

- Что может понадобиться для пайки
- Что такое пайка
- Как правильно паять — обучение, основные правила, полезные советы » сайт для электриков — статьи, советы, примеры, схемы
- «третья рука»
- I. технические данные:
- Возможные проблемы при пайке
- Вспомогательные приспособления для пайки
- Выбор паяльника по мощности
- Общие требования к паяному соединению
- Оплетка для удаления припоя
- Паяльник
- Паяльника к работе
- Подготовка деталей к пайке
- Подготовка к работе
- Подставка для паяльника
- Порядок работы
- Пошаговая методика пайки радиодеталей на плату
- Пошаговая техника пайки проводов
- Припои
- Промывочные жидкости
- Разрешенных для использования при выполнении операций облуживания или пайки
- Ручной инструмент
- Iii. требования к качеству паяных соединений выводных компонентов, монтируемых в монтажные отверстия печатной платы
- Заполнение припоем металлизированного монтажного отверстия платы и смачивание припоем вывода и стенок отверстия
- Выступание выводов над контактными площадками платы
Что может понадобиться для пайки
Для пайки необходим источник тепла: открытое пламя, электрическая спираль или луч лазера. Последний способ подходит даже если нужно спаять чистейшим металлическим материалом. В домашних условиях используют электрический прибор, который предназначен для:
- различных электросхем и в том случае, когда нужно спаять радиодеталь;
- ремонта электрического оборудования;
- лужения припоем изделий из металла.
Итак, что же нужно для пайки паяльником? Об этом подробнее дальше.

