

- О чем речь?
- На что обратить внимание?
- Понятие температуры плавления
- Этапы плавления меди
- Температура солидуса и ликвидуса
- Если при нагревании чистой меди соблюдаются нормальные условия, температура плавления составляет +1084 °C
- График температуры плавления меди
- Нагревание и плавление меди
- Температура плавления сплавов меди и припоев
- Оборудование для плавки меди
- Производство металлоизделий
- Часто задаваемые вопросы о температуре плавления меди
- Какие меры безопасности необходимо соблюдать при плавлении медного лома?
- Какие нюансы необходимо учитывать при литье меди и медных сплавов?
- Припои, флюсы и дополнительные аксессуары для работы
- Инструменты для пайки – чем паять?
- Припои – одна цель, но разные качества
- Флюсы – зачем нужны и разновидности
- Пайка труб медных – суть и технология процесса
- Паста и флюс для пайки меди
- Этап предварительной подготовки
- Этап пайки стыка труб
- Причины брака в паяных швах
- Технология пайки медных труб холодильных систем и систем кондиционирования воздуха.
- Пайка медных труб осуществляется при температуре выше 425°C, но ниже температуры плавления соединяемых металлов. Она происходит за счет поверхностных сил адгезии между расплавленным припоем и нагретыми поверхностями основных металлов. Припой распределяется в соединении под действием капиллярных сил.Нельзя путать пайку твердым припоем с пайкой мягким припоем, хотя операции очень близки. Соединение металлов при пайке мягким припоем происходит при температуре ниже 425°C.
- Серебряные припои для пайки медных труб.
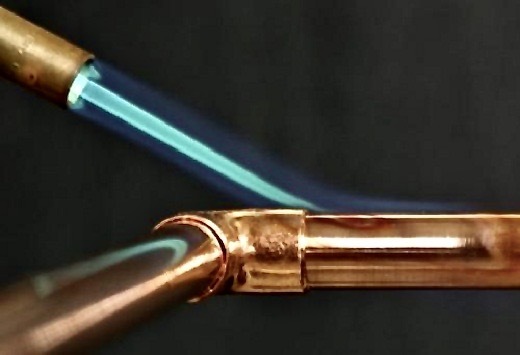
- (Рис. 1) Оптимальный вид пламени горелки для пайки твердым припоем
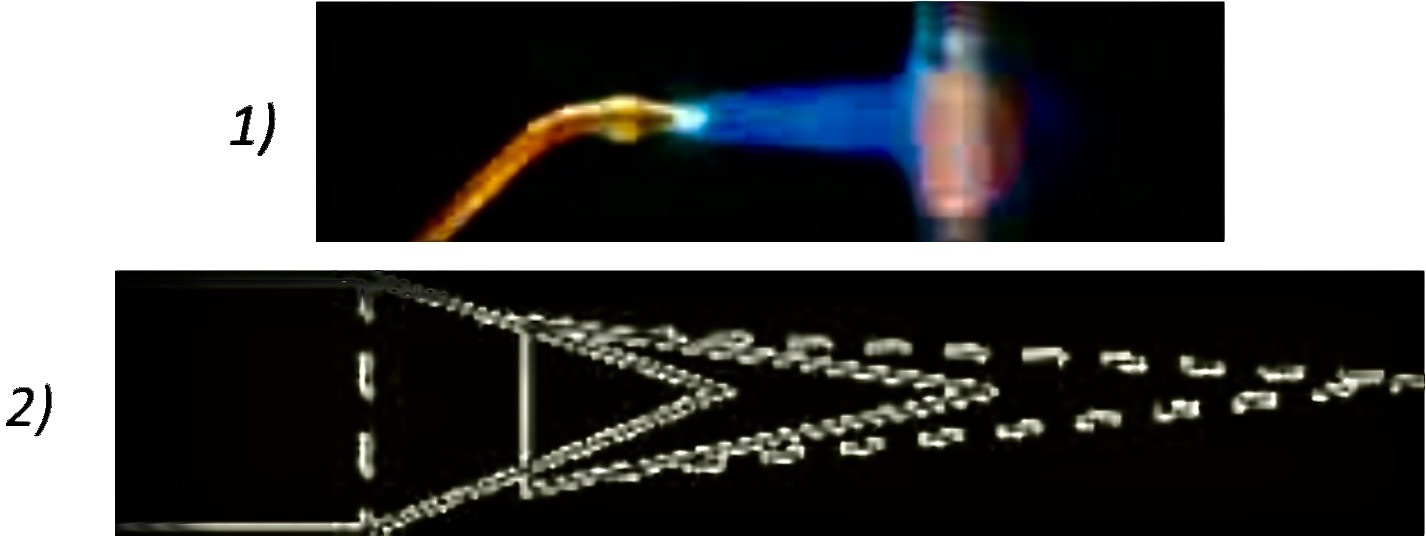
- (Рис. 2) Факел пламени горелки при сбалансированной газовой смеси (ярко синего цвета и небольшой величины)
- (Рис.3) Факел пламени горелки, насыщенный кислородом (бледно-голубого цвета и маленький)
- (Рис. 4) Установка соединяемых пайкой медных труб
- Рис. 5. Размещение горелки при пайке медных труб.
