

Разбирая свои первые компы, многие видели разные «мосты» — южный, северный, графические чипы, и часто думалось: а как же это паяют и, главное, чем? И те, кто рискнул сам паяльником это пробовать, потом несли свои материнки в сервис, где им паяли новый чип, если, конечно, они своей домашней пайкой не убивали всю материнскую плату. Итак, как же паяют чипы? Под катом рассказ, а также фото и видео об этом. В главной роли у нас будет выступать паяльная станция ERSA IR550a.
Сперва мы отпаиваем старый чип. Для этого он нагревается станцией до нужной температуры. Выбираем нужный профиль в управлении (их несколько для разных видов пайки).

У станции две «головы» – одна для того, чтобы что-то отпаять/припаять, вторая для охлаждения.

Устанавливаем над нужным чипом «голову» паяльной станции, чтобы не промахнуться – красным лазером указана точка «прицела» станции.

Станция начинает греть чип.

Когда температура дойдет до 200+ градусов, опускаем присоску, захватываем чип и снимаем его.

Виден дым от того, что чип отпаивается. (360 – это температура вспомогательного паяльника, который стоит рядом со станцией).


Переносим его на площадку.
Вот снятый чип.

После этого над тем местом, где был чип, ставим охлаждающую голову и автоматически включается вентилятор для охлаждения платы, так как понято, что чем меньше времени плата нагрета, тем лучше. В этой станции очень жесткий контроль за температурой во время всего процесса пайки.
Термодатчик для отслеживания температуры по всей поверхности материнской платы.


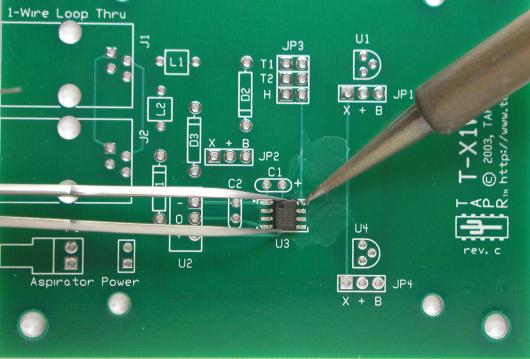
Теперь готовим плату для пайки. Снимаем компаунд. Видео процесса.
Затем нужно зачистить площадку под чип (площадка выше процессора).


Вот видео о подготовке площадки.
Также нужно сделать ребол чипа. Т.е. чтобы на месте контактов появились шарики, которые будут впаиваться в посадочное место на плате. Это отдельная операция, про это видос:
После того, как контактные шарики чипа готовы, выставляем его строго по маске. Даже микрон имеет значение – можно испортить чип, если не попасть в разъемы.

Затем начинаем паять. Как обычно – выбираем профиль пайки. Пододвигаем голову для пайки, направляем лучи строго на чип и включается пайка.

Сначала подогреется нижняя часть, причем она греет строго выделенное место под чипом, а не прогревает всю поверхность, иначе был бы риск выхода из строя всей платы. При использовании PL550A на экране можно наблюдать и вид пайки в реальном времени. Вот мы видим по графику нарастание температуры.

Красный – это график подогрева нижней панели.

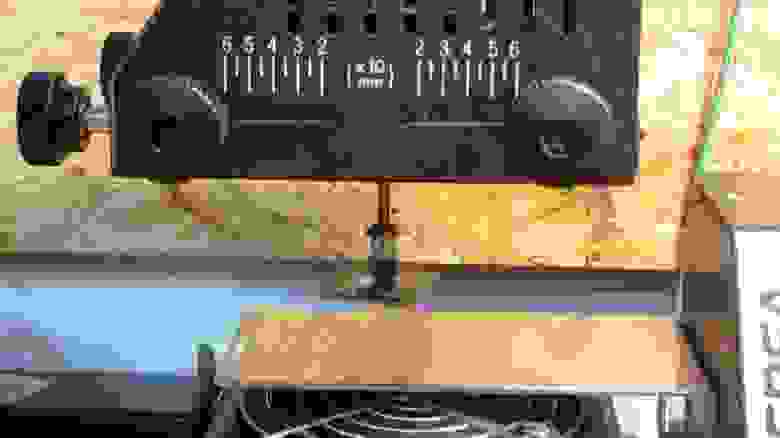
Шкала высоты «головы» для пайки. Высота положения «головы» зависит от профиля платы.

В некоторых станциях более низкого класса нижняя платформа греет всю площадь платы, поэтому при пайке на таких станциях нужно снимать с платы все – вплоть до наклеек с партномерами. Как уже было сказано, наша станция греет строго выделенную область снизу. Когда платформа снизу нагреет участок платы под чипом до 60 градусов, включается верхняя «голова» и начинает припаивать сам чип.
Красный оттенок – это инфракрасные лучи, которые греют контакты чипа для припаивания. По идее чип должен сам сесть в гнезда контактов под своим весом, но чтобы не перегревать плату, инженер проверяет усадку чипа, когда контакты полностью разогрелись для впаивания, не ожидая граничной температуры чипа.

Когда мы проверили, что чип сел на место, убираем нагревающую «голову» и ставим охлаждающую.

Все – графический чип припаян.

Нужно сказать пару слов о хороших качествах нашей паяльной станции, не для рекламы, а для похвалы хорошему инструменту. Она, конечно, не дешевая, но своих денег стоит. Самое хорошее в этой станции то, что тут очень тяжело «запороть» плату или чип – нужно сильно постараться для этого. Тогда как в других станциях классом пониже ошибиться с риском испортить чип или всю плату гораздо легче.