Что такое пайка
Пайка — это способ соединения металлических деталей с помощью более легкоплавкого металла. Сам по себе процесс представляет собой проникновение одного вещества в другое при высокой температуре (180-250 градусов).
Важно! Главным является качественное прогревание деталей, подлежащих пайке, с последующим закреплением их припоем.
Как правильно паять — обучение, основные правила, полезные советы » сайт для электриков — статьи, советы, примеры, схемы
 Первое, что необходимо сделать — подготовить все необходимое для пайки: паяльник, небольшую губку, припой, плоскогубцы или пинцет, бокорезы.
Первое, что необходимо сделать — подготовить все необходимое для пайки: паяльник, небольшую губку, припой, плоскогубцы или пинцет, бокорезы.
Включите паяльник в розетку и смочите губку водой. Когда паяльник нагреется и начнет плавить припой, покройте жало паяльника припоем, а затем протрите его о влажную губку. При этом не держите жало слишком долго в контакте с губкой, чтобы не переохладить его.
Протирая жало о губку, вы удаляете с него остатки старого припоя. И в процессе работы для поддержания жала паяльника в чистоте время от времени протирайте его о губку.
Перед пайкой спаиваемые места нужно залудить или использовать уже залуженные детали. Ручной пайке уже, наверное, сотни или тысячи и с тех пор почти ничего не изменилось в технологии, смола (канифоль) она была и тогда смола, а олово и свинец также не изменились.
Методика обучения пайке
Если вы никогда не паяли, предлагаем воспользоваться одной из двух методик, в основе которых, как в и любой другой методике, лежит практика.
Методика 1. Возьмите 300 мм голого провода диаметром 23 мм (или изолированного, с которого надо снять изоляцию) и разрежьте его на 12 одинаковых кусков длиной 25 мм, чтобы из них сделать куб, закрепив точки соединения посредством пайки.
Допускается использовать только плоскогубцы с длинными губками, паяльник, припой, флюс. И никакого другого инструмента и приспособлений. Это должно научить вас держать конструкцию неподвижной во время ее охлаждения.
После того как куб будет готов, дать ему остыть, а затем положить его на ладонь и сжать руку в кулак. Если хотя бы одно из соединений нарушится, надо проделать все еще раз, взяв новые куски проводов.
Методика 2. Нарезать куски медной проволоки длиной 30—50 мм и толщиной 2—3 мм. Обмотать освобожденный от изоляции монтажный провод вокруг этой проволоки (2 — 3 витка) и соединить его путем пайки. Инструмент тот же, что и выше. Это упражнение надо повторять до тех пор, пока не будут получаться аккуратные, блестящие, прочные соединения.
Основные правила пайки
При пайке надо соблюдать несколько правил, тогда и пайка будет получаться надежной и аккуратной. Лучше всего пользоваться припоями ПОС-61, ПОС-50, ПОС-40 и спирто-канифольными флюсами, необходимо прогреть место соединения до такой температуры, чтобы приложенный к нему припой мог расплавиться.
Припой должен расплавиться благодаря теплу, отдаваемому местом соединения, место соединения следует тщательно зачистить, место соединения должно быть неподвижным до тех пор, пока расплавленный припой не затвердеет, не перегревать места соединения, припоя не должно быть слишком мало, припоя не должно быть слишком много.
Частая ошибка заключается в том, что припой расплавляют паяльником в надежде на то, что он стечет с паяльника и прилипнет к месту соединения. Это грубая ошибка! Опыт многих практиков показывает, что качество пайки во многом определяется мастерством монтажника.
У опытного монтажника: ниже давление паяльника на печатную плату при пайке, меньше перепаек элементов, меньше время пайки при заданной температуре паяльного наконечника (внутренние дефекты на печатных платах практически не появляются, если время пайки меньше 3 с).
К паяемым деталям прикладываем жало паяльника всей лопаточкой, для эффективной теплопередачи. Пайка должна быть быстрой и качественной.
Не забываем про перегрев деталей. Не получилось с первого раза, даем радиодеталям остыть. Время прогрева подбираем экспериментальным путем — если слишком быстро, то деталь не прогреется и пайка получится плохая.
Флюс наносим непосредственно перед пайкой, когда все приготовления деталей закончены, чтобы он не испарялся.
Хорошую пайку видно сразу, припой ложится тонким и ровным слоем, блестит. Нет наплывов, трещин и серых мест. Дополнительную крепость соединения придает предварительная скрутка проводов.
Как правильно паять микросхемы
В этом выпуске вы узнаете: как правильно паять микросхемы, в видео показано несколько способов, в том числе и с паяльной пастой. Пайка микросхем — процесс сложный, но научится может каждый!
Полезные советы и наблюдения
Пайка — это не наляпывание припоя, как смолы или цемента, на соединяемые детали. Это процесс всасывания припоя в микрозазоры за счет капиллярных явлений и адгезии (прилипания) припоя за счет поверхностных явлений.
Все это электростатические силы, хотя это не привычная для вас электростатика, это силы межмолекулярного взаимодействия на близких расстояниях. И здесь нужно четко помнить, как работают явления смачивания и капиллярности.
Во-первых, если конец жала стряхнут от излишка припоя или вытерт о тряпку, то эта блестящая поверхность обладает сильным притяжением расплавленного припоя. Она может высосать его откуда. Это нужно, например, при отпайке элементов или исправлении пайки.
Для удаления большего количества припоя применяется кусок экранирующей оплетки от кабеля. Существует паяльник с ложбинкой на конце, которая как ложка заполняется припоем при касании старой пайки, хотя сейчас принято применять вакуумный отсос.
Во-вторых, если вы возьмете на кончик жала мало припоя, то нечему будет всасываться в зазор между спаиваемыми деталями, и нечему будет окружать этот зазор по периметру.
В-третьих, если припоя много, то пайка будет в виде слишком большой капли и может замкнуть соседние контакты.
В-четвертых, если канифоли или флюса недостаточно на жале паяльника, а так же при недостаточной температуре, то пайка получается не блестящей, рыхлой и непрочной. То же получается при слишком высокой температуе, когда флюс исчезает раньше, чем сделает доброе дело.
В-пятых, если канифоли или флюса много в зазоре, то он там кипит и выплескивает припой в виде брызг на соседние контакты.
