

- Как правильно паять паяльником с канифолью и оловом?
- Для чего нужна канифоль?
- Выбираем инструмент и материалы
- Технология пайки
- Рекомендации
- Подготовка
- Как залудить паяльник — если жало медное
- Как лудить жало современного паяльника
- Как правильно лудить — классический способ
- С использованием деревянного бруска
- С использованием металлической губки
- Как залудить жало паяльника — с использованием канифоли
- Лужение во время работы
- Профилактика
- Как очистить жало паяльника
- Зачем выполнять лужение жала паяльника
- Основное оборудование для пайки
- Припой
- Флюсы
- Оплетка для выпайки
- Вспомогательные приспособления для пайки
- Подставка для паяльника
- «Третья рука»
- Очистители для жал
- Ручной инструмент
- Как залудить жало паяльника?
- Как правильно паять?
- Пайка проводов
- Как паять провода наушников?
- Пайка радиокомпонентов на плату
- Пайка резисторов, конденсаторов и диодов с выводами
- Пайка SMD-компонентов
Как правильно паять паяльником с канифолью и оловом?

В наше время, когда устройство многих бытовых приборов не предполагает какого-либо ремонта, кроме замены узлов, паяльник превращается в этакое экзотическое приспособление, хранящееся на самой дальней полке с инструментами. Но пока есть провода и клеммы, он вполне может пригодиться для того, чтобы продлить жизнь некоторой домашней электрической технике.
Для чего нужна канифоль?
Канифоль – вязкая или кристаллическая масса, изготовленная из сосновой смолы. В продаже можно встретить спиртовой раствор канифоли или пасту на ее основе.
Это вещество играет в пайке роль флюса. С помощью канифоли спаиваемые детали изолируются от воздуха, что препятствует образованию тонкой оксидной пленки на их поверхностях. Посредством канифоли залуживают жало паяльника, покрывая его тонким слоем припоя, то же самое проделывают и со спаиваемыми деталями перед их соединением. В результате детали значительно легче соединяются друг с другом, а соединение получается более однородным и прочным. Без этого под действием высокой температуры жало паяльника и провода окисляются в течение нескольких секунд.
И тогда пайку произвести будет невозможно – по всему столу будут кататься остывающие блестящие оловянные капли, а детали при этом остаются разъединенными.
Если все же удастся поймать и «прилепить» несколько капель припоя, прочного соединения без обработки канифолью не получится, так как остывающий сплав не соединится со всей поверхностью. Даже небольшое механическое воздействие может привести к обрыву именно в месте подобной пайки, а электропроводность такого провода или клеммы будет значительно отличаться от той, что обеспечивает правильная пайка залуженных деталей.
Выбираем инструмент и материалы
Чтобы пайка стала успешной, потребуется всего лишь электропаяльник, а из материалов – припой и канифоль.
В особых случаях может понадобиться также паяльная кислота или дополнительный набор специальных флюсов. Тогда с помощью паяльника и припоя вполне возможно соединить не только медные провода и латунные детали, но даже нержавеющую сталь. Но для начала лучше все же овладеть самой элементарной пайкой медных проводов и соединений с латунными деталями электроприборов. Для таких операций вполне достаточно иметь обыкновенный припой из олова и канифоль, не считая паяльника.
Для удобства работы можно подготовить негорючую подставку для паяльника, так как размещать раскаленный электроприбор на столе или верстаке и не слишком удобно, и пожароопасно. Кроме того, нужно проследить за расположением провода и розетки, чтобы случайно не зацепить провод рукой или одеждой.
Профессионалы знают, что универсального паяльника не существует, поэтому для каждого вида работ – спайка тонких проводов, пайка электросхем или плат, спайка массивных деталей – используют разные по мощности и диаметру жала паяльники.
Хорошо, если у прибора есть терморегулятор, позволяющий температуру прогрева установить заранее.
Более дешевые варианты электропаяльников такой опции не имеют, кроме того, разные модели могут существенно отличаться по своей мощности.
Если опыта работы с паяльником нет, то вполне подойдет инструмент средней мощности (до 40 Вт). С помощью такого прибора можно осуществлять спайку проводов, соединение проводов с клеммами. А вот спаять толстые металлические детали будет уже сложнее, так как потребуется дольше прогревать металл, а это чревато образованием упоминавшейся выше оксидной пленки.
В продаже можно встретить канифоль в разных формах. Особых преимуществ у какого-либо ее вида нет, но твердую канифоль легче хранить.
Припой выпускается в виде тонкой оловянно-свинцовой проволоки. Толщина может быть различной – от 2 до 6 мм. Состав припоя также различается. Обычно в маркировке указано процентное содержание свинца. По нему можно вычислить и содержание олова. Более прочным считается сплав, где свинца больше, но у него и выше температура плавления. Припой в брусках обычно содержит больше олова.
Существует так же припой в виде тонкой трубки, свернутой в рулон и заполненной канифолью или другим флюсом. В некоторых случаях использование такого припоя дает неплохой результат.
Технология пайки
Самая простая технология пайки для начинающих состоит из нескольких последовательно выполняемых операций.
- Подготовка паяльника.
- Подготовка спаиваемых поверхностей.
- Непосредственно пайка.
На первом этапе необходимо привести паяльник в рабочее состояние. Следует удобно расположить инструмент на подставке, а после этого включить его в электросеть, следя за расположением провода. Затем зачистить жало паяльника, так как простого его нагрева обычно недостаточно, иначе припой не будет к нему приставать, а пайка окажется невозможной.
Зачистку проводят мелким напильником или надфилем, в некоторых случаях – наждачной бумагой. По окончании зачистки жало протирают плотной тканью.
Для зачистки жала можно воспользоваться поверхностью сосновой доски или бруска, по которой необходимо поводить жалом паяльника. В результате оно очистится от нагара и окислов, а также покроется тончайшим слоем смолы.
Когда нагар и оксидная пленка будут удалены, жало паяльника необходимо залудить во избежание образования новой оксидной пленки. Для этого понадобится канифоль, а затем и припой.
Правильно паять паяльником с канифолью несложно, для этого разогретое и зачищенное жало паяльника нужно погрузить в канифоль. От соприкосновения с раскаленной медью канифоль начнет плавиться, жало покроется ее тонким слоем. В процессе работы (если паяльник достаточно прогрет) канифоль будет активно испаряться, наполняя воздух хвойным запахом. Дышать этими парами не следует, поэтому комната, в которой происходит пайка, должна быть хорошо проветриваться.
Обработанное канифолью жало паяльника уже можно использовать для работы. Если на спаиваемых поверхностях есть припой, вполне можно обойтись и им. Необходимо расплавить каплю припоя и присоединить отпавшую деталь. Иногда этого достаточно, чтобы восстановить соединение.
Пайка оловом требует несколько больших усилий, но и соединение обычно получается более прочным.
Чтобы пайка была по-настоящему качественной, необходимо залудить не только жало паяльника, но и соединяемые поверхности. Для этого их прогревают и наносят жалом паяльника тонкий слой канифоли, а уже после этого – припой.
При лужении проводов их прогревают и помещают на поверхность канифоли, которую надо постараться расплавить так, чтобы она распределилась по всей свободной от изоляции поверхности провода. Затем залуженным жалом расплавляют небольшое количество припоя и наносят его на провод, распределяя по всей поверхности. О качестве лужения можно судить по цвету провода. Если он стал серебристым, можно считать операцию успешной. То же проделывают с другим проводом или клеммой. Если поместить деталь на поверхность канифоли нет возможности, следует воспользоваться жалом паяльника.
Рекомендации
При осуществлении пайки, как правило, не хватает «третьей руки». В одной нужно держать паяльник, в другой – провод, а вот деталь лучше закрепить в тисках или с помощью зажима.
Большое количество припоя совсем не означает, что соединение будет обязательно прочным. Лучше качественно подготовить поверхности и обойтись минимальным количеством олова.
Вся процедура пайки не должна превышать более 2 секунд, поэтому важно тщательно подготовиться к ней.
Для удержания мелких деталей необходимым инструментом станет пинцет.
Нельзя перегревать плату, иначе могут отслоиться контактные дорожки.
Некоторые радиодетали также следует подвергать минимальному нагреву.
О том, как правильно паять, смотрите далее.
Во время выполнения пайки жало паяльника обрастает нагаром. Из-за этого происходит ухудшение качества соединения, нет нормального растекания припоя по двум деталям. Чтобы работа была эффективной, необходимо знать, как правильно очистить и залудить жало. Последовательность действий и необходимые инструменты — в обзоре.