Описание преимуществ этой станции.
Почему технология ERSA IR? Пять ключевых преимуществ:
• равномерность инфракрасного нагрева при локальной пайке как выигрышная альтернатива турбулентности воздушного потока в конвекционных системах. Наиболее критично для крупных BGA, и особенно при бессвинцовой пайке, которая выполняется на более высоких температурах;
• точная отработка термопрофиля благодаря обратной связи по температуре непосредственно с объекта пайки;
• возможность визуального мониторинга процесса пайки (что недостижимо для конвекционных систем, где микросхема во время пайки наглухо закрыта соплом);
• универсальность и достаточность (не требуется множества дорогостоящих сопел под сегодняшние и завтрашние размеры микросхем, как в конвекционных системах);
• возможность работы со сложнопрофильными компонентами (экранами, разъемами и т.п.), в том числе пластмассовыми.
Наличие встроенного микропроцессорного блока для контактной пайки с возможностью подключения пяти инструментов (паяльников разной мощности MicroTool/TechTool/PowerTool, термопинцета ChipTool или термоотсоса X-Tool) превращает инфракрасную станцию IR550Aplus в универсальный ремонтный центр.

Рядом с ней стоит станция ниже классом. На ней паяют то, где не нужна такая точность и филигранность, как например пайка клавиатуры (кстати, если вы хотите, чтобы мы сняли/написали о пайке клавиатуры, монитора или еще чего-нибудь, пишите – снимем).
Видеобозор всего процесса пайки видеочипа.
Также у нас есть канал на ютубе, куда мы грузим разные ролики о технических операциях. Подписывайтесь – будут новые видосы.
Помимо технических видео, мы записываем ремонты для клиентов, ведь часто у людей бывают сомнения: а не поназаменяли ли мне в моем любимом гаджете хорошие запчасти на «левые»? Чтобы таких вопросов не возникало, мы записываем на видео сам ремонт по желанию клиента.
Учебные курсы/тренинги/воркшопы по разным направлениям ИТ-инфраструктуры — Учебный центр МУК (Киев)
МУК-Сервис — все виды ИТ-ремонта: гарантийный, не гарантийный ремонт, продажа запасных частей, контрактное обслуживание
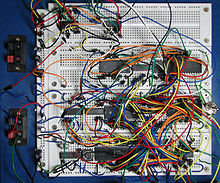
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.

Так можно собрать весьма кучерявое устройство.
Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).
Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
Экспериментальным путем я нашел несколько путей улучшить процесс:
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа
микросхем это крайне непрактично. Тем более, обычно, их ножки уже
луженые. - Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо «сильнее» канифоли), и тогда будет активный «пшшшшш», и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней «прозвонке». Выход — мыть.
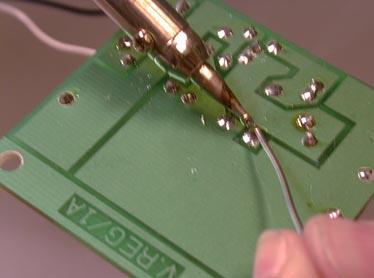
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент — это паяльник, самый обычный с жалом в виде шила:

и припой c флюсом внутри:

Все дело в процессе. Делать надо так:
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.
Ключевой момент тут, как вы уже поняли, это подача припоя и флюса прямо на место пайки. А «встроенный» в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму.
Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
Стоит заметить, что все выше сказанное относится к пайке элементов, которые вставляются в отверстия на плате. Для пайки планарных деталей процесс немного более сложен, но реален. Планарные элементы занимают меньше места, но требуют более точного расположения «пятачков» для них.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.


Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.


Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:

Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.


Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
- Отсос. Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.
- Очки. Когда имеешь дело с ножками и проводами, может случиться, что разогретая ножка отпружинит, и припой с нее куда-то полетит, возможно, в глаз. С этим лучше не шутить.
Успехов в пайке! Запах канифоли — это круто!
Конечно, об этом писали реально 100500 раз. И гугл выдает огромное количество статей о том, как качество запаять по-быстрому проводочек, транзитор или чего там обычно паяют. Ниже я описываю свой подход и высказываю своё мнение, основанное на своём опыте паяльно-лудильных работ.
!!!Внимание, данные инструкции основаны на личном опыте ремонта АНАЛОГОВЫХ ЭФФЕКТОВ. Т.е. в основном мапятся на обычные, не смд девайсы!!!!!!
Паяние — на 30% правильные инструменты, и на 70% — опыт. Ну, во всяком случае мне так кажется. Постараюсь рассказать обо всем по порядку.
Инструменты для паяния гитарных педалей в частности это:
1. Припой — только хороший 60/40, только Asahi, только с флюсом внутри 🙂
2. Оплетка для снятия припоя — подойдет любая, 2-2.5мм шириной для начинающих.
3. Флюс — паяльный жир — наше всё. Нужен скорее для выпаивания элементов.
4. Канифоль — тоже иногда не повредит. Исключительно сорта «А».
5. Паяло — 25-40Вт, желательно с регулировкой температуры и её отображением. Lukey — вполне подойдет, Goot — вообще хорошо. Ещё нужно присмотреть жало, чтобы удобно паять. В стоке идёт тонкое, я добавляю «лопатку».
6. Очищающие средства для паяла — губка и латунная стружка в банке.
7. Очищающие средства для платы/пайки — изопропиловый спирт. Медицинский мне лично не катит, т.к. оставляет характерный белый мерзкий налёт.
Опыт — это количество паек. Это именно то, сколько раз вы ткнули паялом в плату.
Постараюсь описать идеальный с моей точки процесс, начиная с подготовки и заканчивая финалом — правильной пайкой.
1. Прогрев паяльника — включите станцию на температуру пайки. Для обычного припоя типа рекомендованного выше это около 350 градусов.
2. После прогрева перейдите к чистке жала, если на нем есть черный нагар. Просто несколько раз (до очистки жала) почистите его об латунную стружку (возвратно-поступательными движениями)
3. Снимите с жала окислы. Для этого достаточно кратким прикосновением протрите жало об мокрую губку
4. Залудите очищенное жало. Трубку припоя поднесите к жалу и растворите минимальное количество припоя на жале. Жало должно характерно блестеть, это видно на обучающих роликах
5. Поднесите жало паяльника и трубку припоя (да, в процессе участвуют ОБЕ руки) к месту пайки
6. Аккуратно приложите жало к месту пайки, чтобы нагреть его. В зависимости от массы может потребоваться до 2-3х секунд, для обычной пайки это буквально половина секунды
7. Приложите трубку припоя к месту соединения жала паяльника и места пайки. Припой должен начать плавиться. Контролируйте количество расплавленного припоя, дозируя количество расплава. В случае, если припой плавить на жале, а затем подносить к месту пайки, чтобы припой перетек на место пайки, это приведет к непропаю, загаживанию места пайки, выгоранию флюса, содержащегося внутри трубки припоя, и, как следствие, преждевременному загаживания жала паяльника.
8. Расплавливаемый припой должен принять форму аккуратной капли. Если получается «худая» капля — припоя мало, «толстая» — много
9. Уберите жало паяльника и дайте припою остыть. Поверхность остывшего припоя должна быть красивой, гладкой и блестящей. В случае крошения/кристаллизации нарушены условия процесса
10. Повторите процесс 10 тысяч раз. Постепенно будет получаться всё лучше и лучше 🙂
Опционально — смывка остатков флюса с платы. Он выглядит как блестящее пятно вокруг свежей пайки, может также выглядеть непонятными брызгами капель. Не все флюсы пассивны, некоторые со временем могут вообще разъесть пайку. Поэтому для хорошего девайса можно потратить немного спирта. Достаточно смочить любой ватный тампон и хорошенько протереть плату.
Также после чистки можно побрызгать плату защитным лаком, чтобы она не тускнела (медь/пайка не оксидировала) — это улучшит ремонтопригодность и срок службый/надежность девайса.
Опыт можно получить из также из видео. Ниже прекрасные обучающие видосики, рекомендую! (вообще это части одного фильма, однако выбраны специально, т.к. считаю часть из них неактуальной):
Пишу пост прежде всего для новичков — тех, кто только собирается научиться паять, либо попробовал, и получилось «не очень». В том числе для рукодельниц и рукодельников, которые (пока что) не замахиваются на ремонт и разработку электроники. Как следствие — здесь не будет страшного текста про заземление, фен, паяльную пасту и реболлинг. Не будет про высокотемпературные припои. И только самый минимум информации про электричество. Зато хочу рассказать про выбор инструмента, типичные проблемы начинающих и маленькие хитрости. Всё пишу из личного опыта.
Набор из инструментов и материалов для более-менее комфортной пайки включает в себя:
Паяльник, конечно же. В паяльнике важны две составляющие: регулировка температуры и удобное жало. Едва ли не все начинающие берут себе дешман-паяльник без регулировок и с единственным жалом-конусом, а затем мучаются, прилепляя к проводам «сопли» из припоя. Паяльник перегревается, жало не хочет держать припой, припой мгновенно окисляется. Если и вы пошли этим путём, у меня есть хорошая новость: дешёвый паяльник можно доработать до приличного состояния. Но об этом ниже.
