

- Презентация темы § 18 Пайка металлов в 6 классе
- Учебник
- Теоретические сведения
- Конструкционные материалы для пайки
- Способы пайки
- Инструменты и оборудование для пайки
- Паяльники
- Вспомогательные инструменты
- Материалы для пайки
- Припои
- Флюсы
- Виды флюсов
- Организация рабочего места
- Подготовка электрического паяльника
- Технология пайки
- Ошибки при пайке
- Правила безопасной работы с электропаяльником
- Для создания защитного слоя от активного окислительного процесса во время пайки используется припой с канифолью. Это одно из доступных решений для работ в домашних условиях или промышленных масштабах с целью удешевления процесса. Доступность вещества и безопасность при нагреве породила фразу – канифоли много не бывает.
- Что такое канифоль
- Свойства
- Температура плавления
- Состав
- Способы получения
- Производство канифоли
- Зачем нужна канифоль
- Разновидности
- Талловая
- Экстракционная
- Живичная
- Как паять с канифолью
- Пайка припоем с канифолью
- Как сделать жидкую канифоль
- Преимущества и недостатки
- Что можно использовать вместо канифоли
- Чем смыть канифоль после пайки
- Изготовление в домашних условиях
- Техники безопасности
- Соединения деталей машин
Презентация темы § 18 Пайка металлов в 6 классе
Учебник
Технология, Глозман Е.С., Кожина О.А., Хотунцев Ю.Л., Кудакова Е.Н. и др. под ред. Е.С. Глозмана
Теоретические сведения
Процесс получения неразъёмного соединения материалов с помощью расплавленного припоя называется пайкой (паянием). При паянии происходит расплавление и взаимное проникновение основного материала и припоя, заполняющего зазор между соединяемыми частями изделия.
Конструкционные материалы для пайки
- Сталь
- Чугун
- Стекло
- Керамика
- Графит
- Другие
Различные виды припоев и способы пайки используются для соединения вышеперечисленных материалов.
Способы пайки
- Ручной паяльник
- Электрический паяльник
- Инфракрасные лучи
- Лазер
- Электрическая дуга
Пайка широко применяется в различных отраслях промышленности, быту и на уроках технологии в школе.
Инструменты и оборудование для пайки
Паяльники
| Тип | Описание |
|---|---|
| Ручной | Нагрев с помощью паяльной лампы, газовых горелок, масса от 200 до 500 г |
| Электрический | Постоянный нагрев, рассчитан на разное напряжение: 220, 40, 36, 12 В |
| Беспроводный | Для работы без подключения к электрической сети, работают от батареек, нагрев до 450 °C |
Вспомогательные инструменты
- Тиски
- Подставки (кирпичи, кафельные плитки)
- Вентиляционное оборудование
- Рукавицы
- Плоскогубцы
- Круглогубцы
- Кусачки
- Слесарная линейка
- Пинцет
- Напильники
- Металлические щётки
- Защитные очки
Материалы для пайки
Припои
- Мягкие припои: сплав олова с цинком, температура плавления до 500 °C
- Твёрдые припои: сплавы на основе меди, серебра, цинка, никеля, для соединений высокой прочности
Флюсы
Флюсы – это вещества, которые в процессе пайки предохраняют металл от окисления и создают условия для лучшего соединения деталей и удаления окислов. Если пайка производится мягкими припоями, то в качестве флюсов используют канифоль, водный раствор нашатыря.
Виды флюсов
В электронной и радиопромышленности в качестве флюса используют канифоль, так как она хорошо очищает от окислов латунь, медь и свинец. Кроме того, канифоль не вызывает коррозии паяного шва. Нашатырь используют в виде порошка или кусков. При пайке рекомендуется пользоваться не чистым нашатырём, а его водным раствором. Следует иметь в виду, что при нагревании нашатырь разлагается с выделением вредного для здоровья газа.
Организация рабочего места
Организация рабочего места при пайке включает:
- Вытяжную вентиляцию для удаления вредных газов;
- Специальные розетки с напряжением 36 или 12 В для электрического паяльника;
- Столешница, покрытая изоляционным материалом — резиной или пластмассой.
Подготовка электрического паяльника
Для выполнения качественной пайки необходимо:
- До блеска зачистить напильником рабочую часть паяльника;
- Подключить паяльник к электросети и положить его на подставку;
- Нагреть рабочую часть паяльника и погрузить её во флюс (канифоль);
- Нанести припой на рабочую поверхность.
Технология пайки
- Установить соединяемые детали в удобное для пайки положение;
- Равномерно нагреть место пайки электрическим паяльником;
- Нанести припой на зазор между деталями;
- Дать припою остыть перед отпусканием зажимов.
Ошибки при пайке
Заготовки в местах соединения пайкой плохо очищены и не обезжирены. Такие соединения будут непрочными. Места соединений нужно очистить и обезжирить ещё раз.
Паяльник плохо подготовлен к работе. Необходимо повторить зачистку рабочего стержня напильником и облудить жало паяльника.
Паяльник перегрет, из-за чего на нем образовалась окалина, к которой олово не пристает. Паяльник необходимо заново обработать напильником и облудить жало.
Правила безопасной работы с электропаяльником
Работать следует исправными и хорошо подготовленными инструментами.
Перед началом работы необходимо убедиться в соответствии напряжения в сети рабочему напряжению электрического паяльника и в целостности изоляции проводов.
Необходимо следить, чтобы паяльник по окончании работы был отключен от сети и находился на специальной подставке.
Пайку нужно выполнять на рабочем месте, оборудованном вытяжной вентиляцией.
Следует осторожно обращаться с нагретыми паяльником и деталями.
- очистить поверхность заготовки от грязи и следов коррозии до равномерного металлического блеска с помощью напильника или шлифовальной шкурки, промыть заготовку чистой водой и высушить.
Автор презентации: Масалитин Николай Иванович, учитель технологии, МАОУСОШ №2 имени Ю.А. Гагарина, село Успенское, Краснодарский край
Формат: ppt Размер: 203 КВ Слайдов: 18
Для создания защитного слоя от активного окислительного процесса во время пайки используется припой с канифолью. Это одно из доступных решений для работ в домашних условиях или промышленных масштабах с целью удешевления процесса. Доступность вещества и безопасность при нагреве породила фразу – канифоли много не бывает.
Что такое канифоль
Научное название материала – колофонская смола. Канифоль это вещество в твердом состоянии, характеризующееся стекловидной организацией кристаллов. Она не имеет конкретной грани плавления – твердость уменьшается с увеличением нагрева.
Свойства
Температура плавления
Из хрупкого и твердого состоянии в мягкое смола переходит при нагреве. Температура плавления обычной канифоли начинается от 50 градусов, для отдельных добавок в составе вещества порог нагрева может подняться выше 130 градусов. Во время плавления выделяется дым и резкий запах смолы – заметен, когда начинают канифолить жало паяльника.
Состав
Кроме абиетиновой кислоты, содержание которой в составе вещества варьируется от 60 до 90% общего объема, присутствуют иные добавки. Это жирные кислоты – до 12 %. До 20% в составе – нейтральные элементы. Для жидких форм компонентом может стать спирт или иной растворитель, составляющий до 50% объема.
Способы получения




