- Набор для пайки 5 предметов:
- Доставка:
- Доставка курьером по г. Москва:
- Доставка курьером по МО:
- Срочная доставка:
- Boxberry:
- Доставка заказов Почтой России:
- Классификация
- Мягкие припои
- Твёрдые припои
- Примеры припоев от REXANT
- ПОС-61 с канифолью
- ПОМ-3 без свинца
- ПОСу 95-5, без свинца
- Концепция и Применение
- Стандарты пайки меди и латуни
- Паяльные материалы для алюминия и его сплавов
- Выводы
- Источники
- Идеальный размер зазора составляет 0,003-0,005 мм
- Таблица 11: Характеристики соединений с твердой пайкой из меди и латуни
- Слабоагрессивный флюс
- Неагрессивный флюс
- Процесс пайки
- Паяльные свойства меди и медных сплавов
- Присадочный металл для пайки на основе серебра
- Медно-фосфорный припой
- Мягкий припой — припой на основе олова
- Мягкий припой — припой на основе кадмия
- Мягкий припой — бессвинцовый припой
- VIII. Подготовка поверхности
- III. Типичные составы меди и медных сплавов и их термическая обработка
- X. Технология пайки меди и медных сплавов
- Латунь
- Марганцевая латунь
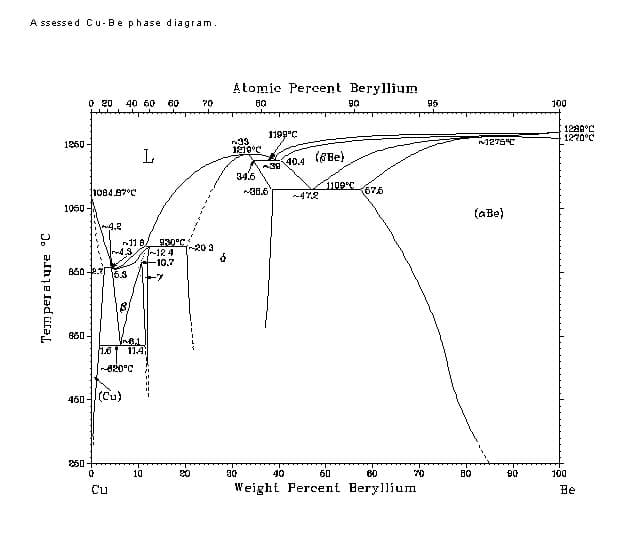
- Бериллиевая бронза
- Хромированная бронза
- Кадмиевая и оловянная бронза
- Кремниевая бронза
- Алюминиевая бронза
- Цинковая белая медь
- Марганцевая белая медь
- I. Cмедь и медные сплавы
- VI. Паяльный флюс
- II. Свойства материалов из меди и медных сплавов
- Специальная латунь
Набор для пайки 5 предметов:
Паяльник электрический 25 Вт 220 В
- Предназначен для монтажной пайки и лужения оловянно-свинцовыми припоями в производственных и бытовых условиях.
- Характеристики:
- Длина жала: 66 мм;
- Диаметр жала: 3.8 мм;
- Габаритные размеры без шнура: 250x24x24 мм.
- Время разогрева составляет всего 5 минут!
Канифоль сосновая 20 г.
- Для пайки меди, латуни в качестве нейтрального флюса.
- Применяется для высококачественной пайки и лужения радио- и электротехнических устройств припоями оловянно-свинцовой группы.
Припой ПОС-61
- 1 метр диаметр 1.5 мм.
- Применяется для пайки: медь, медные сплавы, латунь, никель, сплавы никеля, высоколегированная сталь, цинк, лужёные стальные листы, свинец, лужёная высоколегированная сталь.
Кислота паяльная 30 мл.
- Для пайки сталей, меди, никеля, элементов РЭ монтажа.
- Активный флюс для удаления окислов с поверхностей металлов.
Суперфлюс ФТКА (Ф59А) 30 мл.
- Бескадмиевый флюс для низкотемпературной пайки.
- Может применяться для пайки алюминия, нержавеющих сталей, никеля, меди и других металлов.
Самовывоз с офиса бесплатно.
Адрес для самовывоза:
Москва, Каширское шоссе 13Б, Бизнес-Центр ИТКОЛ-РЕГИКОН
Время работы склада:
Пн.-Пт. с 9.30 до 18.00

Доставка:
Доставка курьером по г. Москва:
- До двери: от 350 руб.
- Пн-Пт с 10 до 21.
Доставка курьером по МО:
- До 10 км от МКАД: от 450 руб.
