

1. Пайка с использованием термонаконечника
При этом способе пайки используется электрический термонаконечник для нагрева припоя и паяемых деталей. Это позволяет точно контролировать температуру и обеспечивает хорошее качество соединения.
2. Пайка с применением печи
Для этого метода пайки используется печь, в которой нагревается припой и паяемые детали. Этот способ часто используется в промышленности для партийного производства.
3. Пайка вручную
Этот способ пайки подразумевает нагревание припоя и деталей вручную с помощью паяльника. Он может быть использован для небольших объемов работ или для ремонта.
4. Пайка методом TIG
TIG (англ. Tungsten Inert Gas) — это метод сварки, который также может быть использован для пайки алюминия. При этом методе используется инертный газ для защиты сварочного шва.
5. Пайка методом MIG
MIG (англ. Metal Inert Gas) — другой метод сварки, который может быть приспособлен для пайки алюминия. Он также использует инертные газы для защиты металлического шва.
- Source of Heat
- Dip Soldering Process
- Процесс пайки алюминия погружением
- Oven Soldering Process
- Процесс пайки в печи
- Soldering in a Protective Environment
- Процесс пайки в защитной среде
- Vacuum Soldering Process for Aluminum
- Процесс вакуумной пайки алюминия
- Difference Between Fusion Welding, Pressure Welding, and Soldering
- Фьюзионная сварка
- Pressure Welding
- Сварка давлением
- Сварка и пайка металлов
- Алюминиевый припой
- Алюминиевый паяльный флюс
- Сфера применения алюминиевого флюса
- Применение пайки алюминия
- Виды флюсов
- Использование флюсов
- Заключение
- Нанесение флюса
- Пайка металлов
- Видеоурок по пайке компонентов печатной платы
- Что такое процесс пайки компонентов печатной платы?
- Меры предосторожности при пайке компонентов PCBA
- Выбор компонентов печатной платы для пайки
- Как паять компоненты печатной платы
- Пайка с помощью паяльника
- Пайка с использованием фитиля для пайки
- Пайка с использованием паяльного насоса
- Пайка с использованием мощной паяльной станции
- Пайка с помощью теплового пистолета
- Общее описание метода
- Преимущества пайки волной
- Недостатки пайки волной
- Технологические аспекты пайки волной припоя
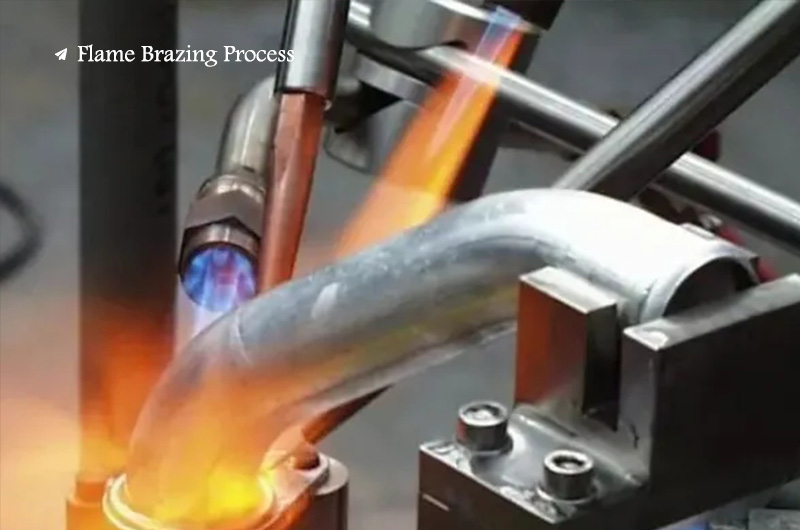
Source of Heat
Источником тепла является пламя кислородного газа, и существует много типов газа. Для алюминия и его сплавов применимый газ включает ацетилен и природный газ. Газовая пайка алюминия и его сплавов должна сопровождаться флюсом. Поскольку в процессе нагрева алюминия не происходит изменения цвета, трудно определить температуру нагрева при пайке пламенем.
