

- Все о пайке латуни
- Особенности
- Обзор способов
- Чем паять?
- Флюсы
- Припои
- Используемое оборудование
- Пошаговая инструкция
- Инструкция по пайке газовой горелкой
- Материалы и инструменты
- Процесс пайки латунью
- Меры предосторожности
- Смотрите видео
- Понадобится
- Процесс пайки твердым припоем при помощи обычной газовой горелки
- 1 Основы пайки и области применения
- 2 Пайка латуни – особенности материалов
- 3 Как паять латунь – инструкция для домашнего применения
- Пайка медных труб – особенности, необходимые приспособления
- Разновидности
- Самые популярные модели и изготовители
- Правила выбора
- Этапы пайки медных труб
- Сварочное оборудование от производителя
- Видео описание
- Коротко о главном
- Как выбрать горелку
Все о пайке латуни

Пайка латуни может потребоваться в быту или при ремонте техники, при выполнении ювелирных или сантехнических работ, требующих использования материалов из медных сплавов. Чем можно соединить этот метал, как сделать это оловом и другими латунными припоями — такие вопросы часто возникают у тех, кто предпочитает выполнять подобные задачи своими руками. Получить подробное представление о технологии и необходимых компонентах поможет пошаговая инструкция по пайке латуни при помощи паяльника или горелки.
Особенности
Соединение металлов без сварки, в том числе и пайка латуни, нормируется по ГОСТу 17325-79, где подробно изложены основные термины и важные аспекты проведения работ. Впрочем, помимо стандартов есть еще и практические моменты, которые приходится учитывать каждому мастеру. Основной особенностью этого металла является разнородность его составов. Они бывают двойными и многокомпонентными. Обычный состав сплава включает медь и цинк в качестве легирующего компонента. В многокомпонентной латуни дополнительно присутствуют добавки в виде марганца, олова, свинца, влияющие не только непосредственно на свойства металла, но и на специфику его пайки.
Определить, какой именно состав есть у конкретного вида сплава, можно по его маркировке. Например, литера «Л» обозначает двухкомпонентную латунь, цифра рядом с ней укажет на объемы меди в составе. При наличии дополнительных составляющих в маркировке появятся другие буквенные обозначения.
Кроме того, на пайку латуни влияют и другие показатели. Изделия из нее классифицируются как литейные — цельные, а также деформируемые, представленные в виде отрезков металлической ленты, проволоки или других элементов. Имеет значение и процентная доля цинка. Все подобные сплавы делятся на томпак с низким его содержанием и желтую латунь, второй вариант включает от 21 до 36% этого легирующего компонента. Мягкие и пластичные изделия из них довольно хорошо поддаются всем видам обработки, включая пайку, но при работе приходится соблюдать определенные правила.
Обзор способов
Существует множество доступных способов соединения металлов. В случае с латунью проблемы при выборе подходящего метода пайки связаны с испарением цинка при нагреве. При этом на поверхности металла образуется оксидная пленка, препятствующая нормальному протеканию процесса спаивания. Но работу все же можно выполнить одним из двух способов.
Каждый из этих способов позволяет получить спаянные между собой латунные детали в домашних условиях.
Чем паять?
Пайка латуни может осуществляться при помощи различных вспомогательных средств. Обязательными для этой процедуры являются флюсы, позволяющие устранить оксидную пленку с поверхности металла. Это может быть пастообразное или жидкое средство на основе буры (тетрабората натрия), хлорида цинка. Припоем называют состав, при помощи которого образуется неразъемное соединение. Он может быть с оловом, с медью, с серебром.
Флюсы
При работе с классической двухкомпонентной латунью чаще всего используются простые флюсы, представляющие собой соединение борной или соляной кислоты с хлоридом цинка. Многокомпонентные сплавы требуют использования более специфических составов. Это может быть специальный вариант флюса, предназначенный для латуни и других цветных и драгоценных металлов, — ПВ 209, ПВ 209Х.
Жидкие материалы для лужения готовят самостоятельно. Стандартный состав хлористо-цинкового типа содержит:
- 74% воды;
- 1% соляной кислоты;
- 25% хлористого цинка.
Такая смесь годится для работы с черными и цветными металлами. Флюс-пасту с аналогичными свойствами можно создать, смешав 16% канифоли и 4% цинка с 80% технического вазелина. Этот состав применяют при пайке особенно ответственных участков. Флюсы на основе хлористого цинка и борной кислоты подходят для однокомпонентной латуни Л63 и многокомпонентной ЛС59.
Припои
Существует несколько групп припоев, при помощи которых можно вести работы с латунными сплавами. Обычным оловянным ПОС можно пользоваться только в тех случаях, когда не предполагается серьезной нагрузки на соединение. Стоит учесть, что он может быть как в проволоке, прутках, так и в виде пасты, фольги, уже содержащим флюс.