Припой. Самый распространённый имеет марку ПОС-61, что означает: припой оловянно-свинцовый с содержанием олова 61%. Свинец — металл токсичный, поэтому стоит принимать разумные меры предосторожности: не есть во время пайки, а после работы мыть руки. И вряд ли стоит паять таким припоем украшения, которые будут носиться на теле. Есть бессвинцовые припои, у них более высокая температура плавления и паять ими немного труднее. Кстати, практически вся электронная промышленность перешла на бессвинцовку из-за требований по экологии.
Ещё припой бывает как с добавлением канифоли, так и без неё, и разной толщины. Самый ходовой — тонкий, с канифолью внутри.
Заказывать припой у китайцев не советую, это лотерея. Хитрые производители научились делать начало и конец катушки из сплава разного качества, и внутренние витки могут состоять едва ли не из чистого свинца. Начинаешь паять — всё хорошо, 5 звёзд продавцу. Но счастье в этом случае длится недолго.
Канифоль. Классика жанра, поэтому пусть будет. Но я ею практически не пользуюсь.
Флюс ЛТИ-120, либо жидкий спиртоканифольный флюс. Флакон лучше с кисточкой. Это вещь! Заменяет твёрдую канифоль, сделан на её основе, однако гораздо удобнее в применении. Основное достоинство: намазывается непосредственно на место пайки и поэтому не выгорает, пока вы несёте паяльник. ЛТИ-120 является более активным флюсом, чем (спирто-)канифоль. Это значит, что с ним паять легче. Но из-за этого ЛТИ очень желательно смывать спиртом после пайки, а канифоль и спиртоканифоль — нет. При пайке точной электроники смывать ЛТИ строго обязательно. И вообще, промывать место пайки — хорошая привычка.
Изопропиловый спирт во флаконе с капельницей/дозатором и ватные палочки. Можно использовать медицинский (этиловый) спирт, если он для вас более доступен. Спирт — очень полезная вещь в хозяйстве. Им можно обезжиривать поверхности, отмывать капли не застывшей эпоксидной смолы или масляной краски, смывать перманентный маркер, отмывать собачьи лапы от еловой смолы, готовить дезинфицирующий раствор против «короны». В общем, универсальная штука. Флакон на фото я не раз уже заправлял из большой банки. В контексте пайки спирт используется и для первичной очистки, и для отмывки места уже сделанной пайки от нагара и остатков флюса.
Зажим «третья рука». Паять без «третьей руки» можно, но очень неудобно. Дешёвую «третью руку» (как на фото) рекомендую сразу доработать. Во-первых, проклеиваем основания «крокодилов», чтобы они не разболтались и не слетели. Я использовал эпоксидный клей. Во-вторых, на губки надеваем кусочки термоусадки и термоусаживаем горелкой/зажигалкой.
Хирургический зажим (карцанг). Желательно — с самыми тонкими губками. На фото толстоват, хотя, смотря что паять. Прямые или изогнутые губки — на ваш выбор. В большинстве случаев заменяет пинцет, плюс его можно зафиксировать в зажатом состоянии. Очень удобная вещь! Вместо или в дополнение к зажиму рекомендую хороший пинцет с тонкими кончиками, которые хорошо смыкаются, не вихляют и имеют плоскую внутреннюю поверхность. Но очень не советую брать дешманские пинцеты из серии «5 штук за 100 рублей». Сделаны из сплава фольги с картоном, не держат ни-че-го! Маникюрные пинцеты тоже плохо подходят: губки не очень ровные и часто «гуляют» друг относительно друга.
1. Пинцет из сплава фольги с картоном.
2. Маникюрный пинцет.
3. Зажим (карцанг).
4. Нормальный пинцет для тонких работ.
Губка для чистки паяльника. Специальная! Губка для посуды не подойдёт! Перед работой её нужно намочить и отжать. Об неё в процессе работы можно вытирать нагар, и держать жало паяльника в чистоте.
Маленькие бокорезы (кусачки). Мне больше нравятся именно такой конструкции, с тонкими острыми губками.
Дополнительно полезно иметь:
Оплётку для выпаивания. Это плетёнка из тонкой меди, пропитанная канифолью. Набирает на себя припой (лудится). Тем самым, упрощает демонтаж (выпаивание). Использованная, т.е. пропитанная припоем оплётка может помочь залудить какую-нибудь поверхность.
Инструмент для зачистки проводов. Китайский с фото вполне работает. Можно выбрать что-нибудь подороже, но инструмент должен соответствовать толщине зачищаемого провода. Иначе либо не зачистит, либо перекусит.
Макетный нож. Кстати, лезвия для макетников не все одинаково хороши. Большинство — тупые изначально, и предназначены только для офисной бумаги. А какие-то выполнены из калёной стали и легко режут даже плотный ковролин.
Подробнее про паяльник.
Паять, конечно, можно и гвоздём на газовой зажигалке. Но удовольствие это сомнительное. Рассмотрим главные, на мой взгляд, признаки хорошего паяльника.
Контроль температуры. Паяльники без регулировок склонны перегреваться. В этом случае припой на жале моментально покрывается плёнкой окислов, плохо липнет в месту пайки и превращается в «сопли». Поэтому все более-менее хорошие паяльники имеют регулировку, датчик температуры в жале, и умеют поддерживать более-менее постоянную температуру. Есть паяльники с простой «крутилкой» без градуировки, а есть — с цифровым управлением, умеющие отображать текущую температуру в градусах.
Даже если у вас паяльник примитивный и без регулировок, ещё не всё потеряно. Идём в электротовары и покупаем диммер (регулятор яркости) для обычных ламп накаливания, подключаем паяльник через него. Регулируя мощность нагревателя, можно подобрать комфортную температуру жала. Внимание: мощность диммера должна соответствовать мощность паяльника. Паяльник мощностью 20Вт может не запуститься с диммером, требующим мощность нагрузки от 40Вт. А может запуститься, если вывести регулировку сначала на максимум, и затем на нужный уровень.