Dip Soldering Process
Процесс пайки алюминия погружением
Свариваемые припоем детали окунают в ванну с расплавленным флюсом для нагрева и пайки. Этот метод быстро нагревается, сварная деталь не окисляется в процессе пайки, имеет малую деформацию, хорошее качество и высокую производительность. Этот метод подходит только для массового производства в непрерывном режиме. После погружения и пайки необходимо очистить остаточный флюс и остатки, которые вызовут коррозию и загрязнение производственной площадки и окружающей среды.

Oven Soldering Process
Процесс пайки в печи
Пайка алюминия и его сплавов в воздушной печи должна быть снабжена флюсом, а остатки после пайки коррозионным флюсом должны быть удалены.
Soldering in a Protective Environment
Процесс пайки в защитной среде
Используется защита инертным газом, поверхность соединения перед пайкой необходимо тщательно очистить, атмосферу в печи необходимо заменять и затем непрерывно подавать, а себестоимость продукции высока. Если используется азотная защита, необходимо использовать некоррозионный флюс. Этот метод имеет высокую производительность и получил широкое распространение.

Vacuum Soldering Process for Aluminum
Процесс вакуумной пайки алюминия
Печной пайки без использования флюса. Степень вакуума не должна быть ниже 1, 33X10 -2Па. Использование металлического магния в качестве активатора и другие технологические мероприятия способствовали популяризации и распространению технологии вакуумной пайки алюминия и его сплавов.

Difference Between Fusion Welding, Pressure Welding, and Soldering
Фьюзионная сварка
Сварка плавлением заключается в использовании внешнего источника тепла (например, электрической дуги) для локального нагрева и плавления области вблизи границы раздела соединяемых компонентов (т. е. основного металла), а затем охлаждения для образования соединения.
Методы фьюзионной сварки включают: ручная дуговая сварка, сварка CO2, сварка TIG, сварка MIG, сварка под флюсом, сварка MAG, плазменная сварка, лазерная сварка, электронно-лучевая сварка
Pressure Welding
Сварка давлением
Сварка давлением заключается в приложении давления, чтобы приблизить атомное расстояние свариваемой поверхности к расстоянию решетки.
Сварка и пайка металлов
При сварке не применяется припой, соединяемые металлы химически или физически соединены, сварной шов узок, зона термического влияния мала, в том числе контактная сварка (точечная сварка, шовная сварка), оплавление, сварка трением, сварка холодным давлением и т.д.
Пайка – это реализация соединения спаиваемых деталей путем плавления металла (пайка присадочного металла). Температура припоя ниже, чем у основного металла. При сварке припой плавится, а основной металл не плавится, и между ними существует физическая комбинация.
Ее принято разделять на твердую пайку и мягкую пайку с температурой сварки 450°С. Пайка в основном включает в себя газопламенную пайку, индукционную пайку, пайку в печи, резистивную пайку.
Алюминиевый припой
Алюминиевый припой обычно используется для пайки алюминия и алюминиевых сплавов, пайки алюминия и меди, пайки алюминиевой стали, пайки алюминия и нержавеющей стали.
Подходит для различных методов пайки: пламенная пайка алюминия, индукционная пайка алюминия, пайка алюминия в атмосферозащитной печи, вакуумная пайка алюминия.
Доступны различные формы: сварочная проволока, сварочное кольцо, сварочная лента, лист припоя, припой, паяльная паста (как некоррозионный, так и коррозионно-активный флюс), а также предварительно сформированные формы по индивидуальному заказу.

В то же время наша компания также может предоставить порошковую проволоку или сварочное кольцо из припоев на основе алюминия для сварки и пайки алюминия.
Алюминиевый паяльный флюс
Физическое состояние : белый порошок, размер частиц ≤250 мкм, плотность: 1, 3-1, 4 г/см3.
Основные ингредиенты : хлориды щелочных и щелочноземельных металлов, фториды, активные вещества.
Сфера применения алюминиевого флюса
Подходит для пайки алюминия и материалов из алюминиевых сплавов. Он подходит для таких методов пайки, как различные газовые печи или низкотемпературное пламя, пайка чистого алюминия, алюминиево-марганцевых и других сплавов. Нетоксичный, без запаха, экологически чистый, длительного хранения без впитывания влаги, не слеживающийся.
Температура плавления некоррозионного алюминиевого паяльного флюса относительно узкая и составляет около 550 ℃. Особенно в настоящее время это самый идеальный сварочный растворитель для сварки большинства автомобильных кондиционеров, алюминиевых конденсаторов и алюминиевых радиаторных печей.