Среди специализированных припоев, ориентированных на работу именно с латунью, выделяют твердые мультикомпонентные варианты. Например, L-CuP6, температура плавления которого составляет +730 градусов. Его применяют при ремонте труб и других жестко закрепленных элементов.
Кроме того, к популярным припоям для латуни относят и другие варианты.
- Медно-цинковые составы (ПМЦ). Здесь очень важно убедиться, что имеющееся оборудование способно обеспечить достаточную температуру плавления. У многих медно-цинковых припоев она превышает показатель в 880 градусов. Такими составами скрепляют медь и латунь.
- ПСР. Это припои на основе серебра, отличающиеся повышенной твердостью. Обычно объемная доля благородного металла достигает 40%. При пайке такими составами соединение получается прочным и твердым, надолго сохраняет свои свойства.
- МФ. Припои на медно-фосфорной основе отличаются универсальностью, подходят для разных типов сплавов. По своим прочностным характеристикам они уступают серебряным, но превосходят цинксодержащие аналоги.
Используемое оборудование
Обычный паяльник мало подходит для работы с латунью, поскольку не предполагает наличия терморегулятора. Оптимально, если вместо него мастер будет использовать более эффективное оборудование. Паяльная станция с регулировкой нагрева позволит поддерживать температуру на уровне 350 градусов, исключая перекаливание или слишком слабое термическое воздействие в зоне соединения. При работе с оловянно-свинцовыми припоями хватит обычного паяльника с мощностью до 100 Вт.
Газовая горелка — инструмент, позволяющий осуществлять высокотемпературный нагрев соединяемой области. Она незаменима в тех случаях, когда доступ к электрической энергии полностью отсутствует.
Кроме того, горелкой удобно прогревать детали при пайке, не затрагивая напрямую сам припой. Среди компактных моделей для домашнего применения можно порекомендовать модели Yarboly со специальной насадкой, Iris Barselona с пьезоподжигом. Также популярны различные горелки-насадки с соплом на газовый баллон.
Пошаговая инструкция
Латунь с нержавейкой и другими металлами можно спаять своими руками даже в домашних условиях. Достаточно иметь оборудованное рабочее место, защищенное от термического воздействия, с ровной плоской столешницей или верстаком. Низкотемпературный прогрев паяльником не подойдет, но если в распоряжении мастера есть достаточно мощное оборудование, все получится. Порядок действий в этом случае важно соблюдать.
- Зачистить детали, подлежащие соединению при помощи механических абразивов.
- Уложить их на ровную поверхность, защищенную огнеупорным экраном. Сделать подставку можно из листа асбеста.
- Обработать латунь флюсом, нанося его кисточкой или в виде пасты. Важно тщательно обработать все поверхности, подлежащие соединению, чтобы избавить их от пленки оксидов.
- Измельченный припой насыпать в зону пайки.
- Прогреть паяльник, приложить его к области проведения работ. Дождаться, пока нагрев станет достаточным для расплавления припоя. Дать ему растечься, затем остудить детали.
При использовании твердого припоя для соединения латуни паяльником нужно соблюдать определенные правила. Здесь лучше взять ортофосфорную кислоту в качестве флюса, а работы производить с низкотемпературным воздействием, хорошо прогретым жалом. Сама латунь тоже может выступать в качестве припоя — при бытовом ремонте изделий из нержавеющей стали.
Инструкция по пайке газовой горелкой
Технология пайки изделий из латуни газовой горелкой мало отличается от работы паяльником. Сначала детали нужно правильно подготовить, избавить от загрязнений, обезжирить, обработать флюсом для удаления оксидной пленки. Затем положить их на огнестойкую защитную пластину. Далее последовательность действий будет следующей:
- состыковать детали, подвергающиеся пайке;
- измельчить припой до состояния крошки или стружки;
- насыпать его на область стыка;
- пламя горелки отрегулировать так, чтобы с ним было комфортно и безопасно работать;
- незначительно прогреть участок спаиваемой поверхности до расплавления припоя;
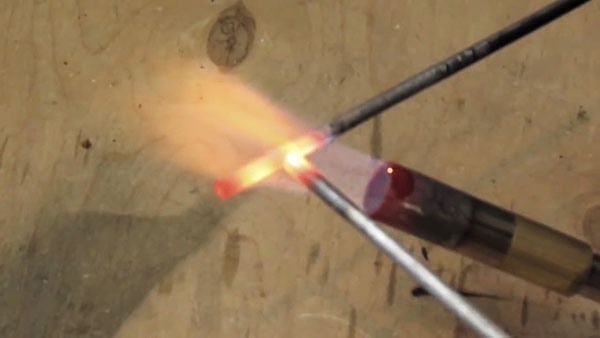
- увеличить интенсивность нагрева и добиться, чтобы латунь приобрела красный цвет (важно помнить, что на этом этапе температура металла может достигать 700 градусов, необходимо соблюдать все меры техники безопасности);
- остудить детали, удалить наплывы металла и остатки флюса.
Это основные рекомендации, которых необходимо придерживаться при пайке латуни паяльником и газовой горелкой. Следуя простой пошаговой инструкции, даже не слишком опытный мастер легко справится с работой.
В следующем видео рассказывается о пайке латуни.