Если диммера тоже нет, а паять надо, можно на время остужать жало, макнув в твёрдую канифоль. Если жало делает «ПШ-Ш-Ш» и выпускает клубы дыма, а канифоль в месте контакта вскипает — значит, оно было перегрето. Если дым от канифоли идёт струйкой, значит с температурой всё более-менее в порядке.
Жало. Ищите паяльник, к которому продаются запасные жала различной формы. Сейчас почему-то все паяльники продаются с жалом-конусом (иголкой). Почему — я так и не понял, ибо паять конусом мне некомфортно: припой набирается на боковую поверхность, контроль за каплей припоя слабый, при этом тонкий «носик» конуса практически не смачивается припоем и мешается, упираясь в окружающие элементы. На мой взгляд, самой удобной и универсальной является форма «скошенный конус» и «скошенный цилиндр», т.е. жало, имеющее на конце овальную плоскую площадку.
На фото, сверху вниз:
1. Удобное для меня жало формы «Скошенный конус».
2. Жало «Скошенный цилиндр» со слегка скруглённым концом. Не впечатлило.
3. Комплектное жало-иголка. Попытался было переточить, не получилось.
4. Жало-конус от самого дешманского паяла.
Советские паяльники оснащались медным жалом, сейчас же в моде не обгорающие («вечные») жала. Достоинства меди: хорошо передаёт нагрев, хорошо прилипает припой, легко придавать форму напильником. Но медное жало «разъедается» припоем, и его периодически приходится править напильником. В итоге оно со временем укорачивается. Не обгорающее жало может служить годами, если соблюдать несколько правил. Во-первых, постараться не использовать его с активными флюсами или для плавки (резки) пластика. Во-вторых, не «жарить» постоянно на максимальной температуре. В-третьих, очевидно, не стачивать его напильником/наждаком, т.к. не обгорающий слой может быть ограничен по толщине. В самом дешёвом паяльнике может быть вставлено не обгарающее жало-конус и затянуто винтом. Хороший вариант — найти медную проволоку подходящей толщины, и из неё нарезать медных жал. Их можно сделать с запасом и заточить под любую удобную для вас форму. Будьте внимательны, под видом медного провода сейчас можно встретить омеднённый алюминий. На фото — несколько удобных самодельных жал из медного провода. К слову: сплав меди и олова — это бронза.
Хозяйке на заметку: в медном жале в процессе его эксплуатации образуется ямка. Если при правке жала на напильнике её не заравнивать до ровной плоскости, и оставить небольшое углубление, то может получиться даже удобнее, чем ровная плоскость. Углубление хорошо держит каплю припоя и по-умному называется «микроволна».
Итак. Дешёвый паяльник можно сделать весьма комфортным в работе, если докупить к нему диммер, выкинуть «не обгорающее» родное жало-конус и наделать из толстого медного провода жал удобной вам формы.
Теперь о процессе.
Минутка химии и физики. Как известно, большинство металлов на воздухе окисляются. То есть металл соединяется с кислородом воздуха и образуется оксид. Оксиды имеют более высокую температуру плавления, чем не окисленный металл, и гораздо хуже переносят тепло. Причём, чем выше температура, процесс окисления идёт быстрее. В частности, расплавленный припой, оставленный на паяльнике, довольно быстро покрывается плёнкой окислов. Плёнка эта находится в твёрдом (не расплавленном) состоянии, и сильно препятствует нормальной пайке. Если каплю припоя пошевелить или потыкать, то видно, что она оказывается как бы в мешочке. Одна из основных функций флюсов (той же канифоли) — это препятствовать образованию окислов. Канифоль окисляется активнее, чем металл, и в разогретом виде может отбирать кислород у оксидов. Оксид вновь превращается в жидкий металл, а канифоль — в пахучий дым и в чёрный нагар на жале. Когда канифоль с жала вся израсходуется, плёнка оксидов возникает вновь. На перегретом паяльнике канифоль расходуется практически моментально, а «мешочек» образуется буквально за секунду, из-за этого паять таким паяльником сложно. Получается даже парадокс: перегретый паяльник хуже прогревает объект пайки из-за плёнки окислов. Плёнку окислов можно снимать не только флюсом, но и механически, вытирая разогретое жало об губку или другой подходящий материал.
Кроме того, окислы на паяемом металле тоже препятствуют прилипанию припоя. Если медь тёмная, её перед пайкой крайне желательно зачистить до блеска. Другой способ справиться с окислами на объекте пайки — это применение активных флюсов, в частности, паяльной кислоты. Паять с кислотой легче, но она, во-первых, испускает едкий дым. Во-вторых, разъедает жало, что особенно важно при использовании дорогой «необгорайки». И, в-третьих, требует обязательной промывки места пайки, т.к. со временем сделанная пайка может развалиться. К слову, алюминий тоже можно паять, но на воздухе он моментально покрывается тонкой плёнкой окислов. Для противодействия окислению применяются специальные флюсы.
Флюсы. Это вещества или составы, облегчающие пайку или плавку металла. Паяльные флюсы бывают различными по консистенции: твёрдыми (например, канифоль), жидкими (примеры: спиртоканифоль, ЛТИ-120) или гелеобразными. Жидкий или гелеобразный флюс наносится непосредственно на место пайки, а значит, он не обгорит, пока вы несёте паяльник от баночки с флюсом к месту пайки. Твёрдый флюс в баночке (ту же канифоль) можно использовать для лужения (покрытия слоем припоя) проводов и самого жала паяльника.
Кроме того, флюсы отличаются по химической активности, электропроводности и, как следствие, необходимости отмывки после работы. И я встречал случаи неправильной маркировки производителем: флюс, который заявляется, как безотмывочный, на самом деле весьма неплохо проводит электричество.