Производство канифоли
Методом экстракции и перегонки производство канифоли налажено на заводах для создания глубокого цикла переработки сырья.
Зачем нужна канифоль
Если разобраться, зачем применять канифоль при пайке – ответ прост. Это флюс, являющийся неотъемлемой частью при работе с припоями. При нагреве элементов паяльным оборудованием поверхность металла покрывается оксидной пленкой.
Соединение препятствует лужению и качественному соединению деталей. При внесении в рабочую среду канифоли происходит удаление оксидных пленок. Температура при нагреве паяльником должна достигать 150 градусов.
Применение смолы заставляет припой становиться более текучим. Это позволяет качественно лудить и правильно паять многожильные кабеля, обеспечивая надежный контакт в наконечниках.
Раствор канифоли находит применение в определенных видах лакокрасочной продукции. Добавки из смолы применяются в производственном процессе по выпуску пластика.
Качественные музыкальные инструменты получают струны, обработанные специальной канифолью. Как пример – скрипка и смычок, где качество обработки напрямую влияет на характеристики инструмента. Не менее популярен и канифольный клей. За счет добавок уменьшается хрупкость чистой смолы, прочность соединений возрастает.
Разновидности
В данный момент изучены и активно применяются несколько разновидностей этого натурального флюса. Характеристики готового продукта находятся в прямой зависимости от методики производства. Поэтому смолу, как и любой другой флюс, подбирают под конкретную технологическую задачу. Сюда относятся тип металлов, оборудования, класс выполняемых работ.
Талловая
Род канифоли, получаемой в виде побочного материала. Процесс сульфат-целллюлозной реакции в завершении имеет определенные отходы, которые применяются как сырье для получения канифоли.
Переработанное сульфатное мыло способно дать несколько фракций смолы с различными характеристиками. Каждый продукт отличается составом и применимостью. Сорт, имеющий лучшие свойства, приближается к качеству живичной разновидности смолы.
Экстракционная
Легкоплавкое и смолистое вещество, получаемое в результате экстрагирования. В основе исходных компонентов – бензин и хвоя с высоким содержанием смол. В чем разница?
По отношению к живичному сорту, экстрагированное вещество темнее, температура при которой твердость начинает снижаться – меньше. Формула полученного вещества включает до 12% жирных кислот. Современные технологи позволяют осветлить состав и канифоль по своим показателям становится максимально близка к живичному продукту.
Живичная
Наименование получено на основе сырья, получаемого от хвойных деревьев. Живица, смола или сок хвойных пород является основным материалом для производства природного флюса. Наибольшую доступность получила сосна – как дерево, наиболее распространенное в лесных массивах. Температура плавления натуральной смолы и минимальное присутствие в составе жирных кислот делает живичную канифоль самым чистым продуктом для паек.
Янтарь из сосновой смолы ценится как материал для изготовления украшений. По сути, окаменевший сок деревьев может быть использован в качестве сырья для добычи канифоли. Высокая стоимость, сложность добычи, относительная редкость – причины, по которым янтарь не применяется как флюс.
Как паять с канифолью
Процесс соединения деталей с помощью паек имеет общие правила и последовательность. Чтобы паять качественно и быстро, потребуется делать все по шагам:

Для качественного покрытия жала смолой нагрев паяльника должен составить до 100-130 градусов. При касании из канифоли должен пойти небольшой дым. Для тонких деталей с малыми габаритами процедуру предварительного нагрева можно опустить. Крупные контактирующие площадки обязательно разогреть, чтобы флюс и припой не застыли моментально при нанесении на поверхность.
Жало паяльника перед началом работ требует очистки только после длительного простоя. Если пайки ведутся постоянно, достаточно использовать канифоль и можно приступать к лужению.
Пайка припоем с канифолью
Техническое исполнение такого припоя – трубка в смотанном виде, внутри уже заложена канифоль. Работа производится по типу присадки – жало паяльника греет поверхности и трубку припоя вводят в зону нагрева.
Разогретая олово-свинцовая смесь и смола плавятся. Двигая жалом по заготовке, производится лужение места пайки и дальнейшее соединение двух деталей. Сокращается время работы. Использоваться такой материал может, если соблюдено условие – не требуется механическая зачистка деталей.

Как сделать жидкую канифоль
Твердый флюс не всегда удобен при проведении работ. Можно растворить канифоль и получить более удобную для пайки жидкость. Понадобится:

Смола подойдет только новая, без грязи и пережженных участков. Необходимо измельчить хороший сосновый флюс и поместить его в пустую тару. Пропорции спирта и смолы – 1 к 1, или чуть больше. Если канифоль не растворяется до конца, можно еще немного добавить спирта. В течении часа, с периодическим помешиванием, растворенная смола становится однородного цвета. Теперь можно использовать смесь по назначению.
Вместо спирта может быть использован растворитель, ацетон и другие токсичные химические составы, способные растопить живицу. Похожим способом получают канифольный клей. При испарении смола застынет и прочно зафиксирует детали. Растворители позволяют сделать жидкий флюс со схожими показателями. Спиртовой раствор наименее вреден, если нужно паять много.
Преимущества и недостатки
Разобравшись, что же это такое, канифоль и как ее применить, необходимо рассмотреть на плюсы и минусы вещества в работе. Использовать флюс необходимо, если требуется:
Несмотря на ряд плюсов, природный флюс или канифоль имеет небольшие недостатки:
Учитывая недостатки, природный флюс остается востребованным у специалистов по пайке.
Полезная статья: Плазморез своими руками
Что можно использовать вместо канифоли
Если смолы нет под рукой, возникает вопрос – чем еще можно заменить сосновую канифоль для пайки? Подойдет любой флюс, совместимый с оборудованием и соединяемыми металлами. Возможно задействовать буру. жидкие составы и пастообразные вещества для пайки. Нужный состав, позволяющий заменить канифоль, указывается на упаковке с флюсом.
Чем смыть канифоль после пайки