- Пн.-Пт. с 10.00 до 18.00

Срочная доставка:
- Предоплаченного заказа: от 400 руб.
- По Москве в пределах МКАД в день (пн-пт)

Boxberry:
- До пунктов выдачи по России (оплата при получении): от 350 руб.
Уточнить стоимость доставки можно у менеджеров по телефону: +7 (495) 928-08-93

Доставка заказов Почтой России:
- От 450 руб.
- Отправка после 100% предоплаты заказа.


Припой – это материал, при помощи которого металлические поверхности при пайке соединяются друг с другом. Припои всегда плавятся при более низкой температуре, чем присоединяемые материалы. Как правило, припои – это металлы или сплавы, но бывают и исключения.
Классификация
Основные виды припоев – это мягкие и твёрдые. Остановимся на каждом виде подробней.
Мягкие припои
Мягкие припои характеризуются пониженной температурой плавления, она обычно меньше 300 градусов С. Максимальная прочность находится в пределах от 16 до 100 Мпа.
Как правило, мягкие припои являются сплавами олова и свинца. Пропорции могут сильно отличаться. Сейчас повсеместно применяются сплавы, в котором процентное содержание олова варьируется от 10 до 90 %. В зависимости от этого применяется соответствующая маркировка – от ПОС-10 до ПОС-90.
В зависимости от химического соотношения материалов отличается и температура плавления – примерно 220-280 градусов С. Кроме того, существуют модификации с легирующими добавками – сурьмой, кадмием. Они могут придать дополнительную пластичность, снизить температуру плавления. В оловянно-цинковом припое ПОЦ свинец отсутствует.
Твёрдые припои
Твёрдые припои представляют собой сплавы, температура плавления выше 300 градусов С, а у некоторых из них – до 1000 градусов и даже больше. Вследствие этого прочность состава существенно возрастает. Она составляет от 100 до 500 Мпа.
Как правило, основу твёрдых припоев составляют медь и серебро. Разработано несколько сплавов с добавлением легирующих элементов – как правило, цинка. Его наличие позволяет варьировать температуру плавления, прочность, другие характеристики. Чаще всего применяются припои с содержанием меди, небольшого количества серебра и цинка. Они имеют аббревиатуру ПМЦ.
Помимо этого, припои подразделяются по типу плавления (полностью или частично), методу получения состава, наличию/отсутствию флюса, форме припоя. Вне зависимости от этого они могут применяться как в быту, так и в крупном промышленном масштабе – в микроэлектронике, приборостроении и т.д.
Примеры припоев от REXANT
ПОС-61 с канифолью
В этом составе 61 % олова и 39 % – свинца. Припой данного типа используется для механически прочных соединений элементов друг с другом или прочной фиксации на электронной печатной плате. Способы применения – пайка, лужение, смешанное производство. Припой скручивается в спиралевидную катушку. В составе имеется флюс (канифоль) без запаха, его процентное содержание – 2,2 %. Это придаёт соединению повышенную прочность.
ПОМ-3 без свинца
Припой ПОМ-3 состоит из 97 % олова 3 % меди. Применяется в профессиональной сфере – в частности, в механизированной и автоматизированной пайке. С помощью данного припоя соединяют трубы из меди и её сплавов. Такие операции востребованы при сборке и ремонте оборудования для пищевых и химических производств, для соединения узлов и деталей из металлокерамики. Изделие характеризуется повышенной прочностью во время затвердевания.
ПОСу 95-5, без свинца
IMAGE: https://shop.p-el.ru/upload/medialibrary/a99/xf82s01rr0cmcb6iefwmklozje8w3das.jpg
Концепция и Применение
ПРименение информации о классификации припоев может быть в сфере производства, автоматизации пайки и соединения различных материалов. От выбора припоя зависит прочность соединения и его устойчивость к внешним воздействиям.
Стандарты пайки меди и латуни
Стандарт ASTM B32 описывает требования к припоям и флюсам для пайки медных и медных сплавов. Этот стандарт распространяется на твердые, полутвердые и мягкие припои, а также на флюсы, используемые при пайке медных деталей.
Паяльные материалы для алюминия и его сплавов
Для пайки алюминия и его сплавов можно использовать специальные припои на основе цинка. Эти припои обеспечивают надежное и прочное соединение с алюминием и работают при низких температурах плавления.
Выводы
Паяльные материалы различаются в зависимости от материала, который необходимо соединить, и условий работы соединения. Выбор правильного припоя и флюса играет важную роль в обеспечении качественного и надежного соединения. При выборе паяльных материалов необходимо учитывать температуру плавления, прочность соединения, электропроводность и другие требования конкретного процесса пайки.
