

- Различные виды паяльных флюсов и моток припоя
- Примеры флюсов:
- Сплавы ВК-ТК:
- Обработка металлоизделий
- Эпоха твердых сплавов
- Виды твердых сплавов и режущей керамики
- Припои
- Классификация
- Мягкие припои
- Твёрдые припои
- REXANT Припои
- ПОС-61 с канифолью
- ПОМ-3 без свинца
- Сплавы на основе железа
- Цветные сплавы
- Классификация твердых сплавов
- Однокарбидные твердые сплавы на основе вольфрама
- Двухкарбидные твердые сплавы на основе титано-вольфрама
- Трехкарбидные твердые сплавы на основе титано-тантало-вольфрама
- Твердые сплавы без вольфрама
- Режущая керамика
- Флюсы для пайки припоями типа ПОС
- Флюсы для алюминиевых сплавов
- Флюсы для пайки нержавеющих сталей
- Флюсы для высокотемпературной пайки
- Инструменты для пайки – чем паять?
- Припои – одна цель, но разные качества
- Флюсы – зачем нужны и разновидности
- Oнлайн — калькулятор
Различные виды паяльных флюсов и моток припоя
При пайке используются различные виды флюсов и мотков припоя. В зависимости от технологии, флюс может представлять собой жидкость, пасту или порошок. Также существуют паяльные пасты, которые содержат частицы припоя в сочетании с флюсом. Иногда в трубке припоя содержится флюс-заполнитель.
Остатки различных флюсов могут как быть диэлектриками, так и проводить электричество. В случае электросварки, флюс обычно наносится на поверхность сварочного электрода в качестве покрытия или добавляется в зону сварки в виде порошка.
Примеры флюсов:
- Принимаем твердый сплав ВК-ТК после отпайки с инструмента
- Резцы с пайкой и другими загрязнениями
- Принимаем лом: цветной от 20 кг, черный от 100 кг
- Вывозим лом: цветной от 300 кг, черный от 3 тонн
- Принимаем металлолом от 20 кг
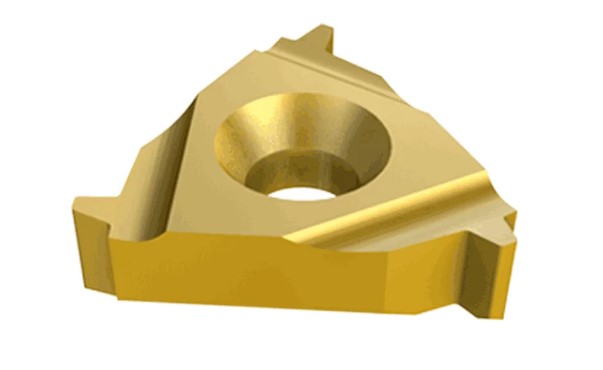
Сплавы ВК-ТК:
Сплав ВК – твердый, устойчивый к износу металлокерамический материал, состоящий из вольфрама с содержанием кобальта. Сплав ТК – твердый сплав титановольфрамовой группы.
Лом ВК-ТК может представлять собой пластины, твердосплавные пальцы (припой), втулки, стержни, таблетки, пластинки различной геометрической формы и др.
