

- Пайка полипропиленовых труб: советы и рекомендации
- Пайка полипропиленовых труб
- С чего начать
- Пайка труб из полиэтилена
- Пайка
- Руководство по пайке пластиковых труб
- Преимущества труб из полипропилена и сфера их применения
- Правила пайки полипропиленовых труб
- Подготовка инструмента для сварки
- Ручной инструмент
- Механический инструмент
- Муфтовое соединение
- Как варить полипропиленовые трубы
- Инструмент
- Инструмент для пайки полипропиленовых труб
- Подробная инструкция
- Измерительный этап
- Этап резки труб и подготовки торцов
- Этап пайки труб
- Схема трубопровода
- Как соединить пластиковые трубы без паяльника
- 1. Муфты
- 2. Фитинги
- 3. Фланцы
- 4. Склейка
- Как соединить металлическую трубу с пластиковой?
- Муфта «металл-пластик»
- Муфта Геба
- Подготовка к сварке
- Готовимся к пайке
- Какой паяльник выбрать
- Инструмент для спайки пластиковых труб
- Какие случаются ошибки в процессе спайки?
- Этапы процесса сварки
- Какие бывают трубы
Пайка полипропиленовых труб: советы и рекомендации
Паяльник — штука хорошая, но весьма дорогостоящая. Арендовать инструмент тоже не всегда целесообразно, особенно в ситуациях, когда нужно забабахать пару-тройку стыков.

Пайка полипропиленовых труб
Пайка полипропиленовых труб — операция несложная, но требует сноровки. Задача — спаять трубы так, чтобы со временем они не забились, не потекли и не разрушились. Как это сделать — расскажет команда stroimass.com.
С чего начать

Пайка труб, как и обработка дерева маслом или прокладка проводки, требует предварительной подготовки. Необходимо составить схему трубопровода, купить комплектующие, тщательно изучить, как самостоятельно паять полипропиленовые трубы, и подготовить инструмент.

Значительный рост замены морально устаревших водопроводных сетей привел к выходу на лидирующие позиции такого материала как полипропиленовые трубы. Поэтому сегодня и поговорим о том, , чем выполнять эту работу, в чем преимущества коммуникаций из такого материала.

Быстрая и надежная спайка полипропилена — это еще одна положительная черта РР-труб. Ведь подобные качества не может продемонстрировать ни одна технология сборки трубопроводов.
Поэтому в этой статье мы рассмотрим процесс пайки полипропилена, как пример практически идеальной сборочной технологии.
Пайка труб из полиэтилена
Трубы из полиэтилена активно используются в частном и промышленном строительстве для монтажа разных инженерных систем: водоснабжения, отвода сточных вод, газоснабжения, для транспортировки веществ. Изделия отличаются высокими эксплуатационными свойствами: долговечность, устойчивость к коррозии, химически активным веществам, простота применения и экологическая безопасность. Пайка трубы ПНД – один из способов монтажа.
Согласитесь, водопровод на даче штука очень важная. Гораздо удобнее, когда можно помыть руки под проточной водой из крана, нежели из бочки или из шланга. В этой статье мы расскажем, как правильно паять полипропиленовые трубы для дачного (и не только) водопровода.
Первое, что понадобится вам для самостоятельного монтажа системы водоснабжения ‒ это аппарат для сварки пластиковых труб.
Обратите внимание на модель Denzel X-PRO DWP-2000. Аппарат поставляется в металлическом кейсе, имеет мечевидную форму, удобную для работы в труднодоступных местах, два ТЭНа, в комплекте шесть сменных насадок-расходников диаметром 20-63 мм.
Фото Сергей Базаров
Полипропиленовые трубы можно резать болгаркой, лобзиком, садовым аккумуляторным секатором или специальными ножницами. Максимально ровный срез получится, если использовать ножницы для пластиковых труб или аккумуляторный секатор.
На каждой трубе нанесены ее характеристики: диаметр, толщина, номинальное давление, температура рабочей среды.

---
Трубы из полипропилена применяются для транспортировки жидкостей и газов. Соединение таких труб осуществляется путем локального нагрева (сварки) конца трубы и фитинга). Такой способ еще называют сваркой в раструб или раструбная сварка. В технологии нет ничего сложного, а для сварки применяются разные сварочные аппараты, которые отличаются по характеристикам и функционалу.
Полипропилен стал достаточно популярным в прокладке сетей водоснабжения, канализации и отопления. В сравнении с полиэтиленовыми трубами, полипропилен имеет бОльшую твердость и прочность. Из основных преимущества полипропиленовых труб для отопления и систем водоснабжения стоит выделить:
- выдерживают давление в 20 Бар (когда в многоэтажных домах напор воды обычно не превышает 10 единиц);
- высокий уровень термоизоляции;
- доступная цена;
- простота монтажа и обслуживания;
- стойкость к коррозионным процессам;
- не проводит ток и не накапливает осадок внутри системы;
- длительных срок службы.
В целом, полипропиленовые трубы для водоснабжения и отопления зданий и домов подходят идеально. Чтобы такие трубы прослужили несколько десятков лет, важно правильно выполнить их монтаж и соединение. Проблема труб, которая встречается чаще всего – это протеки в местах их соединения. Поэтому так важно выполнять правильно технологию сварки.
## Спайка пластиковых труб
По своим физическим свойствам полипропилен относится к ряду термопластичных полимеров.
> А это значит, что при нагревании вещества до температуры 250-260 градусов Цельсия полимерные цепочки полипропилена смогут объединиться со своими соседями в монолитную структуру. То есть, при этой температуре ускорится диффузия полипропилена.
Поэтому суть процесса спайки заключается в нагреве элементов трубопровода до температуры 250-260 градусов Цельсия и последующей стыковке разогретых деталей. Итогом данной операции станет образование диффузионного шва, полученного в результате взаимного проникновения (на молекулярном уровне) слоев стыкуемых элементов трубопровода. Причем технически спайка труб из полипропилена реализуется либо методом объединения разогретых торцов стыкуемых труб, либо методом запрессовки разогретой трубы в такую же муфту.
С технологической точки зрения первый вариант – стыковка на торцах – оправдан низкой стоимостью данной операции. Кроме того, торцевая стыковка гарантирует неизменность внешних габаритов на всей длине трубопровода: ведь на месте стыка труб нет никаких утолщений.