Функции флюса при пайке:
1. Смазка. Помогает формироваться аккуратным шарикам припоя и не «прикипать» к поверхностям, которые не паяются.
2. Очистка паяемой поверхности от окислов и грязи, защита от окисления в процессе.
3. Защита припоя от окисления, убирание плёнки окислов с припоя.
Профессионалы советуют не набирать припой на жало, а прикасаться проволочкой припоя к месту пайки одновременно с паяльником. Плюс такого метода: и быстрее, если паять нужно много всего сразу, и канифоль в проволочке припоя попадёт на место пайки в свежем виде. Можно даже не пользоваться дополнительными флюсами. Но. Этот приём требует свободных обеих рук, однако часто одной рукой держим, второй паяем.
Передача тепла — это то, что нужно и понимать, и прочувствовать на своём опыте. Чтобы припой стал жидким, его нужно разогреть. Чтобы припой был жидким в месте пайки, нужно разогреть место пайки до температуры плавления припоя. Это очевидно. Но если мы паяем массивный, по сравнению с жалом, объект, то разогреть его может быть непросто. Во-первых, металлы очень хорошо передают тепло. Во-вторых, тепло накапливают (имеют теплоёмкость). И, наконец, отдают тепло вовне. В итоге, даже используя мощный паяльник, можно столкнуться с непрогревом места пайки. Например, печатные платы мощной электроники проектируются так, чтобы хорошо отводить и рассеивать тепло. Как можно победить непрогрев:
1. Набрать на жало капельку припоя и нанести флюс на место пайки. «Сухое» жало передаёт тепло плохо.
2. Греть дольше; ждать, пока прогреется. Но рядом с местом пайки могут располагаться детали, которые нельзя перегревать.
3. Банально — увеличить температуру паяльника. В некоторых случаях помогает, но риск перегрева и повреждений окружающих элементов выше, и, кроме того, окислы на паяльнике могут мешать передаче тепла.
4. Поставить жало потолще и покороче, подходящее по размеру. Способность проводить тепло — одна из важнейших характеристик жала.
5. Подогреть объект пайки дополнительно. В бытовых условиях, в частности, можно прогреть градусов до 100 на перевёрнутом утюге, и на нём же выполнять пайку.
6. Пойти на хитрость: использовать легкоплавкий припой. И об этом поподробнее.
Содержащий свинец припой плавится легче бессвинцового. Промышленная пайка по экологическим причинам практически вся сейчас выполняется бессвинцовым припоем, разогреть который паяльником бывает сложновато. Но можно набрать на паяльник каплю обычного ПОС-61 и «поелозить» им в точке пайки, после чего уже весь припой становится жидким, поскольку разбавляется легкоплавким. Можно пойти дальше и использовать ещё более легкоплавкий состав. В частности, сплав Розе плавится при менее, чем 100 градусах Цельсия. Удобно! Но за удобство приходится платить легкоплавкостью результатов труда. Если изделие в процессе использования будет нагреваться, то такая пайка может развалиться сама по себе. Внимание: оставшийся на жале паяльника или в местах пайки сплав может привести к сюрпризам в будущем, сделав последующие пайки также легкоплавкими. Крайне нежелательно его использовать для ремонта заметно греющейся электроники: видеокарт, смартфонов, светодиодного освещения и т.д. И за злоупотребление розе можно огрести «пару ласковых» от профессионалов.
Кроме того, важна передача тепла от нагревателя к жалу. У меня был опыт, когда керамический нагреватель слегка болтался внутри жала. Паять было сложновато. Несколько слоёв медной фольги решили проблему.
Бывает, что припой после застывания оказывается матовым, а не красивым-блестящим. Почему так происходит? Во-первых, неправильный температурный режим и плёнка окислов. Во-вторых, состав самого припоя. Сюрприз, но это может зависеть от состава припоя, не все припои застывают в красивые глянцевые капли.
FAQ по основным явно заметным проблемам пайки (пайка не получается)
1. Жало не держит припой. При попытке набрать припой на жало, он скатывается каплями на стол. Прогреть место пайки почти не получается. Причина: жало не залужено. Нужно очистить жало, с помощью припоя и канифоли заново залудить. Если проблема часто повторяется, значит, жало перегрето.
2. Припой не держится на объекте пайки. Причина: плёнка окислов (либо лак) на объекте пайки. Да, встречается медь, покрытая бесцветным лаком. Например, провод наушников. Нужна либо механическая очистка, либо использование активного флюса.
3. Припой в месте пайки моментально застывает неаккуратными «соплями», плавится медленно и с явным трудом, паяльник слегка липнет. Причина: теплопередача от паяльника недостаточна.
4. При пайки образуются «сопли», шипы из припоя. Место пайки выглядит неаккуратно. Причина: нехватка флюса, плёнка окислов на припое.
Не очевидные «косяки» новичков (пайка получается некачественная или портится со временем):
1. Непропай. Паяное соединение держится на флюсе в роли клея. С электрическим контактом и надёжностью беда.
2. Злоупотребление активным флюсом. Он может разъедать пайку со временем, при работе разъедает «вечные» жала.
3. Неотмытый флюс. Если это канифоль — ничего страшного, кроме внешнего вида. Иные флюсы люто проводят электричество или разъедают (см. выше) пайку.
4. Сплав Розе. Да, с ним удобно, но пайка становится легкоплавкой.
5. Перегрев чувствительных к нагреву элементов. Печатная плата может расслоиться, пластиковый разъём может деформироваться, а электроника — выйти из строя.
6. Избыток припоя, который куда-то бодро уходит в процессе пайки. Может привести к сюрпризам в собираемой электрической схеме.