Лужение паяльника можно произвести в домашних условиях. Для этого потребуется:
- припой на основе олова и свинца, серебра или иных легкоплавких металлов. Общая температура плавления прутка должна быть выше, чем у основного рабочего припоя;
- флюс либо паяльная кислота или обычная канифоль;
- абразивный инструмент — плоский напильник, мелкозернистая наждачная бумага, точильный брусок;
- губка — металлическая из сетки, либо твердая часть обычной, применяемой для мытья посуды;
- кусок бруска из любой древесины хвойных пород.

Все материалы практически всегда под рукой, поэтому можно рассмотреть процесс лужения далее, перейдя к подготовке жала.
Подготовка
Подготовка нового паяльника к работе происходит следующим образом:
- снять упаковку и осмотреть прибор на предмет целостность ручки, изоляцию вилки и кабель, крепление жала;
- при помощи абразивного инструмента придать рабочую форму, если она не задана;
- установить инструмент на подставку;
- прокалить инструмент до появления желтого налета на жале — так происходит удаление окислов и защитного консервационного покрытия;
- очистить образовавшийся нагар губкой или наждачкой.

После этого новый паяльник можно облудить. Если производится лужение жала уже рабочего стерня, порядок действий следующий:
- демонтируется наконечник из холодного, отключенного от сети инструмента;
- наждачкой зачищается поверхность до появления металлического блеска;
- берется паяльник, выстукивается окалина и нагар из нагревательного элемента;
- жало устанавливается в обратном порядке.
Теперь можно облудить паяльник одним из описанных ниже способов. В зависимости от материала, из которого выполнено жала, имеются нюансы в покрытии рабочей кромки слоем припоя.
Как залудить паяльник — если жало медное
Способы лужения зависят от материала, из которого изготовлен рабочий стержень. Для медного жала порядок действий такой:
- Выполняется очистка рабочей части жала паяльника. Особенное внимание — заточенной зоне наконечника. Если кромка не заточена, в зависимости от размеров паяемых компонентов создается форма кромки: лопатка или острая, в форме иглы.
- Паяльник подключается к сети и нагревается до рабочей температуры. Чтобы не произошло окисление и засорение поверхности, наконечник погружают в канифоль.
После подносят к жалу припой — нужный объем должен тонким слоем укрыть рабочую кромку. На зачищенную плоскость происходит активное прилипание расплавленного металла с формированием небольшой капли.
Чтобы правильно облудить наконечник, производится его повторное погружение в канифоль. Олово должно равномерно распределиться по зачищенному металлу. Результатом должен стать рабочий орган цвета припоя без вкраплений мусора от нагара и окислов.

Идеальное выполненное лужение — покрытие наконечника равномерным тонким слоем олова. Еще проще выполнить процедуру с помощью припоя, внутри которого есть паяльный флюс (в формате трубки). Достаточно чистым наконечником растопить сплав и металл равномерно разойдется по поверхности.
Облуженная поверхность не должна подвергаться механической обработке наждачной бумагой — это приведет к разрушению слоя олова и потере полученных свойств покрытия. При разрушении слоя олова процедура повторяется заново.
Как лудить жало современного паяльника
Производители заявляют, что современный сплав на жале не требует лужения. В частности, об этом заявляют разработчики керамических и никелевых покрытий. На данных материалах процесс окисления происходит в разы медленнее. Наконечник нагревателя паяльной станции не получится подготовить для лужения обычными методами. Покрытие сотрется и работать таким инструментом станет невозможно.