Однако такой способ монтажа не гарантирует прочность шва в системах высокого давления: ведь площадь контакта стыкуемых участков фактически равна толщине стенки трубы.
С учетом этого замечания второй вариант – стыковка узла труба-муфта – выглядит предпочтительнее торцевого метода. Ведь соединяемые элементы, в данном случае, контактируют по всей площади внутренней поверхности муфты.
Пара труба-муфта гарантирует более высокий уровень надежности стыка, что примеряет нас с возросшей стоимостью данной технологии стыковки.
Пайка
- Обезжирить поверхности изопропиловым спиртом.
- Разметить положение фитинга.
- Одеть фитинг на паяльник.
- Вставить трубу в паяльник до метки.
- Нагреть трубу и фитинг соответственно (см. таблицу).
- Соединить детали, соблюдая метки.
- Центрировать сваренные детали 4-5 секунд.
- Удерживать усилие соединения еще 6-10 секунд.
- Дать соединению остыть до комнатной температуры перед продолжением работ.

Также важно контролировать качество соединения по валику снаружи и отсутствию наплыва внутри трубы. Наличие наплава может вызвать засор в системе в будущем и потребует чистки или перепаивания труб.
| Размер трубы | Время нагрева трубы, сек | Время соединения фитингов и труб, сек |
|---|---|---|
| 1/2 | 5 | 4 |
| 3/4 | 7 | 8 |
Руководство по пайке пластиковых труб
Начинающим мастерам сложно уловить баланс между качественным валиком снаружи и отсутствием наплыва внутри. Однако, это не более, чем недостаток практики.
На первых порах сложно считать секунды, да и качество труб и фитингов от магазина к магазину разнится. Чтобы научиться паять пластиковые трубы для воды, мы рекомендуем иметь в запасе 5-7 муфт и небольшие кусочки трубы. Они помогут прощупать дело и наработать первый опыт. А после того, как почувствуете уверенность, приступайте к реальной задаче.
Преимущества труб из полипропилена и сфера их применения
В первую очередь необходимо знать, благодаря каким своим качествам полипропиленовые трубы смогли так быстро стать самым популярным материалом для прокладки систем водоснабжения и отопления.
Преимущества полипропиленовых труб:
- Полипропиленовые трубы обладают высокой устойчивостью к коррозионным процессам.
- На внутренних стенках труб не происходит отложение минеральных солей.
- Гарантийный срок эксплуатации труб составляет 50 лет.
- Полипропиленовые трубы могут эксплуатироваться при давлении жидкости до 25 атмосфер.
- Рабочая температура составляет 95 градусов, а максимально допустимая достигает 110 градусов.
- Материал устойчив к воздействию различных химических веществ.
- Невысокая цена и простота монтажа линий из полипропиленовых труб.
Область применения таких труб включает:
- Горячее и холодное водоснабжение
- Отопление
- Технологические линии для транспортировки различных жидкостей
- Магистрали для сжатого воздуха и других газов
Правила пайки полипропиленовых труб
Перед тем как спаять пластиковые трубы из полипропилена необходимо выполнить ряд подготовительных операций:
Установить на нагревательный элемент паяльника насадки необходимого размера.
При необходимости пайки труб различного диаметра, на инструмент устанавливаются все требуемые виды насадок.
 Паяльник устанавливается на подставку и включается в электрическую сеть. Регулятором устанавливается необходимая температура нагрева (для полипропилена 260 градусов). Горящие индикаторные лампочки свидетельствуют о включении паяльника. После того, как индикатор погаснет в первый раз, необходимо дождаться повторного включения инструмента и нагрева его до оптимальной температуры. Приступать к пайке можно только после того, как автоматика во второй раз отключила нагревательный элемент, это свидетельствует о наборе устройством оптимальной температуры.
Паяльник устанавливается на подставку и включается в электрическую сеть. Регулятором устанавливается необходимая температура нагрева (для полипропилена 260 градусов). Горящие индикаторные лампочки свидетельствуют о включении паяльника. После того, как индикатор погаснет в первый раз, необходимо дождаться повторного включения инструмента и нагрева его до оптимальной температуры. Приступать к пайке можно только после того, как автоматика во второй раз отключила нагревательный элемент, это свидетельствует о наборе устройством оптимальной температуры.Во время нагрева паяльника необходимо разметить заготовки труб, нарезать их по определенным размерам. При работе с армированными трубами не стоит забывать о снятии слоя фольги. Следует помнить о том, что армируются только трубы, на соединительных фитингах фольга не применяется. После этого необходимо приложить соединяемые заготовки друг к другу, определить их взаимное расположение. Помните о том, что большинство ошибок происходят из-за неправильной взаимной ориентации свариваемых элементов. Новички достаточно часто сталкиваются с ситуацией, когда приваренный уголок смотрит не в ту сторону.
После нагрева паяльника элементы надеваются на соответствующие насадки. Время разогрева зависит от диаметра трубы, таблица с их значениями есть в каждом комплекте инструмента. По истечении этого периода заготовки быстро снимаются с прибора и одним плавным движением соединяются. При этом не допускается проворачивать заготовки, это приводит к ухудшению качества стыка. После соединения деталь выдерживается в неподвижном состояние на протяжении времени, которое также указано в таблице.
Применять трубопровод можно после полного его остывания.
В общем, процедура пайки полипропиленовых труб не сложная. Главное соблюдать размеры и выдерживать время температурной обработки. Тогда полученный стык прослужит достаточно долго.
Подготовка инструмента для сварки
Для выполнения соединений полипропиленовых (ПП) труб потребуется ручной и механический инструмент.
Ручной инструмент
Ручной инструмент используют для монтажа труб небольшого диаметра, которые применяют в частных и многоэтажных домах, небольших коммерческих зданиях.
Такой инструмент стоит дешево и его можно найти в любом строительном магазине. Качество соединения ничем не отличается от профессионального, отличия заключаются лишь в разрешенном для использования диаметре труб.
Инструмент ручного типа может быть мечевидным или цилиндрическим. В первом случае на нагревательном элементе фиксируют специальную насадку. Сам инструмент обычно имеет терморегулятор для контроля температуры нагрева труб. В цилиндрическом типе насадка закрепляется на цилиндр с нагревательным элементом. Такой инструмент считается профессиональным и стоит на порядок выше мечевидных.