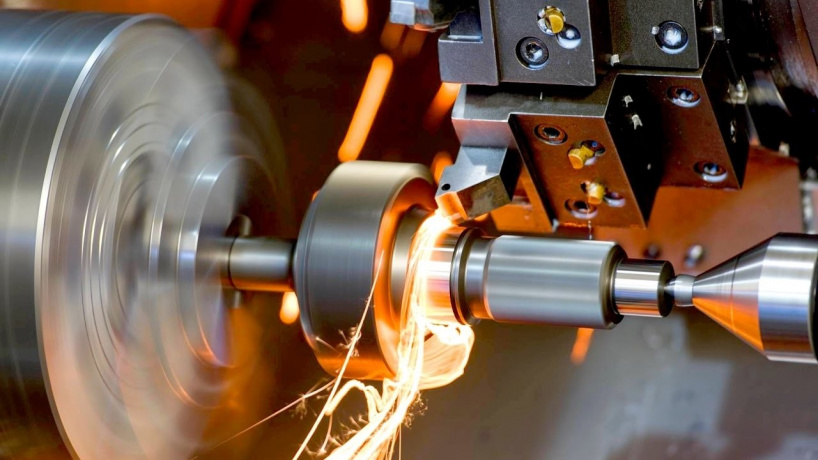
Обработка металлоизделий
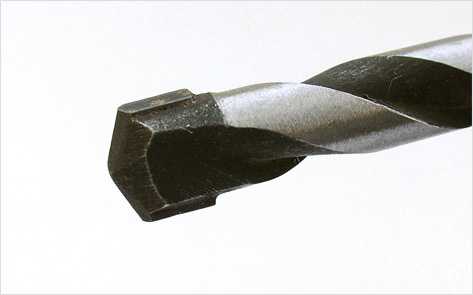
При обработке металлоизделий применяются не только инструменты из быстрорежущей стали (рапида), но и твердые сплавы и режущая керамика. Быстрорезы эффективны при скоростях резания до 90-120 м/мин, в то время как для грубой и чистовой обработки используются скорости 100-400 м/мин. Такие режимы резания требуют прочной инструментальной оснастки.
Эпоха твердых сплавов
Эпоха твердых сплавов началась в 20-х годах прошлого века с создания победита – широкой группы вольфрамокарбидных сплавов, идеально подходящих для обработки твердых материалов. Разработка твердых сплавов и режущей керамики привела к повышению производительности резания и оснащению металлообрабатывающей техники мощным приводом.
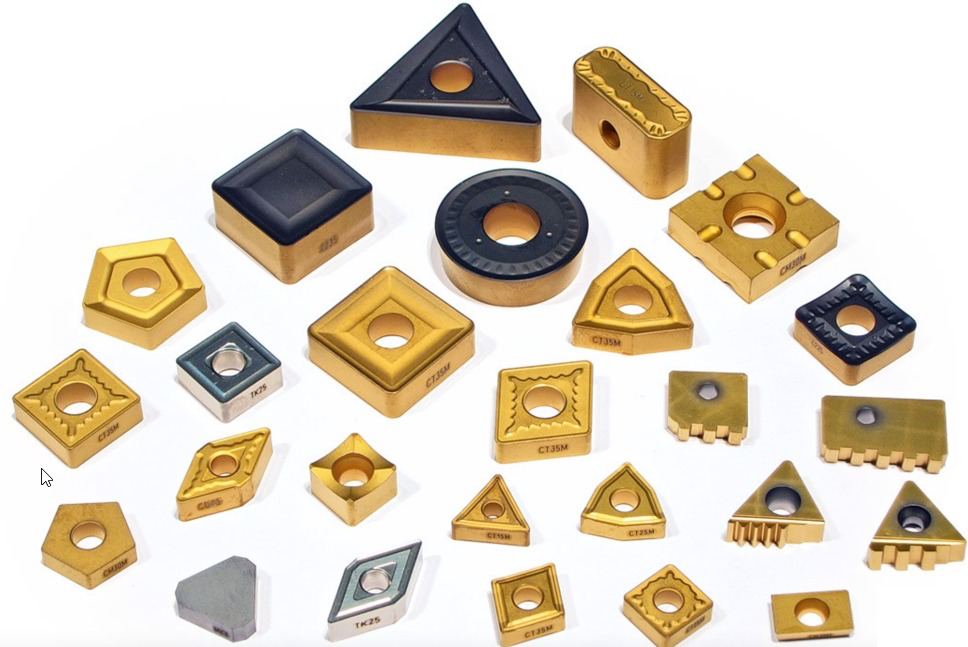
Виды твердых сплавов и режущей керамики
Были разработаны различные виды твердых сплавов и режущей керамики, что позволило повысить скорость вращения станочного шпинделя до 1500 об/мин и более.


Припои
Припой – это материал, при помощи которого металлические поверхности при пайке соединяются друг с другом. Припои всегда плавятся при более низкой температуре, чем присоединяемые материалы. Как правило, припои – это металлы или сплавы, но бывают и исключения.
Классификация
Основные виды припоев – это мягкие и твёрдые. Остановимся на каждом виде подробней.