Латунный или медный наконечник можно зачищать до металла.
Очистку можно выполнить мягким хлопчатобумажным материалом, смоченным водой. Далее твердую канифоль укладывают вместе с припоем. Наконечник протирается, погружается, а кусок припоя опускается вертикально вниз. Олово плавится и покрывает равномерным слоем разогретый наконечник.
Все горячее лужение делится на несколько методик — классическая и «народные» способы, проверенные мастерами паек.
Как правильно лудить — классический способ
Лужение металла данным способом применялось с самого начала появления пайки как технологического процесса. Новый паяльник с медным наконечником или уже работавший аппарат — разницы нет.
Работа выполняется следующим образом:

- Зачищается одна грань наконечника — надфилем или наждачкой, должен появиться металлический блеск.
- Прибор окунают жалом в канифоль, после обрабатываемую грань натирают о дерево.
- В зону контакта с деревом вносится припой. Показатель температуры плавления прутка — максимальный. Это позволит при пайке элементов удержать луженый слой на наконечнике.
- Аналогичные действия выполняются для второй грани.
- Если жало — круглое, натирать о дерево необходимо весь конус наконечника.
С использованием деревянного бруска

Метод можно использовать с сосновым бруском. За счет содержания смолы, являющейся источником канифоли, древесина поможет как залудить новый паяльник с медным жалом, так и очистить наконечник уже работающего прибора.
Порядок работы такой:
- Прибор нагревается, чистить наконечник не нужно. Разогрев — до видимого появления окалины.
- На смолистый брусок укладывается небольшое количество припоя.
- Горячее жало натирается о брусок. В процессе контакта очистка и лужение с флюсом в виде смолы происходи одновременно.
Керамический наконечник данным образом залудить не удастся.
С использованием металлической губки
Метод дает возможность быстро облудить жало паяльника. Некоторые из паяльников комплектуются необходимым расходником сразу при продаже.

Способ подойдет, если жало паяльника выполнено из латуни, керамики, никеля. Порядок действий следующий:
- Нижнюю часть губки заполняют флюсом.
- Как почистить жало любого паяльника — немного погрузить его в губку.
- При добавлении припоя на наконечник, очистка совместится с лужением.
Почистить по данной методике можно любое, даже самое тонкое основание паяльника.
Как залудить жало паяльника — с использованием канифоли
Методика подойдет, если материал жала — медь. Металл очень быстро покрывается слоем окислов, поэтому процедуру очистки производят одновременно с канифолью и надфилем.
Абразивный элемент располагают под паяльником и на него же наносят немного канифоли. Трут, пока металл не очистится и флюс не покроет всю обрабатываемую кромку. После этого жало соприкасается с прутком припоя, излишний слой олова стирается губкой.

Лужение во время работы
Если в рабочем процессе паяльная станция стала хуже функционировать, жало можно очистить и залудить не останавливая пайку. Для этого можно заточить жало надфилем и залудить любым доступным способом из рассмотренных выше.
На заметку: если не плавится припой, необходимо проверить, заточено ли жало. Плавление происходит быстрее, когда наконечник имеет заостренный торец.

Профилактика
Любой инструмент требует ухода, особенно если эксплуатируется постоянно. Необходимо держать паяльник в готовом состоянии. Если облуженный наконечник не выполняет своих функций, его необходимо заменить — возможно, после частых нагревов, металл стал выгорать быстрее.
В процессе работы и после нее помогут следующие рекомендации:
- К пайке с помощью станции нужно подходить с четкой установкой рабочей температуры. Нельзя выставлять на регуляторе завышенные значение.
- Паяльники без точной температуры нагрева отключать, как только завершилось лужение проводов или пайка деталей.
- При наличии шлака, случайных загрязнений, производится их удаление на разогретом наконечнике. Если нет специальной губки, подойдет хлопчатобумажная салфетка, деревянный брусок.
- Для керамических жал использовать специальный очиститель, чтобы не испортить рабочую плоскость.

Правильный уход за инструментом существенно продлевает срок его эксплуатации.
Как очистить жало паяльника
Новый слой припоя выдерживает 30 минут работы в разогретом состоянии. По истечению времени наконечник начинает покрываться слоем нагара, который затруднит работу с оловом.
Если паяние ухудшилось, необходимо сделать перерыв и произвести зачистку наконечника с удалением окисла, нагаров и произвести повторное лужение.
Несколько способов быстрой очистки жала «на горячую»:
- брусок хвойных пород древесины и небольшой объем флюса;
- металлическая хозгубка и паяльное сало внизу;
- канифоль и трудно плавящийся припой;
- надфиль — острый наконечник позволяет работать с мелкими деталями;
- специальная губка.

Процесс очистки по последовательности действий копирует процедуру лужения.
Зачем выполнять лужение жала паяльника
Чтобы паять качественно, наконечник должен своевременно лудиться. Признаки жала, не прошедшего подготовку к работе:
- не берет олово;
- имеет черный цвет от нагара и окислов, образовавшихся при пайке;
- изменилась геометрия наконечника из-за частых нагреваний.

