на монтаж аппарата
- Свойства и применение
- Особенности
- Панель управления
- Комплектация
- Несколько фактов почему Клещи сварочные ЕВМ SWT-230 лучше купить в Тиберис
Создание устройства для точечной сварки
Конструируя небольшой настольный аппарат для точечной сварки мелочей, а это простое жаростойкое соединение нетолстых листов и проволок из разных металлов, для внутренней арматуры самодельных электровакуумных приборов, как водится, не обошлось без ошибок и просчетов. Представленная работа – их устранение, прошла в несколько небезынтересных итераций.
Размеры свариваемых деталей
Размеры свариваемых деталей невелики и при проектировании применен ряд решений для популярного и где-то близкого (никелевая лента), в последнее время, занятия – соединения элементов-аккумуляторов пальчикового типа в батареи. Такие приборы обычно собирают на базе удобного для перемотки высоковольтного трансформатора от микроволновой печи.
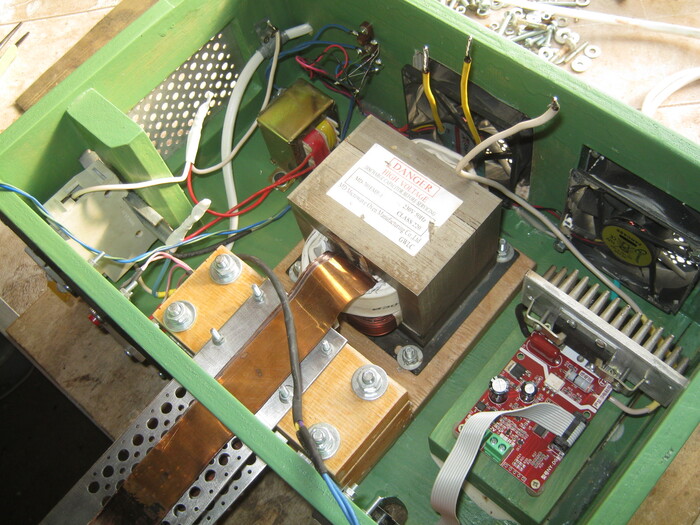
Блок питания
Больше того, существует ряд недорогих и доступных встраиваемых модулей для управления такой сваркой. Это отлично подходит для самодельных устройств точечной сварки.

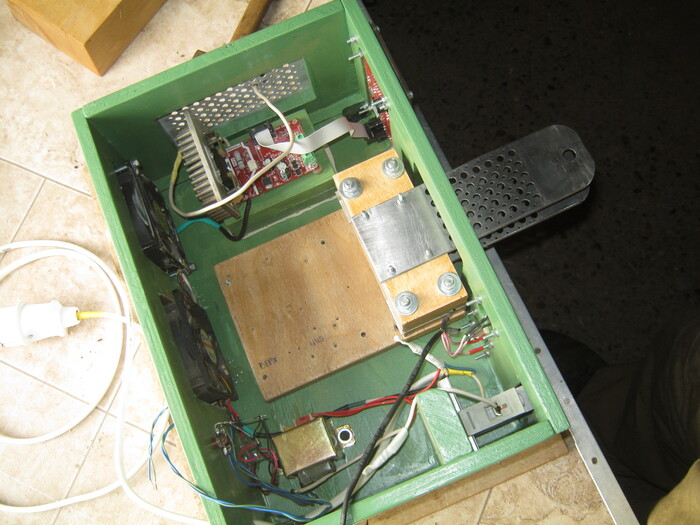
Первоначальный вид аппарата
На фотографии можно увидеть первоначальный вид аппарата для точечной сварки. Блок питания аппарата представлен на фото сзади.

Блок питания точечной сварки
В выходных клеммах зажаты простейшие пробные эрзац-электроды из медной проволоки диаметром 3 мм. Это был не самый удобный вариант из-за малого зазора и нагрева проволоки, но в целом сварка проходила достаточно эффективно.