В-шестых, при нужном количестве припоя и нужной температуре паяльника (и не слишком большой массе спаиваемых деталей) припой аккуратно самостоятельно обтекает спаиваемые контакты и самостоятельно всасывается в микрозазоры между ними. То есть, форма и прочность пайки формируются сами, как нужно.
Помните, что две зачищенные хоть до зеркального блеска медные детали никогда не соединятся вместе (разве что вы их склепаете или сварите). При пайке они соединяются тонким слоем припоя, который всасывается между ними, только если они уже хорошо залужены (покрыты предварительно тонким слоем припоя).
В первый раз нужно выяснить, через какое время паяльник перегревается. Если через пять-десять минут после включения им уже невозможно паять (припой слетает, а кончик окисляется, — чернеет), то нужен электронный терморегулятор или хотя бы трансформатор с переключателем или плавной регулировкой.
Можно паять и перегревающимся паяльником без регулятора, но тогда его периодически нужно выключать. Но паяльник быстро остывает. В общем, не так просто поддерживать нужную температуру, поэтому этот метод применяется редко, не для качественных паек, а по необходимости.
Канифоль расходуют немного, а не суют в нее паяльник и не задымляют всю комнату. Пары канифоли не особо полезны, поэтому не паяют в комнатах без окон. Должна быть тяга, но не охлаждающая паяльник. Например, открытая форточка здорово задувает паяльник, поэтому не так просто обустроить себе удобное и безопасное рабочее место. Нужно проветривать после пайки или при долгой пайке.
Практически на 1 каплю припоя достаточно чуть коснуться канифоли, то есть она расходуется в 10 раз меньше, чем припой. Она нужна только для тонкой смазки поверхности двух контактов.
Некоторые зачищают провода паяльником или специальной электрической обжигалкой или зажигалкой. Фторопластовая изоляция не плавится паяльником, а при горении испускает белый дым с высоким содержанием фтора и фтористых соединений. Попадание этого дыма в глаза приведет к их химическому ожогу.
Когда счищаете изоляцию кусачками, то провод зажимаете пинцетом одной рукой, а другой легко сжимаете кусачками (НЕ ДОСТАВАЯ ДО ЖИЛОК) и тянете изоляцию. Если кусачки острые, то изоляция легко слезает.
Нужно держать кусачки плоской частью, направленной от провода, чтобы срезаемая изоляция упиралась в эту плоскую часть, а не зажималась стороной, заточенной на угол. Нельзя сильно сжимать при этом кусачки, то есть они не должны ни в коем случае оставлять надрезы и вмятины на медных жилах.
Если при зачистке у вас оторвалось несколько жилок вместе с изоляцией или вы заметили вмятины от кусачек, то обрежьте провод и снова зачищайте конец. Особенно трудно пинцетом держать фторопластовый провод, так как последний всегда мылкий на ощупь. Пинцет с гладкими губками может не удержать провод.
Пинцет с зубчатыми губками может повредить изоляцию или жилки. В данном случае желательно не использовать пинцет с тонкими кончиками, так как площадь зажима будет мала, и придется нажимать сильнее и может быть и это не поможет.
Если провод выскальзывает, то лучше накрутить его на кончик пинцета, чтобы увеличить площадь трения. В любом случае пинцет с широкими губками предпочтителен, как меньше травмирующий провод.
Дополнение.
Секреты хорошей пайки от постоянного автора сайта Электрик Инфо Бориса Аладышкина
От качества пайки зависит, будет ли работать конструкция, а если будет, то как? Ведь достаточно всего одной непропайки, чтобы замолчал целый приемник или усилитель.
Прежде, чем приступать к сборке или ремонту печатных плат следует потренироваться «на кошках». В данном случае это будут старые печатные платы или отдельные проводники.
Паяльник ни в коем случае нельзя перегревать. Если нет паяльника с задатчиком температуры, то степень нагрева можно определить, коснувшись им кусочка канифоли: должен появиться легкий вьющийся дымок приятного соснового запаха.
Припой должен плавиться достаточно легко, а на месте пайки растекаться, образуя блестящую контурную пайку.
Спаиваемые детали нужно удерживать плотно прижатыми друг к другу до полной кристаллизации припоя. Ни в коем случае, даже если очень спешите, не надо охлаждать пайку, обдувая ее воздухом изо рта или касаясь мокрым (слюнявым) пальцем. Пайка в этом случае получится рыхлой, ноздрястой как тесто.
Спаиваемые детали надо предварительно зачистить до металлического блеска и облудить, то есть нанести тонкий слой припоя. Особенно аккуратно и осторожно следует производить лужение печатных плат.
Зачищенную наждачной бумагой плату сначала надо промыть спиртом или ацетоном, а затем покрыть с помощью кисточки спирто-канифольным флюсом.
После этого плату можно облудить паяльником, при этом припоя надо набирать не слишком много. Хорошие результаты можно получить, используя оплетку экранированного провода: пропитав ее припоем и флюсом сверху прижать паяльником и обойти все дорожки.
Правда, некоторые авторы не рекомендуют лудить платы, мол, они будут иметь кустарный вид, все равно не получатся как фирменные. Ну, тут, как говорится, на вкус и цвет товарищей нет.
Перегрев паяльника можно определить опять же при касании куска канифоли. Канифоль в этом случае кипит с брызгами и извергает потоки дыма, который не вьется тонкой струйкой, а валит клубами. Перегретый паяльник быстро выгорает, жало становится черным, припой не плавится и растекается, а скатывается в шарики на поверхности платы. Дорожки платы, особенно тонкие, неминуемо отстают и выгорают, плата становится безнадежно испорченной.
Поэтому лучше всего пользоваться паяльником с регулятором температуры, и чем точнее будет поддерживаться заданная температура, тем лучше качество пайки.
Простейшие регуляторы мощности на тиристоре, конечно, позволяют регулировать степень нагрева жала, но поддерживать ее не будут. Представьте себе, что припаиваете тонкий проводник к массивной детали. Например, к «земляному» проводу на печатной плате.
Паяльник, который только что паял прекрасно, сразу остывает и начинает размазывать припой по поверхности. Если же пользоваться терморегулятором, то остывший паяльник быстро разогреется до установленной температуры, причем тем быстрее, чем больше его мощность.
Другие статьи из цикла про пайку:
Что такое пайка? Безопасность при пайке
Как выбрать паяльник и организовать рабочее место для пайки
Припои и флюсы для пайки
«третья рука»
Для работы очень удобно использовать «третью руку». Прибор получил такое наименование за счёт надёжной фиксации объектов пайки в абсолютно любом положении, к примеру, это может быть чайник, светодиодный материал или труба.