Материал обновлён 10.02.2023
Время чтения: 24 минуты
BGA-микросхемы используются во всех современных устройствах, будь то компьютер, ноутбук, смартфон или игровая приставка.
Свое название они получили в честь применяемой технологии изготовления контактов – BGA (от англ. Ball Grid Array – массив шариков). В ней, для присоединения BGA компонентов к печатной плате используется припой в виде шариков.
Как паяют такие микрочипы? Что такое реболлинг? Какое оборудование, а также какие приемы используют? Обо всем об этом мы поговорим в этой статье.
Необходимость ремонта плат с BGA
Замена BGA чипов в первую очередь обусловлена выходом их из строя, во вторую — обрывом паяного контакта. Повреждение контактного соединения приводит к тому, что микросхема перестает полностью или частично осуществлять свои функции. Это отрицательно влияет на функционирование самого устройства и может привести к его полному выходу из строя.
Признаки повреждения BGA компонентов:
- после включения устройства дисплей остается черным, хотя индикаторы включения горят;
- устройство самостоятельно отключается через несколько минут или секунд после включения;
- устройство самопроизвольно многократно перезагружается;
- нет изображения;
- устройство включается не с первого раза.
Причины выхода микросхем из строя:
- перегрев, вызванный нарушением охлаждения;
- подача высокого напряжения, вызванное коротким замыканием, пробоем изоляции и т.п.;
- физическое разрушение микрочипа, вызванное ударом или деформацией.
Причины повреждения шариковых выводов:
- нарушение технологии запайки (загрязнение, не верная температура, время нагрева или охлаждения);
- не верный подбор материалов (флюса, размера BGA шаров, припоя);
- разрушение из-за попадания влаги;
- механические воздействия (удары, деформация).
Реболлинг, что это?
Действительно частой причиной повреждения контактов становится простое механическое воздействие. Например, устройство в процессе эксплуатации уронили или оно получило удар при транспортировке или эксплуатации. Часто для ремонта таких повреждений достаточно восстановления шариковых выводов и повторной установки компонента.
Сам процесс восстановления шариковых выводов называется «реболлинг» (от англ. „reballing“).
Операция реболлинга является достаточно востребованной, но далеко не самой простой. Главная ее особенность заключается в том, что качественный реболлинг не сделать, как говорится, «голыми руками». Для этого требуется специальное оборудование, при этом сам мастер должен иметь соответствующие навыки и опыт.
Грубо говоря, все выполняемые ремонтные работы можно разделить на два вида: демонтаж микрочипа и его запайку. Но в начале надо позаботиться о безопасности выполняемых работ.
Техника безопасности
Все работы нужно проводить в хорошо вентилируемом помещении, так как при пайке образуются испарения, которые могут причинить вред вашему здоровью.
На некоторых этапах используются химикаты (например, при отмывке платы и компонентов). От них также выделяются испарения. Поэтому необходимо использовать средства личной защиты: очки, респиратор, перчатки.
Безопасность компонентов
Особую опасность для компонентов представляет статический заряд. Он способен вывести из строя электронные компоненты. Для защиты от статики необходимо использовать антиэлектростатические инструменты и принадлежности. А подробнее о статическом электричестве вы можете узнать в нашей статье: «Что такое электростатический разряд».
Следует помнить, что компонентам может нанести вред высокий уровень влажности, резкий перепад температур, а также любые непредвиденные механические воздействия. Поэтому в помещениях для их хранения и в самой мастерской должны быть приемлемые климатические условия. Рабочее же место мастера должно быть удобным, а также оборудовано всем необходимым оборудованием и принадлежностями.
Демонтажные работы
Прежде всего, необходимо извлечь печатную плату с микрочипом, которая находится в устройстве. Корпус надо вскрывать аккуратно, чтобы ни в коем случае не повредить его. Так как в ремонте нуждаются самые разные устройства: телефон, ноутбук, планшет, телевизор, то для их разборки требуется специальный инструмент. Неудобно и ненадежно каждый раз выискивать что-то подходящее из подручных средств для этого. Поэтому хорошим выбором станет универсальный набор инструментов, который поможет аккуратно вскрыть корпус любого современного устройства.
Универсальный набор инструментов ремонтника
Убираем компаунд
Часто, особенно в мобильных устройствах, можно встретить чипы залитые специальным веществом. Это вещество – специальный компаунд. Он позволяет надежно герметизировать элементы. Под них не попадает случайно пролитая вода, а также не сконденсируется влага. Дополнительно компаунд обеспечивает надёжную фиксацию микрочипа, защищая его контактные соединения от разрыва при вибрации, а также ударах. Однако за всеми этими преимуществами стоит сложность снятия зафиксированных компаундом электронных компонентов.
Удалите компаунд по периметру чипа, а также с прилежащих к нему областей. После этого можно приступать к процедуре нагрева микрочипа и его снятию.
Извлекаем микросхему
Ремонт начинается с демонтажа электронного компонента с печатной платы. Для удобства ремонтируемую PCB нужно зафиксировать. Для этого можно воспользоваться специальным держателем. Такое приспособление будет удобно даже при обычных ремонтных работах с электроникой. Определится с держателем вы можете, прочитав нашу специальную статью: «Обзор держателей для печатных плат «третья рука»».