Способ прочной пайки изделий из различных металлов осуществляется с помощью нагрева спаиваемых деталей газовой горелкой и применением латуни в качестве припоя. При массовом распространении медных автомобильных радиаторов пайка латунью была единственным надежным способом устранить течь. Такая пайка широко применяется при изготовлении и ремонте бытового и промышленного оборудования, кондиционеров. Кроме того, латунная пайка позволяет надежно закрепить тугоплавкие режущие части на теле резца или буровой колонки. Пайка латунью позволяет собирать небольшие художественные изделия ручной ковки (люстры, решетки каминов и т.п.).
Материалы и инструменты
Пайка латунью осуществляется с помощью трех главных компонентов: газовой горелки, дающей температуру не менее 1000 градусов.

Латунного припоя (в виде проволоки или ленты).

И флюса – тетрабората натрия или буры, в смеси с порошком борной кислоты.

Современные бытовые газовые горелки используют очищенный пропан, продающийся в мини баллонах, либо специальные смеси газов. Более сложные горелки с раздельной подачей газа и кислорода ускоряют нагрев и весь процесс пайки.Необходимость данного флюса обусловлена содержанием цинка в латуни. Цинк, при плавлении латунной проволоки без буры, вызывает закипание припоя, что влияет на качество шва и его прочностные свойства. Кроме основных компонентов, нам потребуются вспомогательные инструменты:
- наждачная бумага и напильники для зачистки деталей;
- различные тиски и зажимы;
- удерживающий ручной инструмент (плоскогубцы, длинногубцы и т.п.);
- жидкости для обезжиривания и промывки и удаления окалины с готовых швов (растворы кислот);
- огнеупорные перчатки и другие индивидуальные средства защиты, применяемые при сварочных работах.
При проведении открытых огневых работ необходимо четко соблюдать правила пожарной безопасности. В помещении необходимо иметь огнетушитель, воду, асбестовую ткань или брезент. Следует помнить, что пары цинка ядовиты. Необходимы ИСЗ, перерывы в работе и проветривание помещения.
Процесс пайки латунью

Необходимо подготовить спаиваемые детали. Допустим, нам нужно изготовить небольшую рамную конструкцию из тонкостенных стальных трубок диаметром примерно 5 мм. При пайке двух трубок малого диаметра встык, нужно сделать выемку в торце припаиваемой трубки. Это повысит прочность соединения. Детали необходимо поместить в зажимные устройства и прижать вместе соединения. Это необходимое условие выполнения качественной пайки латунным припоем, так как руки будут заняты горелкой и подачей припоя.Зажигаем газовую горелку и начинаем разогревать место пайки до появления красного цвета.

