

- Конденсаторы чип-конструкции Танталовые оксидно-полупроводниковые
- Введение в флюсы для пайки
- Время чтения: 14 минут
- Что такое паяльный флюс и зачем он нужен
- Использование паяльного флюса для эффективной пайки
- Ремонтные станции для пайки и демонтажа
- х канальная ремонтная станция с пайкой горячим воздухом, 1030 Вт, 50-600°С
- канальная паяльная станция с демонтажным пистолетом на 140 Вт, паяльником типа M и термофеном мощностью 670 Вт
- Инструменты и аксессуары для ремонта
- Демонтажный пистолет HAKKO FR-4103
- Паяльник тип М HAKKO FX-8801
- Термофен
- Другие инструменты для работы
- Заключение
- Влияние внешних факторов на интенсивность отказов чип-конденсаторов
- Основные внешние факторы, влияющие на интенсивность отказов
- Таблица 1
- Профиль пайки
- Напряжение
- Таблица 2
- Зависимость номинального Uном и допустимого Ut напряжения от температуры
- Параллельное / последовательное включение
- Входной контроль
- Как использовать индукционную пайку для меди?
- Очистка медных трубопроводов
- Подготовка соединения внахлестку/раструб
- Зажим трубной установки
- Нанесение наплавляемого металла
- Охлаждение
- Наплавочные металлы и флюс, используемые при индукционной пайке меди
- Оборудование, используемое при индукционной пайке меди
- Области применения медных труб с индукционной пайкой
- Какие другие методы можно использовать для пайки меди?
- Заключение
- Share This Story, Choose Your Platform!
- Виды флюсов и сфера их применения
- Канифоль и флюсы на её основе
- На основе глицерина
- На основе хлористого цинка
- Ортофосфорная кислота
- На основе триэтиламина
- Паяльные пасты
Конденсаторы чип-конструкции Танталовые оксидно-полупроводниковые
Танталовые оксидно-полупроводниковые конденсаторы чип-конструкции, изготавливаемые АО Элеконд, разработаны и выпускаются в соответствии с требованиями действующей НТД, что подтверждается тестовыми испытаниями на соответствие действующей НТД. Настоящие рекомендации составлены с учетом требований ТУ, передового мирового опыта, справочных данных и позволяют подобрать режим работы конденсатора в зависимости от коэффициентов, влияющих на интенсивность отказов.
Для паяльных работ и нужного качества паяных соединений помимо опыта требуется соблюдение технологии и соответствующие материалы. Первое заключается в настройке мощности паяльника и температуры жала для достаточного прогрева места пайки, а второе подразумевает применение припоя и флюса, подходящих для спайки конкретных металлов или сплавов между собой с образованием высокопрочного механического соединения и надёжного электрического контакта.
Про выбор инструмента для конкретных задач подробнее узнайте в статье Классификация и виды паяльников, а в качестве припоя используйте нестареющую классику в лице ПОС-61, неплохо подходящего почти везде. Иное дело обстоит с флюсом: перед неискушённым человеком встаёт вопрос, зачем он вообще нужен; стоит только разобраться с ним, внезапно возникает следующий — как грамотно выбрать нужный вариант из разнообразия жидкостей, паст, гелей и прочих канифолей.
Введение в флюсы для пайки
Основной посыл статьи — дать общее представление, что такое флюс, почему он важен, и описать наиболее часто применяемые его типы с указанием основных характеристик.
Время чтения: 14 минут
Что такое паяльный флюс и зачем он нужен
Некоторые на полном серьёзе полагают, что канифоль при пайке нужна только для ароматизации воздуха хвойным ароматом.
Любой начинающий мастер по ремонту и разработке электронного оборудования, да и просто обыватель с опытом пайки, когда-либо пробовал припаивать провода между собой или монтировать радиокомпоненты на плату с незалуженными контактными площадками без флюса. Тогда он хорошо знаком с тем, какие проблемы и трудности возникают.