Если после пайки на плате или контактах остались излишки смолы, их необходимо удалить. Отмыть канифоль можно теми же средствами, что входят в состав жидкого флюса из нее. Это спирт, ацетон, растворители.
Смывки не должны оказывать разрушающий эффект на место пайки и рядом расположенные детали. Поэтому перед применением стоит внимательно ознакомиться с инструкцией. Наносить спирт или растворитель только кисточкой с последующим удалением впитывающим материалом.
Изготовление в домашних условиях
Если непонятно, что можно использовать для пайки вместо канифоли, всегда стоит попробовать домашний рецепт приготовления флюса. По этому же примеру можно изготовить канифольный клей с хорошими характеристиками на сдвиг и отрыв.
Правильный порядок действий:
Так как скипидар, содержащийся в смоле, необходимо отделить, опускаем смолу в банку и нагреваем.
Необходимо расплавить и закипятить сырье. Кипение живицы будет сопровождаться пузырьками – это и есть отделение скипидара. Как только завершится выделение этой фракции, снимаем разогретую смолу с плиты.
Для удобства можно разлить паяльный флюс в формы – например, небольшие жестяные крышки. Итоговый результат может быть чуть темнее, чем промышленный продукт – так как домашний процесс приходится делать без очистки.
Цвет не влияет на качество и использование при пайке.
Полезная статья: Сплав силумин – что это
Техники безопасности
При работе с паяльным оборудованием необходимо придерживаться нескольких правил для сохранения здоровья.

Продукт из живицы имеет множество сфер для применения. Использовать канифоль для скрипки или пайки безопасно – сырье для производства полностью экологично. Начинать работу с таким флюсом лучше с тренировочных паек на ненужных соединениях.
«Материаловедение и слесарное дело»
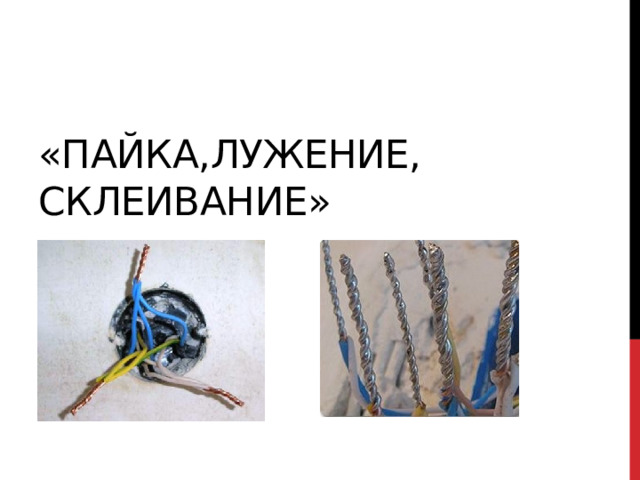
Пайка — технологический процесс соединения металлических (или металлизированных) деталей расплавленным припоем, который, затвердевая, скрепляет спаиваемые детали.
Соединение деталей происходит вследствие диффузии припоя в основной металл без расплавлена последнего.
Температура плавления припоя значительно ниже температуры плавления основного металла.
Лужение — нанесение на деталь тонкого слоя олова или сплавов олова (полуда) с целью предохранения поверхностей от коррозии и окисления, придания им необходимых свойств.
Припой для пайки паяльником
Припой — сплав легкоплавких металлов олова, свинца.
Олово является экологически чистым металлом — можно применять для пайки пищевой посуды и медицинских инструментов.
Чем больше в составе припоя свинца , тем темнее поверхность припоя.
ПОС-61, что обозначает П – припой, О – оловянный, С – свинцовый, 61 – % содержания олова.
Т*С плавления мягких припоев ниже 450˚С .
Т*С плавления твердых припоев свыше 450˚С и для паяния электрическим паяльником не используются .
Флюс для пайки паяльником
— вспомогательное вещество для освобождения поверхностей спаиваемых деталей от окислов и лучшего растекания припоя по поверхности металла при пайке.
Без применения флюса выполнить паяльником качественную пайку практически не возможно.
К анифоль получают из древесины деревьев хвойных пород, в основном сосны.
При температуре около 50°С канифоль размягчается, а при 250 начинает кипеть.
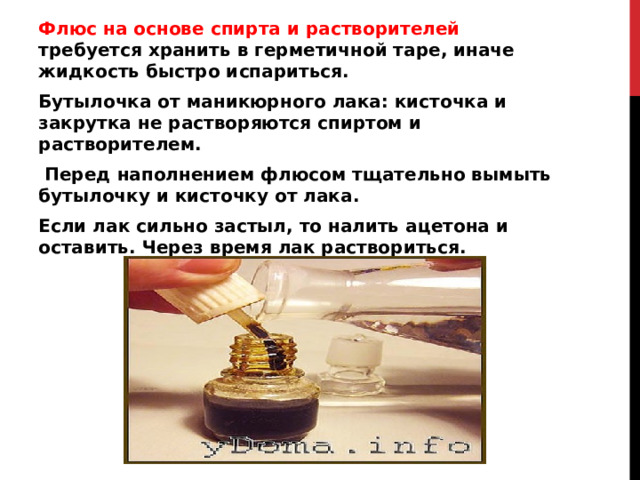
Флюс на основе спирта и растворителей требуется хранить в герметичной таре, иначе жидкость быстро испариться.
Бутылочка от маникюрного лака: кисточка и закрутка не растворяются спиртом и растворителем.
Перед наполнением флюсом тщательно вымыть бутылочку и кисточку от лака.
Если лак сильно застыл, то налить ацетона и оставить. Через время лак раствориться.
Паяльные пасты (тиноль) для пайки
— композиция из припоя и флюса.
Паста не заменима при пайке паяльником в труднодоступных местах, и при монтаже бескорпусных радиодеталей.
Паста наноситься лопаткой в нужном количестве на место пайки прогревается электрическим паяльником.
Получается красивая и качественная пайка.
Особенно удобно ее применение при отсутствии опыта работы с паяльником
Инструмент для выполнения пайки