Латунную проволоку (припой) также нагреваем и опускаем нагретый конец припоя в буру. Бура налипает на проволоку-припой.

Ненадолго отодвигаем пламя горелки и наносим флюс прямо в место стыка стальных трубок. Бура быстро плавится и охватывает всю зону пайки. Если не убрать пламя, то буру просто сдует с латунной проволоки.
После этого начинается пайка – медленное расплавление латунного припоя, ручная подача его и заполнение им стыка между деталями.

При проведении работ осуществляется визуальный контроль над качеством шва. Если в нижней части обнаружен свищ или зона не охваченная припоем. Деталь лучше перевернуть и пропаять это место заново.
После набивки руки можно паять и «потолочные» стыки. Спаянные детали должны остыть на воздухе.

Затем нужно удалить окалину, помещая деталь в раствор пищевой лимонной кислоты.

Для проверки качества шва согнем изделие.

Меры предосторожности
Пайка латунью относится к открытым огневым работам. Необходимо строгое соблюдение всех мер пожарной защиты. Кроме того, работа с парами цинка может вызвать тяжелое отравление организма. Необходимо принять меры защиты. Мини баллоны с газом могут иметь протечки в клапане, что приводит к взрывам и пожарам. Необходим постоянный контроль за работой газовой горелки.
Смотрите видео
Не у каждого в домашний мастерской имеется профессиональная горелка для высокотемпературных припоев. Возможно ли воспользоваться обычной, туристической, газовой горелкой для пайки твердым припоем? У которого температура плавления порядка 800 градусов Цельсия. Давайте проверим, попробуем припаять кламп из нержавеющей стали к медной трубе.
Понадобится
- флюс типа «Castrolin» или аналог;
- твердый припой «Stella 5st» или аналог.
Инструменты: обычная газовая горелка на баллон, губка абразивная для посуды, огнеупорная поверхность, наждачная бумага, шлифовальный круг и пр.
Газовые горелки на АлиЭкспресс со скидкой — http://alii.pub/5lnp8a

Процесс пайки твердым припоем при помощи обычной газовой горелки
Тщательно зачищаем абразивной губкой для посуды спаиваемые детали – кламп из нержавейки и медную трубу. Затем эти две детали собираем, вставляя трубу во втулку.

Устанавливаем кламповое соединение на огнеупорную поверхность (кирпич, газобетон и пр.) и прогреваем детали примерно до 800 градусов Цельсия с упором на разогрев медной трубы.

Затем подаем в зону пламени горелки, направленной на стык между деталями, твердый припой с флюсом. Процесс пайки продолжаем по кольцевой линии, пока не вернемся к точке начала пайки. Главное здесь не переборщить с подачей припоя и не оставить не пропаянными отдельные участки.


Охлаждаем зону пайки в емкости с водой, зашлифовываем пропаянную поверхность и прилегающие участки наждачной бумагой, шлифовальным кругом или другим подходящим материалом до восстановления первоначального вида спаянных деталей.


Как видим, использовать обычную баллонную горелку для пайки твердым припоем вполне возможно.
Доступный способ быстро очистить медь тем что есть на кухне — https://sdelaysam-svoimirukami.ru/8300-himicheskij-sposob-bystro-ochistit-med-tem-chto-est-na-kuhne.html
Пайка латуни газовой горелкой, оловом, оловянно-свинцовыми и иными аналогичными припоями весьма распространена, хотя многие не решаются взять в руки соответствующий инструмент. Ниже будут рассмотрены все тонкости этого процесса, области применения, а также способы осуществить его самостоятельно в домашних условиях.
1 Основы пайки и области применения
Пайка – один из способов получения неразъемного соединения. Осуществляется она путем введения между двумя элементами расплавленного припоя. А значит, температура плавления последнего должна быть несколько ниже, чем у материалов основных деталей. С помощью этого процесса можно соединять между собой разнородные металлы, и в некоторых ситуациях это бывает единственно возможным способом крепления.
Многие отождествляют такое соединение металлов со сваркой, однако общим у них является только лишь конечный результат. Суть же совершенно иная. Самое главное их отличие заключается в том, что при сварочных работах происходит расплавление основного материала. В пайке же плавится только лишь металл-связка, так что полностью сохраняется целостность обрабатываемых деталей. Благодаря этому появляется возможность работать с довольно мелкими элементами, не переживая, что они деформируются, да и структура со свойствами у паяемых материалов останутся прежними.