Припой с великим трудом прилипает выводам компонентов и к контактным площадкам, а даже если и пристаёт, то соединения оказываются хрупкими и имеющими высокое электрическое сопротивление. Происходит так из-за ряда факторов. Один из них — оксидный слой: медные контактные площадки на печатной плате окисляются под действием воздуха и влаги, содержащейся в нем.
Тончайший слой, состоящий из смеси оксидов и гидроксидов меди, препятствует правильному прилипанию припоя (или, более верно, не даёт припою смачивать спаиваемые поверхности). Кроме этого, на это самое прилипание влияет, собственно, состав припоя.
Использование паяльного флюса для эффективной пайки
Решением этих проблем становится применение паяльного флюса. Его химический состав подготавливает проводники, поверхности печатной платы или выводы радиодеталей, удаляя плёнку из оксидов.
Кроме того, он обеспечивает диффузию молекул припоя между узлами кристаллической решетки меди или другого спаиваемого металла или сплава, что гарантирует высокопрочную и долговечную пайку, отсутствие повреждений при малейшей механической или температурной нагрузке.
А ещё препятствует поступлению кислорода из открытой среды в место пайки, предотвращая образование нового оксидного слоя, который может практически мгновенно появиться вследствие скоротечности реакции окисления из-за высокотемпературного воздействия.
Ремонтные станции для пайки и демонтажа
х канальная ремонтная станция с пайкой горячим воздухом, 1030 Вт, 50-600°С
канальная паяльная станция с демонтажным пистолетом на 140 Вт, паяльником типа M и термофеном мощностью 670 Вт
Ремонтная станция HAKKO FR-702 позволяет проводить различные виды паяльных, демонтажных и ремонтных работ, благодаря набору подключаемых инструментов. Помимо демонтажного пистолета мощностью 140 Вт, паяльника типа M и термофена большой мощности с интенсивным воздушным потоком, к станции можно подключить еще 4 инструмента.
Наконечник и нагревательный элемент, можно заменить по отдельности, что значительно снижает расходы на компоненты, по сравнению с использованием наконечника композитного типа.
Инструменты и аксессуары для ремонта
- Демонтажный пистолет HAKKO FR-4103
- Паяльник тип М HAKKO FX-8801
- Термофен
Демонтажный пистолет HAKKO FR-4103
- Сопла типа S ø 1,0 мм
- Высокая мощность (140 Вт) обеспечивает идеальный демонтаж компонентов на многослойной печатной плате
- Доступен широкий выбор сопел для различных работ по демонтажу
Паяльник тип М HAKKO FX-8801
- Наконечник B
- Устанавливаются наконечники серии T18 с улучшенной теплопроводностью
Термофен
- Сопло (ø 4 мм)
- Обеспечивает быстрый демонтаж компонентов благодаря высокой мощности и интенсивному потоку горячего воздуха
Другие инструменты для работы
- Паяльник тип L HAKKO FX-8805
- Паяльник с подачей азота HAKKO FX-8802
- Паяльник с ручной подачей припоя HAKKO FX-8803
- Термопинцет для SMD-компонентов HAKKO FX-8804
Различные типы наконечников и сопел обеспечивают больше возможностей для различных видов работ.
Заключение
Использование качественных инструментов и аксессуаров для пайки и демонтажа является ключевым в процессе ремонта электроники. Будь то паяльный флюс, паяльники, демонтажные пистолеты или термофены — правильный выбор оборудования повышает эффективность и качество работы.
Влияние внешних факторов на интенсивность отказов чип-конденсаторов
Высокая мощность (670 Вт) и интенсивный поток горячего воздуха повышают эффективность работы.
Подача азота
Азот подается в сопло и обтекает наконечник паяльника. Он защищает наконечник и нагреватель от быстрого окисления и играет важную роль в предварительном нагреве. Эти эффекты системы подачи азота (предотвращение окисления и предварительный нагрев) могут исключить появление таких дефектов пайки, как образование перемычек, выступающие сосульки, недостаточное заполнение отверстий припоем и т.д. С этой станцией совместимы наконечники серии T18.
Основные внешние факторы, влияющие на интенсивность отказов
Температура, при которой работает конденсатор, может в несколько раз снизить интенсивность отказа чип-конденсаторов в процессе наработки.