Применение пайки алюминия
Алюминиевая пайка подходит для сварки автомобильных кондиционеров, интеркулеров, конденсаторов, испарителей, резервуаров для воды и различных алюминиевых радиаторов;
Сварка алюминиевых рамных конструкций кузова, таких как соединение верхней крышки со стенкой корпуса, дверями автомобиля и другими изделиями;
Алюминиевая пайка также используется для компонентов систем кондиционирования воздуха, труб, теплообменников;
Алюминиевая пайка также используется в компонентах аэрокосмической промышленности, медицинских приборах и других критических и некритических приложениях.
Виды флюсов
Существует несколько типов флюсов, каждый из которых имеет свои особенности и область применения:
Флюс с низким содержанием кислот: подходит для пайки изделий, где нельзя допустить коррозию металлических поверхностей.
Флюс средней активности: эффективен для большинства типов припоев и поверхностей, обычно оставляет остатки, которые необходимо удалить.
Флюс с высокой активностью: содержит активные кислоты, подходит для пайки сильно окисленных поверхностей, но требует тщательного удаления после процесса.
Флюс на основе смол: обеспечивает хорошее смачивание и механическую силу соединения, хорошо подходит для поверхностного монтажа компонентов.
Использование флюсов
Флюс наносится на поверхность металла перед пайкой с помощью кисти, распылителя или погружением. После проведения процесса пайки, остатки флюса необходимо удалить, так как они могут негативно влиять на работу электронных устройств. Для этого часто применяют специальные чистящие средства.
Заключение
Флюсы являются важным элементом производственного процесса при пайке электроники. Правильный выбор и использование флюса позволяет обеспечить качественное соединение компонентов и повысить надежность конечного изделия. Учитывая разнообразие видов флюсов, необходимо подходить к выбору с учетом требований конкретного производства и материалов, с которыми работает производство.
Для отраслей электронной промышленности, связанных с производством ответственной электронной продукции (например, аэрокосмической, энергетической или военной сферы) важное значение имеет прочность паяных соединений, позволяющая им выдерживать высокие механические, химические, климатические нагрузки. Поэтому в них применяются флюсы, обеспечивающие максимально качественное растекание и высокую адгезию припоя к контактным поверхностям.
Кроме того, в последние годы большое внимание уделяется безопасности и экологичности электронной промышленности. Принятые в Европе, США и других развитых странах стандарты ограничивают использование вредных веществ, способных навредить здоровью рабочего персонала и вызвать загрязнение окружающей среды. Это заставляет производителей использовать флюсы, содержащие меньше токсичных компонентов.
С технологической точки зрения флюс должен отвечать следующим требованиям:
Часто соблюсти все требования с помощью одного флюса невозможно – в таких случаях во время пайки могут использоваться несколько составов. Например, против окислов эффективно работают флюсы с содержанием органических и неорганических кислот. А для защиты очищенных металлических поверхностей от повторного окисления используется канифоль, вазелин, воск.
Нанесение флюса
Нанесение флюса на обрабатываемую поверхность зависит от типа паяемых деталей, способа пайки и особенностей производства:
Также флюсы входят в состав уже готовых паяльных паст и подаются вместе с припоем в рабочую зону непосредственно во время пайки.
Большинство флюсов после пайки требуют отмывки – особенно это касается активных и активированных составов, включающих органические и неорганические кислоты и соли. Данные компоненты отличаются высокой химической активностью, поэтому могут вызвать коррозию печатной платы или паяных соединений. Безотмывочные флюсы не требуют обязательной отмывки, однако выполнять ее все же рекомендуется для поддержания аккуратного вида конечного электронного изделия, упрощения его последующего ремонта и сервисного обслуживания.
В каталоге компании «СМТ Технологии» представлены разнообразные флюсы для различных типов пайки электронных компонентов. Мы продаем расходные материалы от ведущих поставщиков из России и других стран как для небольших предприятий, ремонтных мастерских и т. д., так и для организации крупносерийного производства.
Пайка металлов
Пайка как способ соединения металлов известна с древних времен. Она до сих пор широко используется во многих отраслях – машиностроении, радиоэлектронике, станкостроительной промышленности, самолетостроении и т.д.