- (Рис. 6) Распределение припоя в соединении медных труб.
- (Рис. 7) Расположение горелки и прутка припоя при пайке соединения концов медных труб, нагретых до тусклого вишнево-красного цвета
- (Рис. 8) Перемещение припоя в зазоре между трубами при пайке медных труб.
- Флюсы для пайки медных труб.
- Правила пайки медных труб.
- Использование инертных газов при пайке медных труб.
- Сварочный пост для пайки медных труб.
О чем речь?
Температура плавления меди определяет ее переход из твердого состояния в жидкое, ее необходимо знать при отливке, пайке. Металл плавится при нагреве до +1084 °С, но на практике так происходит не всегда.
На что обратить внимание?
Также есть различия температуры плавления меди и ее сплавов: бронзы, латуни, в том числе припоев, которые представляют собой соединения с оловом, свинцом, алюминием, марганцем.
Понятие температуры плавления
Твердые материалы с кристаллической структурой, представляющие собой чистое вещество и не содержащие посторонних примесей, способны превращаться в жидкость при нагревании до строго определенных значений. Начальная температура плавления металлов, в том числе меди, является также и степенью нагрева, при которой при охлаждении начинается их кристаллизация.
Металл, нагретый до температуры плавления, быстро начинает переходить в жидкое или твердое состояние в зависимости от того, продолжается подача дополнительной тепловой энергии или идет остывание.
Этапы плавления меди
Когда достигается температура плавления, чистые вещества продолжают оставаться в твердом состоянии, переходя в жидкое, только если продолжить подачу тепла. Однако до полного расплавления образец заготовки сохраняет постоянную степень теплоты, не нагреваясь дальше. С другой стороны, при остывании расплавленного металла, когда расплав достигает уровня плавления/кристаллизации, он некоторое время продолжает оставаться в жидком состоянии.
Отвердевать материал начинает при дополнительном отведении от него тепловой энергии. Причем температура образца будет оставаться неизменной до полного перехода в твердое состояние.
Смеси веществ, в том числе сплавы металлов, не обладают определенной температурой плавления/кристаллизации. Такие материалы переходят из жидкого состояния в твердое или наоборот постепенно, то есть существует определенный температурный интервал, для обозначения границ которого специалисты применяют специальные термины.
Температура солидуса и ликвидуса
Температура начала плавления таких смешанных веществ и перехода в жидкое состояние (или полного затвердевания) называется точка солидуса, а значение, при котором материал полностью расплавляется (начинает кристаллизоваться при охлаждении) – точка ликвидуса. В обиходной речи применяют термин температура солидуса или ликвидуса.
Точное определение этих значений для смешанных веществ, включая сплавы металлов, не представляется возможным. Для их определения применяют специальные расчетные методики, учитывающие процентные доли всех компонентов и другие параметры.
Если при нагревании чистой меди соблюдаются нормальные условия, температура плавления составляет +1084 °C
По мере увеличения степени нагрева материала происходят определенные превращения на уровне молекул, которые изменяют характеристики металла. Для того чтобы подробно рассмотреть ход этих изменений, необходимо выделить основные стадии повышения температуры и плавления образца чистого металла.
График температуры плавления меди
Благодаря особенностям температуры плавления медь обладает высокой ковкостью и пластичностью. Без нагрева, пластическое деформирование медных заготовок требует больших усилий.
Для обхода этого ограничения применяют нагрев меди в специальной камере из тугоплавких материалов, где поддерживается постоянная температура выше +2595 °C.