Источники
- Стандарт ASTM B32
- Материалы для пайки алюминия
Идеальный размер зазора составляет 0,003-0,005 мм
Медно-фосфорно-серебряные припои (например, B-Cu70Pag) обладают лучшей прочностью и электропроводностью, чем медно-фосфорные припои, и в основном используются для высокопроводящих электрических соединений.
Характеристики нескольких широко используемых твердых припоев для пайки твердым припоем медных и латунных соединений приведены в таблице 11.
Таблица 11: Характеристики соединений с твердой пайкой из меди и латуни
| Марка паяльного материала | Прочность на сдвиг/МПа | Прочность на разрыв/МПа | Угол изгиба/(°) | Энергия поглощения удара/J |
|---|---|---|---|---|
| VII. Мягкий паяльный флюс | ||||
| 1ZnCl2 | 1130 | — | 110 | Пайка меди и медных сплавов, стали |
| 2ZnCl2 | 1020 | — | 280 | Сварка меди и медные сплавы, сталь |
| 3ZnCl2 | 600 | — | 170 | Покрытие для пайки под давлением |
| 4ZnCl2 | 710 | — | 100 | Пайка меди и медных сплавов, стали |
| 5ZnCl2 | 1360 | — | 140 | Пайка кремниевой бронзы, алюминиевой бронзы, нержавеющей стали |
| 6H3P0 | 4960 | 455 | — | Паяная марганцевая бронза, нержавеющая сталь |
| QJ205ZnCl2 | 50 | 15 | — | Пайка меди и медных сплавов с присадочными металлами на основе кадмия |
Слабоагрессивный флюс
| Флюс | Состав | Применение |
|---|---|---|
| 1Гидрохлорид глутаминовой кислоты | 540 г, мочевина 310 г, вода 4 л | Медь, латунь, бронза |
| 2Гидразин монобромид | 280 г, вода 2550 г, неионный смачиватель 1,5 г | Медь, латунь, бронза |
| 3Молочная кислота (85%) | 260 г, вода 1190 г, смачиватель 3 г | Морщинистая бронза |
Неагрессивный флюс
Основным компонентом антикоррозийного флюса является канифоль. Существует три широко используемых канифольных флюса.
Процесс пайки
Медь и ее сплавы можно паять различными методами, такими как пайка железом, погружная пайка, пайка пламенем, индукционная пайка, пайка сопротивлением, пайка в печи, пайка контактной реакцией и другие. Однако при высокочастотной пайке из-за низкого сопротивления меди требуется большой ток нагрева.
Паяльные свойства меди и медных сплавов
Пайка меди и медных сплавов в первую очередь зависит от следующих факторов:
- На поверхности чистой меди могут образовываться два оксида — Cu2O и CuO.
- Паять оксидированную медь в водородосодержащей восстановительной атмосфере не рекомендуется из-за возможности водородного охрупчивания.
- Кислородсодержащая медь содержит от 0,02% до 0,1% кислорода по массе, который существует в виде оксида меди, образуя с медью эвтектическую организацию.
Если все эти факторы учитываются при пайке, результат будет более надежным и качественным.
Если атмосфера содержит окись углерода и влагу, окись углерода может восстановить пар до водорода, который затем диффундирует в металл, что приводит к водородному охрупчиванию. Поэтому кислородную медь не следует паять в атмосфере разлагающегося аммиака, эндотермической или экзотермической восстановительной атмосфере.
Длительный нагрев оксидированной меди выше 920℃ приводит к накоплению оксида меди на границах зерен, что снижает прочность и пластичность меди. Поэтому во время пайки следует избегать длительного воздействия на материал температур выше 920℃.
Медь нельзя подвергать термической обработке для придания ей прочности, поэтому для повышения прочности часто используются методы холодной обработки. Медь, закаленная холодным способом, размягчается при нагревании от 230℃ до 815℃. Степень размягчения зависит от температуры и продолжительности пребывания при этой температуре. Чем выше температура нагрева при пайке, тем мягче становится медь, закаленная холодным способом.
Бескислородная медь имеет низкое содержание кислорода, в ней отсутствуют эвтектические составляющие меди и оксида меди. Ее электропроводность и способность к холодной обработке (например, глубокая вытяжка и прядение) лучше, чем у раскисленной меди.
Бескислородную медь можно паять в водородсодержащей защитной атмосфере без водородного охрупчивания. Закаленная холодным способом бескислородная медь также размягчается при нагревании.