Пайка — это технология получения неразъемного соединения деталей (заготовок) из различных материалов посредством введения между ними расплавленного связующего материала (припоя). Припой имеет температуру плавления ниже, чем паяемые детали, поэтому, не изменяя их целостности и структуры, образует прочное соединение.
Припои имеют различные эксплуатационные свойства в зависимости от химического состава. Большинство припоев содержат свинец и олово. Свинец обеспечивает твердость, тугоплавкость и электрическую проводимость, а олово — легкость и снижение температуры плавления. Также припой может содержать медь, серебро, никель, цинк, кобальт, висмут, сурьма и другие компоненты.
Припои делятся на:
Мягкие припои применяются при пайке изделий, эксплуатируемых в нормальных температурных условиях, а твердые – в сферах, где требуется повышенная прочность паяного соединения.
Припои классифицируют и по другим признакам: степени плавления, способу изготовления, способности к флюсованию, форме выпуска (проволока, прут, фольга, порошок, таблетки) и т.д.
При пайке также используются вспомогательные материалы:
Пайкой соединяются углеродистые и легированные стали, чугун, цветные металлы и сплавы, благородные металлы и т. д., а также иные материалы.
Технологический процесс пайки металлов включает комплекс последовательно выполняемых операций:
Способы пайки в зависимости от источника нагрева подразделяют на пайку в печах, индукционную, погружением, газопламенную, плазменную и паяльниками. Для пайки в единичном и мелкосерийном производстве, а также в быту применяются преимущественно электрические паяльники.
Пайка является универсальной технологией соединения материалов. К ее достоинствам относятся:
Основным недостатком пайки является невысокая прочность соединения на отрыв и сдвиг (особенно при низкотемпературной пайке).
Видеоурок по пайке компонентов печатной платы
Пайка — это процесс, который используется для крепления медных труб в сантехнических операциях и помогает соединить различные компоненты на плате. Этот процесс помогает сделать надежное и прочное соединение компонентов. Но если кто-то неправильно припаяет компонент к плате. В этом случае припаянные компоненты не пригодятся, а мы хотим использовать этот компонент в другом проекте. Поэтому Вы будете извлечь компонент путем нагрева припоя и отпаивания места спайки.
Что такое процесс пайки компонентов печатной платы?

Фабрика PCBA припаивает электронные компоненты к голой плате с помощью процесса пайки, а процесс отпайки заставляет плату PCBA снова стать голой платой. В процессе пайки припой расплавляется и устраняет соединение между двумя различными материалами. В электронике пайка используется для удаления компонентов с печатной платы с целью ремонта в случае повреждения, для устранения неисправностей, замены и спасения. Проще говоря, процесс пайки противоположен процессу пайки, при котором компоненты соединяются на плате.
Многие высококлассные PCBA компоненты часто используются в проектах по сборке печатных плат, таких как: IC (интегральная схема), lm4702, транзисторы усилителей мощности и т.д. Хотя пайка может устранить все, что было сделано при пайке, отпаять ИС от PCBA не так-то просто. Процесс пайки также требует высокого уровня мастерства и наличия современных паяльных машин для удаления компонента. Существуют некоторые приемы, используемые для того, чтобы сделать процесс пайки точным. Далее позвольте мне обсудить это более подробно.
Меры предосторожности при пайке компонентов PCBA
Пайка — это обязательный навык для Сборка печатной платы компаний, но поскольку процесс пайки требует ручного труда сотрудников, здесь приведен список некоторых мер предосторожности, которые необходимо соблюдать при выполнении этого процесса:
Выбор компонентов печатной платы для пайки
Если установлено, что печатная плата неисправна и ее необходимо распаять, пожалуйста, выбирайте метод пайки в зависимости от различных ситуаций:
Как паять компоненты печатной платы
В следующем материале FS Technology покажет Вам, как удалять компоненты с печатной платы и проанализирует преимущества и недостатки между ними с помощью различных инструментов. PS: Выбор правильного способа и внимание к защитным мерам — это первый шаг в Вашем процессе пайки.