Нагревание и плавление меди
Нагревание никогда не бывает равномерным, что приводит к частичной кристаллизации расплавленного вещества.

Температура плавления сплавов меди и припоев
В современной промышленности широкое применение получают сплавы на основе меди, содержащие легирующие добавки. Литье, сварка и другие технологические процессы разрабатываются с учетом температуры плавления медных сплавов.
Пайку медных деталей выполняют с использованием специальных припоев, которые плавятся при относительно невысокой температуре.
Температура плавления основных видов припоя:
- Припой 1: 250°C
- Припой 2: 400°C
- Припой 3: 600°C
- Припой 4: 800°C
Высокотемпературные медные сплавы плавятся при нагревании не выше +450 °C, что ниже точки плавления чистой меди.
Оборудование для плавки меди
Для точного регулирования степени нагревания заготовленного металла используется специальное оборудование в лабораториях. Этот вид оборудования позволяет максимально измельчать металл перед помещением в камеру.
## Литье меди: процесс и методы
Часто в качестве сырья используется лом, однако важно помнить, что в радиотехнике необходимо применять чистую медь.

## Процесс литья
В начале процесса литья порошкообразное сырье помещается в камеру печи, разогретой до необходимой температуры. Для плавления металла пользуются специальными формами, для изготовления которых применяются тугоплавкие материалы.
Чаще всего муфельные печи оснащаются окошком, которое позволяет визуально контролировать процесс плавки.
### Шаги процесса
1. Помещение порошкообразного сырья в камеру печи.
2. Плавление металла в специальных формах.
3. Извлечение тигля с расплавом после перехода металла в жидкое состояние.
4. Удаление оксидной пленки с поверхности расплавленной меди.
5. Заливка расплава в формы и ожидание кристаллизации металла.
### Газовые горелки
Лом меди и медных соединений можно плавить в условиях домашней мастерской с помощью газовой горелки. При этом необходимо уделять внимание защите от окисления.
### Паяльные лампы
Для плавки лома медных сплавов в домашних условиях также может использоваться паяльная лампа.
### Горны
Процесс плавки металла с использованием горнов возможен в домашней мастерской и подходит для плавки больших объемов меди.

## Почему выбирают нас
Наши производственные мощности позволяют обрабатывать различные материалы. Мы предлагаем современное оборудование и профессиональных специалистов для выполнения заказов с максимальной точностью и качеством.
Доверьте обработку меди профессионалам и получите гарантированное качество продукции, соответствующее всем требованиям и стандартам.
Производство металлоизделий
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Часто задаваемые вопросы о температуре плавления меди
Активное выделение углерода в виде пузырьков при нагревании расплава чистой меди начинается при температуре +2560 °C. Визуально этот процесс схож с кипением воды, однако на самом деле он представляет собой активное окисление расплавленного металла.
Какие меры безопасности необходимо соблюдать при плавлении медного лома?
Если химический состав сырья неизвестен, необходимо соблюдать осторожность, так как в XX веке бронзу часто изготавливали с добавлением мышьяка и сурьмы. Вдыхание паров этих ядовитых веществ может стать причиной серьезной интоксикации организма и нанести вред здоровью.
Какие нюансы необходимо учитывать при литье меди и медных сплавов?
Относительно высокая вязкость расплава чистой меди затрудняет отливку сложных изделий, особенно имеющих сложную форму. Специалисты рекомендуют изготавливать такие отливки из латуни. Температура плавления меди и ее соединений играет важную роль во многих технологических процессах, поэтому так важно знать ее точное значение в градусах для каждого конкретного металла. Речь идет о таких широко применяемых видах обработки, как ковка, сварка, пайка, литье, где для подбора оптимальных параметров необходимо располагать верными данными относительно характеристик материала заготовок.
Припои, флюсы и дополнительные аксессуары для работы
Пайка это соединение проводов и металлических предметов с помощью текучего легкоплавкого металла, который прилипает к обеим соединяемым деталям, обеспечивая их соединение. Как выполнять пайку, какие бывают припои и зачем нужны флюсы – читайте в статье ниже!
Инструменты для пайки – чем паять?
Самый распространённый инструмент для пайки – паяльник. Он может быть электрическим (чаще всего), либо газовым. Электрические паяльники бывают разной мощности: для пайки мелких деталей и тонких проводов подойдёт паяльник мощностью 10-25 Вт, для чего-то более массивного – мощностью 40 Вт и выше. Современные паяльники имеют керамические сменные жала, классические советские — медные. Керамические жала не требуют обслуживания, а медные нужно периодически зачищать и облуживать.