Мягкие припои
Мягкие припои характеризуются пониженной температурой плавления, она обычно меньше 300 градусов С. Максимальная прочность находится в пределах от 16 до 100 Мпа.
Как правило, мягкие припои являются сплавами олова и свинца. Пропорции могут сильно отличаться. Сейчас повсеместно применяются сплавы, в котором процентное содержание олова варьируется от 10 до 90 %. В зависимости от этого применяется соответствующая маркировка – от ПОС-10 до ПОС-90.
В зависимости от химического соотношения материалов отличается и температура плавления – примерно 220-280 градусов С. Кроме того, существуют модификации с легирующими добавками – сурьмой, кадмием. Они могут придать дополнительную пластичность, снизить температуру плавления. В оловянно-цинковом припое ПОЦ свинец отсутствует.
Твёрдые припои
Твёрдые припои представляют собой сплавы, температура плавления выше 300 градусов С, а у некоторых из них – до 1000 градусов и даже больше. Вследствие этого прочность состава существенно возрастает. Она составляет от 100 до 500 Мпа.
Как правило, основу твёрдых припоев составляют медь и серебро. Разработано несколько сплавов с добавлением легирующих элементов – как правило, цинка. Его наличие позволяет варьировать температуру плавления, прочность, другие характеристики. Чаще всего применяются припои с содержанием меди, небольшого количества серебра и цинка. Они имеют аббревиатуру ПМЦ.
Помимо этого, припои подразделяются по типу плавления (полностью или частично), методу получения состава, наличию/отсутствию флюса, форме припоя. Вне зависимости от этого они могут применяться как в быту, так и в крупном промышленном масштабе – в микроэлектронике, приборостроении и т.д.
REXANT Припои
Под брендом REXANT выпускаются несколько типов припоев. Рассмотрим их подробнее.

ПОС-61 с канифолью
В этом составе 61 % олова и 39 % – свинца. Припой данного типа используется для механически прочных соединений элементов друг с другом или прочной фиксации на электронной печатной плате. Способы применения – пайка, лужение, смешанное производство. Припой скручивается в спиралевидную катушку. В составе имеется флюс (канифоль) без запаха, его процентное содержание – 2,2 %. Это придаёт соединению повышенную прочность.
ПОМ-3 без свинца
## Припой ПОМ-3
Припой ПОМ-3 состоит из 97 % олова и 3 % меди. Применяется в профессиональной сфере – в частности, в механизированной и автоматизированной пайке. С помощью данного припоя соединяют трубы из меди и её сплавов. Такие операции востребованы при сборке и ремонте оборудования для пищевых и химических производств, для соединения узлов и деталей из металлокерамики. Изделие характеризуется повышенной прочностью во время затвердевания.
## ПОСу 95-5, без свинца
Этот припой состоит из олова (95 %) и сурьмы (5 %). Используется для пайки латуни, стали, меди. Может быть использован для абразивной пайки. Припой востребован в электроламповой промышленности, электронике, автомобилестроении. С его помощью паяются трубы при высоких температурах, электронные платы. Отсутствие свинца гарантирует безопасность проведения операции.

## Пруток ПОС-90
Классический припой, состоящий из олова (90 %) и свинца (10 %). Выполнен в виде прутков диаметром 8 мм. С его помощью получается достичь прочное и герметичное соединение, либо фиксация электронных микросхем на печатной плате.
### Сплавы
Сплавы представляют собой вещества структурно однородные и содержащие в своем составе из двух или нескольких химических элементов в основном металлы. Базой для изготовления большинства сплавов используется до несколько металлических материалов с добавлением модифицирующих и легирующих примесей. Кроме того, сплав может содержать оставшиеся включения естественного, случайного и технологического происхождения.
### Категории сплавов
В зависимости от технологии производства выделяют две категории сплавов:
1. Литые. Для их изготовления используется метод кристаллизации однородной консистенции на основе горячих частиц.
2. Сплавы порошковые. Формируются в результате воздействия пресса на смесь различных порошков, которые отправляются в специальную печь и проходят цикл высокотемпературной обработки.
### Разновидности сплавов
С учетом способа получения готового материала выделяют 2 разновидности сплавов:
1. Литейные (чугуны и силумины).