Обычную латунь можно разделить на три категории: низкая латунь (массовая доля цинка менее 20%), высокая латунь (доля цинка более 20%) и легированная латунь. Когда массовая доля цинка в латуни составляет менее 15%, поверхностный оксид в основном состоит из Cu2O, который содержит небольшие частицы ZnO.
Когда массовая доля цинка превышает 20%, оксид в основном состоит из ZnO. Оксид цинка также легко удаляется, поэтому пайка латуни очень хороша. Латунь не подходит для пайки в защитной атмосфере, особенно для вакуумной пайки. Это связано с тем, что цинк имеет высокое давление паров (достигает 105 Па при 907℃).
При пайке в защитной атмосфере, особенно в вакууме, цинк, содержащийся в латуни, улетучивается, поверхность становится красной, что влияет как на пайку, так и на ее свойства. Если пайка должна производиться в защитной атмосфере или в вакууме, то для предотвращения улетучивания цинка на поверхность латунных деталей следует предварительно нанести слой меди или никеля. Однако гальваническое покрытие может повлиять на прочность паяного соединения.
Пайка латуни требует использования флюса.
Оловянная латунь содержит примерно 1% ω (Sn). Присутствие олова не влияет на состав поверхностного оксида. Пайка оловянной латуни сравнима с пайкой латуни и легко поддается пайке.
Свинцовая латунь при нагревании образует липкий осадок, который нарушает смачиваемость и текучесть паяльного материала, поэтому для обеспечения смачиваемости паяльного материала необходимо выбрать соответствующий флюс. При нагревании свинцовая латунь склонна к образованию трещин под напряжением. Чувствительность к горячему растрескиванию прямо пропорциональна содержанию свинца.
Поверхность марганцевой латуни состоит из оксида цинка и оксида марганца. Оксид марганца относительно стабилен и трудно удаляется, поэтому для обеспечения смачиваемости припоя следует использовать высокоактивный флюс.
Оловянная бронза QSn6.5-0.1 образует на своей поверхности два оксида: внутренний слой SnO2 и внешний слой оксида меди. Эти оксиды легко удаляются, сплав хорошо паяется и подходит для различных методов пайки, включая пайку с газовой защитой и вакуумную пайку.
Для пайки на воздухе можно использовать обычные флюсы. Чтобы избежать растрескивания, детали из фосфорсодержащей оловянистой бронзы перед пайкой следует снять напряжение при температуре примерно 290-340℃.
Алюминиевая бронза содержит значительное количество алюминия (до 10% по массе), образуя на поверхности оксидный слой, состоящий в основном из оксида алюминия, который трудно удалить. Поэтому, пайка алюминия бронзы является довольно сложной задачей. Оксид алюминия не может быть восстановлен в защитной атмосфере и не может быть удален вакуумным нагревом, что требует применения специализированного флюса.
Если детали из алюминиевой бронзы паяются в закалка и отпуск состоянии, температура пайки не должна превышать температуру отпуска. Например, температура отпуска QAl9-2 составляет 400℃.
Если температура пайки превышает 400℃, основной материал размягчается. Если пайка производится при высоких температурах, температура пайки должна соответствовать температуре закалки (880℃) с последующим отпуском, чтобы достичь желаемых механических свойств основного материала. Это необходимо учитывать при выборе материала для пайки.
Хотя на поверхности бериллиевой бронзы образуется относительно устойчивый оксид BeO, обычный флюс по-прежнему удовлетворяет требованию удаления оксидной пленки. Бериллиевая бронза часто используется в ситуациях, когда детали требуют эластичности.
Чтобы избежать снижения этого свойства, температура пайки должна быть либо ниже температуры старения (300℃), либо температура пайки должна соответствовать температуре закалки, с последующей обработкой старением после пайки.
Кремниевая бронза, в основном сплав QSi3-1 с содержанием ω (Si) около 3%, образует на своей поверхности оксид, состоящий в основном из диоксида кремния. Для пайки кремниевой бронзы следует использовать тот же флюс, что и для пайки алюминиевой бронзы. Кремниевая бронза под нагрузкой чрезвычайно чувствительна к термическому растрескиванию и растрескиванию под действием расплавленного паяльного материала.
Чтобы избежать растрескивания, перед пайкой сплав следует снять напряжение при температуре 300-350℃. Следует выбрать материал для пайки с более низкой температурой плавления и использовать метод пайки, обеспечивающий равномерный нагрев.
Хромистая и кадмиевая бронзы содержат незначительное количество хрома или кадмия, которые не оказывают существенного влияния на процесс пайки. При пайке хромистой бронзы следует учитывать режим термообработки основного материала.
Температура пайки должна быть либо ниже температуры старения (460℃), либо температура пайки должна соответствовать температуре закалки (950-1000℃).