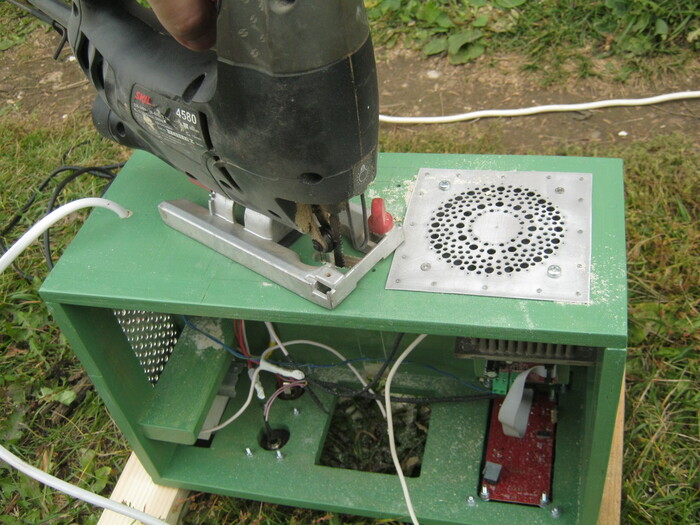
Аппарат точечной сварки
На фотографии представлен аппарат точечной сварки в сборе с рычажным механизмом. Варка с массивными бронзовыми электродами оказалась затруднительной из-за неудачного дизайна.

Преобразования в конструкции
После анализа варочного аппарата было решено произвести переделки. Одной из задач было увеличение напряжения сварочного трансформатора, чтобы уменьшить потери. Также было решено уменьшить количество деталей в сварочной цепи для повышения эффективности.

Заключение
После внесенных изменений и улучшений аппарат для точечной сварки стал более эффективным и удобным в использовании.
Разработка нового механизма для сварки
Повернув свою механизму пришел к неутешительному выводу – переделка ее была бы слишком материало- и трудоемка, ряд деталей выполнен так а не иначе из-за ограниченных технических возможностей имеющейся мастерской. Осторожный оптимизм внушала и самая простая версия с проволочными электродами и ручным прижимом.
Варианты устранения потерь
Фото 6. Возможный вариант устранения потерь – трансформатор с длинными мягкими выводами вторички расположен рядом с электродами, сбоку на раме. Для жестких нетонких деталей.
Очень хотелось использовать добротно сделанный, с насмерть запаянными клеммами, сварочный трансформатор.
Простой механизм перемещения электродов
Фото 7. Промежуточный, аварийный вариант механизма сжатия.
Трансформатор с клеммами – от прошлого варианта. Верхний текстолитовый рычаг можно удлинить деревянной ручкой для увеличения усилия сжатия. Электроды легкосменные, плоские, выпиленные из пластины.
Улучшения и решения
Осмыслив проделанную работу принял командное решение перемотать имеющийся трансформатор на, по возможности, большее напряжение вторичной обмотки и сделать длинные мягкие ее выводы.
Новая конструкция механизма
Фото 8. Перемотанный плоской шиной трансформатор. При сравнимом с прежним сечении удалось втиснуть на виток больше.
Фото 9. Пинцетная конструкция электродной системы.
Необходимый инструмент
Что понадобилось для работы: набор некрупного инструмента для слесарных работ, работ по дереву, электромонтажа. Крепеж, мелочи, расходные материалы, ЛКМ.
Эксперименты и пробные сварки
Пробные сварки с двумя последними механизмами делал с запиткой сварочного трансформатора от имеющегося, установленного в коробке, контроллера.
Фото 10. Эксперименты с применением нового механизма. Последний пристроил на коробку и подключил к штатному контроллеру недлинными проводами.
Фото 11. Доработка, начало.
Демонтаж и установка оборудования
Демонтирован один из вентиляторов с панелью, обдувающий силовой трансформатор. Паче чаяний, короткие тупые гвоздики которыми она крепилась к деревянной стенке, без особенных затруднений и вандализма удалось извлечь. В новом варианте все доступные для манипуляций органы аппарата, будут спереди.
Фото 12. Демонтирован трансформатор с сильноточными клеммами. На задней стенке осталось свободное место, переставим опальный вентилятор туда. Не повредит, да и жалко красивой самодельной панели.
Установка новой панели
Фото 13. Простым карандашиком разметил место проема, просверлил входное отверстие для пилки, выпилил электрическим лобзиком.