Подставки под паяльник
— удалить с поверхностей следы грязи и оксидную пленку;
— в зависимости от толщины пленки и формы поверхности, зачищают напильником или наждачной бумагой;
— малые площади и круглые провода зачистить лезвием ножа;
— жировые загрязнения протереть ветошью, смоченной в ацетоне или растворителе уайт-спирте.
блестящая поверхность без пятен окислов и раковин.
— при недостаточном прогреве пайка получится матовой низкой механической прочности.
— При перегреве припой не будет растекаться по поверхности спаиваемых деталей и пайка вообще не получиться.
1 способ : погружением в полуду (а), налитую в чистую посуду, с кусочками древесного угля (для защиты от окисления);
2 способ: путем предварительного нанесения паклей на поверхность детали хлористого цинка и последующего нанесения припоя.
После лужения детали промыть
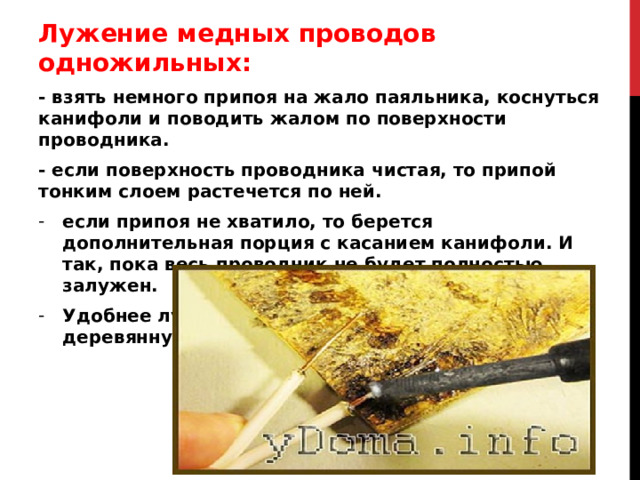
Лужение медных проводов одножильных:
— взять немного припоя на жало паяльника, коснуться канифоли и поводить жалом по поверхности проводника.
— если поверхность проводника чистая, то припой тонким слоем растечется по ней.

Если провод лудиться не хочет.
Тогда положить паяльник на таблетку аспирина и пару секунд прогреть, а затем лудить на площадке.