Однако стоит учитывать, что по сравнению с той же сваркой соединение будет менее прочным. Это обусловлено мягкостью припоя, если же речь идет о латунных изделиях, то данный материал при воздействии высоких температур выделяет цинк, и шов получается более пористый, что также негативно отражается на прочности сцепления. Да еще и играет роль расположение элементов, так пайка встык достаточно ненадежна, лучше делать внахлест.
Сегодня именно пайка занимает одну из лидирующих позиций в создании неразъемных соединений, уступая место только лишь сварке металлов. Так, электронщикам, которые вынуждены работать с довольно хрупкими микросхемами, очень трудно себе представить свою профессию без участия в ней этого процесса. Кроме того, паяные соединения очень актуальны и в электрике, если необходимо нарастить либо просто соединить провода.

Также таким способом осуществляется соединение медных труб в холодильниках, теплообменниках и других установках. Очень часто ее применяют для крепления пластин, сделанных из твердых сплавов к режущему инструменту. Еще можно присоединить тонкостенные детали к толстому листу. Кроме того, иногда с помощью лужения осуществляют антикоррозионную обработку. В общем, сфера применения довольно обширная.
Пайка может быть высоко- либо низкотемпературной. В первом случае соединение получается более надежным, плюс у него повышенная термоустойчивость (это связано с тем, что припои для этого типа обработки имеют большую температуру плавления). Таким образом, детали после подобного воздействия могут работать при куда более высоких температурах по сравнению с деталями, соединенными вторым способом. Однако такой вид имеет и свои недостатки, так как речь идет о чрезмерно высоких температурах, то осуществить данный процесс простым подручным паяльником не удастся. Для него необходимо специальное оборудование, что в значительной степени усложняет работу.
2 Пайка латуни – особенности материалов
Чаще всего работать паяльником приходится по сплаву меди и цинка, именуемому латунью. Этот материал преимущественно встречается в промышленности и домашнем хозяйстве, так из этого материала делают радиаторы, трубы и множество других изделий. Поэтому рассмотрим особенности работы с ним. Во-первых, очень важно правильно подобрать флюс для пайки латуни. Ведь обыкновенный канифольно-спиртовый неспособен хорошо удалить оксидную пленку с ее поверхности, поэтому необходимо использовать более активные компоненты, основой которых может являться хлористый цинк.
Для пайки элементов в соляных ваннах нашли свое применение флюсы, содержащие буру либо фтороборат калия. Обычно их содержание в растворе около пяти процентов. Они способствуют лучшему затеканию связующего компонента в зазоры.
Во-вторых, с особым вниманием следует подбирать и припой для пайки латуни. Для газовых сред отлично подойдут серебреные и медно-фосфорные компоненты. Они применимы и для работ с латунями, где большое содержание меди. В последнем случае в качестве припоя можно использовать даже латунь, просто ее температура плавления должна быть значительно ниже, чем у основного сплава, из которого сделаны детали. Весьма распространенной является пайка латуни твердым припоем. Так, допустим, для соединения радиаторов, медных труб и иных элементов отопительных систем используют L-CuP6. Вообще, твердые припои выигрывают по сравнению с мягкими, так как прочность соединения будет большей.
Также важно рассмотреть ситуацию, когда материал соединяемых деталей различен, например, как происходит пайка меди с латунью, в домашних условиях данный процесс вполне осуществим, главное, знать некоторые его особенности, и какой припой следует использовать. При нагреве на поверхности латуни образуется оксидная пленка, также чрезмерное тепло способствует и испарению цинка из этого сплава, который попадает в жидкий металл-связку. В связи с этим швы получаются более пористыми, что способствует ухудшению прочности сцепления.