Таблица 1
| Температура | Интенсивность отказов конденсаторов |
|---|---|
| 50°C | 0.5 |
| 100°C | 0.3 |
| 150°C | 0.2 |
Также рекомендуется обращать внимание на термический удар при монтаже оксидно-полупроводниковых танталовых чип-конденсаторов.
Профиль пайки
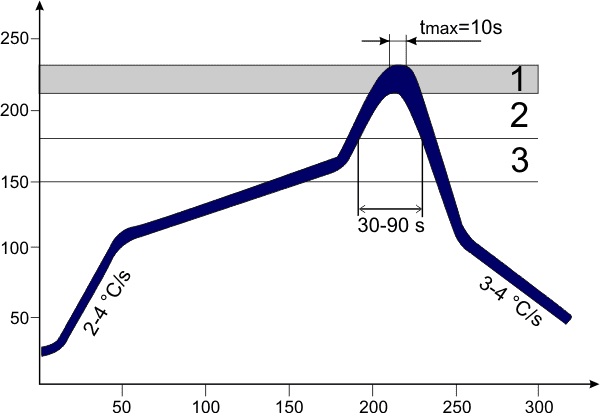
- Температура пайки 205-225°C
- Температура плавления 179-183°C
- Активация флюса 150°C
Напряжение
Больший вклад в интенсивность количества отказов вносит напряжение, подаваемое на чип-конденсатор.
Таблица 2
| Напряжение | Интенсивность отказов чип-конденсаторов |
|---|---|
| 10V | 0.7 |
| 20V | 0.5 |
| 30V | 0.3 |
Зависимость номинального Uном и допустимого Ut напряжения от температуры
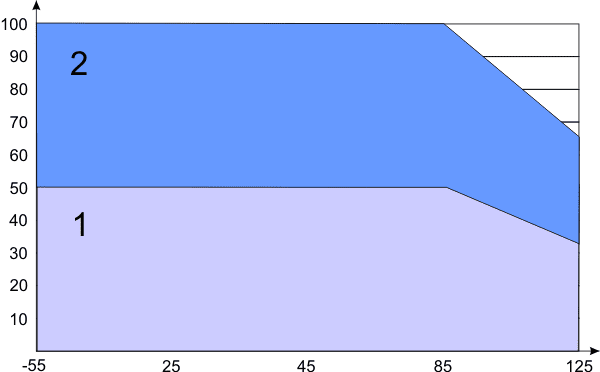
- Рекомендуемое прикладываемое напряжение
- Кратковременное пиковое напряжение
Для защиты диэлектрика конденсатора от скачков напряжения всем полупроводниковым танталовым конденсаторам необходимо активное сопротивление, включенное последовательно к конденсатору. Следует обращать внимание на то, что снижение импеданса схемы, в которую включен конденсатор (конденсаторы), приводит к увеличению вероятности возникновения их повреждений.
Из таблиц и рекомендаций видно, что изменение омического коэффициента от сопротивления электрической цепи, включенного последовательно к конденсатору, существенно влияет на интенсивность отказов конденсаторов.
Если чип-конденсатор применяется с ограничительным резистором 3 Ом на 1 Вольт рабочего напряжения, то рекомендуемое допустимое напряжение Ut соответствует номинальному Uном, смотри область окрашенную в синий цвет на рисунке 2. Если применение ограничительного резистора невыполнимо, то рекомендуемое допустимое напряжение на конденсаторе Ut, обеспечивающее минимальное значение интенсивности отказов чип-конденсаторов, не должно превышать 0.5 Uном, смотри область окрашенную в голубой цвет на рисунке 2. При этом может допускаться кратковременное пиковое напряжение до Uном длительностью 110-6 — 110-3 секунды.