Лу4жение многожильных медных проводов :
— Снять оксидную пленку механическим способом затруднительно, нужно расплести проводники и зачистить каждые по отдельности. Но лудятся они с такой, же легкостью, как и одножильные.
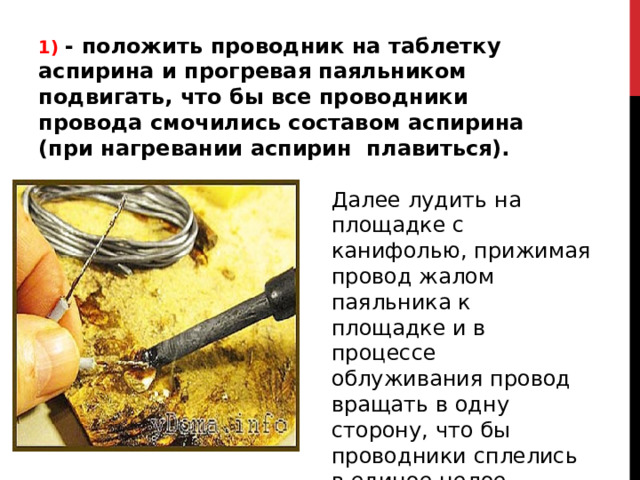
- положить проводник на таблетку аспирина и прогревая паяльником подвигать, что бы все проводники провода смочились составом аспирина (при нагревании аспирин плавиться).
Далее лудить на площадке с канифолью, прижимая провод жалом паяльника к площадке и в процессе облуживания провод вращать в одну сторону, что бы проводники сплелись в единое целое.
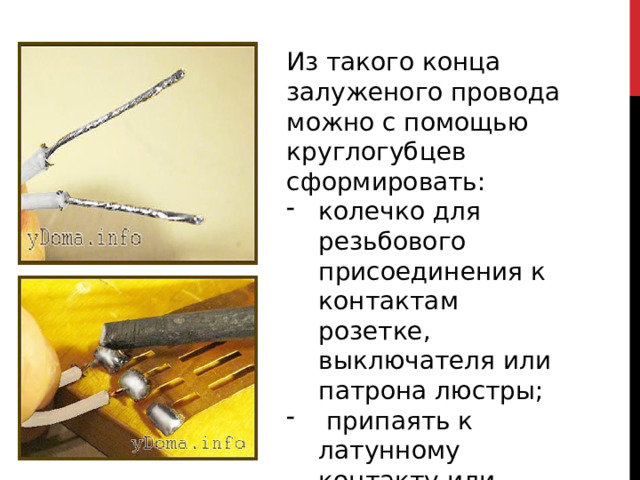
Из такого конца залуженого провода можно с помощью круглогубцев сформировать:
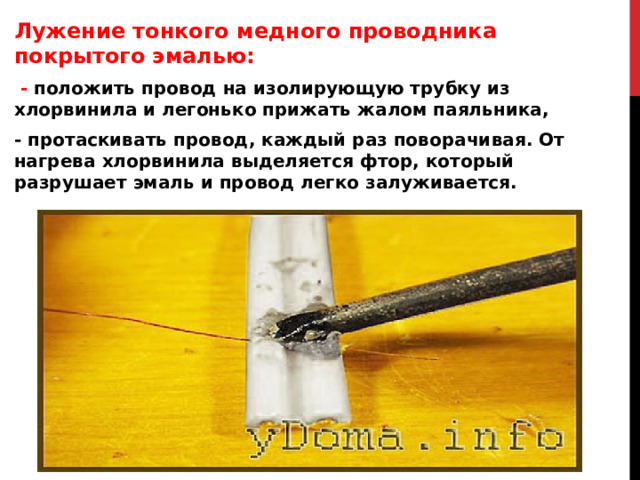
Лужение тонкого медного проводника покрытого эмалью:
— положить провод на изолирующую трубку из хлорвинила и легонько прижать жалом паяльника,
— протаскивать провод, каждый раз поворачивая. От нагрева хлорвинила выделяется фтор, который разрушает эмаль и провод легко залуживается.
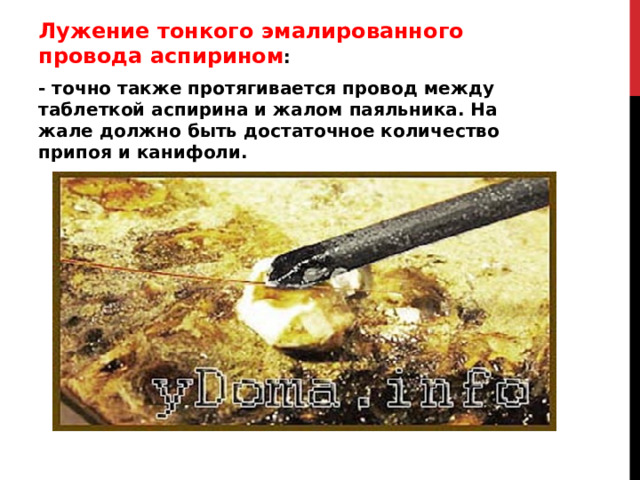
Лужение тонкого эмалированного провода аспирином :
— точно также протягивается провод между таблеткой аспирина и жалом паяльника. На жале должно быть достаточное количество припоя и канифоли.