I. технические данные:
Пайка является основой сборки печатного узла. Пайка объединяет две или несколько металлических поверхностей в одно металлургическое соединение.
Процесс пайки – это нанесение расплавленного припоя на обработанные флюсом поверхности, флюс наносится с целью смачивания припоем паяемых поверхностей, смачивание требуется для получения при пайке металлургического соединения.
Смачиваемость определяется как образование однородной, гладкой, не имеющей разрывов и прилипающей пленки припоя на основном металле.
Паяемость — свойство металлической поверхности, позволяющее смачивание ее припоем.
Процесс пайки печатного узла заключается в одновременной подаче тепла и припоя.
Для ручной пайки и лужения применяются:
- флюс: канифоль сосновая марки «А» ГОСТ 19113-84, требующий отмывки после пайки;
- спирто-канифольный флюс ФКСп ОСТ 4Г 0.033.200, требующий отмывки;
- флюс MF 210 (Х33-12i), не требующий отмывки, фирмы Multicore Solders (Англия);
- флюс WF-9942, не требующий отмывки, корпорации INDIUM (США);
- проволочные припои различных диаметров марки ПОС-61;
- трубчатые припои различных диаметров марки ПОС–61, с флюсом, требующим отмывки;
- многоканальные трубчатые припои различных диаметров марок 60EN Х39, 60EN Crystal 502 фирмы Multicore Solders (Англия), СW-801 корпорации INDIUM (США), JM-20 фирмы КОКI (Япония), содержащие флюс, не требующий отмывки;
- спирто-бензиновая промывочная жидкость (смесь спирта этилового и нефраса);
- промывочная жидкость VIGON EFM фирмы ZESTRON (Германия).
Возможные проблемы при пайке
В ходе эксплуатации паяльника, могут возникнуть проблемы, которые мастеру потребуется устранить. Однако, большую часть недочетов можно определить «на глаз», к примеру:
- холодная пайка — припой имеет тусклый цвет, прочность контакта низкая, в результате чего со временем он разрушается;
- перегрев компонентов — припой не покрывает поверхность;
- перемещение компонентов, подлежащих соединению, до полного затвердевания припоя.
Важно! Устранить все вышеперечисленные проблемы возможно путем повторной пайки.

Вспомогательные приспособления для пайки
Чтобы использование паяльника было комфортным и главное безопасным для работника, могут потребоваться дополнительные инструменты. Чтобы определить, что нужно для пайки паяльником, следует разобраться в каком конкретном случае и какие приспособления используются.

Выбор паяльника по мощности
Для работы используют приборы различной мощности. Чтобы выбрать конкретную модель, чаще всего учитывают то, что:
- для работы с электроникой используют маломощные паяльники;
- если необходимо спаивать толстый слой меди, применяют 100-ваттный инструмент;
- для массивных деталей используют модели с мощностью 200 Вт.
Важно! Определить мощность инструмента можно «на глаз»: чем больше он по размерам, тем выше его мощность.
Общие требования к паяному
соединению
Качественное паяное соединение характеризуется
гладкой, блестящей или светло-матовой без темных пятен и посторонних включений
поверхностью и проявлением смачиваемости, представленной в виде вогнутого
мениска между соединяемыми пайкой поверхностями.
В особых случаях, например, при использовании
бессвинцовых припоев, поверхность паяного
соединения может быть серой, матовой, зернистой.
Переход от контактной площадки к запаиваемой
поверхности или выводу компонента должен быть плавным. Допустима видимая линия
раздела в зоне, где происходит смешивание используемого припоя с покрытием
контакта компонента или контактной площадки печатной платы, при условии, что
есть смачивание контактной поверхности припоем.
Зарубины или царапины, мелкие раковины,
неглубокие поры в паяном соединении не должны ухудшать его целостность.
Эталон паяного соединения вывода компонента, монтируемого в металлизированные монтажные
отверстия печатной платы
Примечание: 1 – кольцевая
контактная площадка металлизированного монтажного отверстия
- пустоты и дефекты поверхности припоя отсутствуют;
- вывод и кольцевая контактная площадка полностью смочены припоем;
- припой застыл тонким слоем на границе раздела контактной площадки и проводника;
- конец вывода в припое различим;
- галтель припоя охватывает вывод по всему диаметру;
- галтель имеет вогнутую форму.
Оплетка для удаления припоя
Пайка с оплеткой осуществляется, когда работа заключается в удалении припоя с печатной платы при демонтаже деталей. Принцип следующий: в процессе сетка «принимает» припой, за счет капиллярных сил.
Паяльник
Паяют ручным паяльником, который используют для:
- прогрева соединяемых компонентов;
- нагрева припоя до перехода его в жидкое состояние;
- нанесения жидкого припоя на соединяемые элементы.
Паяльник, который изображен на рисунке 1, содержит:
- изолированный слюдяной пленкой или стеклотканью спиральный нагреватель из нихромовой проволоки;
- медное жало, которое расположено внутри спирали;
- пластиковую или деревянную рукоятку;
- корпус для размещения жала паяльника и спирали.