После лужения и заточки жала улучшается форма рабочей кромки и значительно растет скорость обработки соединений. Отсутствие нагара позволяет быстрее прогревать рабочую зону, избегая длительного перекала компонентов.
Когда еще необходимо лужение: в основном это защита металла тонким слоем олова от воздействия внешней среды. Залудить провод необходимо, если контакт находится в условиях повышенной влажности или иной агрессивной обстановке.
Правильный подход и подготовка к лужению позволит выполнить процесс с первого раза и качественно. Чтобы покрыть оловом сложное изделие, может потребоваться фен или ванна со специальной оснасткой.
Паять или не паять? Ну конечно же паять! А если вы не умеете, то эта статья именно для вас – в ней мы рассмотрим основные моменты при пайке, с которыми придется столкнуться новичкам. Поехали!
Основное оборудование для пайки
Перед тем как приступить к пайке, необходимо определиться с тем, есть ли у вас все необходимое. Для пайки вам понадобятся в первую очередь основные инструменты и аксессуары – без них просто никак:
- Паяльник
- Припой
- Флюс
- Лента для выпайки
Рассмотрим более подробно, на что необходимо обратить внимание при выборе паяльника, припоя, флюса и ленты для выпайки.
Ассортимент паяльников на современном рынке просто впечатляет! Если информацию о качестве и надежности паяльника можно получить из отзывов, то об основном критерии выбора – мощности паяльника – мы вам расскажем тут. Зависимо от сферы применения все паяльники можно разделить на такие группы:
- 30-40 Вт – паяльник для радиодеталей;
- 60-70 Вт – универсальный паяльник;
- 80-100 Вт – паяльник для массивных деталей и толстых проводов.
При выборе паяльника 60-70 Вт учитывайте один момент – лучше взять паяльник с регулировкой температуры, например Goot PX-201.

У вас будет мощный паяльник, который будет хорошо справляться с бессвинцовыми припоями, пайкой проводов и обычной пайкой. А благодаря регулировке температуры вы сможете минимизировать вероятность перегревания радиоэлектронных компонентов при пайке на платах.
Припой
С припоями все немного проще. Условно их можно разделить на 2 группы:
- свинцовые припои;
- бессвинцовые припои.
Бессвинцовые припои обеспечивают более прочное соединение в сравнении с обычными свинцовыми. Хотя на практике этого практически не заметно. А вот паять новичкам бессвинцовыми будет сложнее, поскольку у них выше температура плавления, они плохо растекаются и требуют использования дорогих флюсов.
Поэтому идеальным решением будет использование традиционных оловянно-свинцовых припоев. В зависимости от типа пайки они имеют разное соотношение свинца и олова.
Но как показывает практика, наиболее распространено использование припоя ПОС-60 и его аналогов. Температура плавления этого припоя составляет 183-188 °C, что дает возможность паять паяльниками любой мощности. При помощи него вы сможете выполнять практически все паяльные работы.
Также рекомендуем иметь в запасе немного сплава Розе. Это легкоплавкий припой с температурой плавления 90-100 °C. Он очень полезен при проведении демонтажа радиоэлектронных компонентов, которые чувствительны к перегреву, а также им хорошо лудить контакты на платах.

Флюсы
Для хорошей качественной пайки необходимо использовать флюс. В состав большинства современных припоев флюс уже входит. Но для снятия оксидной пленки с поверхностей, которые вы будете паять, их нужно дополнительно покрыть флюсом. Это обеспечит равномерное растекание припоя и улучшит процесс лужения.
Условно все флюсы можно разделить на 3 типа:
- Нейтральные флюсы
- Среднеактивные флюсы
- Активные флюсы
Нейтральные флюсы удобны в пользовании и в большинстве не требуют смывания. Идеально подходят для обычной пайки, а также для пайки SMD и BGA-компонентов. Продаются в жидком виде или в виде пасты.

Среднеактивные имеют широкое применение как при пайке окисленных поверхностей, так и при обычной пайке и пайке электронных компонентов. Большинство также не требует смывания, поскольку активные свойства проявляются только при определенной температуре, например 150 °C, и при остывании до комнатной температуры утрачиваются. В отличие от нейтральных флюсов, они обеспечивают стойкую к коррозии пайку.

Активные флюсы имеют практическое применение при пайке металлов, которые трудно лудятся обычными флюсами. К таким металлам относят:
- обычную и нержавеющую сталь;
- алюминий;
- металлы с никелевым покрытием.
Самый известный представитель активных флюсов – это ортофосфорная кислота. Активные флюсы значительно упрощают процесс пайки, но они имеют резкий запах и токсичны. Поэтому обязательно необходимо паять в хорошо проветриваемых помещениях и не забывать смывать остатки флюса после пайки.

Также не следует забывать про канифоль. Ее главное преимущество в том, что она не требует смывания, поскольку является чудесным диэлектриком. В чистом виде ее почти не используют, но на ее основе изготавливают практически все флюсы. Такой флюс вы можете приготовить самостоятельно. Для этого вам понадобится:
- чистая канифоль(не активированная);
- этиловый спирт.
Канифоль необходимо измельчить до порошкообразного состояния и развести с этиловым спиртом в соотношении 2:3.
В отличие от пайки обычной канифолью, этот раствор можно наносить непосредственно на место пайки. И главное – остатки не нужно смывать.
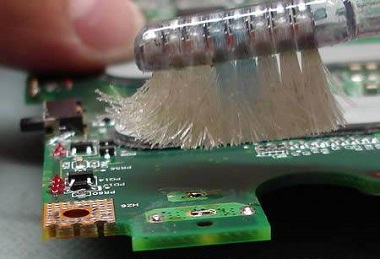
После всего прочитанного у вас наверное возникает вопрос — как смывать флюс и чем его смывать? Все зависит от того, что вы паяете. Если это
пайка на плате, то для очистки от флюса можно использовать как обычный спирт, так и специальные омыватели для плат.
Просто нанесите их на место пайки, с помощью небольшой щетки (можно использовать старую зубную щетку) очистите остатки флюса и после этого их смойте. Для очистки остатков активного флюса при пайке проводов или
грубой пайке листовых металлов, хорошо подойдут различного рода растворители для краски или ацетон.
Оплетка для выпайки
Лента для снятия припоя особенно будет полезной новичкам, поскольку вначале сложно угадать с количеством необходимого припоя. А благодаря ленте для выпайки можно легко убрать остатки. Она состоит из мелких медных проводов, покрытых флюсом, которые сплетены между собой в ленту разной ширины (0.8 мм, 1.5 мм, 2.5 мм).