Никелевое серебро и марганцевое серебро. Никель-серебро содержит никель, и при выборе материала для пайки следует избегать фосфорсодержащих припоев, таких как медно-фосфорный припой и медно-фосфорно-серебряный припой, поскольку фосфорсодержащие припои могут легко образовывать хрупкий фосфид никеля на границе раздела фаз после пайки, снижая прочность и вязкость соединения.
Никелевое серебро чрезвычайно чувствительно как к горячему растрескиванию, так и к растрескиванию под действием расплавленного паяльного материала. Поэтому перед пайкой деталей следует снять внутреннее напряжение и выбрать материал для пайки с более низкой температурой плавления.
Детали должны нагреваться равномерно, и необходимо обеспечить свободное расширение и сжатие деталей во время нагрева и охлаждения, чтобы уменьшить тепловое напряжение при пайке.
Бракуемость обычной меди и медных сплавов
Бескислородная медь TU1Превосходно
Присадочный металл для пайки на основе серебра
Припои на основе серебра широко используются благодаря умеренной температуре плавления, хорошей технологичности, прочности и жесткости, электропроводности, теплопроводности и коррозионной стойкости.
Главный элементы сплава В состав припоев на основе серебра входят медь, цинк, кадмий и олово. Медь является наиболее важным элементом сплава, поскольку она снижает температуру плавления серебра, не образуя хрупкой фазы.
Добавление цинка еще больше снижает температуру плавления.
Хотя добавление олова позволяет значительно снизить температуру плавления сплавов серебро-медь-олово, такая низкая температура плавления приводит к чрезвычайной хрупкости и невозможности практического использования.
Чтобы избежать хрупкости, содержание олова в серебряно-медно-оловянном припое обычно не превышает 10%.
Чтобы еще больше снизить температуру плавления припоя на основе серебра, в сплав серебро-медь-цинк можно добавить кадмий.
Химический состав и основные свойства присадочного металла для пайки на основе серебра
Присадочный металл для пайкиХимический состав (вес %)Температура плавления/℃Прочность на разрыв/МПаЭлектрическое сопротивление/μΩ-мТемпература пайки/℃
Медно-фосфорный припой
Медно-фосфорный присадочный металл широко используется для пайки меди и медных сплавов благодаря своим благоприятным технологическим характеристикам и экономичности.
Фосфор выполняет в меди две функции:
Во-первых, он значительно снижает температуру плавления меди.
Во-вторых, он выступает в качестве самопаяльного флюса при пайке на воздухе.
Для дальнейшего снижения температуры плавления сплава Cu-P и повышения его прочности в него также может быть добавлено серебро.
Важно отметить, что медно-фосфорные и медно-ротан-серебряные присадочные металлы могут использоваться только для пайки меди и медных сплавов и не могут применяться для пайки стали, никелевых сплавов или медно-никелевых сплавов с содержанием никеля более 10%.
Этот тип присадочного металла может привести к расслоению при медленном нагреве, поэтому лучше всего использовать метод пайки с быстрым нагревом.
Химический состав и свойства медно-фосфорных припоев
Заполняющий металлХимический состав (массовая доля) (%)Температура плавленияПрочность на разрыв МПаУдельное сопротивление/μΩ-м
Мягкий припой — припой на основе олова
При пайке меди припоем на основе Sn часто происходит образование интерметаллического соединения Cu6Sn5 на границе раздела между припоем и основным металлом. Поэтому важно тщательно учитывать температуру пайки и время выдержки.
При использовании паяльника слой компаунда обычно тонкий и оказывает минимальное влияние на характеристики соединения.
Латунные соединения, паянные оловянно-свинцовым присадочным металлом, прочнее медных соединений, паянных тем же присадочным металлом. Это объясняется тем, что растворение латуни в жидком присадочном металле происходит медленнее, что приводит к образованию меньшего количества хрупких интерметаллических соединений.
Присадочный металл для пайкиХимический составТемпература плавленияПрочность на разрывУдлинение
Мягкий припой — припой на основе кадмия
Химический состав и свойства припоя на основе кадмия
Заполняющий металлХимический состав (массовая доля) (%)Температура плавления/Прочность на разрыв/МПа
Мягкий припой — бессвинцовый припой
Бессвинцовый припой для пайки медных труб
БрендСостав (массовая доля)Линия твердой фазы/℃Ликвидус/℃
Прочность соединений меди и латуни, паянных частью мягкого припоя
Марка припояПрочность на сдвиг/МПаПрочность на разрыв/МПа
VIII. Подготовка поверхности
Для медных сплавов с возрастным упрочнением, таких как бериллиевая бронза, прошедших термическую обработку, единственным шагом после пайки является удаление остаточного флюса и очистка поверхности заготовки.