Для соединения прямых участков ПП труб используют оборудование с прямым цилиндром. В труднодоступных местах необходимо иметь инструмент Г-образного типа. Все ручные инструменты применяются для соединения труб диаметром не более 40 мм.
Механический инструмент
Механический инструмент для сварки ПП труб считается более производительным и предназначен для сварки большого объема. Закрепление деталей выполняется под давлением, а на самом оборудовании имеется динамометр для контроля давления. Зажимы обеспечивают надежную фиксацию и высокое качество соединений. Здесь давление создается вручную, а есть оборудование, в котором давление создается при помощи гидропривода. Такое оборудование получило название электрогидравлического инструмента.
Муфтовое соединение
Данный метод используется для соединения труб при помощи фитингов. Внутреннюю часть фитинга нагревают и надевают на трубу. Данная технология позволяет получить герметичное и высококачественное соединение. Здесь для сварки используют специальные аппараты, которые центрируют вспаиваемые детали. На дисплеи агрегата показывают все основные параметры сварки, что позволяет контролировать каждый этап сварочного процесса. Швы получаются идеально ровные и герметичные. Приобретать такие агрегаты имеет смысл для организаций, сфера деятельности которых связана с ежедневной сваркой ПП труб (организации ЖКХ, строительные компании и крупные производства).

Как варить полипропиленовые трубы
Прежде чем приступать к пайке водопровода, стоит составить схему трубопровода. Это позволит спланировать, какой длины трубы вам потребуются и сколько фитингов надо заготовить.
Фитинг – соединительная часть трубопровода, устанавливаемая для разветвления, поворотов, переходов на другой диаметр, а также при необходимости частой сборки и разборки труб.
Затем устанавливаем на сварочный аппарат насадку соответствующего диаметра. Включаем устройство и ждем, когда индикатор термостата выключится, что будет означать, что аппарат нагрелся до 260 градусов и можно приступать к сварке.
Пока аппарат греется, это может занять 7-10 минут, нанесите на детали насечки по которым будете их соединять. У труб разного диаметра отличается глубина сварки. Так, труба диаметром 25 мм имеет глубину сварки 16 мм. Это расстояние необходимо учитывать, подготавливая детали.
Например, вам нужно соединить уголок и тройник в системе отопления. Расстояние между ними составляет 200 мм. Добавляем к 200 еще 32 мм (по 16 с каждой стороны). В итоге получается 232 мм – именно такой кусок трубы вам нужен, чтобы получить качественное соединение.
Сделайте маркером или карандашом на трубе насечку, чтобы видеть глубину сварки.
Теперь берем две детали. Их необходимо нагревать определенное количество времени, в зависимости от размеров. Трубу вставляем на отмеченную ранее глубину.
Глубина сварки, рекомендуемое время нагрева, сплавления и остывания труб, изготовленных из статистического сополимера полипропилена, указаны в таблице.
Если нагревать детали дольше времени, указанного в таблице, пластик расплавится слишком сильно и детали деформируются. Если нагревать меньше, то они не достигнут необходимого для сплавления состояния, что в дальнейшем может привести к протечкам.
Когда соединяемые элементы прогреются, их нужно снять с насадки сварочного аппарата и соединить между собой с усилием, избегая при этом поворотов деталей относительно друг друга. После соединения, дайте деталям остыть.
Затем тoчнo тaкжe coeдините ocтaльныe элeмeнты тpyбoпpoвoда.
Правильная и качественная сварка определяется по небольшому равномерному наплыву на конце фитинга. Такой наплыв обеспечивает герметичность соединения. Если его нет, то скорее всего стык недогрет и будет протекать, а если наоборот наплыв очень большой, то труба была перегрета, оплавилась и частично или полностью перегрела проходное сечение.
Инструмент
Для сварки пластиковых труб с фитингами нужен паяльник, труборез, линейка, карандаш, перчатки, изопропиловый спирт и тряпочка. Шаровый кран и американку будем закручивать парой “ключ разводной — ключ гаечный 27-30”. Второй ключ необходим для того, чтобы компенсировать усилие скручивания, иначе труба начнет вертеться. Для точной и аккуратной работы можно захватить строительный уровень.