2. Деформируемые (порошковые сплавы и стальные).
### Использование сплавов
В разных промышленных отраслях применяется множество подвидов сплавов – инструментальные, специальные, конструкционные. В зависимости от сфер применения их разделяют на несколько типов. К конструкционным сплавам относят чугунные заготовки, сталь, дюралюминий и составы с особыми свойствами, к примеру, антифрикционные характеристики и устойчивость к искрению.
Также в эту категорию входят такие материалы:
- Сплавы для изготовления подшипников.
- Сплавы для электронагревательного и измерительного оборудования.
- Заготовки для производства режущих инструментов.
Также для промышленных целей подходят устойчивые к коррозии, термостойкие, легкоплавкие, температурно-электрические, магнитные и аморфные сплавы. Количество разновидностей, которые используются в настоящее время достаточно большое и постоянно увеличивается. Сплавы классифицируют по двум признакам:
- Материалы на базе железа.
- Цветные сплавы металлов.
Ниже представлены самые популярные и важные сплавы для промышленного производства с основными сферами их эксплуатации.
Сплавы на основе железа
Под сталью подразумевается соединение железа с углеродом (концентрация последнего составляет 2%). Из-за включении различных легирующих примесей как ванадий, хром или никель, стал приобретает легированные свойства. Из всех существующих разновидностей сплавов по объемам поставок и производства, стали занимают ведущие места. Области их эксплуатации очень широкие, поэтому указать все сферы достаточно сложно.
Малоуглеродистые стали куда входит до 0,25% углерода, используются для конструкционных целей, а те, где процент значительно выше (от 0,55) применяются в производстве низкоскоростных режущих аппаратов, сверл и бритвенных лезвий. Легированные подвиды востребованы в машиностроительной отрасли и при изготовлении быстрорежущего оборудования.
Сплав железа с 2-4% углерода называется чугуном. Еще одним незаменимым элементом этого материала является кремний. Чугунные сплавы используются при изготовлении различной продукции с утилитарными функциями, к примеру, крышки канализационных люков, арматура трубопроводов, двигательные блоки цилиндров. Грамотно отлитое изделие обладает улучшенными механическими характеристиками.
Цветные сплавы
Цветные сплавы представлены различными подвидами медных сплавов:
- Латунь: материал на основе меди с включением от 5 до 45% цинка. Красная латунь содержит от 5 до 20% цинка, желтая латунь — от 20 до 36% цинка. Широко востребована для изготовления мелких деталей, требующих высокой обрабатываемости и точности.
- Фосфористая и кремнистая бронза: сплав медный с добавлением кремния. Обладает отличными прочностными характеристиками и используется при производстве мембран и пружин.
Для процесса пайки используются следующие сплавы:
- Припой: содержит 1 часть свинца и 2 части олова, используется для пайки электропроводов и трубопроводов.
- Сурьмяно-свинцовые сплавы: используются для изготовления оболочек телефонных кабелей и пластин аккумуляторов.
Сплавы, использующие кадмий, олово и висмут, обладают низкой точкой плавления, что делает их идеальными для производства клапанов противопожарного оборудования спринклерных систем.
Сплав пьютер, незаменим для изготовления декоративной кухонной утвари и ювелирных изделий, состоит на 85-90% из олова. Оставшаяся часть состава – свинец. Также свинец добавляют при разработке так называемых баббитов, которые являются подшипниковыми сплавами. В составе свинцовых сплавов также присутствует мышьяк, олово и сурьма.
В машиностроении востребованы легкие сплавы с улучшенными прочностными свойствами, устойчивостью к высоким температурам и механическим воздействиям. В качестве исходного сырья для изготовления материала используют бериллий, магний, титан и алюминий. Не все сплавы из магния и алюминия подходят для эксплуатации в высокотемпературной и агрессивной среде.
В эту категорию входят литейные сплавы (алюминий и кремний), для литья под высоким давлением (магний и алюминий), и сплавы интенсивного закаливания высокой прочности на основе алюминия и меди.
Основным преимуществом алюминиевых сплавов является их невысокая стоимость и прочность при невысоких температурах, а также легкость обработки. Заготовку достаточно просто ковать, штамповать или использовать для волочения, экструдирования и глубокой вытяжки.