Подключение к электрической сети производят кабелем длиной примерно 1 м, который через ограничитель радиуса изгиба выходит из задней части рукоятки.
Деревянная или пластиковая рукоятка имеет форму простой ручки. Электронные схемы паяют изделиями небольшой мощности, оборудованных пистолетными рукоятками с кнопкой-курком для быстрого разогрева жала. Один из вариантов такого инструмента показан на рисунке 2.

Бытовые паяльники предназначены для подключения к сети напряжением 12 и 220 В.
220 – вольтовые паяльники из соображений обеспечения электробезопасности должны комплектоваться 3-контактной вилкой, обеспечивающей надежное заземление. Для 12-вольтовой техники достаточно простой 2-контактной плоской вилки.
Паяльника к работе
Перед первым включением следует удалить с корпуса остатки заводской смазки. Их выгорание приводит к появлению дыма и неприятного запаха. Поэтому паяльник включают через удлинитель, выставляя его на улицу через форточку на четверть часа.
Затем молотком проковывают жало паяльника: уплотнение меди увеличивает срок службы. Кончику жала придают форму:
- под углом или на срез – для точечной работы (пример показан на рисунке 5);
- ножевидную – таким жалом одновременно паяют нескольких контактов (характерно для микросхем);
- специальную – ими паяют некоторые разновидности радиодеталей.

Перед тем как начать паять, следует очистить жало от оксидной пленки. Эту процедуру выполняют мелкозернистой наждачной бумагой или бархатным напильником, а также химическим способом: погружением в канифоль. Очищенное жало облуживают припоем.
При необходимости паять в точке можно мощным паяльником. Для этого на его жало накручивают медную проволоку диаметром 0,5 – 1 мм, используя ее свободный конец для нагрева припоя.
Подготовка деталей к пайке
Паяют детали всегда в несколько шагов. Изначально следует подготовить поверхность проводника:
- удалить оксидную пленку с последующим обезжириванием;
- выполнить облуживание.
После выполнения данных действий можно приступать к соединению деталей. Важно также зачистить провода, которые ранее использовались.
Также следует снять оксидную пленку. Выполнить действие можно с помощью наждачной бумаги, ножа или напильника. Паять деталь разрешено только после обезжиривания.
Залудить проводник из меди нужно под флюсом, после прогрева припой должен покрыть поверхность материала тонким слоем. Если имеется наплыв, пайку стоит отложить. В данном случае припой нужно расположить вертикально и провести паяльником с верхней в нижнюю точку.
Если же нужно паять алюминий, то следует совместить процесс зачистки и обслуживания. Для этого провод, покрытый канифолью, необходимо поместить в наждачную бумагу, разогреть его с одновременным вращением.

Подготовка к работе
при работе с персональными паяльниками типа БМ и медными наконечниками собственного заводского изготовления (в том числе c паяльниками Solomon, оснащенными медными наконечниками собственного заводского изготовления):
Жало пальника (наконечник)
может быть разной формы и размера для наилучшего контакта и передачи тепла к паяемым поверхностям.
Медное жало паяльника должно быть очищено от нагара и окиси канифолью: разогретое жало обмакнуть в твердый флюс «канифоль сосновую», почистить на бязевой салфетке. При необходимости медное жало к индивидуальному паяльнику заточить напильником.
Внимание: Острые кромки при заточке
жала паяльника притупить.
Перед лужением или пайкой
жало необходимо облудить. Для этой цели использовать проволочный
или трубчатый припой: обернуть несколько витков припоя (как показано на рисунке
2) вокруг кончика жала и нагреть его до расплавления припоя.
Рис. 2. Облуживание жала паяльника
при работе с оригинальными паяльниками паяльных станции РАСЕ, HAKKO, Solomon, Lukey с использованием оригинальных наконечников импортного производства:
Категорически запрещается зачищать оригинальные наконечники к паяльникам PS90, HAKKO 907, SOLOMON, LUKEY напильником или
грубыми абразивами, чтобы не повредить покрытие. Поврежденный наконечник
следует заменить.
Оригинальные наконечники к импортным паяльникам изготовлены из меди, покрытой защитным слоем из чистого (99,9%) железа для устранения выгорания медной основы, и сверху покрыты защитным слоем хрома. Специальное тонкое покрытие создает повышенную долговечность наконечников и обладает хорошей теплопроводностью, что обеспечивает быстрое восстановление температуры.
Конструкция оригинального
жала:
при работе с оригинальными паяльниками паяльных станции РАСЕ, HAKKO, Solomon, Lukey с использованием оригинальных наконечников импортного производства:
Категорически запрещается зачищать оригинальные наконечники к паяльникам PS90, HAKKO 907, SOLOMON, LUKEY напильником или
грубыми абразивами, чтобы не повредить покрытие. Поврежденный наконечник
следует заменить.
Оригинальные наконечники к импортным паяльникам изготовлены из меди, покрытой защитным слоем из чистого (99,9%) железа для устранения выгорания медной основы, и сверху покрыты защитным слоем хрома. Специальное тонкое покрытие создает повышенную долговечность наконечников и обладает хорошей теплопроводностью, что обеспечивает быстрое восстановление температуры.
Конструкция оригинального
жала:
Подставка для паяльника
Паяют жалом, нагретым до высокой температуры, поэтому в перерыве инструмент оставляют на подставке. Для мощных паяльников ее выполняют с двумя опорами: задняя для рукоятки, передняя – для корпуса. Опоры монтируют на фанерном основании, которое используют служит для:
- установки коробки с канифолью;
- хранения проволоки припоя (пример приведен на рисунке 3);
- чистки жала.
Рисунок 3 показывает, что подставка не требует дефицитных материалов, может быть изготовлена своими руками.