Платодержатели: BEST BST-001C (слева) и BANGSTOOL LFJH400 (справа)
Для снятия микросхемы необходимо прогреть припой соединяющий её с PCB до температуры плавления. Для решения этой задачи можно воспользоваться термовоздушной паяльной станцией (ТВ ПС), либо инфракрасной паяльной станции (ИК ПС).
Термовоздушные станции удобны для выполнения большинства операций по BGA и SMD пайке. Эти устройства компактны, просты в эксплуатации и обслуживании. Подробнее о выборе термовоздушных ПС можно прочитать в статье: «Как выбрать термовоздушную паяльную станцию?».
Термовоздушная ПС Quick 857DW+ (слева) и YIHUA-852D+ (справа)
Инфракрасные ПС имеют больший функционал и предназначены для выполнения серьёзных ремонтных работ. Таких, как: пайка процессоров, видеочипов, реболл графического процессора, микрочипов памяти, а также других.
Их ключевые особенности:
- наличие верхнего и нижнего нагревателей;
- точный контроль температуры нагрева за счет применения термоконтроллера или ПЛК (программируемого логического контроллера);
- дополнительное оборудование в виде вакуумного пинцета, системы позиционирования.
Более подробно о преимуществах, а также критериях выбора ИК ПС можно прочесть в наших статьях: «Как выбрать ИК станцию» , «Обзор паяльных станций или как выбрать паяльную станцию», «ТОП ИК станций».
Инфракрасные ПС для BGA корпусов: ACHI IR 6500 (слева) и Dinghua DH-A2E (справа)
Если микросхема вышла из строя, то при демонтаже можно не сильно беспокоиться о ее перегреве. В такой ситуации важно не повредить саму плату, соседние электронные компоненты, а также пластиковые элементы. Для обеспечения этого надо:
- при работе с термовоздушными нагревателями использовать насадки концентрирующие воздушный поток;
- при использовании ИК станций – оснащать их концентратором, насадкой или диафрагмой фокусирующей, или ограничивающей поток инфракрасного излучения;
- для защиты термочувствительных деталей и электронных компонентов от высокой температуры наклеивать на них алюминиевую клейкую ленту, медный самоклеящийся скотч или полиимидный термоскотч.
Ленты медная, лента алюминиевая, полиимидный скотч
Если предполагается, что компонент не поврежден, то контроль температуры при ее демонтаже очень важен. При использовании термовоздушных фенов выставляют температуру воздушного потока в 300-350 градусов, а на ИК ПС выбирается соответствующий профиль нагрева. В процессе нагрева обязательно выполняют контроль температуры термопарой, пирометром или тепловизором.
Для снятия еще горячего микрочипа, чтобы не обжечься, а также не повредить его при снятии, нужно воспользоваться вакуумным пинцетом.
Подготовка деталей к пайке
Перед монтажом микросхемы необходимо подготовить «пятаки» (контактные площадки) находящиеся на PCB. Надо убрать остатки припоя и компаунда. Для начала выставив 150 градусов, прогревают PCB термофеном или на столе преднагревателе. После размягчения компаунда его остатки соскребают деревянным шпателем или зубочисткой. По окончании операции посадочное место очищают изопропиловым спиртом и мягкой щеткой.
После очистки от компаунда приступают к удалению остатков припоя с контактных выводов. Эту операцию называют деболлинг. Для очистки используют паяльник с контролем температуры, например, это может быть паяльная станция YIHUA-852D+.
Передняя панель ПС YIHUA-852D+ отражающая текущую температуру нагрева
Как только площадка будет очищена можно приступать к удалению остатки флюса и других загрязнений.
Для облегчения снятия остатков припоя можно пролудить контакты низкотемпературным сплавом Розе.
При запайке старого или донорского чипа его контактные площадки также требуют очистки. Удаление припоя, а также остатков компаунда выполняется по той же технологии, что используется для PCB платы.
Для смывки различных загрязнений можно использовать: деионизованную (без ионов) воду, изопропиловый спирт или ацетон, а также обычную зубную щетку.
Проверяем состояния элементов
После очистки контактов выполняется оценка их состояния. Выявляются дефекты PCB, повреждения её контактных площадок и маски. Для этого необходимо воспользоваться микроскопом (МС).
Наиболее подходящими, для этого, считаются стереоскопические микроскопы. Однако некоторые мастера предпочитают промышленные микроскопы.
К преимуществам стереомикроскопов можно отнести:
- получение объемного изображения, что удобно для оценки компонентов, их состояния, отсутствия повреждений;
- большое рабочее расстояние позволяет работать различным инструментом (паяльник, фен и др.);
- защитное стекло, для протекции оптики от испарений, брызг припоя, а также высокой температуры.
Ряд моделей стереомикроскопов выполняются тринокулярными. Это позволяет установить на них камеру и выводить изображение на монитор или записывать видео рабочего процесса.
Стереоскопический микроскоп Crystallite ST-7045 (слева) и промышленный микроскоп Saike Digital SK2700HDMI-T2H (справа)
К достоинствам промышленных микроскопов можно отнести:
- компактность;
- большое рабочее расстояние;
- наличие цифровой видеокамеры.
Для выбора подходящего именно вам микроскопа ознакомьтесь со следующими статьями: «Как выбрать бинокулярный и тринокулярный стереомикроскоп», «Выбираем промышленный микроскоп» и «Обзор цифровых микроскопов Saike Digital».
При оценке контактов проверяют их состояния, а также необходимость выполнения восстановительных работ, качества пролуженности контактов, а также общее состояние электронного компонента и PCB.