Для пайки массивных деталей или, например, медных труб, понадобится газовая горелка – она способна разогреть даже массивную деталь до температуры, нужной, чтобы припой растёкся и «прилип» к поверхности детали. Нужно помнить, что для пайки труб, которые используются для водопровода, можно использовать только бессвинцовые припои. Кстати, о припоях – давайте рассмотрим, какие существуют сплавы для пайки и чем они отличаются.
Припои – одна цель, но разные качества
Самый распространённый припой для пайки проводов и других целей – марки ПОС-61. Он содержит 61% олова (отсюда название) и 39 процентов свинца, его температура плавления равна 183 градуса, но пайку рекомендуют проводить при 240 градусах, для оптимальных условий смачивания и образования паяного шва. Более редкие виды припоев:
Для бытовых целей будет достаточно иметь припой ПОС-61 (ПОС-60) – его будет достаточно для 99% случаев.
Флюсы – зачем нужны и разновидности
Флюс это специальный материал, который смачивает поверхность пайки и удаляет с неё окислы. Без флюса пайка будет затруднительной, так что примите как данность – флюс нужно применять всегда. Самый частый флюс для пайки меди и медных сплавов — сосновая канифоль, как в твёрдом виде, так и в виде спиртового раствора, либо пасты (паяльный жир). Для пайки стальных оцинкованных деталей понадобится паяльная кислота – но применять её для электроники нельзя – кислота будет разъедать место пайки и портить электронные компоненты. Кроме канифоли и кислоты встречаются более специфические флюсы – например флюс Ф-61А для алюминия и другие, но они применяются редко.
Спасибо, что дочитали – в следующих статьях мы рассмотрим, как правильно производить пайку, так что оставайтесь с нами!
Возврат к списку
Технология пайки медных труб будет интересна и начинающим и сформировавшимся специалистам по домашним трубопроводам. Ведь с помощью труб из меди можно выстроить и сверхэффективную систему отопления и практически вечных домашний водопровод.
Поэтому темой этой статьи стала пайка медных труб своими руками – самая распространенная и самая простая технология монтажа медных трубопроводов. Сам процесс пайки основан на герметизации стыковочного шва между трубой и муфтой (раструбом) с помощью термопластичного вещества – припоя. Этот материал плавится под действием высокотемпературного нагрева и затекает в стыки между трубой и муфтой (или раструбом). Кроме того, в процессе пайки слоем расплавленного припоя покрывается и кольцевой стыковочный шов.
В итоге, стыковочный узел покрывается слоем твердеющего по мере остывания припоя, который не только герметизирует, но и фиксирует место соединения трубы и муфты (раструба).
Такой тип монтажа усиливает надежность медных труб: ведь отвердевший припой не ослабляет, а усиливает общие прочностные характеристики трубопровода.
К тому же, паяные соединения очень легко демонтируются, для этого достаточно лишь нагреть стык и разъединить трубу и муфту. То есть, используя пайку, мы можем получить высокопрочный водовод, демонстрирующий лучшие качества разборных и неразборных трубопроводов.
Пайка труб медных – суть и технология процесса
Но хватит теории. Давайте перейдем к практике и рассмотрим процесс пайки во всех подробностях. Ну а начнем мы с изучения набора инструментов и расходных материалов для пайки.
Главный инструмент для пайки медных труб это, безусловно, паяльник. То есть прибор, создающий в области пайки высокотемпературную зону, в которой разогревается и труба и припой. Кроме того, помимо основного инструмента – паяльника, в процессе пайки будет задействован и вспомогательный комплект, необходимый для подготовки труб к стыковке. Причем, в большинстве случаев, в качестве пальников используются особые газовые горелки для пайки медных труб. А в состав вспомогательного комплекта включают следующие инструменты: труборез, фаскосниматель, расширитель для труб, молоток, рулетку.