Пайка паяльником резисторов, диодов, конденсаторов
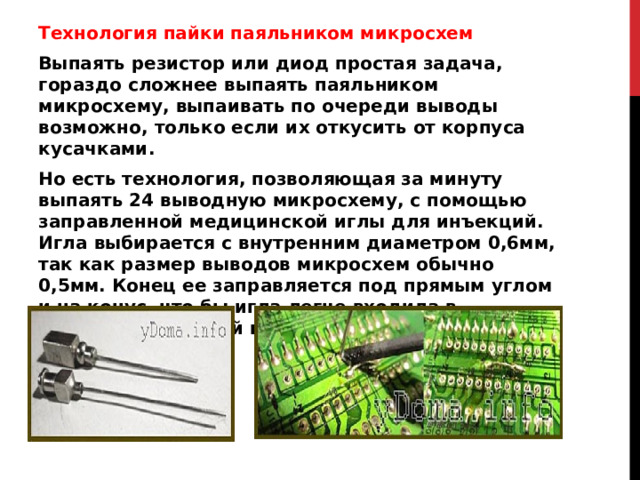
Технология пайки паяльником микросхем
Выпаять резистор или диод простая задача, гораздо сложнее выпаять паяльником микросхему, выпаивать по очереди выводы возможно, только если их откусить от корпуса кусачками.
Но есть технология, позволяющая за минуту выпаять 24 выводную микросхему, с помощью заправленной медицинской иглы для инъекций. Игла выбирается с внутренним диаметром 0,6мм, так как размер выводов микросхем обычно 0,5мм. Конец ее заправляется под прямым углом и на конус, что бы игла легче входила в отверстия печатной платы.

Отсос представляет собой металлическую трубку с наконечником из фторопласта. Внутри имеется подпружиненный поршень на штоке и спусковой механизм. По устройству напоминает ручной велосипедный насос. Поршень опускается вниз, при этом пружина сжимается. Когда нажимается спусковая кнопка, поршень освобождается и под действием пружины быстро перемещается в верхнее положение, увлекая за собой через наконечник воздух из атмосферы. Если приставить наконечник к расплавленному припою, то припой вместе с воздухом засосётся внутрь отсоса.

Заправленное жало паяльника
Удаление остатков канифоли с места пайки.

Пайка паяльником стальных и железных деталей
ТБ при выполнении паяльных работ .
Клей ВС-10Т для приклеивания тормозных накладок, склеивания деталей, работающих при температуре до 300° С, во влажных условиях, при воздействии масел. Обладает прочностью и стойкостью.
Карбинольный клей — для склеивания деталей из стали, чугуна, пластмасс и эбонита. Стоек против кислот, щелочей, спирта, воды, бензина и масел. Им склеивают аккумуляторные банки, детали карбюратора, заделывают трещины, отверстия. Нестоек к высокой температуре.
Бакелитовый лак — для приклейки прокладок в муфтах сцепления, склеивания пластмасс.
Эпоксидные клеи — для склеивания металлических и других деталей, при ремонте корпуса редукторов, заделки трещин, отколов, ликвидации износов в опорах.
Термостойкие клеи марок ВК-32-280, ИП-9, ВФК-9 для склеивания деталей из различных материалов, стойки к температуре, влажности.
Процессы склеивания деталей у различных клеев имеют много общего, но отличаются временем и температурой выдержки и некоторыми сопутствующими особенностями.
ТБ при выполнении склеивания