Для устройств малой мощности часто применяют конусообразный держатель (обычный или спиральный, что показано также на рисунке 3), в которую инструмент вставляют жалом.
Старшие модели подставок снабжают регулятором рабочей температуры, ЖК дисплеем для индикации температуры жала, рисунок 4. Подобный паяльный инструмент часто называют паяльной станцией.

Порядок работы
ВНИМАНИЕ! Режимы ручной пайки и лужения указаны в технологических процессах или в рабочих инструкциях комплектов технологических документов.
Для контроля времени пайки или лужения следует просчитывать про себя секундыследующим образом: если произнести словосочетание «двадцать два», это займет одну секунду.
Температуру жала паяльника контролировать перед началом пайки, после любого перерыва в работе, при смене режимов пайки, при образовании паяных соединений, несоответствующих требованиям технологического процесса и данной инструкции
В начале смены не приступать к работе, не проверив работоспособность паяльника:
паяльник должен обеспечивать температуру в пределах
технологических норм, указанных в рабочей инструкции или в операционной карте.
Записать показания температуры жала в листе регистрации — форма приложение 2.1.
В случае использования в операции 2-х паяльников, показания температуры жал
записывать в лист регистрации — форма приложение 2.2 . При несоответствии – сообщить
мастеру для принятия мер.
При работе с многоканальными трубчатыми припоями пайку рекомендуется производить двумя руками. Для получения наилучших результатов рекомендуется следующее:
1).
Поднесите жало паяльника к рабочей поверхности. Жало должно контактировать
одновременно с контактной площадкой платы и выводом компонента для того, чтобы
прогреть обе паяемые поверхности. Избыток припоя на жале, нанесенного во время
облуживания жала, будет помогать процессу теплопередачи путем увеличения
площади контакта между контактной площадкой и выводом. Необходимо не более
секунды, чтобы прогреть соответствующим образом обе поверхности.
2). Поднесенный в это время к месту соединения с противоположной от жала стороны пруток трубчатого припоя позволит образовать галтель
припоя. Для этого необходимо около 0,5 секунды.
ВНИМАНИЕ! Если
припой подавать непосредственно на жало паяльника, активные компоненты флюса
будут преждевременно выгорать, и его эффективность резко уменьшается. Не
подавайте избыточное количество припоя на паяемое соединение. Это может привести
к увеличению количества остатков флюса и ухудшению внешнего вида изделия. Рекомендуется
выбирать диаметр прутка припоя равным половине диаметра жала паяльника.
3).
Удалите припой от паяного соединения и затем удалите жало паяльника (см. рис.
3)
4). Весь процесс пайки должен занимать от 0,5 до
2 секунд на одно паяное соединение в зависимости от массы, температуры и конфигурации
жала паяльника, а также паяемости поверхностей. Избыточное время или
температура могут истощять флюс до смачивания припоем, что может привести к
увеличению количества остатков флюса, и увеличивают хрупкость паяного соединения.
5). По окончании работы для обеспечения
длительного срока службы необходимо жало облудить (см. рис. 2).
При работе с проволочными припоями необходимо нанести безотмывочный флюс с помощью тонкой беличьей кисти в места пайки, выдержать плату несколько секунд, чтобы растворитель флюса испарился, в противном случае флюс будет кипеть при пайке.
Припой можно наносить на жало паяльника.
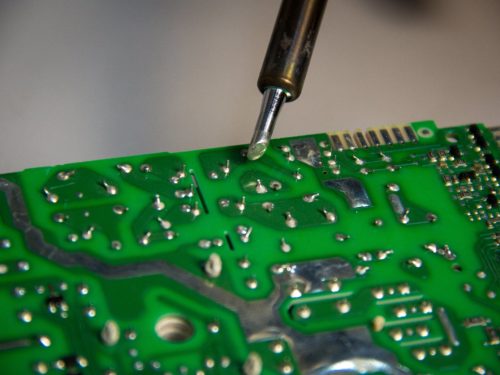
Пошаговая методика пайки радиодеталей на плату
Обычно радиодетали и заводские печатные платы имеют выводы и токоведущие дорожки, которые покрыты оловом. Их можно паять без предварительного облуживания. Платы лудят только при их самостоятельном изготовлении.
Процедура пайки включает такие шаги как:
- Пинцетом отгибают выводы под требуемым углом, затем их вставляют в отверстия платы.
- Фиксируют деталь пинцетом.
- Набирают припой на жало, погружают его в канифоль, приставляют к точке соединения вывода с платой так, как это показано на рисунке 7. После нагрева поверхностей припой перетекает на дорожки платы, вывод элемента, контакты микросхем, равномерно распределяясь по ним под действием сил поверхностного натяжения.
- Деталь удерживают в нужном положении пинцетом до застывания припоя.
- После завершения пайки следует обязательно промыть плату спиртом и/или ацетоном.
- Дополнительно контролируют отсутствие короткого замыкания компонентов платы, вызываемых каплями припоя.

Губки пинцета для лучшей фиксации целесообразно заточить или использовать специальный инструмент по типу показанного на рисунке 8.
Избыток выводов удаляют бокорезами.