Основная причина удаления остатков — предотвращение коррозии на заготовке и, в некоторых случаях, придание ей хорошего внешнего вида или подготовка заготовки к дальнейшей обработке.
III. Типичные составы меди и медных сплавов и их термическая обработка
ИмяКодПервичный химический состав (в массовых процентах, %)Температура плавления/℃Термообработка
Чистая медьT1≤99.95——20.021083Отжиг: 450~520℃
Бескислородная медьTU1≤99.97——20.0031083Вакуумный отжиг: 500℃
Олово ЛатуньHSn62-161~63Рем.0.7~1.1——886~907Отжиг: 600℃
Свинцовая латуньHPb59-157~60Рем.-0.8~1.9—-886~901Отжиг: 600℃
Марганцевая латуньHMn58-257~60Рем.—1~2—866~881Отжиг: 600℃
Оловянная бронзаQSn6.5-0.1Рем.-6~7—-P: 0.1~0.25~996Отжиг: 500~620℃
Алюминий БронзаQAl9-2Рем.—1.5~2.58~10—~1061Отжиг: 700~750℃;Quenching880℃,Tempering400℃
QAl10-4-4Рем.—-9.5~11-Fe: 3.5~4.5-Отжиг: 700~750℃;Quenching920℃,Tempering650℃
Бериллиевая бронзаQBe2Рем.——0.2~0.5Be: 1.9~2.2865~956Закалка: 800℃, старение: 300℃
QBe1.7Рем.——0.2~0.4Be: 1.6~1.8-Закалка: 800℃, старение: 300℃
Кремниевая бронзаQSi3-1Рем.—1~1.5—Si: 2.75~3.5971~1026Отжиг: 600~680℃
Хромированная бронзаQCr0.5Рем.——Cr: 0.5~1.01073~1080Закалка: 950~1000℃
Кадмиевая бронзаQCd1Рем.——Cd: 0.9~1.21040~1076Отжиг: 650℃
Цинк Никель СереброBZn15-20Рем.18~20—-13.5~16.5-~1081Отжиг: 700℃
Марганец Никель СереброBMn40-1.5Рем.—1~2-39~40-1261Отжиг: 1050~1150℃
X. Технология пайки меди и медных сплавов
При пайке меди согласование присадочного металла и флюса осуществляется следующим образом:
При пайке чистых поверхностей, особенно оловянно-свинцовыми и оловянно-серебряными припоями, можно использовать канифольный флюс. Для других поверхностей можно использовать активную канифоль, слабый коррозионный флюс или коррозионный флюс.
Важно отметить, что чистую медь не следует паять в восстановительной атмосфере, за исключением бескислородной меди, чтобы избежать водородного охрупчивания.
Латунь
Присадочный металл и флюс, используемые для пайки латуни, в целом аналогичны тем, что применяются для пайки меди. Однако следует отметить, что из-за наличия оксида цинка на поверхности латуни ее нельзя паять неактивной канифолью. Кроме того, при пайке медно-фосфорными и серебряными припоями необходимо использовать флюс FB102.
Марганцевая латунь
Для пайки оловянно-свинцовыми припоями следует использовать флюс на основе раствора фосфорной кислоты. Для пайки свинцом необходимо использовать паяльный флюс на основе раствора оксида цинка. Паяльный флюс Q205 используется для пайки на основе кадмия. Припои BAg45CuCdNi и BAg45CuCd следует паять с флюсом FB102 или FB103. Другие припои на основе серебра, а также медно-фосфорные и медно-фосфорно-серебряные припои следует паять с флюсом FB102. Рекомендуется паять с использованием флюса FB104 в защитной атмосфере в печи.
Бериллиевая бронза
При пайке бериллиевой бронзы, находящейся в состоянии старения под закалку мягким припоем, важно выбрать присадочный металл с температурой плавления ниже 300°C. Предпочтительной комбинацией для такого применения является 63Sn-37Pb в сочетании со слабым коррозионным флюсом или коррозионным флюсом.
Кроме того, пайка и обработка раствором должны проводиться одновременно во время процесс пайки.
Хромированная бронза
Мягкая пайка оказывает минимальное влияние на эксплуатационные характеристики бериллиевой бронзы, поэтому для пайки можно использовать мягкие припои и флюсы, аналогичные тем, что применяются для бериллиевой бронзы.
Важно отметить, что пайку хромистой бронзы следует производить не в состоянии старения в растворе, а в состоянии обработки раствором с последующим старением.