Для удаления остатков припоя необходимо поместить кончик ленты в зону пайки и сверху прижать разогретым паяльником. Остатки припоя втянутся в ленту, а использованный кусок ленты нужно обрезать. Все очень просто!
Вспомогательные приспособления для пайки
Для того, чтобы пайка была безопасной и удобной вам также понадобятся вспомогательные инструменты:
- подставка для паяльника;
- «третья рука»;
- очистители для жал;
- ручной инструмент.
Подставка для паяльника
Несмотря на то, что мы отнесли подставку для паяльника к вспомогательным приспособлениям, ее роль весьма существенна в процессе пайки. Паяльник должен иметь свое четкое место на рабочем столе и быть надежно зафиксированным. Это обезопасит вас от случайного ожога в процессе пайки, а также снизит вероятность прожечь рабочий стол. При выборе подставки обратите внимание, чтобы в ней было место под губку для очистки жал – так намного удобнее в процессе пайки.

Также вы можете смастерить подставку самостоятельно. Вот один из примеров самодельных подставок.

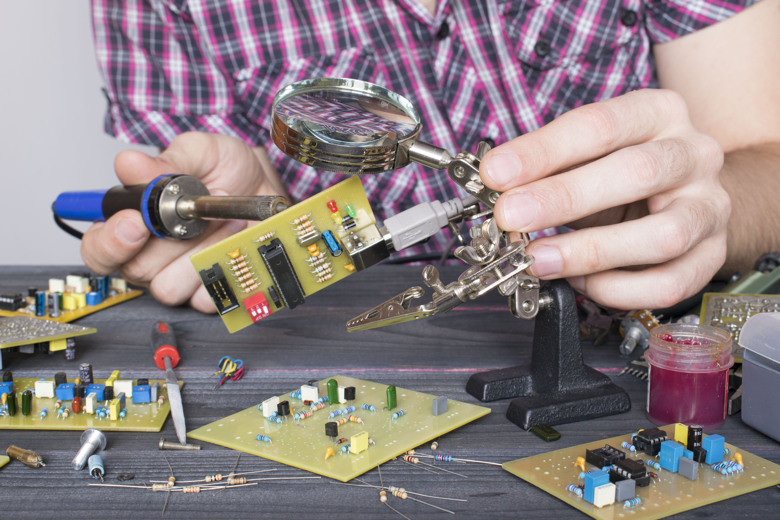
«Третья рука»
При пайке проводов и небольших плат очень удобно использовать так называемую «третью руку». Такое название она получила не просто так. Благодаря зажимам вы можете надежно зафиксировать объекты пайки в любом положении. Ассортимент третьих рук довольно широкий – от обычных штативов с зажимом, до моделей с увеличительными линзами и держателем для паяльника.

Очистители для жал
В процессе пайки под действием высокой температуры жало достаточно быстро окисляется и требует периодического очищения от окислов и нагара. Для этого используются целлюлозные губки и стружка для очистки жал. С их помощью вы постоянно будете поддерживать жало в чистоте, а это, в свою очередь, напрямую влияет на удобство пайки. Также ими легко снимать лишний припой с жала.
Еще один важный аксессуар – активатор паяльного жала. Он имеет практическое применение в основном для жал с никелевым покрытием, которые имеют сильные загрязнения. В отличие от обычных медных жал, их нельзя очищать абразивными инструментами. Поэтому, если такое жало перестало брать припой и обычные методы не помогают, не спешите его выбрасывать – обычно активатор помогает восстановить его свойства.
Ручной инструмент
К ручному инструменту, который будет полезен при пайке, можно отнести:
- пинцеты;
- кусачки;
- набор вспомогательных инструментов для пайки..
Использовать пинцеты довольно удобно при пайке и демонтаже электронных компонентов на платах. Для этого хорошо подходят как обычные прямые пинцеты, так и пинцеты с загнутым носиком. При пайке элементов особенно чувствительных к статическим напряжениям используются антистатические пинцеты.

Кусачки имеют широкое применение в быту, при проведении паяльных работ без них также никак не обойтись, особенно при пайке проводов. Также ими можно обрезать остатки ножек радиокомпонентов при пайке их на плату.

Набор вспомогательных инструментов для пайки имеет широкое применение при проведении паяльных и демонтажных работ. В его состав входят разного типа зажимы и держатели, которые будут полезными при пайке компонентов на плату. Также в комплекте есть щеточки для очистки плат от остатков припоя и флюса.

Как залудить жало паяльника?
Если у вас готов полный арсенал для пайки, то можно приступать непосредственно к самой пайке. В первую очередь нужно залудить жало паяльника. Как правило паяльники комплектуются двумя типами жал:
- медными;
- медными с никелевым покрытием.
Медному жалу перед залуживанием можно придать необходимую форму – конус, односторонний срез, двусторонний срез – при помощи абразивного материала, например, надфиля. Для никелевого жала использовать абразивные материалы нельзя, поскольку вы уничтожите защитное покрытие, и оно не будет лудиться вообще.
Сам процесс лужения нового жала, которые еще не было в использовании, одинаков для обоих типов жал. Для этого необходимо разогреть паяльник до рабочей температуры, погрузить его в канифоль и сразу после этого покрыть припоем.