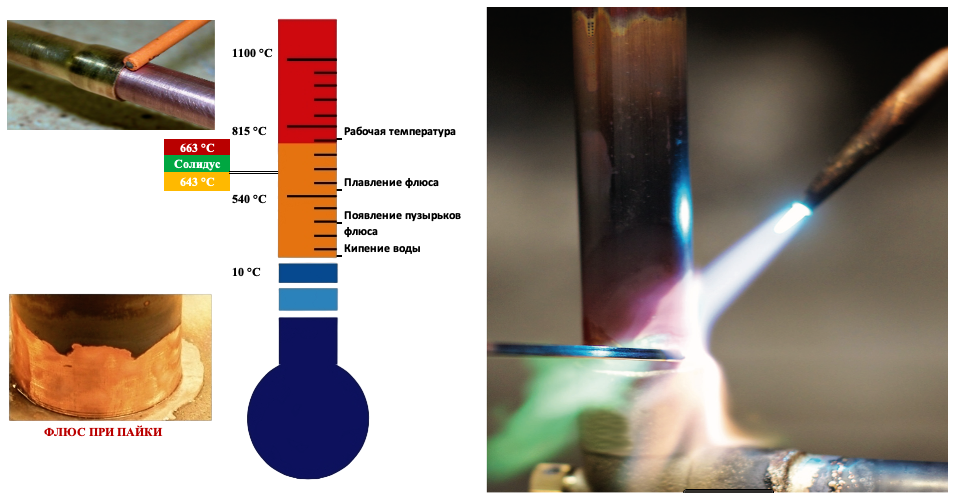
Паста и флюс для пайки меди
В качестве высокотемпературного припоя используют тонкую медную проволоку, содержащую до 6 процентов фосфора. Температура плавления этого припоя равняется 600-800 градусам Цельсия. А в роли низкотемпературного припоя используется оловянная проволока, которая расплавится даже при 300-400 градусах Цельсия.
Флюс для пайки медных труб можно использовать и в виде отдельной жидкости, наносимой прямо на трубу и муфту, еще до сборки стыковочного узла, и в виде твердого вещества, расплавляемого в зоне пайки. Первый вариант, конечно же, эффективнее второго, да и процесс ввода жидкого флюса реализуется намного проще, чем плавка твердого вещества в зоне пайки.
Паста для пайки медных труб – это тот же флюс, только в виде загустевшей смеси, которую можно нанести на трубу и до процесса стыковки и после него. Причем, как и любой другой флюс, паста не только улучшает адгезию припоя к телу трубы, но и препятствует проникновению пузырей воздуха в стыковочный шов. Ну и после того, как все инструменты и материалы будут собраны, можно приступать к процессу подготовки стыковочного узла.
Этап предварительной подготовки
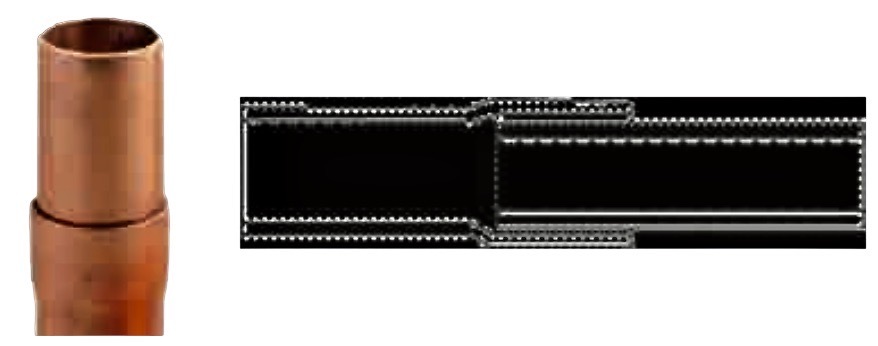
Для сборки стыковочного узла в бытовых трубопроводах используются либо специальные фитинги для медных труб под пайку, либо раструбные утолщения на торцах труб. Причем вариант с раструбом выглядит предпочтительнее: ведь в данном случае накладывается всего один стыковочный шов.
Медные фитинги необходимо заменить раструбными соединениями везде, где это возможно.
Раструбное утолщение можно создать прямо в теле трубы и для этого нужно сделать следующее:
После окончания развальцовки на торце второй трубы образуется раструб, готовый принять гладкий торец первой. Причем степень готовности раструба нужно проверять в процессе его изготовления, используя для этих целей гладкий торец первой трубы.
Этап пайки стыка труб
Поле подготовки раструбы или приобретения муфты можно приступать к пайке стыка. При этом необходимо сразу же определится с типом припоя и разновидностью процесса пайки.