Фото 14. Установил панель с вентилятором, приколотил ее теми же обрезанными некрупными гвоздиками. Чтобы не слишком толстая фанера стенки при этом не вибрировала, подкладывал изнутри тяжелую железку.

Подключение
Фото 15. Проложил провод от свежеустановленного вентилятора к выпрямителю на стенке и подключил параллельно с первым. Расчистил и подготовил место для установки трансформатора с электродами – отремонтировал раненый при выпиливании провод, удлинил несколько проводов, проложил и закрепил их вдоль угла.

Сборка и консервация
Фото 16. Детали платформы с изолятором и электродной системой. Разобраны до атомов. Перед сборкой несколько раз покрыл деревяшки акриловым лаком. Польстился на быструю сушку. Баловство конечно. Для надежной консервации дерева стоит применять масляный лак или краску.

Установка электродной системы
Фото 17. Модуль с трансформатором и электродами весьма массивен. К счастью, с надежным креплением к корпусу затруднений не возникло – естественным образом детали модуля – сборная стойка-изолятор и трансформатор закреплены длинными сквозными винтами. Аж восемью штуками.
Добавление деталей
Фото 18. Собранная в ящике электродная система. Послойно, с креплением общими болтиками М6 к дну.
Заключительные шаги
Фото 19. К клеммам трансформатора предварительно припаял и изолировал термотрубкой пару недлинных мощных проводов. Для удобства подключения. Продел плоские выводы шины, привинтил трансформатор винтами М5. Также насквозь, через дно корпуса.

Фото 20. Вид на дно ящика
На головки винтов были подложены широкие усиленные шайбы. Ножки корпуса были изготовлены из полос плотной 5 мм резины, что позволило использовать не утопленный крепеж.

Фото 21. Вид на переднюю стенку аппарата
На данной фотографии изображена передняя стенка аппарата в сборе с новым электродным модулем. Были установлены винтовые клеммы, зажаты электроды, восстановлен внутрикоробочный электромонтаж, и проверена работоспособность. Аппарат компактный, мощный и прекрасно работает.