Кроме того, из-за данного свойства очень редко применяют высокотемпературную пайку в специальных печах. Что же насчет пайки в газовых средах, то это лучше делать с применением флюса, если же такой возможности нет, тогда на поверхность деталей из латуни следует нанести слой никеля либо же меди. Подобное решение позволит избежать выделения цинка и, соответственно, соединения будут более надежными. Некоторые припои содержат вещества, которые выполняют и роль флюса, что делает работу проще, ведь не нужно жонглировать множеством компонентов во время работы. Примером может служить меднофосфорный припой.
https://youtube.com/watch?v=JSHAGroBzpk%3Frel%3D0
3 Как паять латунь – инструкция для домашнего применения
Изучив все особенности процесса и ознакомившись со всеми возможными компонентами, следует уделить внимание непосредственно вопросу, как паять латунь. Ведь она очень часто встречается у нас в быту, а нанимать специалистов не всегда позволяет бюджет, поэтому приходиться справляться своими силами. Тем более что нам понадобятся всего-то:
- газовая горелка (иногда можно обойтись и простым паяльником),
- припой,
- флюс,
- бура.

Без последних двух элементов шов, конечно, получится, однако будет довольно слабым, белым и места сгибов, если таковые имеются, могут очень быстро разойтись.
Итак, приступим к сбору всего необходимого. В этот список входят: газовая горелка, асбестовое основание, графитовый тигель, бура, припой и борная кислота. Припой готовится следующим образом: берется одна часть меди и две серебра, далее их кладут в тигель и расплавляют, нагревая на газовой горелке, не забывая при этом перемешивать. Поле того как смесь получилась однородной, помещаем емкость в холодную воду, дабы содержимое остыло. Потом же его можно либо нарезать, либо использовать в виде стружки.

Чтобы изготовить флюс понадобятся бура для пайки латунью и борная кислота, которые берутся в соотношении 1:1 и заливаются водой. Так, взяв по 20 грамм каждого компонента, понадобится 250 мл жидкости. Теперь приступаем непосредственно к процессу. Берем детали, обрабатываем их поверхность флюсом и посыпаем стружкой припоя. Затем подносим к газовой горелке и греем где-то до 700 °С. Опасайтесь перегрева, ведь тонкие латунные детали нагреваются очень быстро и могут деформироваться. Массивные элементы необходимо прогревать постепенно. Пайку можно считать завершенной. Конечно, паяльником данную процедуру делать куда проще, зато горелкой более надежно.
Основы пайки и области применения


Пайка латуни – особенности материалов


https://youtube.com/watch?v=JSHAGroBzpk%3Frel%3D0
Как паять латунь – инструкция для домашнего применения



В радиолюбительской практике газовые горелки распространены мало, но нет ничего лучше такой горелки при пайке радиаторов, корпусов и других деталей, требующих интенсивного прогрева. А как приятно нагревать термоусадку такой горелкой — просто блеск. Ну хватит лирики — приступим к обзору.
Пайка медных труб – особенности, необходимые приспособления
Суть пайки отрезков медного трубопровода сводится к предварительной подготовке краев соединяемых труб, заполнению зазора между ними специальным сплавом-припоем, последующим нагревом и очисткой поверхности. При этом в отличие от сварки, когда сам материал соединяемых конструкций плавится и за счет этого образует единую структуру, стыковка происходит за счет другого состава. Температура его плавления всегда ниже, чем у материала труб.
Процедура пайки в зависимости от применяемой температуры классифицируется на 2 основных типа:
- 600-900 °C. Для разогрева сплава применяются профессиональные горелки, производящие высокотемпературное пламя. Работают они на пропане, бутане, ацетилене и кислороде. Способ подходит для монтажа трубопроводов, функционирующих под большими нагрузками.
- Не более 500 °C. Метод используется для пайки на основе мягкого и твердого припоя в бытовых условиях. Для достижения необходимого уровня нагрева применяют обычные газовые горелки или электрические паяльники.

- Приборной головки.
- Редуктора.
- Форсунки.
- Регулятора подачи газа.
- Крепления для баллона.
Вещество, связывающее края труб в процессе термической обработки, называется припой. Есть две основные его разновидности:
- Мягкий. Имеет форму проволоки, сечением от 2 до 6 мм.
- Твердый. Представляют собой стержни, отличающиеся не только более высокой температурой плавления, но и лучшими рабочими характеристиками – позволяют трубопроводу выдерживать больший напор.
В состав припоя могут входить различные виды металлов – олово, цинк, медь, свинец, серебро, а также фосфор. Также для осуществления качественной равномерной пайки обязательно применяется флюс. Это могут быть как отдельные вещества в виде смол, канифоли, воска, так и готовые смеси на базе хлорида цинка, борной и соляной кислоты.