Если выбран мягкий припой, то процесс пайки будет выглядеть следующим образом:
В итоге, стыковочный шов заполняется припоем, герметизирующим и фиксирующим трубу.
Высокотемпературная пайка медных труб твердым припоем выполнятся немного по-другому. Отличия в процессе пайки проявляются на этапе плавления припоя.
Ну а сама технология высокотемпературного соединения выглядит следующим образом:
В итоге, получается чрезвычайно прочный и абсолютно герметичный сварочный шов. И такую технологию соединения стыков можно использовать для пайки не только домашних трубопроводов, но и для линий высокого давления, применяемых в автостроении, машиностроении и самолетостроении.
Причины брака в паяных швах
В результате пайки получается надежное соединение.
В завершении нашей статьи мы затронем печальную тему неудачных попыток пайки труб. Ведь с первого раза этот процесс получится далеко не у всех домашних мастеров.
Типичные случаи брака в паяных швах возникают вследствие таких причин:
Кроме того, в процессе пайки очень важно придерживаться правил техники безопасности. Ведь эта технология связана с использованием открытого пламени (горелка) и химически активных реагентов (флюс). Поэтому при работе с горелкой, припоем и флюсом нужно использовать средства индивидуальной защиты: рукавицы, очки, фартуки и так далее.