На повторно используемых платах установочные отверстия очищают от остатков припоя деревянной зубочисткой.
При работе целесообразно соблюдать следующие правила:
- жало ориентируют параллельно плоскости платы;
- из-за опасности перегрева радиодеталей, а также отслаивания токоведущих дорожек из-за перегрева платы паяют не более 2 секунд;
- перед набором припоя жало следует очистить от окислов.
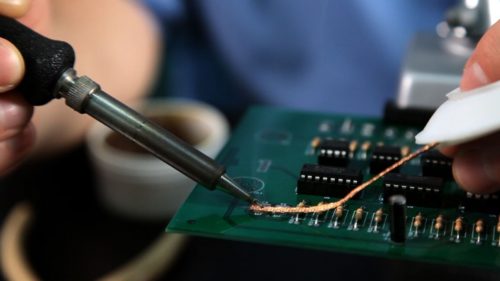
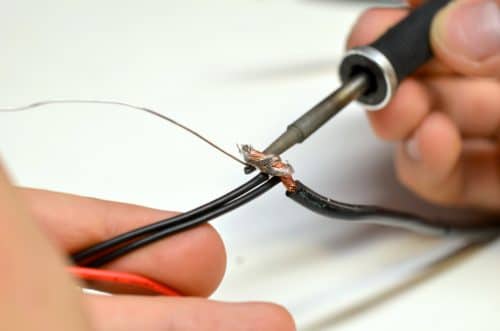
Пошаговая техника пайки проводов
Пайку проводов выполняют в такой последовательности:
- Снимают изоляцию на длине 3-5 см (на проводах большего диаметра длина удаляемого участка больше).
- При необходимости зачищают и обезжиривают соединяемые жилы.
- Формируют плотную скрутку проводов.
- Обрабатывают полученный сросток флюсом.
- Набирают на жало припой и паяют скрутку, прогрев продолжают до полного растекания; при необходимости повторяют несколько раз. Припой должен заполнить все полости сростка так, как это показано на рисунке 6.
- Полученный сросток изолируют.

Пайка алюминиевых проводов друг с другом, а также с медными не имеет принципиальных отличий за исключением более сложной процедуры облуживания.
Припои
Припой – сплав металлов, используемый для создания механических соединений между электронными компонентами и контактными площадками печатной платы.
Диаметр проволочного или трубчатого припоя должен быть в два раза меньше диаметра жала паяльника.
Припои отечественныемарки ПОС 61 – сплав олова (61%) и свинца (39%),
пример обозначения:
- ПРв КР1 ПОС 61 ГОСТ 21930-76 – проволочный припой, круглый, диаметром 1 мм, оловянно свинцовый;
- ПОС 61Т1А ГОСТ 21930-76 – оловянно-свинцовый припой, трубчатый, диаметром 1 мм, одноканальный, наполнитель — флюс «канифоль сосновая марки «А».
Припои трубчатые импортные:
- SN62 Х39 – сплав олова (62%), свинца (36%), серебра (2%), многоканальный трубчатый припой ф. Multicore Solders (Англия), содержит 1% твердого флюса Х39, не требующего отмывки. Присутствие в припое серебра повышает механическую прочность паяных соединений и предотвращает миграцию серебра из контактных поверхностей электронных компонентов в припой в процессе пайки.
- 60EN Х39 – сплав олова (60%) и свинца (40%), многоканальный трубчатый припой ф. Multicore Solders, содержит 1% твердого флюса Х39, не требующего отмывки. Аналог – припой JM-20 фирмы KOKI (Япония),
- СW-801— cплав олова (63%) и свинца (37%), многоканальный трубчатый припой ф. Indium (США), содержит 2% флюса CW-801, не требующего отмывки.
- 60EN Crystal 502 – сплав олова (60%) и свинца (40%), многоканальный трубчатый припой, содержит 3% твердого флюса Crystal, не требующего отмывки. Используется для пайки металлов с высокой точкой плавления, например никеля.
Многоканальные припои (до 5-ти каналов флюса в прутке припоя, см. рис. 1) обладают преимуществом по сравнению с одноканальными:
увеличенное количество каналов флюса обеспечивает
равномерное распределение флюса без пропусков по длине прутка, что
предотвращает возможность пайки «всухую» — без флюса, как в случае с
одноканальными припоями.
После пайки флюс в импортном припое оставляет вокруг места пайки прозрачные остатки, не препятствующие контролю, и электроизоляционные (не проводящие токи).
Рис. 1. Сечение прутка многоканального припоя
Промывочные жидкости
Промывочные жидкости предназначены для очистки паяных соединений и печатных плат от загрязнений с целью обеспечения эксплуатационной долговечности изделий.
Существуют три основных источника загрязняющих веществ:
Печатные платы (типичные загрязняющие вещества включают:
- жир от обработки;
- остатки пищевых продуктов;
- табак;
- эпоксидную смолу;
- стекловолокно;
- внутреннее загрязнение меди).
Компоненты, монтируемые на печатную плату (типичные загрязняющие вещества включают:
- жир от обработки,
- остатки пищевых продуктов,
- табак,
- дефекты материалов компонента,
- внутреннее загрязнение выводов компонентов).
Применяемая технология пайки (типичные загрязняющие вещества включают:
- флюс,
- остатки флюса,
- шарики припоя,
- внутреннее загрязнение припоя,
- жир от обработки,
- остатки пищевых продуктов,
- табак.
1. Промывочная жидкость «спирто-бензиновая смесь» используется для промывки от остатков
спирто-канифольного флюса, механических загрязнений, пыли, жировых отпечатков,
но не удаляет соли, выделяемые из покрытий платы, компонентов, отпечатков
пальцев. После промывки спирто-бензиновой смесью на плате остаются белесые
разводы.
2. Промывочная жидкость VIGON EFM (на основе
спиртовых соединений) используется для
удалении остатков флюса с печатного узла при ручной отмывке и ремонте. Эффективно
удаляет жировые и солевые загрязнения, шарики припоя, химические остатки от
процесса травления при изготовлении печатных плат, активаторы флюса, которые
при напряженных условиях эксплуатации изделий могут привести к коррозионным
процессам на плате.
3. Промывочная жидкость наносится на очищаемый
участок филеночной кистью КФК, высушивается на воздухе. При большом количестве остатков флюса на
плате после пайки можно промывать плату, наложив на нее х/б салфетку и нанося
промывочную жидкость кистью на салфетку.
Необходимость в очистке печатного узла после пайки промывочными жидкостями указывается в технологических процессах.
Разрешенных для использования при выполнении операций облуживания или пайки
Конкретные материалы для облуживания или пайки указаны для каждого изделия в операционных картах технологического процесса.
- Проволочный припой ПРв КР1 или ПРв КР2 ПОС 61 ГОСТ 21930-76,Ø 1 мм, Ø2 мм.
- Одноканальный трубчатый припой ПОС 61Т1А ГОСТ 21930-76, Ø 1 мм, Ø 2 мм.
- Многоканальный трубчатый припой с флюсом, не требующим отмывки, SN62 Х39 ф. Multicore Solders(на основе сплава SN 62, серебросодержащий), Ø 0,56.
- Многоканальный трубчатый припой с флюсом, не требующим отмывки, SN60 Х39 ф. Multicore Solders(на основе сплава SN 60), Ø 0,7 мм, Ø 1,2 мм.
- Многоканальный трубчатый припой с флюсом, не требующим отмывки, JM-20 ф. Koki(на основе сплава SN 60), Ø 0,8 мм, Ø 1,0 мм, Ø 1,2 мм.
- Многоканальный трубчатый припой с флюсом, не требующим отмывки, 60EN Crystal 502 ф. Multicore Solders(на основе сплава SN 60), Ø 1,2 мм.
- Многоканальный трубчатый припой с флюсом, не требующим отмывки, CW-801 ф. Indium(на основе сплава SN 63), Ø 0,8 мм, Ø 1 мм.
- Флюс спирто-канифольный ФКСп ОСТ 4Г 0.033.200.
- Флюс твердый «канифоль сосновая марки «А»» ГОСТ 19113-84.
- Флюс однокомпонентный, не требующий отмывки, Х33-12i (MF-210) ф. Multicore Solders илиWF-9942 ф. Indium.
- Спирт этиловый ГОСТ 18300-87.
- Нефрас С2 80/120 ТУ 38 401-67-108-92
- Промывочная жидкость VIGON EFM ф. Zestron.
- Серебряная оплетка для удаления припоя (внешний проводник кабеля радиочастотного РК-75-1-22 ТУ 16.505.198-91) илимедная оплетка DESOLDERING WICK или аналогичная.
- Кисть филеночная круглая КФК № 8, № 12 ГОСТ 10597-87.
- Кисть филеночная плоская КФП № 8, № 12 ГОСТ 10597-87.
- Кисть художественная КХЖК № 1, № 3 «белка» ОСТ 17880-80.
- Обрезки х/б арт. 361 ГОСТ 4644-75.
- Перчатки трикотажные с полимерным покрытием типаМультекс код Пер 306 по каталогу ф. Тракт.
- Антистатические перчатки ESD CLOVES 8745 PVCB 6.
- Паста ТТС-LF или аналогичная для очистки и лужения наконечников.
Ручной инструмент
К полезным ручным приспособлениям относят:
- пинцеты;
- кусачки;
- набор для пайки.
Применение пинцетов позволяет сделать комфортным пайку и демонтаж электронных элементов на платах. Использовать разрешено как обычные прямые модели, так и с загнутым хвостиком.
При проведении пайки обойтись без кусачек очень сложно, так как с их помощью мастер может безопасно удалить остатки ножек радиокомпонентов при пайке их на плату.
В стандартный комплект дополнительных инструментов для пайки входят зажимы и держатели разного типа. Зачастую в комплекте идут щеточки для очистки плат и лента.