Помимо основного инструмента – газовой горелки – для монтажа трубопровода потребуются дополнительные приспособления для подготовки краев труб к стыковке – снятия фасок, расширения, зачистки, нарезки и проч.
Совет! Самым распространенным материалом для пайки является ПОС – припой оловянно-свинцовый. Температура его плавления всего 180 °C. Однако если требуется создать максимально прочный стык, лучше использовать составы на базе меди, фосфора и серебра. Образуемый с его помощью шов обладает одинаковым с медной трубой коэффициентом расширения и выдерживает нагрев до 200 °C.
Разновидности
В зависимости особенностей сооружаемого трубопровода, пайка меди газовой горелкой может осуществляться в разных условиях. Поэтому для разогрева могут применяться приборы с различающимися рабочими характеристиками. Прежде всего, данное оборудование классифицируется по температуре пламени и сфере применения на 2-е основные категории:

По составу применяемого газового топлива приборы подразделяются на 3 разновидности:
- Пропановые. Пламя питается газом пропаном. Наиболее распространенные модели. Отличаются универсальностью, интенсивностью пламени, пьезо-поджигом, экономичным расходом топлива.
- МАРР-газовые. Пламя горелки отличает высокой температурой, однако более сдержанным воздействием на материал труб, что эффективно отражается на качестве спайки.
- Ацетилен-кислородные. Образуют высокотемпературное пламя. Применяются в промышленных объемах – для монтажа магистралей. При неправильном обращении возможен пережог материала.
Кроме того, горелки различаются по модификации источника топлива на 2-е категории:
Газ для пайки медных труб поступает из съемного баллона одноразового применения. Топливом выступает пропан, а также ацетилен и прочие газовые смеси. Регулировка подачи производится путем подкручивания вентиля на рукоятке.

Самые популярные модели и изготовители
На строительном рынке сегодня представлено большое количество устройств от различных производителей. Пользуются популярностью газовые горелки отечественного производства: Профи-Тулс; Аллгаз; Донмет. Хорошей репутацией пользуются и заграничные изготовители: Rothenberger; Kemper; Virax; Rems; Uniweld.
Большинство фирм предлагают горелки разных классов – от ручных мобильных устройств для профессиональных мощных аппаратов. Полупрофессиональная пропановая горелка стоит от 1,5 до 10 тысяч рублей. Профессиональные агрегаты обойдутся дороже – минимальная стоимость от 20 тысяч рублей.
Правила выбора
При выборе горелки для пайки меди и медных труб твердым или мягким припоем необходимо учитывать следующий ряд критериев:
- Мощность. На нее влияет и температура, и интенсивность пламени, и возможность регулировки скорости горения. Параметр задается толщиной стенок, диаметром труб и объемом работ.
- Вид применяемого газового топлива и его доступность в конкретных условиях применения. Также должна учитываться возможность смены типа применяемого газа – например, переход с ацетилена на пропан и наоборот.
- Назначение. Горелка может использоваться далеко не только для пайки, но также и резки, и плавки металла, что существенно расширяет ее универсальность.
- Вид обрабатываемого материала. На практике часто приходится соединять не только медные, но также бронзовые, латунные и стальные трубы и арматуру.
Важно! Процедура пайки сопряжена с высокотемпературной обработкой. Вероятность получения ожога при этом максимальна. Поэтому перед началом работы необходимо удостовериться, что все необходимые технические требования и правила техники безопасности будут соблюдены безукоризненно.