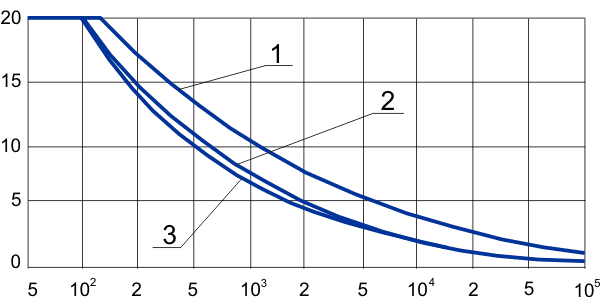
Рекомендуемая допускаемая амплитуда переменной синусоидальной составляющей пульсирующего напряжения U в зависимости от допускаемого напряжения Ut обеспечивающая наименьшую интенсивность отказов чип-конденсаторов
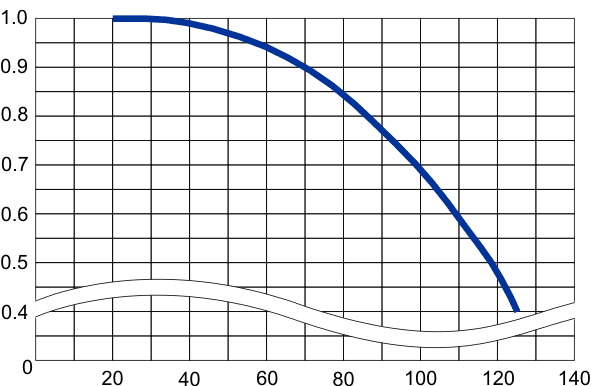
Снижение рекомендуемого допустимого переменного напряжения Uf / допустимого тока пульсаций Iп и в зависимости от температуры Т приведено на рисунке 4.
Типовая зависимость допустимого тока пульсаций Iп и допустимое переменного напряжение Uf от температуры Т
Параллельное / последовательное включение
При применении параллельного / последовательного включения конденсаторов, в связи с присутствием разброса электрических параметров конденсаторов, может возникнуть неравномерное распределение электрической нагрузки по конденсаторам, что приведет к увеличению вероятности отказа перегруженных элементов, необходимо вводить подбор конденсаторов по электрическому сопротивлению (желательно на рабочей частоте).
Входной контроль
При входном контроле электропараметров (С (электрической емкости), D (тангенса угла диэлектрических потерь), R (активной части сопротивления), Z (полного сопротивления)) чип-конденсаторов рекомендуется применение LCR-метров, обеспечивающих подачу на конденсаторы постоянного напряжение смещения 2В. Частота измерительного сигнала при измерении должна соответствовать ТУ на конденсаторы и требованиям производственной ТД. Для измерения тока утечки может быть применен прибор типа источника-измерителя или специализированный прибор, например, типа Измеритель токов утечки Chroma 11200. При проведении измерений необходимо применение специализированных контактных приспособлений, обеспечивающих необходимую точность измерения. После измерения необходимо снимать заряд с конденсаторов.
Как использовать индукционную пайку для меди?
Индукционная пайка стала ведущим методом соединения меди в различных отраслях HVAC, автомобильной и электротехнической промышленности. Он обладает многочисленными преимуществами, включая точность, скорость и повторяемость, что делает его предпочтительным выбором для многих областей применения. Однако для достижения оптимальных результатов требуется специальное оборудование и знания.
Для понимания пайки меди необходимы краткие знания об индукционном нагреве и пайке.
Индукционный нагрев — это плавление металлических заготовок путем пропускания через них высокочастотного переменного тока. Пайка — это простой процесс соединения металлов, при котором два металла соединяются путем введения между ними присадочного металла.
Пайка имеет множество типов в зависимости от используемого источника тепла. Однако, когда индукционный нагреватель используется в качестве источника тепла для пайки, это называется индукционной пайкой.
Процесс пайки меди включает в себя несколько этапов, которые описаны ниже:
Очистка медных трубопроводов
Чтобы подготовить трубы к пайке, их тщательно очищают изнутри проволокой или протирают наждачной бумагой, чтобы удалить все загрязнения. Этот шаг необходим для получения чистого и прочного соединения с индукционной пайкой.