Пайка с помощью паяльника

Преимущества и недостатки:
Пайка с использованием фитиля для пайки
Эта техника отпаивания используется для удаления дополнительного припоя на плате по завершении процесса пайки. Паяльный фитиль создается с помощью переплетения медных витков и оплетки. Этот метод также называется паяльной оплеткой. Для создания паяльного фитиля используются медные провода, поскольку они являются хорошим проводником тепла. Когда припой нагревается, медная спираль получает припой от металлов. При этом происходит Флюс PCBA в комплекте с паяльными фитилями, которые помогают удалить припой с печатной платы. Для удаления припоя выполните следующие действия:
Пайка с использованием паяльного насоса
Для удаления припоя в этой технике используется паяльный насос. Паяльный насос — это малогабаритный вакуумный насос высокого давления. Когда Вы используете этот насос, убедитесь, что припой нагрелся и расплавился. Процесс пайки состоит из нескольких этапов, описанных здесь:
Пайка с использованием мощной паяльной станции
Наилучшим вариантом для эффективной пайки является термостатируемая мощная паяльная станция. Она в основном используется для процессов пайки больших размеров, что не подходит для электронных компонентов, таких как ИС. Например, если необходимо удалить из проектов большое количество компонентов, этот метод вполне подходит. Используются различные типы машин для пайки, некоторые из них описаны здесь:
Пайка с помощью теплового пистолета

Процесс работы с тепловым пистолетом похож на работу с паяльником. Здесь процесс объясняется на примере тепловой пушки:
В этой заметке мы обсудим различные методы пайки. Итак, давайте начнем.
Метки
Пайка – важный этап и одна из наиболее ответственных операций в изготовлении электронной продукции. Для различных видов электронных компонентов и печатных плат используются различные методики для выполнения данного технологического процесса. Один из самых распространенных – пайка волной припоя, которая применяется преимущественно в сквозном и смешанном монтаже.
Общее описание метода
Эта технологическая операция была изобретена в середине 20 века, когда основным методом установки электронных компонентов был их монтаж в сквозные отверстия, проделанные в печатных платах. ПП с установленными на ней компонентами двигается поперек «гребня» стационарной волны расплавленного припоя, создаваемой в установке. Она обдает контактные подушки печатной платы и выводные контакты установленных на ней компонентов, формируя между ними паяные соединения.
Сегодня технология пайки волной – это сложный автоматизированный процесс. Большой толчок к ее развитию дало изобретение поверхностно-монтируемых компонентов. При их комбинации с компонентами сквозного монтажа на одной ПП применяется усовершенствованная технология пайки двумя волнами припоя. Причины этого следующие:
Такой метод пайки заключается в последовательном прохождении печатной платы через две волны припоя. Первая (турбулентная) подается из суженного сопла под высоким давлением, что исключает образование в ней полостей с веществами, образующимися при разложении флюса. При этом она все же создает перемычки между близко расположенными контактами, которые устраняются при прохождении платы над второй (ламинарной) волной с низкой скоростью истечения и более пологой формой. Она также завершает образование галтелей на контактных площадках.
Чтобы пайка была эффективной, необходимо обеспечить настраиваемые характеристики каждой волны. Для этого установки должны быть оборудованы отдельными соплами, насосами и контрольными модулями для каждой волны. Также их лучше приобретать с дешунтирующим ножом, который разрушает перемычки между близкорасположенными контактами.
Преимущества пайки волной
Хотя технология пайки волной была разработана еще в 50-х годах прошлого века, она до сих пор широко используется в электронной промышленности. Это обусловлено следующими ее преимуществами:
Также важным преимуществом пайки волной являются незначительные ограничения, накладываемые на длину печатных плат. Это позволяет с помощью данной технологии изготавливать электронные изделия различных размеров.
Недостатки пайки волной
Помимо очевидных преимуществ, у данной технологии есть и существенные недостатки, ограничивающие ее применение в электронной промышленности:
Поэтому, при всех своих плюсах, пайка волной применяется главным образом при сквозном и смешанном монтаже электронных компонентов. В SMT-технологии в качестве альтернативы ей используется пайка оплавлением.
Технологические аспекты пайки волной припоя
Особенности данной технологии пайки электронных компонентов заставляют особенно строго отслеживать различные характеристики техпроцесса. Важнейшее значение среди них имеют следующие параметры.