Материал легко поддаются сварке и обрабатывается при помощи металлорежущего оборудования. Эксплуатационные характеристики алюминиевых сплавов теряются при повышении температуры до 175°C. Но за счет формирования оксидной пленки на поверхности, они не боятся коррозийных процессов при нахождении в различных агрессивных условиях.
Сплав не плохо проводит электрическую энергию и тепло, характеризуется усиленными отражательными свойствами, немагнитностью и безвредностью для здоровья человека при взаимодействии с продуктами питания (изделия из алюминия не подвергаются появлению ржавчины, не имеют какого-либо цвета и вкуса). Кроме того, сплавы алюминия защищены от взрыва, т.к. они не образуют искр и могут подавлять энергию ударов.
За счет перечисленных особенностей алюминиевые сплавы широко применяются в автомобилестроении, вагоно- и самолетостроении, в строительстве, для монтажа линий электропередач высокого напряжения и в пищевой промышленности. Наличие незначительного количества железа в составе сплавов повышает запас прочности при высокотемпературном воздействии, но негативно сказывается на устойчивости к коррозии и пластичности при комнатной температуре.
Данный тип сплавов отличается небольшим весом и прочностью, а еще улучшенными литейными свойствами. Обрабатывать материал достаточно легко методом резания. В связи с этим, магниевые сплавы нашли применение в ракето- и авиастроительной сферах, где их используют для производства двигателей, колес, корпусов, топливных баков и прочих комплектующих.
Отдельные разновидности сплавов характеризуются повышенным коэффициентом вязкостного демпфирования, из-за этих свойств их применяют при производстве движущихся элементов средств транспортных и составляющих конструкций, которые используются в условиях высоких вибраций.
Из недостатков магниевых сплавов выделяют мягкость, неустойчивость к износу и недостаточную пластичность. Однако заготовку легко формировать путем термической обработки. Кроме того, сплавы магния подходят для обработки газовой, электродуговой и контактной сварки. Для качественной защиты сплавов от коррозии их покрывают специальной оболочкой.
По эксплуатационным характеристикам титановые сплавы в разы лучше магниевых и алюминиевых, в области прочности и степени упругости. При увеличенной плотности они характеризуются особой стойкостью к механическим воздействиям, уступая только бериллиевым сплавам.
В составе титановых сплавов присутствует минимальная концентрация азота, углерода и кислорода, учитывая это они достаточно пластичны. За счет невысокой электрической проводимости и низкого коэффициента проводимости тепла, сплавы титана устойчивы к износу и истиранию, да и прочность их гораздо выше, чем у других из группы магниевых сплавов.
Ползучесть отдельных сортов при среднем напряжении достигает 90 МПа, оставаясь на этом уровне при нагреве до 600°C, что намного выше предельной отметки у магниевых и алюминиевых сплавов. Сохраняют ковкость сплавы с титаном до температуры 1150°С, поэтому для их обработки разрешено использование электродуговой сварки с инертным газом или точечной и шовной сварки.
Обрабатывать материал с помощью технологии резания неоправданно, что объясняется быстрым схватыванием режущего приспособления. Плавку сплавов титана выполняют в вакуумных условиях или управляемой атмосфере для исключения проблемы выброса врезных примесей кислорода и азота в среду окружающую.
Титановые сплавы, как известно широко применяются в космической и авиационной промышленности. На их основе производятся различные механизмы и детали, которые эксплуатируются в температурных пределах от 150 до 430°C. Также из титана изготовляются составляющие специализированного химического оборудования.
Из титано-ванадиевых сплавов разработана уникальная легкая броня для техники и кабин летчиков в боевых самолетах. А для изготовления реактивных двигателей и корпусов летательных аппаратов основным материалом является сплав алюминия, титана и ванадия.
Имея прекрасную пластичность, бериллиевый сплав превосходит другие металлические сплавы по удельной прочности. Для его производства используется принцип добавления хрупких зерен бериллия в мягкую пластичную основу, например, в разогретое серебро.