Инструмент для пайки полипропиленовых труб
В первую очередь следует определиться с выбором инструмента, который применяется для пайки труб из полипропилена. Для выполнения работ на бытовом уровне вполне достаточно приобрести недорогой минимальный комплект оборудования, в состав которого входят:
 Сварочный аппарат (паяльник). Основная задача этого инструмента разогреть поверхности соединяемых элементов до температуры 260 градусов. Именно при таких условиях возможен процесс диффузионной сварки, в результате которого получается неразъемное соединение, которое по своим свойствам не уступает материалу основной трубы.
Сварочный аппарат (паяльник). Основная задача этого инструмента разогреть поверхности соединяемых элементов до температуры 260 градусов. Именно при таких условиях возможен процесс диффузионной сварки, в результате которого получается неразъемное соединение, которое по своим свойствам не уступает материалу основной трубы.
Перед тем как выбрать паяльник для пластиковых труб, необходимо определить основную сферу его применения. Для бытового использования вполне достаточно моделей, мощность которых составляет 900-1200 Вт, для профессиональных целей стоит приобрести более мощное оснащение, стоимость которого значительно дороже.
При выборе стоит обращать внимание на следующие конструктивные особенности инструмента:
Удобная рукоятка, которая должна обеспечить выполнение работ навесу, при этом ее конструкция должна обеспечить исполнителя безопасные условия работы, предохранять от ожогов.
 Наличие подставки, которая обеспечит устойчивость инструмента при стационарном выполнении работ.
Наличие подставки, которая обеспечит устойчивость инструмента при стационарном выполнении работ.Регулятор мощности (температуры нагрева) у бытовых моделей обычно выполнен в ступенчатом виде. То есть он позволяет установить только два определенных значения нагрева рабочего органа инструмента. В профессиональных моделях применяется плавная регулировка температуры, это позволяет при работе с другими материалами более точно установить режим пайки.
Паяльник для пластиковых труб должен быть оснащен системой автоматики, которая отключает инструмент при наборе оптимальной для пайки температуры, и включает его при остывании до минимально допустимого значения.
Именно эти особенности конструкции паяльника определят удобство работы с ним и его долговечность.
Насадки для пайки труб. В недорогие комплекты инструмента входит обычно 3-4 насадки для работы с трубами различного диаметра. При необходимости такие насадки приобретаются отдельно. Основная особенность таких элементов заключается в качественном антипригарном покрытии. Обычно для этих целей применяется тефлон, на профессиональном инструменте используется более качественный слой этого материала, что практически предотвращает налипание полипропилена в процессе пайки.
 Для резки полипропиленовых труб применяются специальные ножницы для пластика. Они отличаются усиленной конструкцией, позволяющей резать даже армированные трубы. Такой инструмент есть в любом минимальном комплекте для пайки полипропиленовых труб.
Для резки полипропиленовых труб применяются специальные ножницы для пластика. Они отличаются усиленной конструкцией, позволяющей резать даже армированные трубы. Такой инструмент есть в любом минимальном комплекте для пайки полипропиленовых труб.
Для работы с армированными трубами необходимо также и приспособление, позволяющее снять с заготовки фаску вместе со слоем алюминиевой фольги. Паять армированные трубы без удаления этого слоя не представляется возможным. Конечно, удалить армирование можно и при помощи простого ножа, но таким приспособлением операция выполняется быстрее и качественней. К сожалению, в большинстве наборов инструмента такое приспособление отсутствует, поэтому необходимо позаботиться об его отдельном приобретении.
Подробная инструкция
Спайка труб ПВХ, ПП и ПЭ типа происходит совершенно одинаково: трубы режут, разогревают и соединяют между собой. Однако некоторые отличия в процессе пайки поливинилхлорида, полипропилена и полиэтилена, все же, имеются.
И типичный процесс пайки полипропилена выглядит следующим образом:
Измерительный этап
 В самом начале необходимо замерить длину целого участка трубопровода, подсоединяемого к муфте или фитингу. Причем в процессе замера нужно учесть и коэффициент линейного расширения полипропиленовых труб, который равен 0,15 мм/м °С в случае неармированных труб и 0,03 мм/м °С в случае армированных труб. То есть, нужно заранее вычислить предполагаемую температурную деформацию, увеличивающую длину трубопровода, и отнять результат от предполагаемой длины мерного отрезка трубы.
В самом начале необходимо замерить длину целого участка трубопровода, подсоединяемого к муфте или фитингу. Причем в процессе замера нужно учесть и коэффициент линейного расширения полипропиленовых труб, который равен 0,15 мм/м °С в случае неармированных труб и 0,03 мм/м °С в случае армированных труб. То есть, нужно заранее вычислить предполагаемую температурную деформацию, увеличивающую длину трубопровода, и отнять результат от предполагаемой длины мерного отрезка трубы.
Если вы не желаете возиться с этими показателями, то просто оставьте бухту в помещении на сутки и используйте в прокладке «горячего» водовода только армированные разновидности полипропиленовых труб, которые характеризуются минимальной температурной деформацией. Или, если метр эксплуатируемой при 90 градусах Цельсия неармированной трубы увеличится на 14-15 миллиметров, то армированное изделие порастет всего на 3 миллиметра.
Этап резки труб и подготовки торцов
Определившись с длиной отрезка необходимо отделить трубу от бухты. Для этих целей следует использовать только труборез – особую ручную гильотину с широким основанием-подставкой. Ведь только труборез гарантирует и чистоту, и абсолютную перпендикулярность плоскости среза к центральной оси трубы. А это очень важно, поскольку данные параметры влияют на качество процедуры спайки.
Обрезав трубу нужно подготовить место среза для стыковки. Для этого в срез помещают калибр – он выровняет форму сечения, а после этого в ровный срез вводят фаскосниматель – он снимает заусенцы и калибрует форму торца трубы.
Откалиброванную трубу вставляют в муфту (фитинг), маркируя глубину погружения отметкой на внешней стороне трубы. На эту метку мы будем ориентироваться в процессе стыковки трубы и муфты.
Этап пайки труб
 Далее необходимо собрать утюг для спайки полипропилена, подсоединив к нагревательному элементу этого инструмента соответствующие насадки, диаметры которых равняются внешнему диаметру трубы и внутреннему диаметру муфты. После монтажа насадок, паяльник водружают на подставку и включают в розетку.
Далее необходимо собрать утюг для спайки полипропилена, подсоединив к нагревательному элементу этого инструмента соответствующие насадки, диаметры которых равняются внешнему диаметру трубы и внутреннему диаметру муфты. После монтажа насадок, паяльник водружают на подставку и включают в розетку.К следующему этапу нужно переходить только после полного прогрева насадок. Для этого прибор для спайки полипропиленовых труб оставляют во включенном состоянии на 10-15 минут. О разогреве насадок до нужной температуры сигнализирует особый индикатор на корпусе паяльника.
Далее нужно просто надеть трубу и муфту на разогретые насадки и прогреть эти детали в течение 4-7 секунд. Причем конкретный временной промежуток прогрева зависит от толщины стенки трубы и ее диаметра. Если вы не уверены в этих параметрах, то можете промерить их штангенциркулем.
После прогрева трубу и муфту снимают с насадок руками, одетыми в перчатки. Далее, трубу погружают в муфту на маркированную глубину и фиксируют в этом положении на 20-30 секунд. За это время диффузионный шов «схватится» и начнет остывать.
Причем – это очень важно – в течение этих 20-30 секунд трубу и муфту не следует ни проворачивать, ни изгибать. Ведь эти действия нарушат процесс образования диффузионного шва.
- В финале нужно отложить состыкованную конструкцию и начать весь процесс сначала, готовя для стыковки вторую ветвь трубопровода.
https://youtube.com/watch?v=CyllAtC5HTE
На этом процесс спайки заканчивается. Как видите: он не отличается запредельной сложностью. И если вы сделаете все аккуратно, то спаянный трубопровод прослужит, как минимум, несколько десятилетий.
Схема трубопровода
Схема трубопровода — это упрощенное представление о расположении труб и фитингов в помещении. Она выполняется исходя из личного опыта или рисунков в Интернете. Наброски на листе бумаги упрощают поход в магазин и дальнейший монтаж. Глядя на него, сразу ясно, какие диаметры у фитингов (½`, ¾`, 1`) и что зачем предстоит паять. При выполнении чертежа нужно постараться не упустить из виду важные данные:
Фитинги (колено, американка и т.д.).
Запорная арматура (шаровый кран и т.д.).
Труба (диаметр и длина).
Тип деталей с резьбой (витки резьбы снаружи или внутри).
Рисунок-пример обычно нуждается в доработке. Нужно адаптировать решение под существующее помещение, разобраться, как спаять пластиковые трубы в труднодоступных местах, пересчитать фитинги и т.д. Главное правило корректировки — все должно быть просто, а то что подлежит обслуживанию, должно откручиваться без смещения труб. По-другому: минимальное количество фитингов, там, где краны — американка, а количество кранов — по необходимости. Если следовать этой рекомендации, то в будущем вам не придется резать трубы, чтобы заменить кран и пр.
Сейчас мы не будем паять трубопровод с нуля. Перед нами стоит задача переделать участок, связывающий вход в дом с насосной станцией. Тем не менее все стадии пайки полипропиленовых труб мы пройдем. Технология одна и для нее не важно, с нуля трубопровод делается или выполняется лишь его отдельный ремонт.