При использовании метода быстрого нагрева для пайки рекомендуется применять серебряный припой с самой низкой температурой плавления, например BAgA0 CuZnCdNi.
Кадмиевая и оловянная бронза
Пайка оловянистой бронзы аналогична пайке меди и латуни, но с дополнительным преимуществом — предотвращением водородного охрупчивания и улетучивания цинка при пайке в защитной атмосфере.
Однако следует отметить, что оловянные бронзы, содержащие фосфор, склонны к растрескиванию под напряжением.
Кремниевая бронза
Для пайки мягким припоем рекомендуется использовать сильный коррозионный флюс, содержащий соляную кислоту.
При пайке существует тенденция к растрескиванию под напряжением и межкристаллитному проникновению в присадочный металл. Температура пайки должна быть ниже 760°C.
Можно использовать серебряные припои с более низкой температурой плавления, такие как BAg65CuZn, BAg50 CuZnCd, BAg40 CuZnCdNi и BAg56 CuZnSn. Чем ниже температура плавления, тем лучше.
Для достижения оптимальных результатов рекомендуется использовать флюсы FB102 и FB103.
Алюминиевая бронза
При пайке мягким припоем важно использовать сильный коррозионный флюс, содержащий соляную кислоту, чтобы удалить оксидную пленку на поверхности. В качестве припоя для этого процесса обычно используется оловянно-свинцовый припой.
Для пайки обычно используется серебряный припой. Чтобы предотвратить диффузию алюминия в серебряный припой, время нагрева припоя должно быть как можно меньше. Покрытие поверхности алюминиевой бронзы медью или никелем также может предотвратить диффузию алюминия в припой.
Цинковая белая медь
Процесс пайки белой цинковой меди аналогичен процессу пайки латуни. Для пайки обычно используются следующие серебряные припои: BAg56CuZnSn, BAg50CuZnSnNi, BAg40CuZnNi и BAg56CuZnCd, а также другие. Рекомендуемые флюсы для использования — FB102 и FB103.
Марганцевая белая медь
Для пайки цинк-белая медь можно использовать флюс на основе раствора фосфорной кислоты или предварительно покрыть поверхность медью.
В качестве присадочных металлов для пайки можно использовать BAg60CuZn, BAg45CuZn, BAg40CuZnCdNi, BAg50 CuZnCd и другие.
Не рекомендуется использовать медно-фосфорно-серебряный припой, так как фосфор и никель образуют хрупкую фазу соединения.
Прочность соединения меди и латуни, паянных серебряным припоем
Заполняющий металлПрочность на сдвиг/МПаПрочность на разрыв/МПа
Механические свойства медных соединений, паянных медно-фосфорными и медно-фосфорно-серебряными припоями
Заполняющий металлПрочность на разрыв/МПаПрочность на сдвиг/МПаУгол изгиба(°)Ударная вязкость/Дж — см-2
I. Cмедь и медные сплавы
Медь и ее сплавы широко используются благодаря своей исключительной электропроводности, теплопроводности, коррозионной стойкости и пластичности. Эти сплавы можно разделить на четыре категории: красная медь, латунь, бронза и белая медь.

VI. Паяльный флюс
Обычно используемые флюсы для пайки состоят из матрицы буры, борной кислоты или их смеси и дополняются фторидами или фтороборатами щелочных или щелочноземельных металлов для достижения соответствующей температуры активации и улучшения способности удалять оксиды.
При нагревании борная кислота (H3BO3) распадается с образованием борного ангидрида (B2O3).
Формула реакции выглядит следующим образом:
Температура плавления борного ангидрида составляет 580°C.
Он может вступать в реакцию с оксидами меди, цинка, никеля и железа, образуя растворимый борат, который налипает на паяное соединение в виде шлака. Это не только удаляет оксидную пленку, но и обеспечивает механическую защиту.
Боракс Na2B4O7 плавится при температуре 741 ℃:
Борный ангидрид и оксиды металлов вступают в реакцию, образуя растворимые бораты. Метаборат натрия и бораты образуют соединения с более низкой температурой плавления, благодаря чему они легко поднимаются на поверхность паяных соединений.
Комбинация буры и борной кислоты является широко используемым флюсом. Добавление борной кислоты позволяет снизить поверхностное натяжение бурового флюса и увеличить его распространение. Борная кислота также повышает способность остатков флюса чисто отделяться от поверхности. Однако при использовании флюса на основе буры и борной кислоты с серебряным присадочным металлом его температура плавления остается слишком высокой, а вязкость — слишком высокой.