Припой должен равномерно покрыть кончик жала. Для того, чтобы припой лучше приставал, залуженное жало можно потереть об дощечку или плотный кусок картона. Также в процессе пайки необходимо всегда следить, чтобы жало было чистым от окислов и покрыто тонким слоем припоя. И главное – не допускайте перегрева жала, особенно жала с никелевым покрытием.
Как правильно паять?
Итак, паяльник вы залудили и подготовили к пайке. Теперь необходимо подготовить детали, которые вы будете спаивать между собой. В первую очередь детали необходимо очистить от загрязнений и обезжирить. Для этого подойдут разного рода очистители на основе изопропилового спирта или растворители. Если на деталях есть следы коррозии, то их также необходимо устранить – зависимо от характера поверхности это можно сделать механическим способом или при помощи специальной химии.
- нанесение припоя на жало паяльника и перенос его в зону пайки;
- нанесение припоя непосредственно в зону пайки.
При нанесении припоя паяльником необходимо небольшое количество припоя расплавить на кончике жала. После этого жалом прижимаем детали в зоне пайки. В процессе пайки флюс будет испаряться, его остатки можно смывать или оставить – все зависит от того, какой флюс вы используете. Этот метод подходит для пайки мелких деталей.
При пайке другим способом – нанесением припоя непосредственно в зону пайки – необходимо паяльником прогреть детали до температуры пайки и сразу после этого подать в зону пайки припой. Расплавляясь, припой заполнит пространство между деталями пайки и обеспечит надежное соединение. Таким способом, как правило, паяют массивные детали и радиокомпоненты на платах.
В процессе пайки как одним, так и другим способом важно правильно подобрать температуру паяльника, поскольку от этого напрямую будет зависеть качество пайки. Припой в расплавленном виде должен иметь состояние близкое к жидкому. Наверняка все помнят фрагмент из фильма «Терминатор 2: Судный день» на металлургическом заводе, когда жидкий терминатор T-1000 восстановился из разогретых кусочков. Вспомнили? Так вот – консистенция припоя должна быть такой, как эти разогретые кусочки 🙂
Основные признаки того, что температура паяльника недостаточна:
- Припой после остывания становится матовым.
- Припой плохо растекается по поверхности.
- Припой после остывания имеет зернистую структуру.
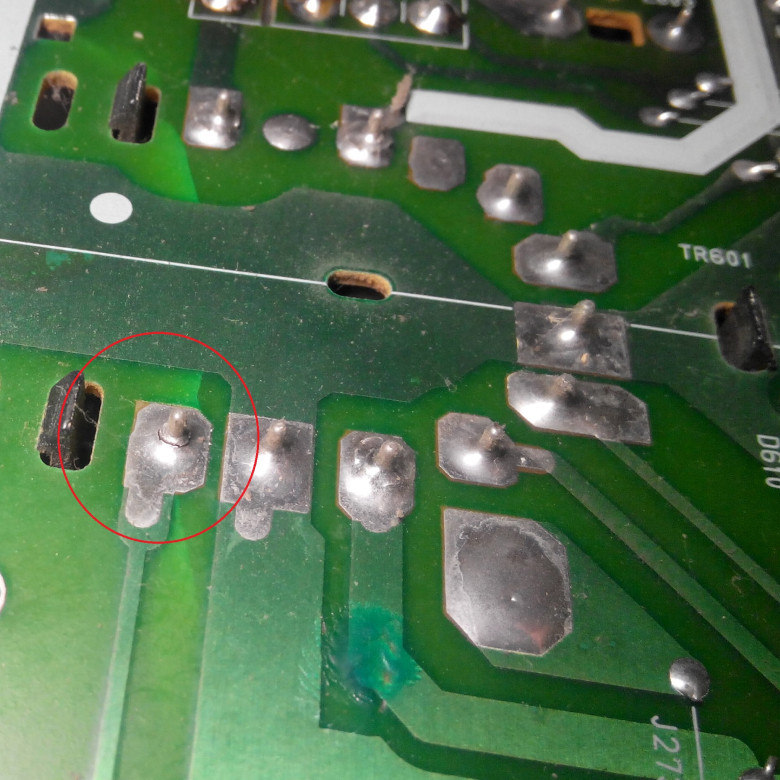
В результате этого вы получите так называемую холодную пайку. Пайка чрезмерно нагретым паяльником тоже ни к чему хорошему не приведет – припой будет очень быстро окисляться и плохо лудиться. Как в первом, так и во втором случае вы получите в конечном результате соединение деталей, которое будет иметь плохую механическую прочность и со временем просто разрушится.
Как правило, температура паяльника подбирается индивидуально для каждого типа пайки. Вместе с этим, для большинства типов пайки припоями ПОС-60 идеальной является температура 240-300 °C – начинать необходимо от наименьшего значения и постепенно увеличивать её по мере необходимости. При правильно подобранной температуре в конечном результате у вас должно быть блестящее соединение.
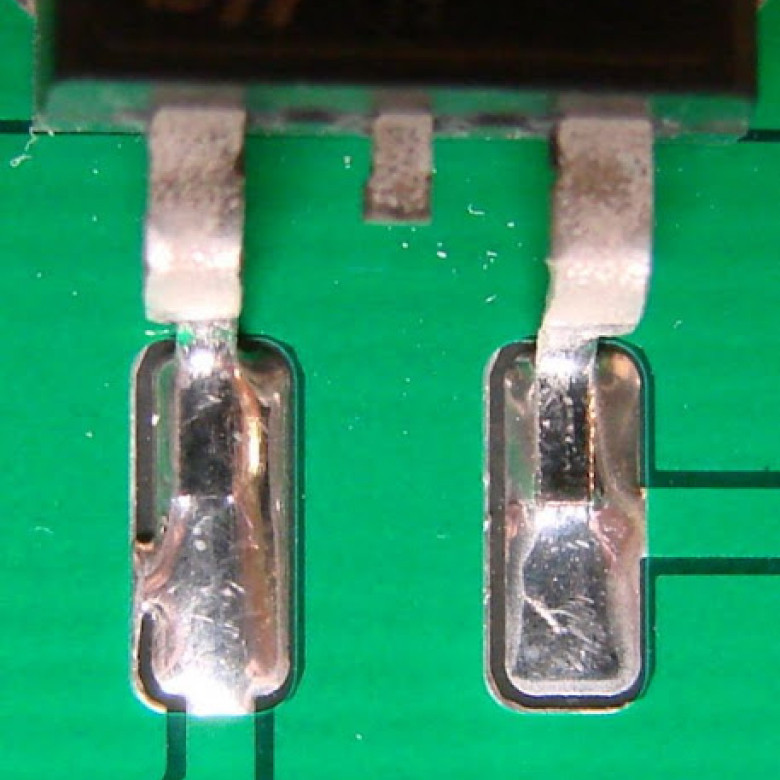
Припоя не должно быть слишком много, но вместе с тем его должно быть достаточно для равномерного заполнения пространства между деталями. И главное – не держите долго паяльник в зоне пайки. Для того, чтобы припой расплавился и заполнил пространство между деталями, достаточно 3-4 секунд.
Итак, основные азы пайки мы с вами рассмотрели, а теперь пройдемся по наиболее распространенным применениям пайки в повседневной жизни.
Пайка проводов
С пайкой проводов приходится сталкиваться чаще всего. Это может быть пайка проводов электросети вашего дома, пайка проводов в авто, пайка проводов наушников (рассмотрим подробнее позже) и т.д. В результате удается получить прочное, надежное соединение. Рассмотрим поэтапно процесс пайки проводов:
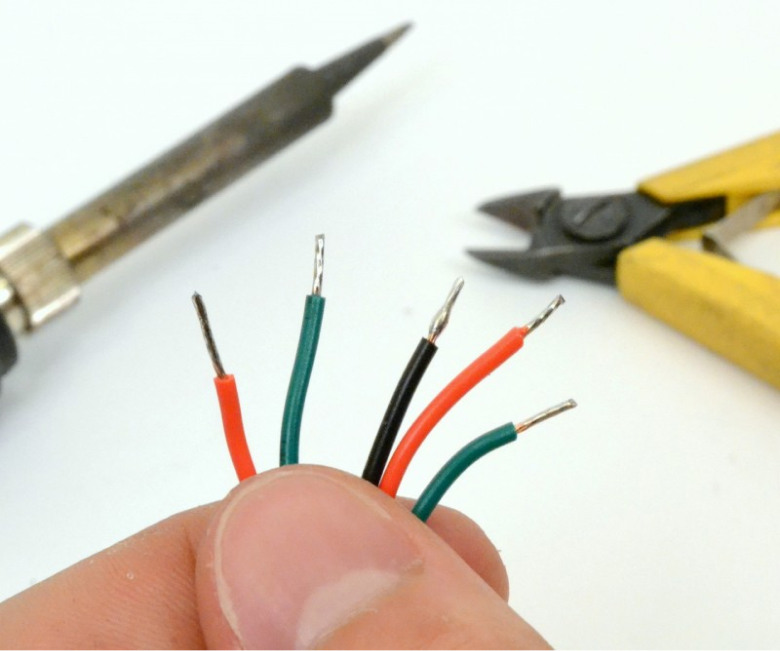
- Концы проводов, которые будете соединять, торцуем ровно кусачками и снимаем шар изоляции длиной 3-4 см.
- При необходимости очищаем провода в зоне пайки от загрязнений и обезжириваем их.
- Соединяем провода между собой при помощи скручивания. Существует несколько вариантов скручивания. Наиболее распространенным является простое последовательное скручивание. В распределительных коробках электросетей, как правило, используется параллельное.