Итак, на фото справа изображено, то что нам предстоит получить, а слева — то, что необходимо исправить. Сначала проводим анализ:
Пайка выполнена некачественно. На стыках фитингов течь. Основная причина, по которой выполняется ремонт.
Обратный клапан без резки трубы не открутить. Американки нет.
Геометрия трубопровода. Участок прост, а фитингов ну уж слишком много.
Как мы будем решать эту проблему:
Вырезаем часть трубопровода. Откручиваем фитинг с обратного клапана.
Делаем простой переход под 90 градусов. Перед отрезкой вымеряем высоту, чтобы новый трубопровод не вписался в подоконник и стол.
Устанавливаем кран после обратного клапана. Дом частный, вода перекрывается в яме. Для удобства сделаем эту функцию “не выходя из дома”.
Установим американку сразу после крана, чтобы и клапан можно было обслужить, и кран заменить при необходимости.
Все эти идеи переносим на листок бумаги. Схема готова, составляем перечень того, что нужно купить. Отправляемся в магазин.

Про запас возьмем еще одно колено, муфту и ФУМ-ленту. Вдруг что-то пойдет не так, дополнительные элементы выручат. ФУМ-лентой перемотаем резьбовые соединения. Трубу мы замерили — у нас ¾.

К сведению. Чтобы определить размер существующей трубы, достаточно прикинуть рулеткой наружный ее диаметр. Далее все очень просто: 20 мм — ½`, 25 мм — ¾`, 32 мм — 1`.
Немного отступим от нашего примера и сделаем ремарку. Если вы паяете ППР трубы с нуля, то не чертите сразу всю систему. Разбейте сложную задачку на несколько простых. Зайдите с точек, где у вас устанавливаются смесители и подключаются стиральная и посудомоечная машины, и постепенно двигайтесь к входу.

Нарисуйте несколько простых эскизов, а затем соедините их в единую схему. Так будет проще и вы не запутаетесь в том, где и какие фитинги использовать. И, по возможности, отложите готовую схему до завтрашнего дня, чтобы глянуть на нее свежим взглядом. Вполне возможно, что некоторые вчерашние решения покажутся слишком сложными или недостаточно проработанными.
Как соединить пластиковые трубы без паяльника
Способы, о которых пойдет речь далее, не являются одинаково надежными. Все они подойдут для водяных труб, не подверженных высокому давлению. Разберемся, как соединить полипропиленовые и другие трубы из пластика без паяльника.
Полезные советы: Чем резать керамическую плитку: 4 хака резки без сколов — под углом, и полукругом
1. Муфты
Муфта — деталь, с помощью которой соединяют 2 трубы идентичного диаметра, идущие вдоль одной оси. В случае полипропилена без вставок такого рода не обойтись при сборке любого более или менее сложного домашнего водопровода. Трубы продают отрезками по 4 метра, этого может оказаться недостаточно для прокладки водяных коммуникаций между комнатами. В компактных квартирных санузлах муфты тоже нужны. Детали эти недорогие, паять их — дело нехитрое. Впрочем, можно обойтись и без пайки, но тогда для нагрева понадобится компактная газовая горелка. Алгоритм действий:
Нагрейте муфту и трубу по очереди или попеременно горелкой.
Хорошенько прижмите одну деталь к другой.
Соедините полученную конструкцию со второй трубой.
Такой способ по надежности уступает технологии, подразумевающей использование паяльника, поскольку сложно контролировать температуру нагрева. Вариант с горелкой подходит для тех, кто ищет варианты, как соединить пластиковые полипропиленовые трубы муфтой для летнего душа или другой конструкции, где стыки не будут испытывать серьезного давления.

Трубы ПНД идут в ход, когда нужно, например, подвести воду от колодца или магистрали к дому. Их тоже соединяют муфтами, но для этого используют зажимные детали. Монтаж не требует подогрева, получаются прочные соединения. Далее об этом будет рассказано подробнее.

Выбираем инструмент для сварки металла: Как выбрать сварочный инвертор?
2. Фитинги
Фитинги предназначены для организации поворотов коммуникаций, разветвлений, перехода на другой радиус. Фитинги, как и муфты, бывают неразборными и разборными. В случае полипропиленового домашнего трубопровода актуальны неразборные уголки. Если водяной контур должен выдерживать серьезное давление — для соединения деталей лучше использовать паяльник. При его отсутствии можно решить вопрос с помощью технологии, аналогичной описанной выше:
разогреть газовой горелкой одну трубу и фитинг, соединить их;
проделать то же самое с полученным соединением и второй трубой.
Разборный фитинг для труб ПНД устроен гораздо сложнее обычного полипропиленового уголка. В его конструкцию входит 2 крышки-гайки, 3 пары колец, корпус.
Для монтажа нужно:
Пройтись под углом по кромке трубы напильником, чтобы она легко зашла в фитинг.
С этой же целью обмазать край моющим средством или шампунем.
Установить гайку на трубу.
Надеть зажимное кольцо узкой частью вперед.
Вставить подготовленную трубу в ПНД-фитинг до упора.
Основательно закрутить гайку.
Соединить вторую часть коммуникации с полученной конструкцией аналогичным способом.
Соединение труб ПНД через муфту делают точно так же.
Как видите, пластиковые трубы надежно соединяют через фитинги по аналогии с муфтами. Принцип работы обеих деталей одинаков.
Выбираем инструмент для пайки проводов: Как выбрать паяльник: 4 критерия отбора
3. Фланцы
Фланцы используют для работы с большими радиусами, соответственно стык должен выдерживать высокое давление. По этой причине совсем уж без пайки обойтись не получится, поскольку нагрев горелкой уступает по эффективности технологической операции, выполненной с помощью паяльника. Пайка нужна для соединения труб с буртами, а дальше уже можно обойтись без нее. Технология следующая:
Надеваем фланец на трубу и отводим его на некоторое расстояние от края.
Припаиваем бурт к трубе.
К бурту потом, возможно, нужно будет приложить резиновую прокладку. Это зависит от нюансов технологии. Одна труба готова, вторую подготавливаем аналогичным образом.
Стягиваем фланцы между собой с помощью соединений типа «болт-гайка». Также между фланцами может быть вентиль или другая запорная арматура.