Являясь материалом с низкой плотностью, бериллиевый сплав активно применяется при разработке систем наведения ракет. Модуль его упругости выше, чем у стали или бериллиевой бронзы, что позволяет использовать материал для производства пружин и контактов в электрических схемах.
В чистом виде сплав применяется в качестве замедлителя и отражателя нейтронов в ядерных реакторах. За счет возможности формирования защитной оксидной пленки, он сохраняет свои эксплуатационные показатели при воздействии высоких температур.
Основная сложность при обработке сплава связана с его токсичностью. Пары от разогретого бериллия способствуют развитию опасных проблем со здоровьем, включая заболевания органов дыхания и дерматит.
Металлические изделия на основе различных сплавов вы можете купить через наш сайт. Промышленная компания «Кварто» включает большое количество российских поставщиков металлопродукции из разных регионов. На складах нашего предприятия в Московской области хранится цветной и нержавеющий прокат, продукция из специализированных сплавов и сталей, а также уникальное сырье металлургической промышленности.
Кроме того, мы занимаемся резкой, литьем металла на основе предоставленных заказчиком чертежей и документации. В процессе производства предусматривается строгий контроль с применением ультразвукового и химического оборудования.
Классификация твердых сплавов
Твердые сплавы классифицируют по составу, выделяя 4 основные группы:
Состав твердого сплава определяет допустимые режимы резания и специфику применения инструментальной оснастки.
Однокарбидные твердые сплавы на основе вольфрама
Вольфрамовые однокарбидные твердые сплавы – данная группа имеет маркировку ВК. Твердые сплавы этой серии формируются за счет карбида вольфрама, частицы которого связываются при помощи кобальта.
Распространенные марки однокарбидных твердых сплавов: ВК3, ВК6, ВК8, ВК10-ХОМ.
Вольфрамо-кобальтовая композиция ВК отличается наивысшей прочностью на излом среди всех разновидностей твердых сплавов. Данное свойство определяет ключевое направление инструмента ВК – резка с образованием стружки надлома. Твердые сплавы ВК хорошо подходят для обработки заготовок из чугуна и цветных металлов.
Твердосплавный инструмент из группы ВК меньше всего подвержен влиянию ударных и вибрационных нагрузок.
Для металлорежущего инструмента используются однокарбидные твердые сплавы с концентрацией кобальта до 5-6%. Это так называемые низкокобальтовые композиции.
С ростом содержания кобальта наблюдается повышение прочности на излом, но в ущерб вторичной твердости и теплостойкости.
Твердые сплавы с содержанием кобальта 5-10% хорошо подходят для изготовления буровых коронок. Из твердых сплавов с содержание кобальта 10-15% создают прессовые штампы.
Какие еще виды твердых сплавов существуют.
Двухкарбидные твердые сплавы на основе титано-вольфрама
Титано-вольфрамовые двухкарбидные твердые сплавы – к карбиду вольфрама добавлен карбид титана, которые связываются при помощи кобальтового наполнителя. Твердые сплавы данной группы маркируются ТК.
Широкое распространение получили следующие вольфрамо-титановые твердые сплавы: Т15К6, Т30К4, Т5К10.
Двухкарбидные композиции отличаются улучшенной теплостойкостью и повышенной вторичной твердостью. Режущий инструмент серии ТК предназначен для обработки материалов, которые обеспечивают сливную стружку.
Титано-вольфрамовые твердые сплавы хорошо справляются с обработкой нержавеющих, жаропрочных и жаростойких сплавов. Для обработки чугуна инструмент группы ТК не используются.
Для инструментальной оснастки серии ТК обычно выбирают высокоскоростные режимы резания с плавной равномерной проточкой, без ступенчатых переходов. Двухкарбидные композиции чаще всего выбирают для получистовой и чистовой обработки заготовок.
Двухкарбидные титано-вольфрамовые твердые сплавы отличаются уменьшенным модулем упругости, что делает режущий инструмент восприимчивым к ударным и вибрационным нагрузкам.

Трехкарбидные твердые сплавы на основе титано-тантало-вольфрама
Титано-тантало-вольфрамовые трехкарбидные твердые сплавы – серия универсальных режущих материалов, которые эффективно справляются с обработкой как сталей, так и чугунов с цветными металлами. Данная разновидность твердых сплавов имеет маркировку ТТК.