Подготовка соединения внахлестку/раструб
Затем формируется соединение внахлест для пайки медных труб. Это очень важный этап, поскольку прочность соединения в конечном итоге будет зависеть от глубины перекрытия труб. Согласно требованиям Американского общества сварки (AWS), глубина должна быть как минимум в три раза больше толщины медных труб, на которые производится пайка. Обычно в промышленности используются гораздо более высокие значения, чтобы подстраховаться.
Зажим трубной установки
Зажим установки также необходим для удержания соединения на месте перед пайкой. Трубы временно зажимаются внутри индукционной катушки или вне ее.
Поскольку индукционная катушка является источником тепла в данной технике пайки, вся установка должна быть окружена ею.
Если используется портативный индукционный нагреватель, индукционная катушка обычно размещается над зажатыми трубами. Однако в некоторых случаях вся установка помещается внутрь сверхмощной индукционной машины.
Нанесение наплавляемого металла
Включается индукционный нагреватель, и на шов наносится присадочный металл, обычно пруток. В зависимости от номинальной мощности нагреватель остается включенным в течение 5-10 секунд. Чем выше номинальная мощность, тем меньше времени требуется для пайки медных труб.
Охлаждение
После завершения процесса пайки медному соединению дают остыть в течение часа, прежде чем оно будет готово к использованию.
Наплавочные металлы и флюс, используемые при индукционной пайке меди
Поскольку в предыдущем разделе мы обсуждали филлеры, важно упомянуть о часто используемых. Для индукционной пайки меди используются две серии присадочных металлов:
Сплавы серии BCuP богаты фосфором, который выступает в качестве флюса при индукционной пайке. Из этой серии BCuP-2 довольно часто используется в водопроводе и системах отопления, вентиляции и кондиционирования воздуха. В то время как для трубопроводов общего назначения используются BCuP-3,4 или 5, поскольку они дешевле. Наполнители из сплава BAg используются при соединении меди с разнородными металлами.
Один из важных моментов, который следует отметить здесь, заключается в том, что прочность индукционной пайки не зависит от используемых присадочных металлов. Вместо этого, он является функцией зазора и глубины перекрытия между двумя соединенными трубами.
Оборудование, используемое при индукционной пайке меди
Процесс индукционной пайки, как упоминалось ранее, осуществляется с помощью индукционных нагревателей. На рынке представлено множество типов оборудования для индукционного нагрева, от портативных индукционных нагревателей до сверхмощных коммерческих машин.
Компания FOCO Induction, являясь одним из ведущих поставщиков решений в индукционной промышленности, также разработала три продукта для индукционной пайки меди:
Области применения медных труб с индукционной пайкой
Индукционная пайка — идеальный выбор для использования в отраслях HVAC, особенно для пайки медных труб теплообменника. Аналогичным образом, он полезен для использования в системах распределения воды, где применяются металлические трубопроводы. Другим примером использования является автомобильная промышленность, где медные трубы являются стандартом.
Вкратце, некоторые ключевые области, в которых используется индукционная пайка меди, включают:
Посмотрите наши проекты по индукционной пайке.
Какие другие методы можно использовать для пайки меди?
Индукционная пайка — не единственная техника для медных соединений. Для соединения медных труб используются два других распространенных метода — пайка горелкой и пайка припоем.
Пайка факелом — это традиционный процесс пайки, при котором факел используется для нагрева присадочного металла и заполнения зазора между трубным соединением.
Пайка медных труб практически аналогична пайке с помощью горелки. Однако этот процесс происходит при несколько более низкой температуре и, следовательно, имеет низкую прочность соединения по сравнению с пайкой. Это экономически эффективное решение для соединения медных труб и может использоваться для небольших ремонтных работ.
Заключение
Благодаря своей точности, скорости и эффективности индукционная пайка стала популярным методом соединения меди в различных отраслях промышленности.
Для осуществления этого процесса выбор присадочных металлов зависит от области применения. Однако это не оказывает прямого влияния на прочность соединения, которая зависит от глубины гнездового соединения.
Помимо индукционной пайки, можно также создавать прочные и надежные медные соединения для своих конкретных нужд с помощью пайки горелкой и припоя.