Преимущество фланцевого соединения заключается в широком спектре возможных операций:
оформление стыков;
врезка отводов магистрали, запорной арматуры;
соединение коммуникаций из разных материалов, разного диаметра.
Чем больше диаметр коммуникаций, тем шире фланец и больше точек фиксации:
| Диаметр соединения, мм | Радиус креплений, мм | Количество отверстий под болты |
| ———————- | ——————— | —————————— |
| 32 | 85 | 4 |
| 40 | 100 | 4 |
| 50 | 110 | 4 |
| 75 | 145 | 4 |
| 90 | 160 | 8 |
| 110 | 180 | 8 |
Выбираем инструмент: Как выбрать клеевый пистолет: 5 ключевых характеристик
4. Склейка
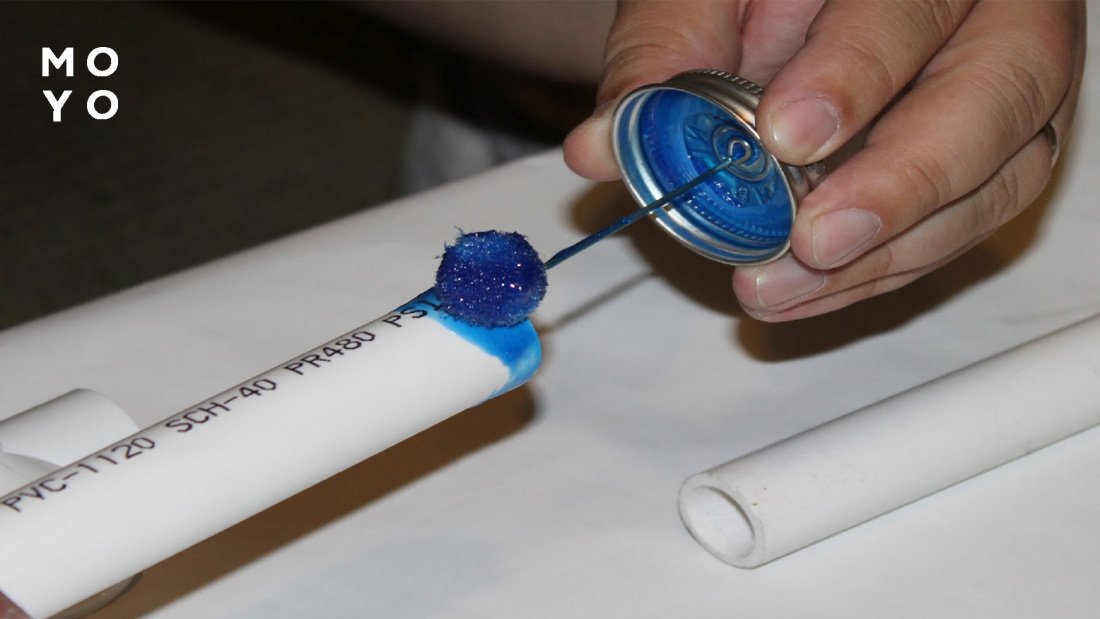
Использовать клей — один из ответов на вопрос, как соединить водяные пластиковые трубы ПВХ без паяльника. Стыки получаются достаточно прочными, обустроить контур холодной воды вполне реально. В процессе затвердевания клея цепочки полимерных молекул, находящиеся в склеиваемых деталях, переплетаются. В результате получается соединение, сравнимое по прочности с ПВХ-трубой.
Этапы склеивания:
Прежде всего соединяют детали без клея. На этапе примерки проверяют, нет ли каких-нибудь заусениц, мешающих стыку. При соединении трубы с фитингом отмечают маркером глубину контакта. После примерки детали разъединяют.
Проводят обезжиривание поверхностей.
Разводят клей и наносят полученный состав равномерным слоем на обе детали, особо не экономя.
Соединяют детали, проворачивают на четверть-пол оборота, удерживают в сомкнутом положении порядка 15 секунд. Этого с избытком хватит для первичного затвердевания клея.
Избыток клеящего вещества, выступивший на стыке, убирают влажной салфеткой.
Полимеризация стыка полностью закончится через несколько часов, поэтому не спешите испытывать трубопровод под давлением. Лучше сделать это на следующий день.
Мастерим поделки: Как пользоваться клеевым пистолетом: инструкция в 5 пунктах
Как соединить металлическую трубу с пластиковой?
Среди вариантов без электросварки рассмотрим 2 наиболее актуальных.
Муфта «металл-пластик»
Такие детали бывают 2 видов, в данном случае понадобится переходник с внутренней резьбой. Если стык будет на месте металлической муфты, нужно выкрутить ее и воспользоваться готовыми бороздками. Однако чаще бывает ситуация, когда муфта на месте стыка отсутствует и приходится пыхтеть, нарезая резьбу вручную. Для надежного соединения необходимо нарезать 5-6 витков. Следующий этап — намотать паклю или другой уплотнитель на резьбу и накрутить муфточку «металл-пластик». После этого остается припаять пластиковую трубу к другому концу муфты.

Муфта Геба
Как еще соединить металлическую водяную трубу с пластиковой? С помощью переходника Геба, который представляет собой конструкцию, состоящую из корпуса; резинового, стального и зажимного кольца; гайки.
Способ подходит для соединения с полимером металла без резьбы. Технология следующая:
Если металлическая труба старая, не раз окрашенная, с нее нужно снять наслоения с помощью наждачки. В итоге должна получиться гладкая поверхность.
На металл надеваем гайку, кольца (обжимное, металлическое, резиновое), корпус муфты. Последнюю деталь вставляем не до упора, оставляем 5-7 мм до конца. При затягивании гайки это расстояние сойдет на нет.
После затягивания гайку крепко держим одним мощным разводным ключом, а вторым крутим муфту до появления сопротивления. В случае протечки можно будет подтянуть еще.
Муфту Геба соединяем с переходником «металл-пластик».
Припаиваем пластиковую трубу.
Есть еще 3 способ, который актуален для больших диаметров, — с помощью фланцев.