Для дальнейшего снижения температуры плавления можно добавить фторид калия. Основная роль фторида калия заключается в снижении вязкости флюса и повышении его способности удалять оксиды. Для дальнейшего снижения температуры плавления и повышения активности флюса добавляют KBF4 могут быть добавлены.
Температура плавления KBF4 составляет 540 ℃, а плавление разлагается:
БрендСостав (массовая доля) (%)Температура действия ℃Назначение
FB101Борная кислота 30, фторборат калия 70550~850℃Флюс для серебряного припоя
FB102Безводный фторид калия 42, фторборат калия 25, борный ангидрид 35600~850℃Наиболее широко используемый флюс для серебряного припоя
FB104Боракс 50, борная кислота 35, фторид калия 15650~850℃Пайка с присадочным металлом на основе серебра в печи
II. Свойства материалов из меди и медных сплавов
Красная медь — это чистый вид меди с содержанием меди не менее 99,5%.
По содержанию кислорода медь можно разделить на чистую и бескислородную.
Cu2На поверхности красной меди могут образовываться оксиды O и CuO.
При комнатной температуре медная поверхность покрывается Cu2O.
При высоких температурах оксидная окалина состоит из двух слоев: внешнего — CuO и внутреннего — Cu2O.
Важно отметить, что чистую медь нельзя паять в водородсодержащей восстановительной атмосфере.
Латунь — это медно-цинковый сплав, который обладает большей прочностью, твердостью и коррозионной стойкостью по сравнению с красной медью, сохраняя при этом прочность и высокую коррозионную стойкость.
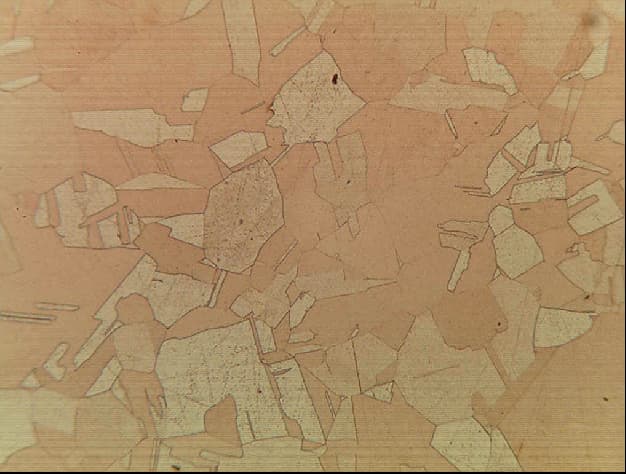
Металлографическая диаграмма латуни
Специальная латунь
(1) Оловянная латунь:
Оловянная латунь содержит примерно 1% олова (Sn), и присутствие олова не изменяет состав поверхностных оксидов.
Паяемость оловянной латуни сравнима с паяемостью латуни, что делает ее легкой для пайки.
(2) Свинцовая латунь:
Свинцовая латунь содержит свинец, который при нагревании образует липкий шлак, ухудшающий смачиваемость и текучесть припоя.
Важно выбрать правильный флюс, чтобы обеспечить надлежащую текучесть.
(3) Марганцевая латунь:
Оксид марганца относительно стабилен и трудно поддается удалению, поэтому необходимо использовать активные пайка флюс для обеспечения смачиваемости присадочного металла.
Существуют различные виды бронзыКаждый из них имеет различные элементы сплава, что влияет на их паяемость.
Если в качестве легирующего элемента добавляется олово или небольшое количество хрома или кадмия, это оказывает минимальное влияние на паяемость и, как правило, легче поддается пайке.
Однако если в качестве дополнительного элемента используется алюминий, особенно при высоком содержании алюминия (до 10%), оксид алюминия на поверхности трудно удалить, что приводит к ухудшению паяемости.
В таких случаях необходимо использовать специальный флюс для пайки.
Например, когда кремний добавляется для получения кремниевой бронзы, она становится очень чувствительной к горячей хрупкости и растрескиванию под напряжением при контакте с расплавленным припоем.
Другой пример — когда в качестве дополнительного элемента сплава используется бериллий.
Хотя образуется относительно стабильный оксид BeO, для удаления оксидной пленки достаточно обычного паяльного флюса.
Белая медь Это сплав меди и никеля, обладающий превосходными комплексными механическими свойствами.
Он содержит никель.
При выборе присадочного металла следует избегать металлов, содержащих фосфор, таких как медно-фосфорный присадочный металл и медно-фосфорно-серебряный присадочный металл.
Белая медь очень чувствительна к горячему растрескиванию и растрескиванию под напряжением при воздействии расплавленного припоя.