Наиболее известные марки твердых сплавов ТТК: ТТ8К6, ТТ10К8-Б, ТТ7К12.
Введение в состав композиции карбида тантала позволило заметно уменьшить зерновую структуру материала. Твердые сплавы ТТК отличаются высокой плотностью, что нашло отражение в существенном улучшении физико-механических свойств.
Трехкарбидные сплавы с танталом объединяют в себе высокие прочностные характеристики, отменную твердость и хорошую теплостойкость.

Твердые сплавы без вольфрама
Безвольфрамовые твердые сплавы – альтернатива классическим режущим материалам на основе карбида вольфрама в кобальтовой связке. Данная группа твердых сплавов может маркироваться БВТС, ТН или КНТ.
Широкое распространение получили следующие марки БВТС: ТН-20, ТН-50, КНТ-16.
Безвольфрамовые твердые сплавы разработаны в ответ на растущий дефицит вольфрама и кобальта. При изготовлении твердых сплавов БВТС упор делается на карбиды и нитриды титана. В роли связующего металла применяются: никель, молибден либо же никель-молибденовый сплав.
Разумеется, эксплуатационные характеристики безвольфрамовых твердых сплавов заметно уступают аналогам группы ВК, ТК и ТТК. Безвольфрамовые режущие материалы хуже переносят нагрев и механические нагрузки.
Режущий инструмент на основе безвольфрамовых твердых сплавов чаще всего применяется для проточки углеродистых и легированных сталей на стадиях получистовой и чистовой обработки, при использовании повышенных скоростей резания.
Теперь следует отметить виды режущей керамики.
https://youtube.com/watch?v=Dt89gxM2tvo%3Ffeature%3Doembed
Режущая керамика
В погоне за высокими показателями вторичной твердости и теплостойкости была создана группа режущих материалов на основе керамики. Главной особенностью керамики является отсутствие связующего металла. Зерна оксидов, карбидов и нитридов соединяются между собой за счет высокопрочных атомарных связей, формирующихся в процессе горячего спекания.

Вторичная твердость режущей керамики может достигать 96 HRc, а теплостойкость находится в диапазоне 1200—1400 С. Все это позволяет осуществлять механообработку с применение сверхвысоких скоростей резания, вплоть до 400 (м/мин) и даже более того.
Различают следующие виды режущей керамики:
Главным недостатком керамики является высокая хрупкость. Керамический металлорежущий инструмент не предназначен для работы в условиях ударных и вибрационных нагрузок. Режущая керамика задействует в основном на стадии чистовой обработки, позволяя добиваться обработки с минимальной шероховатостью и высоким квалитетом точности.
Для улучшения прочностных характеристик в состав режущей керамики вводятся армирующие волокна. Нередко режущая керамика устанавливается на подложку из твердого сплава.
Флюсы для пайки припоями типа ПОС
Основные требования к таким флюсам — низкий ток утечки и низкая коррозионная активность.
Простейшие флюсы такого типа создают на основе канифоли — например, растворы канифоли в спирте — этаноле либо других спиртах или спирто-бензиновой смеси, они подходят только для меди. Также часто применяются кислотные флюсы — разнообразные кислоты и их соли, но в связи с большой кислотностью, необходимо промывать место пайки. Даже такой флюс, как глицерин, после пайки необходимо смыть с печатной платы, так как он достаточно гигроскопичный (влагоемкий), чтобы под действием собранной им влаги место пайки быстро окислилось. Исключением является канифоль и её спиртовые растворы из-за того, что она покрывая поверхность также срабатывает как своеобразное нейтральное защитное покрытие.
Флюсы для алюминиевых сплавов
Хотя алюминиевые сплавы можно паять свинцово-оловянными припоями, лучшие результаты достигаются с многокомпонентными припоями, содержащими цинк, кадмий, висмут и другие металлы.
Применяется «бинарный» флюс: концентрированная ортофосфорная кислота (часто называемая просто фосфорной) — до побеления, затем 20%-я эвтектика (50 мол.%, а.и. 8:11,5) NaOH—KOH в глицерине.