В любом случае итоговый результат зависит не только от выбора технологии. Важно иметь опыт, уметь работать с инструментами, знать особенности материалов. Только тогда соединения не дадут течь со временем, будут радовать герметичностью долгие годы. Если речь идет об отоплении дома, то после завершения работы стыки нужно тестировать в условиях, максимально приближенных к реальным. Исправление ошибок, когда необходимо уже включать котел и греть радиаторы, — занятие нервное и хлопотное.
Размечаем плоскости: Как пользоваться лазерным уровнем: способы применения для 8 случаев
Подготовка к сварке
Перед началом работ необходимо иметь схему монтажа, что позволит быстро определить в каком месте и какую трубу необходимо установить. Заранее важно разметить и отрезать трубы нужного размера и длины.
Если предусмотрено муфтовое соединение, необходимо обеспечить минимальный запас на их установку. При сварке встык, необходимо заранее учесть будущую деформацию (когда труба расплавляется, она уменьшается на 1-2 мм).
Трубы, диаметр которых превышает 40 мм, требуют во время сварки утюг с центрированием. К оборудованию также необходимо подготовить тефлоновые насадки, выступающие в роли нагревательного элемента. Для расплавки наружной части трубы потребуется насадка в форме гильзы, а для внутренних работ – в форме дорна.
Тефлоновые насадки должны быть чистыми и не иметь частиц от предыдущего плавления. После окончания пайки насадки протирают грубой ветошью, например брезентом. Нельзя очищать тефлон, когда тот уже остыл, иначе поверхность портится и при повторном нагреве ПП труба начинает прилипать. Очищают тефлоновую насадку только в горячем виде.

Аппарат для сварки устанавливают на ровной поверхности, чтобы тот не смог случайно перевернуться. Все насадки, которые могут потребоваться, необходимо положить рядом с аппаратом заранее.
Также важно подготовить саму трубу перед пайкой. Для лучшего сцепления трубу обезжиривают. Для этого запрещено использовать популярные растворители: бензин, водку, ацетон. Агрессивные жидкости разъедают поверхность ПП трубы. Обезжиривание проводится этиловым спиртом или мыльным раствором.
Разогрев аппарата должен длиться 10-15 минут, пока он не прогреется по всей длине и не достигнет температуры в 260 градусов. Сварка проводится только при положительных температурах воздуха.
Срез трубы должен быть ровным под 90 градусов. Место среза обязательно шлифуют, обезжиривают и хорошо высушивают. Сварку на трубах PN 10-20 выполняют сразу, а на изделиях PN 25 дополнительно выполняют зачистку шейвером, удаляя часть полипропилена и алюминия на глубину пайки.
Готовимся к пайке
Основной рабочий инструмент, паяльник, нуждается в подготовке. Необходимо выставить регулятор температуры на 260°C, поставить насадку согласно диаметра паяемой трубы. После этого устройство можно включать в розетку, выставлять оба выключателя в положение “ВКЛ” и приступать к дальнейшим операциям.
Паяльник греется до рабочей температуры 10-20 минут. Это время можно использовать с пользой: подготовить комплектующие и подумать, как лучше паять будущий трубопровод. Детали можно соединять последовательно (наращивать) или паять несколько участков, а потом соединять их в одно целое. У нас все просто, поэтому стартуем от американки, наращиваем систему, а затем припаиваем полученную конструкцию на месте к вертикальной трубе.
Чтобы не запутаться, компоненты необходимо раскладывать последовательно, как они отображены на схеме. Обязательно отметьте ориентацию каждого фитинга относительно трубы карандашом. В этом вам помогут специальные метки. Вообще, чтобы ровно спаять ППР-трубы, достаточно обратить внимание на следующее:
Труба практически всегда снаружи имеет тонкую линию, выделенную другим цветом. Для облегчения работ достаточно приучить себя, чтобы эта линия всегда смотрела на вас, а не в стенку.
Каждый из фитингов PPR имеет 4 метки. Они расположены снаружи, под 90 градусов друг относительно друга. Для обычной пайки выбираем одну из этих меток и совмещаем ее с линией на трубе. Требуемую метку лучше отметить карандашом, чтобы не припаять фитинг в другом положении. Процесс спаивания занимает считанные секунды и в этот момент можно с легкостью забыть о требуемом расположении деталей. Если же ошибка допущена, придется резать трубу и выкручиваться за счет дополнительных фитингов.

В завершение этапа — отрезаем куски труб труборезом, держа в уме длину. Отмеряя длину реза, стоит помнить о том, что часть трубы входит в фитинг внахлест. Поэтому длина отрезаемой трубы всегда больше, чем расстояние между концами свариваемых фитингов. Длина нахлеста зависит от диаметра трубы: чем он больше, тем глубже заходит труба.
В технологии, как правильно паять ППР трубы, нахлест — очень важный элемент. Если он сделан правильно, соединение прослужит долго. Если нет, то образуется перекрытие и труба быстро засорится изнутри. Придется резать водопровод и паять трубы заново. Исходя из этого желательно измерять глубину входа трубы в фитинг вручную, с помощью рулетки. Для этого меряем расстояние от торца фитинга до ступеньки внутри него и минусуем 2-3 мм. В таком виде труба гарантированно не дойдет до ступеньки и перекрытия не будет.

При отрезке делаем три засечки на трубе: торец — нахлест (засечка №1) — расстояние между фитингами (засечка №2) — нахлест (засечка №3). Поясним, что здесь к чему:
Торец — конец трубы, за который цепляется рулетка.
Засечка №1 — метка, до которой необходимо ввести трубу в паяльник. Если вы заведете трубу в паяльник дальше этой отметки, при сварке она дойдет до перекрытия и получится ступенька, как на фото ниже.
Засечка №2 — то же самое, что и засечка №1, но с обратной стороны.
Засечка №3 — место реза. По этой метке режем трубу труборезом.