Гидродинамика волны. В современных установках для пайки волной за образование последней отвечают либо механические, либо электродинамические, работающие на основе силы Лоренца. В электронной промышленности более популярны на данный момент волнообразователи первого типа, конструкция которых включает крыльчатку, погруженную в расплав припоя. Первая (турбулентная волна) подается под высоким давлением и сравнительно узкой струей. Ее задача – проникнуть в переходные и монтажные отверстия, участки между компонентами, нагреть их и смочить все контактные подушки и выводы.
Задача второй (ламинарной) волны – полноценное формирование паяных соединений. В данном случае волнообразователь должен создать «мертвую зону», где отсутствует или сильно замедлено движение припоя. В ней или непосредственно около нее гребень волны должен соприкасаться с платой. На поверхности припоя в «мертвой зоне» образуется слой окислов, которые плата «выносит» по направлению своего движения. Если этого не происходит, на ее поверхности возможно образование «паутинной сетки» из мелких перемычек.
Характеристики конвейера. Плата с установленными на ней компонентами подается в установку пайки с помощью конвейера. В большинстве случаев оптимальный угол его наклона составляет 5-9 градусов. Больший угол наклона упрощает стекание избыточного припоя, снижая риск возникновения перемычек. В то же время его увеличение ухудшает проникновение расплава в монтажные и переходные отверстия. Скорость конвейера определяется степенью предварительного нагрева и времени, в течение которого ПП контактирует с волной припоя. Ее рекомендованная скорость для качественной пайки составляет от 80 до 140 см/мин.
Нанесение флюса. При пайке волной припоя флюс может распыляться на поверхность ПП. Флюсователь должен наносить состав равномерно, без образования «слепых зон». Если они появляются, необходимо снизить скорость конвейера либо использовать головки с большим углом распыления. При пропуске начального участка печатной платы стоит настроить параметры флюсователя так, чтобы он начинал работать раньше.
Также необходимо учитывать давление, под которым флюс подается на поверхность ПП. Низкое значение этого показателя способствует увеличению и нестабильности размеров капель флюса. Чрезмерное давление делает состав мелкодисперсным, и он теряет свою активность еще на стадии предварительного нагрева. Применяя высокоплотный флюс, параметры давления нужно настроить на 10-20% выше того, которое применяется для менее плотных аналогов.
Пенное флюсование. При использовании этого метода флюсователи настраиваются с помощью стеклянной платы. Нагнетание воздуха нужно подобрать таким образом, чтобы ширина смачивания была равна 1 см. Превышающая 80% интенсивная подача газообразной среды не рекомендуется, так как это ведет к увеличению размеров пузырьков пены, что снижает качество флюсования. Если повышение этого параметра не помогает, то стоит скорректировать высоту флюсователя, которая в большинстве случаев равна 10 см.
Предварительный нагрев. Подбирать его температуру следует с учетом типа и структуры печатной платы, а также температуры, при которой испаряется растворитель. К спиртовым флюсам применяются следующие распространенные режимы в зависимости от вида ПП:
Для многослойных ПП предварительный нагрев значит очень много, так как оказывает влияние на качество пайки сквозных металлизированных отверстий. При наличии на плате крупных компонентов рекомендуется применять коротковолновые нагреватели. Увеличивать температуру на этапе предварительного нагрева следует со скоростью не выше 2°С в секунду.
Высота волн. Этот параметр рассчитывается как расстояние от высшей точки волнообразователя до нижней поверхности ПП. Для турбулентной волны этот показатель должен быть равен 7 мм, для ламинарной – 6,5-7 мм.
Ширина смачивания. Наряду со скоростью движения конвейера этот параметр влияет на время, в течение которого ПП контактирует с припоем. Он настраивается с помощью платы из стекла, которую перед этим нужно отфлюсовать. Для турбулентной волны оптимальная ширина смачивания – 1-1,5 см, для ламинарной – 3-4 см.
Температура припоя в ванне. Допустимый интервал этого показателя – 240-260°С. Чем она ниже, тем меньше риск термоудара по электронным компонентам. Повышение температуры до 260°С используется при пайке плат с несколькими слоями. Охлаждение ПП после пайки выполняется постепенно со скоростью 2-5°С/сек – это позволяет избежать термического удара по самой плате и компонентам.
На сайте компании «Ассемрус» представлено современное оборудование для пайки электронных компонентов волной припоя. Наши специалисты помогут вам подобрать установку с нужными характеристиками, проконсультируют насчет ее правильной эксплуатации.