Фото 22. Некрасивую дыру вокруг электродов закрыл декоративной фанерной накладкой
Из нетонкого листа твердой ДВП была вырезана заготовка, на которой были размечены и вырезаны щели для электродов, а также просверлены отверстия для крепежа. Затем заготовка была зашкурена и покрыта несколькими слоями масляного лака.
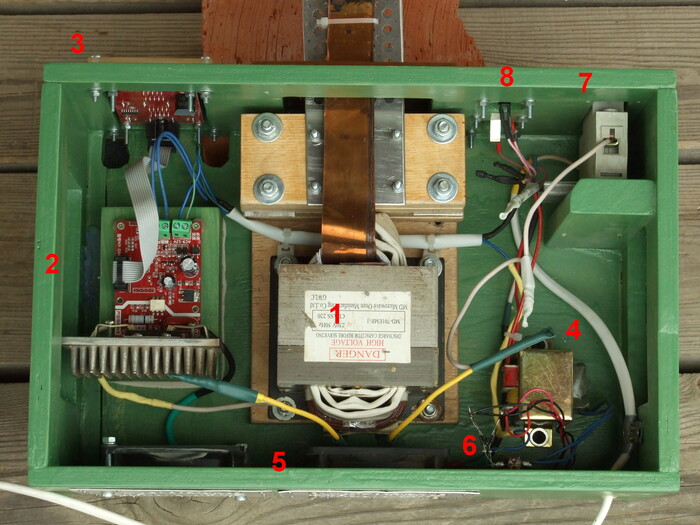
Фото 23. Вид на монтаж аппарата
На этой фотографии показан монтаж аппарата. Список компонентов:
- Сварочный трансформатор
- Модуль управления
- Субмодуль управления с индикацией, кнопками и зуммером
- Сервисный маломощный трансформатор для питания модуля управления и вентиляторов охлаждения
- Вентиляторы охлаждения
- Выпрямитель для питания вентиляторов
- Автоматический выключатель
- Кнопка пуска и гнездо для подключения педали
Этот вариант аппарата является окончательным, а возможные модернизации включают только применение более совершенных электродов и выносного сварочного пинцета.
Babay Mazay, сентябрь, 2022 г.
Медная сварочная проволока по цене завода производителя доступна для покупки как оптом, так и в розницу, со склада и под заказ.
Этот вид метизной продукции применяется при сварке различных видов меди и ее сплавов (бронза, латунь) в качестве присадочного материала.
Медная сварочная проволока относится к специализированному прокату из медных сплавов. В производстве применяются следующие виды марок:
- Д – холоднодеформированная
- Г – горячекатаная
- КР – круглая
- Т – твердая
- М – мягкая
Пример: Медная сварочная проволока х/д 7 мм М1 ГОСТ 16130-90.
Свойства и применение
Медная проволока для сварки очень пластична, изделие хорошо гнется, принимая любые геометрические формы. Кроме этого, она обладает большим коэффициентом теплопроводности и электропроводности. Медная проволока устойчива к температурным перепадам и остается нейтральной к агрессивной среде.
Медная сварочная проволока диаметром 2.0 мм применяется в качестве электрода для выполнения качественного и аккуратного шва внахлест.
Группа предприятий Союз занимает лидирующие позиции среди производителей медной сварочной проволоки. Имея собственную сырьевую базу, технологическое оборудование и квалифицированный персонал, мы значительно снижаем себестоимость готовой продукции и даём возможность покупать медную сварочную проволоку по цене завода.
Широкий ассортимент медной сварочной проволоки для полуавтомата. У нас вы можете найти проволоку для сварки меди различных диаметров, включая 0.8 мм и 1.2 мм.
Покупая у нас вы можете быть уверены в качестве продукции, которую уже оценили тысячи Российских предприятий. Всем своим потребителям предоставляем индивидуальные скидки после первого приобретения.
Для оформления заявки можно просто присылать запрос на корпоративную почту.
The store will not work correctly in the case when cookies are disabled.
Розничная цена с НДС:
78 650 р.
Нашли цену ниже? Предложим дешевле!
Быстрый заказ или звонок?
Введите корректный номер телефона
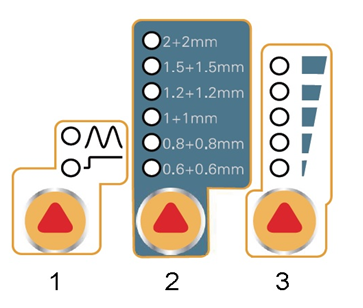
Клещи ручные ЕВМ SWT — переносные сварочные аппараты с микропроцессорным управлением, предназначенные, для точечной сварки листов толщиной 2+2 мм.
Особенности
Толщина листов, мм Количество точек в час
Постоянный ток Импульсный ток
0,6 + 0,6 380 150
0,8 + 0,8 280 115
1,0 + 1,0 200 90
1,2 + 1,2 130 65
1,5 + 1,5 75 50
2,0 + 2,0 42 35
Панель управления
Комплектация
Матюшина А. М. ООО «ЛСР. Строительство-СЗ» Посмотреть реальные отзывы клиентов
Несколько фактов почему Клещи сварочные ЕВМ SWT-230 лучше купить в Тиберис
Клещи сварочные ЕВМ SWT-230 относится к категориям каталога
Продавец оставляет за собой право передать товар с несущественными отклонениями от описания, данного на сайте. Уточняйте информацию у менеджера.