Соединения деталей машин
Из истории сварки. Виды сварки.
Ручная дуговая сварка
Механизированная и автоматическая дуговая сварка
Дуговая сварка неплавящимся электродом в инертных газах
Некоторые специальные виды сварки
Наплавка и наварка деталей
Достоинства и недостатки сварных соединений по сравнению с заклепочными (или литыми деталями)
Классификация и разновидности сварных соединений (швов)
Выбор сварочных материалов
Расчет сварных соединений на прочность
Расчет сварных стыковых соединений
Расчет сварных соединений внахлестку
Расчет сварных соединений контактной сварки
Расчет сварных соединений точечной сварки
Расчет сварных тавровых швов
Расчет клеесварных соединений
Порядок расчета сварных соединений
Рекомендации по конструированию сварных соединений встык и внахлест
Условные изображения и обозначения сварных швов
Написание технических требований на чертежах сварных конструкций
Вопросы для самопроверки
Задачи для самостоятельного решения
Соединения деталей машин
Каждая машина состоит из деталей, число которых зависит от сложности и размеров машины. Так автомобиль содержит около 16 000 деталей (включая двигатель), крупный карусельный станок имеет более 20 000 деталей и т.д.
Чтобы выполнять свои функции в машине детали соединяются между собой определенным образом, образуя подвижные и неподвижные связи. Например, соединение коленчатого вала двигателя с шатуном, поршня с гильзой цилиндра (подвижные связи). Соединение штока гидроцилиндра с поршнем, крышки разъемного подшипника с корпусом (неподвижные связи).
Наличие подвижных связей в машине обусловлено ее кинематической схемой. Неподвижные связи обусловлены целесообразностью расчленения машины на узлы и детали для того, чтобы упростить производство, облегчить сборку, ремонт, транспортировку и т. п.
– конструктивное обеспечение их контакта с целью кинематического и силового взаимодействия либо для образования из них частей (деталей, сборочных единиц) механизмов, машин и приборов.
С точки зрения общности расчетов все соединения делят на две большие группы: неразъемные и разъемные соединения.
Неразъемными называют соединения, которые невозможно разобрать без разрушения или повреждения деталей. К ним относятся заклепочные, сварные, клеевые соединения, а также соединения с гарантированным натягом. Неразъемные соединения осуществляются силами молекулярного сцепления (сварка, пайка, склеивание) или механическими средствами (клепка, вальцевание, прессование).
Разъемными называют соединения, которые можно многократно собирать и разбирать без повреждения деталей. К относятся резьбовые, шпоночные и шлицевые соединения, штифтовые и клиновые соединения.
По форме сопрягаемых поверхностей соединения делят на , цилиндрическое, коническое, сферическое, винтовое и т.д.
Проектирование соединений является очень ответственной задачей, поскольку большинство разрушений в машинах происходит именно в местах соединений. Многие аварии и прочие неполадки в работе машин и сооружений обусловлены неудовлетворительным качеством соединений.
Так, например, опытом эксплуатации отечественных и зарубежных самолетов установлено, что долговечность фюзеляжа прежде всего усталостными разрушениями, из которых до 85% приходится на резьбовые и заклепочные соединения. Отметим, также, что в конструкциях тяжелых широкофюзеляжных самолетов (например, ИЛ-96, АН-124) насчитывается до 700 тыс. болтов и до 1,5 заклепок.
К соединениям в зависимости от их назначения предъявляются требования прочности, плотности (герметичности) и жесткости.
Основным критерием работоспособности и расчета соединений является прочность. Необходимо стремиться к тому, чтобы соединение было равнопрочным с соединяемыми элементами. Наличие соединения, которое обладает прочностью, составляющей, например, 0,8 от прочности самих деталей, свидетельствует о том, что 20% нагрузочной способности этих деталей или соответствующая часть металла конструкции не используется.
При оценке прочности соединения стремятся приблизить его прочность к прочности соединяемых элементов, т.е. стремятся обеспечить конструкции.
Требование плотности является основным для сосудов и аппаратов, работающих под давлением. Уплотнение разъемного соединения достигается за счет:
сильного сжатия достаточно качественно обработанных поверхностей;
введения прокладок из легко деформируемого материала.
Экспериментальные исследования показали, что жесткость соединения во много раз меньше жесткости соединяемых элементов, а поскольку жесткость системывсегда меньше жесткости наименее жесткого элемента, то именно жесткость соединения определяет жесткость системы.
Желательно, чтобы соединение не искажало форму изделия, не вносило дополнительных элементов в его конструкцию и т. п. Например, соединение труб болтами требует образования фланцев, сверления отверстий под винты, установку самих винтов с гайками и шайбами. Соединение труб сваркой встык не требует никаких дополнительных элементов. Оно в наибольшей степени приближает составное изделие к целому. С этих позиций соединение болтами может быть оправдано только .
Выбор типа соединения определяет инженер.