Iii. требования
к качеству паяных соединений выводных компонентов, монтируемых в монтажные отверстия
печатной платы
Определение требований к качеству паяного соединения производится с учётом Класса изделия. Все изделия разделяются на три Класса по надёжности, долговечности, сложности, функциональным требованиям и частоте обслуживания.
При запуске в производство для каждого изделия в технологической документации указывается его Класс.
Классы аппаратуры по международному стандарту IPC– A– 610С «Критерии качества паяных соединений»:
1 класс – бытовая электроника
(Изделия, к которым не предъявляются высокие
требования по надежности: бытовая электроника, приборы, в которых допустимы
косметические дефекты. Основная цель – принципиальная функциональность печатной
платы).
2 класс – промышленная электроника
(Изделия
с повышенными требованиями к надежности. Системы связи и управления, другие
устройства, функционирование которых необходимо в течение длительного срока,
однако выход из строя не является критическим. Допустимы небольшие косметические
дефекты).
3
класс – спецтехника военная, аэро-космическая, системы жизнеобеспечения
(Изделия
с максимальными требованиями к надежности. Оборудование, которое должно
функционировать при любых обстоятельствах. Системы поддержания жизнедеятельности,
системы управления полетом и т. п. Недопустимы любые отклонения от
предполагаемых характеристик, влияющие
на функциональность и надежность устройства).
Изделия
автомобильной электроники отнесены разработчиками изделий к 3 классу аппаратуры.
Заполнение припоем металлизированного монтажного
отверстия платы и смачивание
припоем вывода и стенок отверстия
При монтаже выводных элементов в сквозные
металлизированные отверстия припой должен хорошо смачивать все контактные
поверхности, смачивание стенок и заполнение отверстия припоем должны
соответствовать рисунку и требованиям таблицы 2: .
1 — Высота заполнения
отверстия припоем. 2 — Сторона установки компонентов. 3 — Сторона пайки.
Таблица
2. Пайка выводных компонентов в металлизированные отверстия, минимально
допустимые критерии качества паяных соединений.
| Параметр1 | Класс 1 | Класс 2 | Класс 3 | |
| A | Круговое смачивание припоем вывода компонента и контактной площадки платы на стороне установки компонента | Не регламентируется | 180˚ | 270˚ |
| B | Высота заполнения отверстия припоем 2 | Не регламентируется | 75% | 75% |
| C | Круговое смачивание припоем вывода компонента и контактной площадки платы на стороне пайки | 270˚ | 270˚ | 330˚ |
| D | Площадь смачивания контактной площадки припоем на стороне установки компонента | 0 | 0 | 0 |
| E | Площадь смачивания контактной площадки припоем на стороне пайки | 75% | 75% | 75% |
Примечание:
(1) Относится к припою,
нанесённому в процессе пайки.
(2) Незаполненные 25%
высоты отверстия включают в себя незаполненные припоем полости на стороне пайки
и на стороне установки компонента, то есть в сумме с обеих сторон платы.
Внимание: для некоторых областей применения изделий может
требоваться 100%-ное заполнение монтажного отверстия припоем. Это условие
должно быть дополнительно оговорено в технологическом процессе.
Дефект – для классов 1, 2, 3:
паяное соединение не соответствует таблице 2.
Вертикальное заполнение монтажного отверстия припоем:
Эталон – для
классов 1, 2, 3:
100%-ное смачивание припоем вывода, контактных площадок и стенок металлизированного монтажного отверстия, полное заполнение припоем монтажного отверстия вокруг вывода:
- вывод компонента;
- припой;
- контактная площадка;
- стенка монтажного отверстия;
- паяльная маска печатной платы;
- базовый материал печатной платы (прессованные слои стеклотекстолита, пропитанные эпоксидной смолой, ламинированные медной фольгой);
- металлизированные проводящие слои многослойной печатной платы.
Допустимо –
для классов 1, 2, 3:
не менее 75% полости монтажного отверстия по высоте заполнено припоем, допускается незаполнение припоем отверстия по высоте на 25% (суммарно с обеих сторон платы):
- вывод компонента;
- припой;
- контактная площадка;
- стенка монтажного отверстия;
- паяльная маска печатной платы;
- базовый материал печатной платы (прессованные слои стеклотекстолита, пропитанные эпоксидной смолой, ламинированные медной фольгой);
- металлизированные проводящие слои многослойной печатной платы.
Допустимо –
для классов 1, 2, 3:
не менее 75% полости монтажного отверстия по высоте заполнено припоем, допускается незаполнение припоем отверстия по высоте на 25% (суммарно с обеих сторон платы):
Дефект — для
классов 2, 3:
вертикальное заполнение отверстия припоем составляет менее 75%.
Периферийное (круговое) смачивание
припоем вывода и стенки монтажного отверстия на стороне пайки
Допустимо –
для класса 3:
Минимум на 270˚ (на 3/4) по диаметру отверстия вывод и стенка монтажного отверстия покрыты припоем.
Дефект – для
класса 3:
Менее, чем на270˚ (менее, чем на ¾) по диаметру отверстия вывод и стенка монтажного отверстия покрыты припоем.
Смачивание припоем кольцевой контактной площадки металлизированного монтажного отверстия на стороне установки компонента
Допустимо –
для классов 1, 2, 3:
Контактная площадка на стороне установки компонента может быть не покрыта припоем.
Смачивание припоем кольцевой контактной площадки металлизированного монтажного отверстия на стороне пайки вывода компонента
Допустимо –
для классов 1, 2:
минимум на 270˚ (на ¾) по диаметру монтажного отверстия галтель припоя покрывает кольцевую контактную площадку, стенки отверстия и вывод.
Допустимо –
для класса 3:
минимум на 330˚по диаметру монтажного отверстия галтель припоя покрываеткольцевую контактную площадку, стенки отверстия и вывод.
Допустимо –
для классов 1, 2, 3:
припой смачивает минимум 75% площади кольцевой контактной площадки монтажного отверстия.
Различимость конца вывода в припое
Допустимо –
для классов 2, 3:
галтель выпуклая¸ конец вывода из-за избытка припоя неразличим, но визуально определяется наличие вывода в отверстии на стороне установки компонента.
Дефект
– для классов 1, 2, 3:
конец вывода из-за избытка припоя неразличим, со стороны установки компонента вывод деформирован и не очевидно, что конец вывода полностью вошел в монтажное отверстие.
Припой на формованной части (на сгибе, «плече») вывода компонента
Допустимо
— для классов 1, 2, 3:
припой затек на сгиб вывода, но не касается корпуса компонента.
Дефект
– для классов 1, 2, 3:
припой затек на «плечо» вывода и касается корпуса компонента.
Выступание
выводов над контактными площадками платы
Выступание выводов не должно привести к нарушению минимального электрического пространства, повреждению паяных соединений вследствие деформации выводов, проникновению выводов через защитную антистатическую упаковку (пленку) при последующих операциях или при эксплуатации изделия.
Выводы выступают над контактной площадкой в пределах от Lmin до Lmaх таблицы 1, если нет специальных требований в КД.
Таблица 1. Выступание выводов
| Класс 1 | Класс 2 | Класс 3 | |
| L min1 | Конец вывода различим в припое 2 | ||
| L max | Отсутствие риска коротких замыканий | 2,3 мм | 1,5 мм |
Примечание:
1 для односторонних плат выступание выводов или проводов
(L) составляет по крайней мере 0,5 мм для классов 1 и 2.
Для класса 3 должно быть достаточное для
различения выступание выводов.
2 для плат толщиной более 2,3 мм с металлизированными
монтажными отверстиями выступание
выводов компонентов в DIP-корпусах,
сокетов, разъемов, имеющих выводы фиксированной длины, может быть не очевидно.
Дефект – для
класса 3:
Выступание выводов не отвечает требованиям таблицы 1.
Похожие записи:
 Олово для пайки: температура плавления. Как правильно паять сталь и металл паяльником с оловоотсосом? Можно ли паять серебро оловом?
Олово для пайки: температура плавления. Как правильно паять сталь и металл паяльником с оловоотсосом? Можно ли паять серебро оловом?  Как правильно паять — обучение, основные правила, полезные советы » Сайт для электриков — статьи, советы, примеры, схемы
Как правильно паять — обучение, основные правила, полезные советы » Сайт для электриков — статьи, советы, примеры, схемы  Как залудить паяльник: 85 фото особенностей лужения разных типов паяльников
Как залудить паяльник: 85 фото особенностей лужения разных типов паяльников  Злой шокер
Злой шокер