Технология пайки медных труб холодильных систем и систем кондиционирования воздуха.
Пайка медных труб осуществляется при температуре выше 425°C, но ниже температуры плавления соединяемых металлов. Она происходит за счет поверхностных сил адгезии между расплавленным припоем и нагретыми поверхностями основных металлов. Припой распределяется в соединении под действием капиллярных сил.Нельзя путать пайку твердым припоем с пайкой мягким припоем, хотя операции очень близки. Соединение металлов при пайке мягким припоем происходит при температуре ниже 425°C.

Серебряные припои для пайки медных труб.
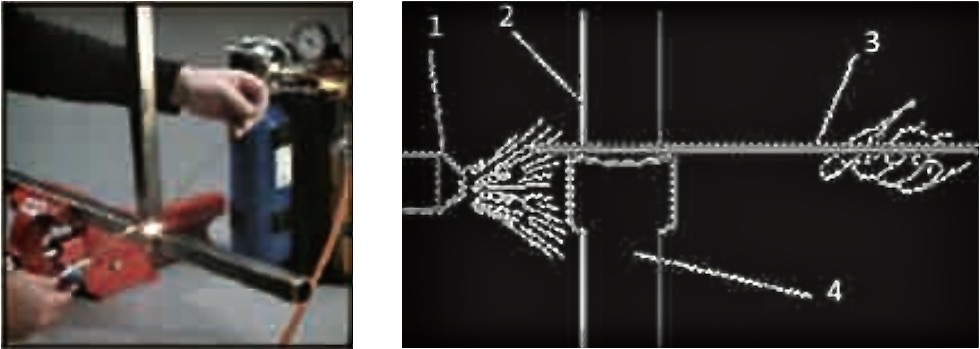
(Рис. 1) Оптимальный вид пламени горелки для пайки твердым припоем
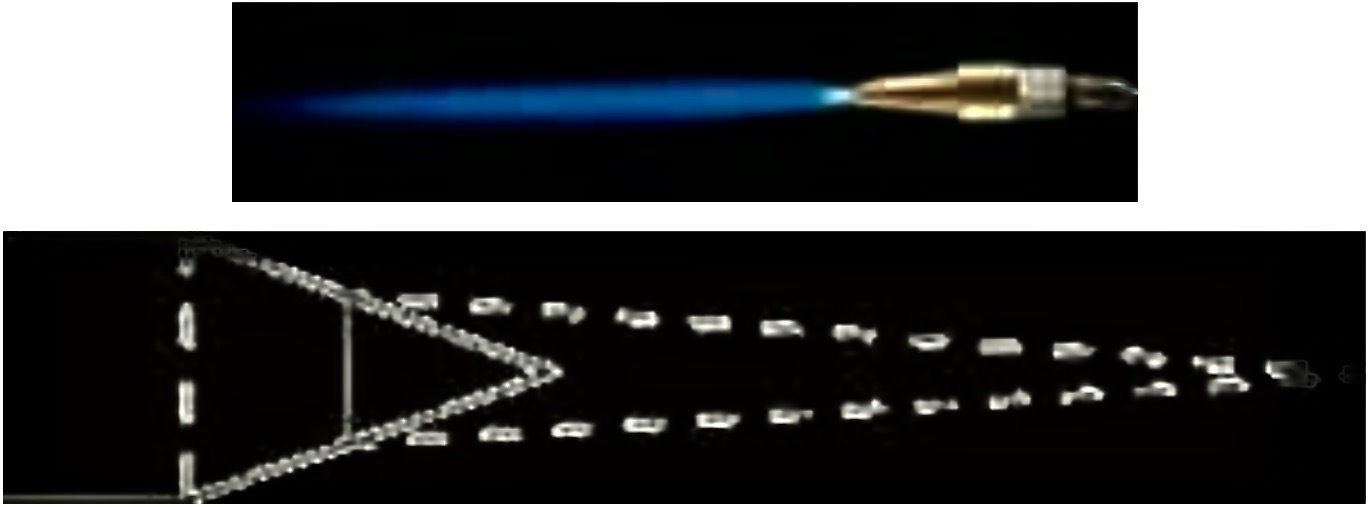
(Рис. 2) Факел пламени горелки при сбалансированной газовой смеси (ярко синего цвета и небольшой величины)
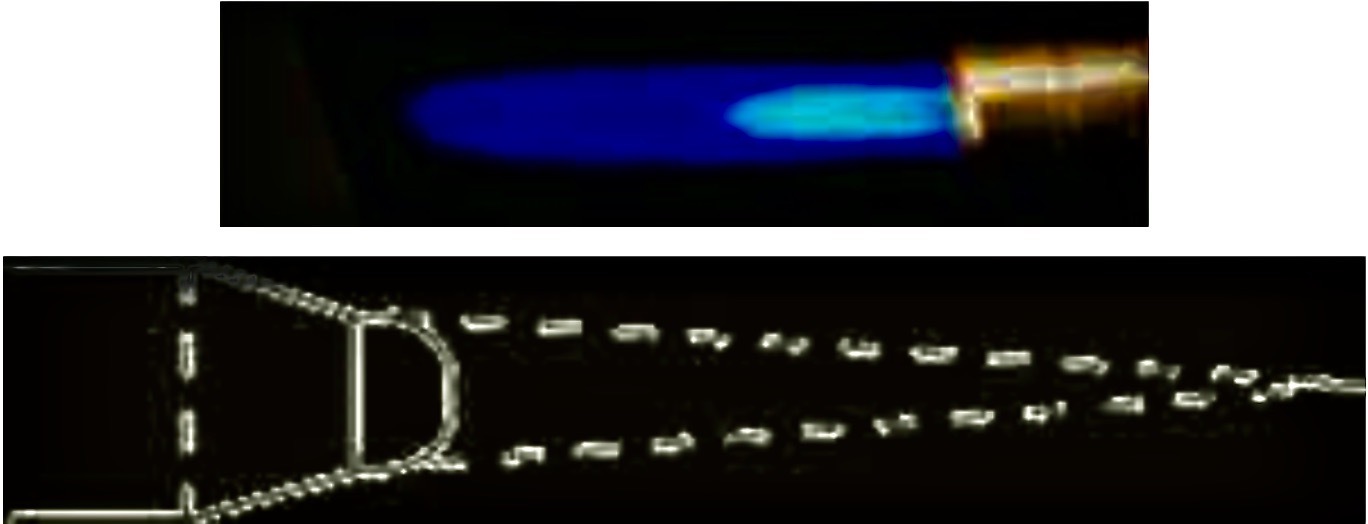
(Рис.3) Факел пламени горелки, насыщенный кислородом (бледно-голубого цвета и маленький)
(Рис. 4) Установка соединяемых пайкой медных труб
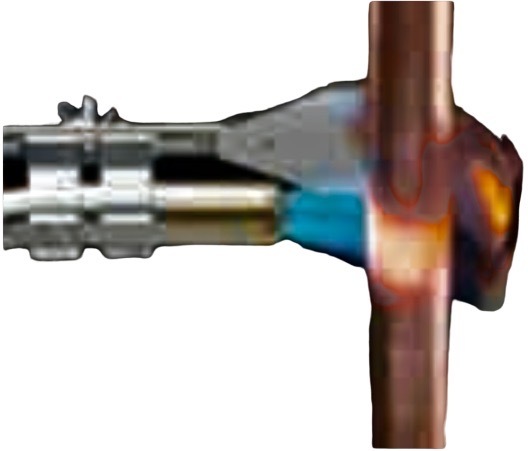
Рис. 5. Размещение горелки при пайке медных труб.