14 марта, 2023
Share This Story, Choose Your Platform!
Page load link
Go to Top
Виды флюсов и сфера их применения
В разделе будут рассмотрены наиболее универсальные и популярные сегодня материалы, дано описание их состава, рекомендованного припоя для максимального качества пайки, а также их применяемости. Флюсы, как правило, применяющиеся не для пайки радиоэлектронной аппаратуры, а, к примеру, чёрных металлов, кратко будут также рассмотрены. Уделим внимание часто применяемой флюсовой смеси и порошкообразного припоя, именуемой паяльной пастой. Флюсы, применяемые для высокотемпературного (500°С и более) спаивания массивных стальных или железных изделий, например, тетраборат натрия (бура) рассматриваться не будут, так как это выходит за рамки статьи. Мы охватим все виды материалов, которые можно паять.
Канифоль и флюсы на её основе
Она представляет собой отвердевшую смолу сосны или некоторых других пород деревьев, в основном хвойных. Получают её методом нагревания жидкой смолы и испарения терпеновых компонентов (скипидара) и других летучих соединений. Состоит из смеси различных смоляных и жирных кислот. Имеет цвет от светло-жёлтого до чёрного.
Канифоль собственной персоной
Она используется человеком очень давно. Первоначально её применяли для защиты деревянных конструкций от гниения: расплавом пропитывали элементы зданий и кораблей. На заре машиностроения применялась для натирания ремней и шкивов ременных и колёс фрикционных передач для увеличения сцепления и повышения эффективности работы этих механизмов. Сегодня используется в химической промышленности при изготовлении красок и лаков, в профессиональной среде для натирания смычков музыкальных инструментов и, наряду с магнезией, в спорте для улучшения сцепления рук спортсмена и спортивных снарядов, и, конечно же, в качестве флюса.
Классическая сосновая канифоль DeBaiLong
Действие канифоли обусловлено наличием кислот в составе. В расплаве активность смол и жирных кислот возрастает, происходит растворение оксидного слоя на поверхности спаиваемой детали; также он, обволакивая область пайки, не пропускает кислород и влагу из окружающего воздуха, препятствуя тем самым повторной оксидации.
Канифоль относится к слабоактивным флюсам и применяется только с металлами, склонными к диффузии в них оловянно-свинцового припоя (медь и сплавы, серебро, золото) и при незначительном оксидировании. Пайка чёрных металлов, алюминия, спецсплавов с высоким удельным сопротивлением (нихром, манганин, константан) с ней практически невозможна или сопряжена с массой трудностей. Смывка остатков и солей хвойных и жирных кислот в большинстве случаев не требуется. Работы рекомендуется выполнять низкотемпературными припоями, так как с увеличением температуры происходит выгорание канифоли, снижение активности и образование твёрдых трудносмываемых остатков. Наносится только с помощью жала паяльника.
Ввиду более современных вариантов в промышленном производстве электронной техники канифоль в чистом виде не применяется.
Состав Хвойные и жирные кислоты растительного происхождения
Применимость Медь, сплавы меди, серебро, золото
Рекомендуемый припой Оловянно — свинцовый припой
Температура пайки 200°C
Смывка Не требуется
Помимо канифоли в твёрдом состоянии, также применяются её растворы в этиловом, изопропиловом спирте, этилацетате без включения или с различными добавками, увеличивающими активность. Примером спирто-канифольных флюсов служат СКФ (ФКСп), КЭ, ФКЭт (раствор в этилацетате) и множество других под общим названием «жидкая канифоль».
Они предоставляют большее удобство в работе, так как могут наноситься кисточкой, капельным и другими методами. Но для пайки компонентов поверхностного монтажа (SMD) не подходят, так как не фиксируют детали: во-первых, они «плавают» на поверхности жидкости; во-вторых, низкая температура кипения вызывает активное парообразование, провоцирующее смещение невесомых SMD-компонентов. А общие характеристики растворов близки к параметрам обычной канифоли.