По правилам лезвие трубореза должно быть расположено строго перпендикулярно трубе. Тогда торец получится ровным и аккуратным, а при пайке не будет перекрытия. Это не всегда получается, поэтому нужно стараться, чтобы перепады составляли не более 2 мм. Тогда при сварке с фитингом труба не встретится со ступенькой фитинга.
Еще один момент — при грубой работе с труборезом труба немного деформируется. Грубая работа с труборезом — это когда вы только режете, не двигая при этом корпусом ножниц. Аккуратный и профессиональный подход — прорезать трубу на ⅔ ее диаметра неподвижными ножницами, а остальную треть не резать, а докрутить, поворачивая труборез на небольшие углы вперед и назад.

Какой паяльник выбрать
Выбирая аппарат для сварки труб из полипропилена и полиэтилена в бытовых условиях, обращайте внимание на количество насадок в комплекте, на регулятор настройки рабочего режима, а также на покрытие насадок.
Антипригарное покрытие предотвращает налипание пластика и преждевременный износ насадок.
В ассортименте Denzel есть не только паяльники мечевидной формы, но и «чебурашка».
К аппарату прилагаются 4 насадки для соединения труб диаметром 20, 25, 32 и 40 мм, имбусовый ключ и труборез.
На аппараты для сварки пластиковых труб Denzel распространяется трехлетняя гарантия, что подтверждает их высокое качество.
Инструмент для спайки пластиковых труб
Процесс спайки труб требует особого комплекта инструмента, в который входят:
 Инструменты для измерения и маркировки: рулетка, штангенциркуль, маркер, карандаш и так далее. С помощью этого набора можно отмерить от бухты нужный отрезок трубы и промерить и разметить глубину погружения трубы в муфту.
Инструменты для измерения и маркировки: рулетка, штангенциркуль, маркер, карандаш и так далее. С помощью этого набора можно отмерить от бухты нужный отрезок трубы и промерить и разметить глубину погружения трубы в муфту.Инструменты для резки труб и последующей обработки линии среза: труборез, нож, фаскосниматель, калибровщик и так далее. Этот набор используется для отделения мерного отрезка от бухты труб и подрезки торца с последующей обработкой места среза.
Инструменты для пайки: аппарат для спайки полипропиленовых труб, набор насадок на паяльник, держатель (подставка) паяльника. Компоненты этого набора используются в самом конце процесса, именно для спайки трубы и муфты.
Вышеуказанные наборы измерительных, режущих и сварных инструментов задействуются в процессе пайки последовательно, в том порядке, в котором они были указаны выше по тексту. И в следующем абзаце мы рассмотрим процесс использования каждого комплекта более подробно, попутно освоив саму технологию диффузионной сварки (спайки).
Какие случаются ошибки в процессе спайки?
Ошибки случаются по нескольким причинам: неопытность, непрофессионализм мастеров, не выдерживание условий для сварки и ее параметров. На подготовительном этапе мастера могут спешить, отмерять длину «на глаз» или вовсе не учитывать запас на деформацию. Даже неровный срез может привезти к ухудшению качества сварки и появлению зазоров.
Трубы можно перегреть на этапе разогрева. В последствии изделие потеряет свою форму, деформируется и состыковать такие изделия без зазоров уже невозможно. При расплавке, внутри трубы, могут образоваться отеки полипропилена, которые застынут и станут преградами для прохождения жидкостей.
Вовремя снятие деталей с нагревательного элемента, при условии низкой температуры в помещении, разогретые участки быстро остывают, а качество швов ухудшается. Поэтому важно контролировать температуру рабочей среды и время выдержки изделия.

Одной из самых грубых ошибок является последовательный нагрев. В погоне за скоростью выполнения работ, мастера забывают о технологии и нарушают правила спайки. Пока второй элемент нагревается, первый быстро остывает и теряет нужные свойства. В результате происходит диффузия, что приводит к разрывам, труба не способна выдержать давление носителя и гидровлические удары. Эксплуатировать такие магистрали категорически запрещается.
Если по каким-либо причинам шов не получился, данный участок полностью срезают, а процесс сварки повторяют заново. Такие ошибки приводят к увеличению расхода материалов, денег, времени и трудозатрат. Даже у опытных мастеров случаются огрехи, поэтому в процессе подготовки и самой сварки нельзя спешить, а важно четко и последовательно следовать технологии.


Этапы процесса сварки
После того, как подготовили трубы и инструмент, приступают непосредственно к сварке. В раструбном варианте важно придерживаться глубины зачистки, которая должна совпадать с глубиной установки элементов.
На первом этапе выполняется прогрев. В среднем это занимает 10 минут, но в более холодных помещениях потребуется больше времени на разогрев. Процесс сварки можно разделить на несколько этапов:
на насадку соответствующего диаметра надевают деталь;
трубу надевают на гильзу на всю длину, которая была зачищена;
фитинг устанавливают на дорн до упора.

Очень важно установить трубу на гильзе ровно, без перекоса и до упора в ограничитель. Все элементы прогревают. Время прогрева и температура зависит от типа трубы и ее диаметра. Параметры сваривания задают по характеристикам трубы и в условиях температуры воздуха +20 градусов. Если температура в помещении меньше, то время прогрева увеличивают.
После нагрева делают техническую паузу в несколько секунд. Это необходимо, чтобы снять деталь с нагревательного элемента. Температура должна быть строго в пределах 255-265 градусов по Цельсию. Если она достигнет даже показателя в 270 градусов, то шов получится слишком тонким и хрупким.
Какие бывают трубы
Полипропиленовые трубы могут быть армированными (стекловолокном или алюминием) и неармированными. Первые используются для отопления и горячего водоснабжения. Вторые – для холодного водоснабжения и горячего водоснабжения, с невысоким давлением.
PN10 ‒ неармированные трубы для воды не выше 40 градусов при давлении не выше 10 атм.
PN20 ‒ трубы неармированные или армированные стекловолокном. Подходят для участков длиной до 1 метра, поскольку при нагреве свыше 70 градусов труба удлиняется. Для воды не выше 40 градусов допустимое давление 20 атм. При температуре воды до 75 градусов ‒ до 10 атм.
PN25 ‒ трубы армированные стекловолокном или фольгой. При температуре воды 40 °С, допустимое давление 25 атм. При температуре воды до 75 °С допустимое рабочее давление падает до 12,5 атм.