(Рис. 6) Распределение припоя в соединении медных труб.
(Рис. 7) Расположение горелки и прутка припоя при пайке соединения концов медных труб, нагретых до тусклого вишнево-красного цвета

(Рис. 8) Перемещение припоя в зазоре между трубами при пайке медных труб.
Флюсы для пайки медных труб.

Правила пайки медных труб.

Использование инертных газов при пайке медных труб.
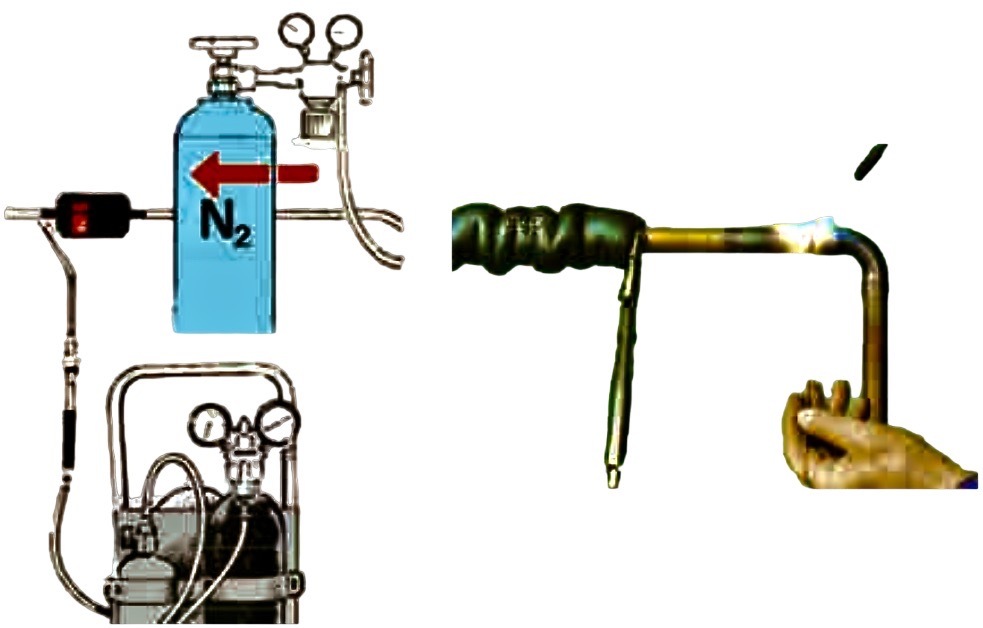
(Рис. 9) Пайка с использованием ингертного газа
Сварочный пост для пайки медных труб.
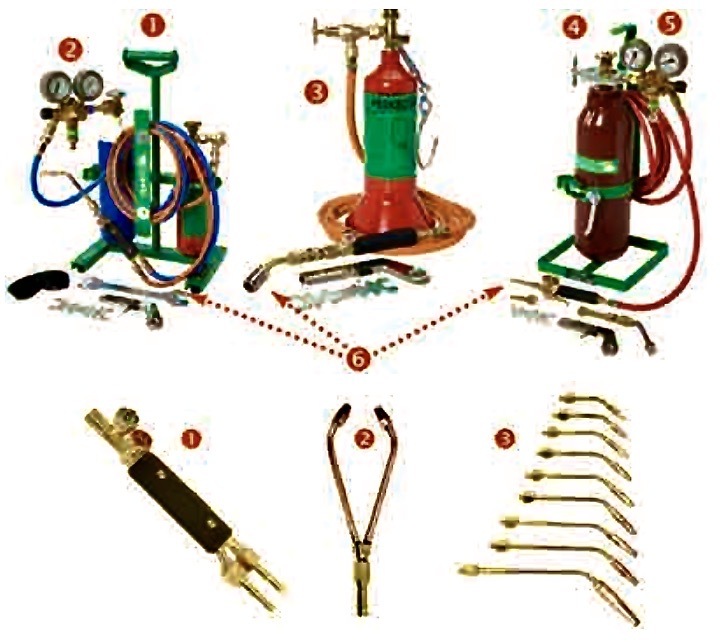
(Рис. 10) Аппарат для пайки медных труб.