- Покрываем соединение проводов флюсом и начинаем наносить на него припой. В процессе пайки провод необходимо постепенно прокручивать для того, чтобы припой лег ровным шаром и заполнил все пустоты между проводами. Важный момент – необходимо правильно подобрать флюс зависимо от материала проводов. Если для пайки медных проводов подходит даже обычная канифоль, то для пайки алюминиевых нужно использовать только активный флюс.
- После того как припой остынет, место соединения изолируем изолентой или термоусадочной трубкой.
Такую методику целесообразно использовать для пайки электрических проводов. Если есть задача припаять провод к какой-либо поверхности, например, к контактам на плате, то предварительно кончики проводов необходимо залудить.
Для этого с провода также снимаем изоляцию и обезжириваем. После этого покрываем его флюсом и наносим припой. Также нужно залудить поверхность, к которой провод будет припаян. После этого процесс пайки будет легким и быстрым, а само соединение будет качественным и прочным.
Как паять провода наушников?
Наверное, у каждого из нас в ящике лежит куча старых нерабочих наушников. Если вы уже решили научиться паять, то грех будет не попробовать воскресить хотя бы одни из них.
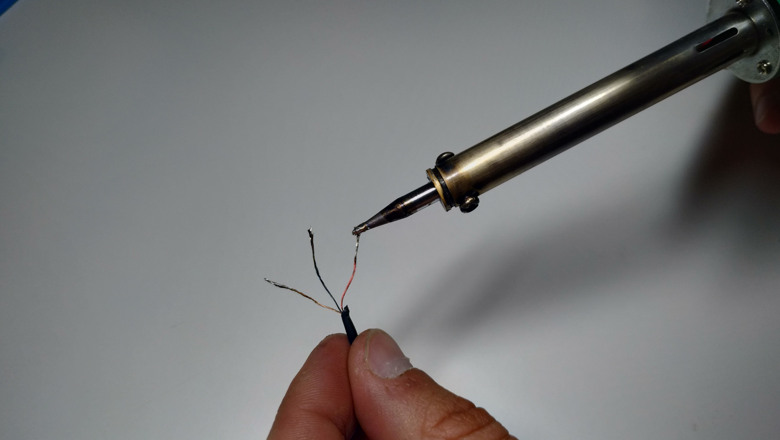
Обрыв провода – наиболее распространенная причина выхода из строя наушников. Казалось бы, достаточно просто определить место разрыва и перепаять провода. Но не все так просто. В процессе пайки проводов наушников приходится сталкиваться с проблемой лужения проводов. Провода наушников имеют лаковое покрытие, к которому припой ну просто никак не хочет приставать. Поэтому в первую очередь от него необходимо деликатно избавиться. Для этого существует несколько способов:
- Механический: при помощи скальпеля или канцелярского ножа аккуратно счищаем шар лаковой изоляции. При этом лезвие держим перпендикулярно проводу.
- При помощи огня: выжигаем слой лаковой изоляции зажигалкой (не рекомендуем).
- С использованием активных флюсов: наиболее оптимальный метод. Достаточно просто покрыть кончики проводов активным флюсом и залудить их паяльником. Лудить такие провода лучше на куске древесины. Движения паяльником должны быть такими, будто вы втираете припой в провод.
Залуженные таким образом провода легко паять как между собой, так и к коннектору наушников.
Подробнее с полным процессом пайки наушников вы можете ознакомиться в нашем видео.
Пайка радиокомпонентов на плату
Как паять провода вы уже знаете, поэтому переходим к более сложному – пайке радиокомпонентов на платах. Кто-то сталкивался с этим давно в школе на радиокружках, для кого-то это будет новый опыт. Рассмотрим (а некоторым напомним) нюансы пайки разного типа радиокомпонентов.
Пайка резисторов, конденсаторов и диодов с выводами
Технология пайки и выпайки такого типа радиокомпонентов не сложна, но требует слаженной работы паяльником с использованием вспомогательного ручного инструмента. Радиокомпоненты такого типа как правило имеют только два вывода, поэтому при выпайке необходимо по очереди прогревать паяльником припой на каждом из выводов и понемногу вытягивать компонент из посадочного места.
После того как компонент выпаян необходимо освободить отверстия на плате от остатков припоя. Это можно сделать при помощи паяльника и тонкого острого инструмента, например, при помощи обычной зубочистки.
Пайка нового элемента на плату происходит следующим образом:
- Наносим флюс на отверстия на плате.
- Вставляем выводы нового компонента в отверстия и пропаиваем их паяльником.
- Если выводы (ножки) компонента слишком длинные и сильно выступают из платы, обрезаем их кусачками.
- Смываем при необходимости остатки флюса.
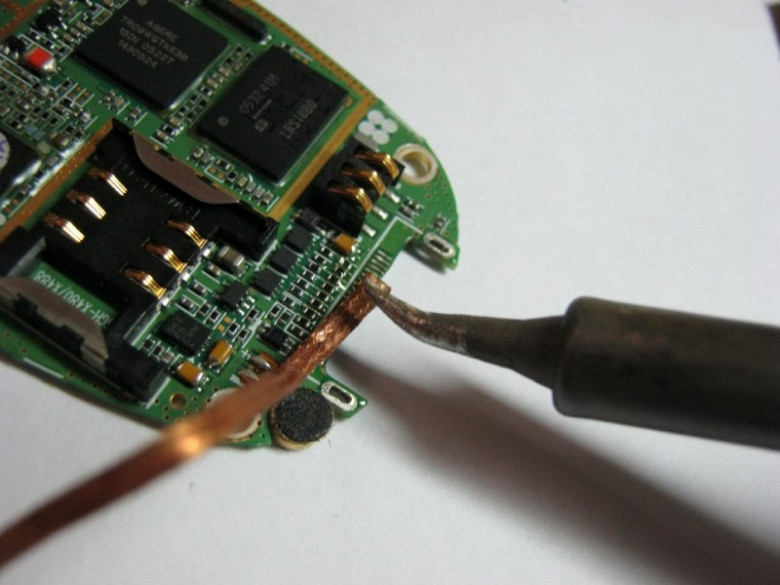
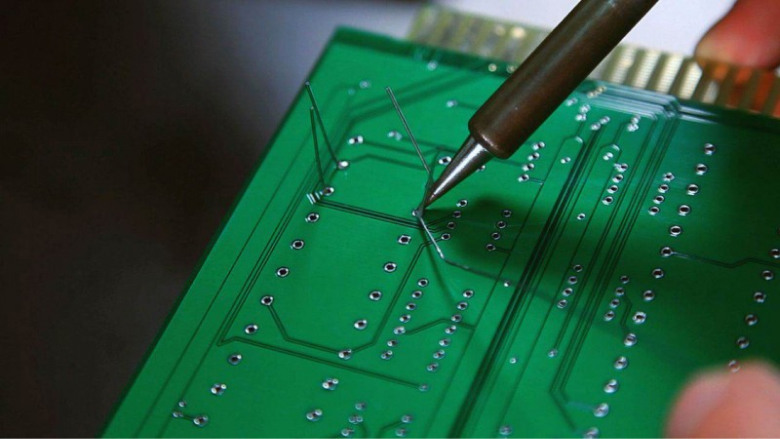
Пайка SMD-компонентов
Пайка SMD-компонентов выполняется поверхностным монтажом на контакты на плате. На сегодня 90% пайки радиокомпонентов происходит именно таким образом. Как правило, для выпайки нерабочих радиокомпонентов используются специальные жала для SMD, но фактически такое жало можно изготовить самостоятельно. Для этого вам понадобится медный провод диаметром 1 мм. Его необходимо намотать несколько раз вокруг обычного жала паяльника как показано на фото.