Состав Канифоль, этиловый/изопропиловый спирт
Температура пайки Около 200°C
Для увеличения активности в состав добавляются присадки-активаторы, улучшающие качество и сокращающие время пайки. Примером служит уважаемый многими поколениями радиолюбителей ЛТИ-120. Смывка здесь не нужна, так как активное вещество разрушается при нагреве.
ЛТИ — 120
Состав Канифоль, этиловый/изопропиловый спирт, солянокислый диэтиламин
Помимо канифоли и жидких канифольных средств, производятся ещё геле- и пастообразные решения, являющиеся в настоящее время самыми применяемыми. Ими паяют как SMD, так и компоненты в корпусах с шарообразными выводами из припоя (BGA). Примером выступает архаичный нейтральный паяльный жир (смесь порошка канифоли и стеарина), простой и дешёвый TR-RM и современные высококачественные флюсы RMA-218 и RMA-223.
TR — RM
Состав Канифоль, технический вазелин
Температура пайки До 300°C
RMA — 218
Состав Канифоль, технический вазелин, адипиновая кислота
RMA — 223
Состав Канифоль, технический вазелин, глицерин
На основе глицерина
Кроме канифольных, существуют флюсы, основанные на глицерине — простейшем представителе трёхатомных спиртов. В отличие от быстроиспаряющихся спиртовых, такие практически не испаряются, что позволяет нанести их сразу на множество точек. Они относятся к средне- и высокоактивным, и требуют обязательной отмывки водой, этиловым/изопропиловым спиртом или растворителями: гигроскопичность неотмытого глицерина и сопутствующих остатков быстро приведёт к химическому разрушению соединения.
Высокая активность позволяет использовать их для меди и её сплавов с сильным окислением (чёрный плотный слой оксида двухвалентной меди, зелёный рыхлый слой солей меди и так далее), а также для углеродистых сталей, даже с коррозией.
Ввиду требования к обязательной отмывке и высокой активности остатков не рекомендуется применять их при монтаже деталей на печатной плате. Качественная отмывка плат, особенно при наличии на них элементов поверхностного монтажа, возможна только при использовании ультразвуковой ванны.
Востребованные представители: «Глицерин гидразин» и ТАГС.
Состав Глицерин, вода, ингибиторы коррозии, гидразин гидрохлорид
Применимость Медь, сплавы меди, углеродистые стали
Температура пайки До 350°C
Состав Триэтаноламин, анилин гидрохлорид, аммоний хлорид, глицерин, спирт этиловый или изопропиловый
Температура пайки До 320°C
На основе хлористого цинка
Хлорид цинка II представляет собой бесцветные кристаллы, полученные реакцией металлического цинка с соляной кислотой. Они легко растворяются в воде, спирте и других органических растворителях, образуя раствор с сильной кислотностью. В качестве флюса используют водные растворы ZnCl₂.
Они высокоактивны, поэтому всегда нужно отмывать покрытие водой, спецрастворителями, спиртами. Неотмытые остатки имеют высокую электропроводность. Пайка радиокомпонентов и печатных плат им запрещена. Им паяют и лудят изделия из меди или произведённых из неё сплавов (даже с сильной коррозией), разных чёрных металлов (железа, стали, чугуна, никеля), цинка и оцинкованных изделий, свинца, нихрома.
Пары хлористого цинка опасны. При работах наличие дымоуловителя и системы вентиляции обязательно.
Наиболее известны: «Паяльная кислота» и ЗИЛ-1 и ЗИЛ-2.
Состав Хлористый цинк, вода
Применимость Медь, сплавы меди, железо, сталь, чугун, никель, нихром
ЗИЛ — 1
Состав Хлористый цинк, двухлористое олово, хлорная смесь, соляная кислота, вода
Применимость Железо, сталь, чугун, никель, нихром
Рекомендуемый припой Оловянно — свинцовый припой с высоким содержанием свинца
Температура пайки До 400°C
ЗИЛ — 2
Состав Хлористый цинк, хлористый аммоний, хлорное железо, вода
Применимость Медь, сплавы меди, железо, сталь, чугун, никель, нихром, цинк, свинец
Ортофосфорная кислота
По применимости и технологии пайки она близка к хлористо-цинковым вариантам. С ней паяют медь со сплавами, но главным применением является пайка чёрных металлов разных марок, включая нержавеющую сталь, а также изделия, подвергшиеся коррозии. В месте контакта фосфорной кислоты с металлическим изделием образуется защитный слой фосфата железа, предохраняющий от дальнейшего коррозионного разрушения. Также подходит для пайки константана.