Этапы пайки медных труб
Есть несколько основных правил, как паять медные трубки газовой горелкой, – это:
- Перед началом проведения процедуры требуется очистить поверхность соединяемых краев от пыли, грязи, краски и т. п., не используя при этом средства, образующие мелкие дефекты.
- Поверхности перед нанесением припоя обрабатываются флюсом – для предотвращения образования пор в шве, адгезии и лучшего плавления сплава.
- Прогрев всех сцепляемых элементов должен осуществляться равномерно, чтобы избежать недо- или перегрева, тем самым ухудшив качество стыка.
- Между поверхностями внутренней и наружной стенки соединяемых краев должен оставляться зазор порядка 25-125 мкм.
- По окончании пайки во избежание развития коррозионных процессов с поверхности обязательно удаляется флюс.
Сварочное оборудование от производителя
Сварка – это технологический процесс с целью создания неразъемного соединения с разнообразными техническими свойствами и характеристиками. Для получения надежного сварочного соединения нужен, в первую очередь, комплект сварочного оборудования и сварочный пост для создания безопасных условий производства работ. Сварочные посты оборудуются сварочным аппаратом и системой вентиляции для отвода вредных аэрозолей из зоны работ. Наша компания осуществляет продажу сварочного оборудования от мировых торговых марок:
- GUILBERT-EXPRESS (Франция),
- CPS (США),
- KEMPER (Италия),
- OXYTURBO (Италия),
- STAG (Испания),
- HOTERY (Тайвань) и многие другие.
Купить уникальное оснащение теперь стало возможным в Москве в нашем фирменном магазине сварочного оборудования. Весь перечень сварочного оборудования представлен в нашем интернет магазине. Мы предлагаем нашим клиентам сварочное оборудование, которое отвечает всем нынешним требованиям. С нашей сварочной оснасткой возможно качественное выполнение соединения всех видов металла практически всеми известными способами.
Видео описание
Видео-инструкция по пайке медных труб газовой горелкой: Пайка мягким припоем осуществляется по следующему алгоритму:
- Подготавливаются и соединяются края трубных отрезков.
- На место контакта наносится флюс.
- С помощью горелки прогреваются концы трубок.
- Как только флюс изменит цвет, в место стыка вводится край проволоки-припоя.
- По мере расплавления сплава для более равномерного заполнения конструкция по возможности прокручиваются вокруг своей оси.
- По завершении процедуры металлу дают остыть, после чего остатки флюса удаляются с его поверхности.
Пайка медных трубок газовой горелкой твердым припоем осуществляется аналогичным образом. Единственный отличный момент в технологии – необходимость предварительного разогрева тугоплавкого сплава-припоя, чтобы он мог приобрести нужное состояние пластичности.
На заметку! Одной из самых распространенных ошибок в ходе пайки является неправильный выбор припоя. По возможности сплав должен иметь аналогичные физико-химические свойства, что и сама соединяемая конструкция. Прежде всего это касается коэффициента температурного расширения металлов. При их большой разнице шов со временем начнет деформироваться и даст течь.
Коротко о главном
Применение газовой горелки для соединения медных труб позволяет создать прочный неразъемный стык. В быту процедура выполняется при низкой температуре пламени – не более 500 °C, в промышленных масштабах – порядка 900 °C. Веществом, выступающим в роли соединителя между краями труб, является специальный сплав-припой. В его состав входит олово, свинец, цинк, медь и другие элементы. Он может быть мягким и твердым. Помимо него также требуются флюс. Его задача – повысить адгезию, и создать равномерный шов.
Газовые горелки для пайки медных труб классифицируются по нескольким признакам:
- Температуре пламени и области использования – на бытовые и профессиональные.
- Составу газового топлива – пропановые, ацетиленово-кислородные и на МАРР-газовые.
- Типу источника газа – с одноразовыми баллонами и стационарными.
При выборе горелки необходимо учитывать мощность, тип газового топлива, набор выполняемых операций и тип материала, для обработки которого они предназначены. Процедура пайки может выполняться как на мягком, так и на твердом припое, но при строгом следовании специальным правилам и технологии.
Как выбрать горелку
При выборе оборудования основное внимание стоит обращать на класс и эксплуатационные характеристики.

Если покупаете горелку только для пайки бытовых трубопроводов, можно обойтись ручным или полупрофессиональным устройством. Такой аппарат стоит дешевле, чем профессиональная горелка и справится с поставленными задачами. Для монтажа коммуникаций, подверженных высоким нагрузкам потребуется использования твердых припоев, поэтому придется приобретать профессиональное оборудование.
( 1 оценка, среднее 5 из 5 )