Процесс пайки SMD-компонентов следующий:
- Наносим флюс на контакты SMD-компонента.
- Контакты прогреваем изготовленным жалом и пинцетом снимаем нерабочий элемент.
- Устанавливаем новый SMD-компонент.
- Придерживаем его пинцетом и припаиваем по очереди каждый контакт обычным жалом. Или же это все можно сделать за один раз нашим самодельным жалом для SMD-компонентов.
- Смываем остатки флюса при необходимости.
Ну что же, поздравляем! В первую очередь с тем, что вы дочитали эту статью до конца 😉 Также мы очень надеемся, что смогли помочь вам получить и освоить основные навыки пайки. Как мы говорили в начале статьи, пайка – это постоянная практика. Поэтому практикуйтесь, практикуйтесь и еще раз практикуйтесь! Главная цель этой статьи – сопроводить вас в увлекательный мир пайки и дать основу, а остальную информацию вы можете легко найти по запросу к «О, великому Гуглу» или в наших статьях и видео. Также будем рады проконсультировать вас по любым вопросам по подбору паяльного оборудования – вот контакты нашей технической поддержки.
И помните самое главное – канифоли много не бывает! 🙂
Нравятся наши статьи? Тогда вы точно зацените видео на эту тему!
https://youtube.com/watch?v=playlist%3Flist%3DPLaDpHYMx6ikCtnDmA699fgoucKHsAF07v
Копирование материалов с сайта masteram.com.ua разрешается только при условии указания авторства и размещения обратной текстовой ссылки на каждый скопированный контент.