Она средне- и высокоактивная, обязательно смывается спиртами или специальными растворителями. Запрещается паять электронные компоненты и печатные платы.
Пары H3PO4 опасны. При работах требуется применение дымоуловителя и хорошая вентиляция.
Среди известных: «Ортофосфорная кислота» и ФИМ.
Состав Ортофосфорная кислота
Применимость Железо, сталь, чугун, никель, нержавеющая сталь, константан
Состав Ортофосфорная кислота, этиловый или изопропиловый спирт, ингибиторы коррозии
Применимость Медь, медные сплавы, железо, сталь, чугун, никель, нержавеющая и жаростойкая сталь
На основе триэтиламина
Они выступают классическими органическими композитными высокоактивными флюсами для пайки низкотемпературными припоями. Основными составляющими являются триэтиламин.
Составы на его основе применимы для пайки меди и сплавов из неё, но основное применение — это трудноспаиваемые материалы, а именно бериллиевая бронза, алюминий и другие лёгкие сплавы, нержавеющие и жаростойкие стали и прочие разновидности чёрных металлов, включая корродированные и сильно загрязнённые.
Обладают средней или высокой активностью, после монтажа их смывают спиртами, либо применяют специальные растворители. Компоненты с платами им не паяют, но допускается пайка алюминиевых и медных проводов и кабелей (в том числе между собой).
Пары триэтиламина ядовиты (особенно содержащие соединения кадмия ФТКА). Пайка осуществляется с дымоуловителем и правильно организованной вентиляцией.
Наиболее известные представители: ФТКА, Ф-34 и некоторые другие.
Состав Триэтиламин, фтороборат кадмия, фтороборат аммония
Применимость Алюминий, бериллиевая бронза, нержавеющая и жаростойкая сталь
Рекомендуемый припой Низкотемпературный оловянно — свинцовый припой
Ф — 34
Состав Триэтиламин, этиловый или изопропиловый спирт, ингибиторы коррозии, присадка для улучшения смачивания
Применимость Алюминий, магниевые сплавы, нержавеющая и жаростойкая сталь
Паяльные пасты
Они занимают промежуточное положение между припоями и флюсами. Вернее, они одновременно и те, и другие. Состоят из тонкого порошка «припой+флюс», преимущественно из канифоли. Применяются только для монтажа SMD и BGA-компонентов: паяльная паста обладает высокой клейкостью, позволяющей надёжно фиксировать деталь, так и высокой температурой закипания. После расплавления превращается в припой, стабильно фиксирующей компонент на плате.
Они нейтральные и не нуждаются в отмывке, но в условиях промышленного производства её всегда проводят.
Применяются как для монтажа с помощью паяльника или паяльной станции и ручным дозированием, так и автоматической пайки.
В качестве примера качественных и популярных продуктов могут быть названы KELLYSHUN GY618B и низкотемпературная бессвинцовая паста MECHANIC WQ-50 Lead Free.
Состав Олово, свинец, серебро, безотмывочный канифольный флюс
Применимость SMD, компоненты в корпусах BGA
Рекомендуемый припой Не требуется
Температура пайки До 183°C
MECHANIC WQ-50 LF
Состав Висмут, олово, безотмывочный флюс
Температура пайки До 138°C
Паяльный флюс — архиважная составляющая качественного паяного соединения. Припой заполняет места пайки, но его химическая диффузия со спаиваемыми деталями, обеспечивающая механическую прочность, долговечность и электрическую надёжность, возможна только при использовании флюса, полностью подходящего для конкретной ситуации. Металлов и сплавов множество. И флюсовых составов для них примерно столько же.