Флюсы для пайки нержавеющих сталей
Прикрепите фотографию металлолома и оставьте свои контактные данные. Наши специалисты рассчитают цену, по которой Вы сможете сдать данный металл в наших пунктах. Так же вы можете отправить фото на наши мессенджеры
Выберете файлы, формата JPEG или PNG
Мы используем cookies.Это позволяет нам анализировать взаимодействие посетителей с сайтом и делать его лучше. Продолжая пользоваться сайтом, вы соглашаетесь с использованием файлов cookies.

Хотите получить лучшие цены и сервис?
Оставьте заявку, и оператор свяжется с вами в течении 5 минут!
Прием цветного лома осуществляем от 20 кг, чёрного от 100 кг.
Вывоз цветного лома от 300 кг, чёрного от 3х тонн
Нажимая на кнопку вы соглашаетесь с политикой конфиденциальности
Заполните форму и мы перезвоним Вам в ближайшее время
Выберете удобное для Вас время звонка
Ваша заявка успешно доставлена!
В течении ближайшего времени специалист по оценке лома свяжется с вами!
Оценим лом по фото
Прикрепите фотографию металлолома и оставьте свои контактные данные. Наши специалисты расчитают цену, по которой Вы сможете сдать данный металлолом в наших пунктах.
Выберете файлы типа JPEG или PNG
Также вы можете отправить фото на наши мессенджеры (см. в шапке сайта)
Внедрение в металлообрабатывающее производство твердосплавного инструмента позволило существенно повысить надежность и долговечность режущей кромки.
Твердый сплав – насыщенная карбидами смесь, связанная металлическим наполнителем. Как правило, на долю карбидов приходится 70-80% массы. Остальное занимает связующий металл.
Для получения твердого сплава используются карбиды: вольфрама, титана, тантала. Чтобы надежно связать между собой частицы карбидов, смесь насыщается наполняющим металлом на основе: кобальта, никеля, молибдена или их сплавов.
Ключевыми характеристиками твердого сплава можно считать увеличенный показатель вторичной твердости, до 92 HRc, и повышенную теплостойкость (красностойкость), до 1150 С.
Подавляющее большинство твердосплавных материалов создается по технологии порошковой металлургии, методом спекания.
В некоторых случаях твердые сплавы создаются литьем. Но подобные материалы применяются лишь для поверхностной защиты металлоизделий, которые при обычных условиях подвергаются интенсивному механическому износу. Это те же токарные резцы, обоймы и шарики подшипниковых узлов, поверочные плиты и пр.
Литейные твердые сплавы наносятся на защищаемую поверхность металлоизделий либо электродуговой сваркой, либо кислородно-ацетиленовой плавкой.
Из недостатков твердых сплавов можно отметить:
Для финишного формирования профиля твердосплавных пластин, режущих кромок и прочих поверхностей применяют технологию либо алмазного шлифования, либо кислотной обработки.
Стандартные режущие инструменты на основе быстрорезов не берут твердосплавные поверхности.
Флюсы для высокотемпературной пайки
Пайка это соединение проводов и металлических предметов с помощью текучего легкоплавкого металла, который прилипает к обеим соединяемым деталям, обеспечивая их соединение. Как выполнять пайку, какие бывают припои и зачем нужны флюсы – читайте в статье ниже!
Инструменты для пайки – чем паять?
Самый распространённый инструмент для пайки – паяльник. Он может быть электрическим (чаще всего), либо газовым. Электрические паяльники бывают разной мощности: для пайки мелких деталей и тонких проводов подойдёт паяльник мощностью 10-25 Вт, для чего-то более массивного – мощностью 40 Вт и выше. Современные паяльники имеют керамические сменные жала, классические «советские» — медные. Керамические жала не требуют обслуживания, а медные нужно периодически зачищать и облуживать.
Для пайки массивных деталей или, например, медных труб, понадобится газовая горелка – она способна разогреть даже массивную деталь до температуры, нужной, чтобы припой растёкся и «прилип» к поверхности детали. Нужно помнить, что для пайки труб, которые используются для водопровода, можно использовать только бессвинцовые припои. Кстати, о припоях – давайте рассмотрим, какие существуют сплавы для пайки и чем они отличаются.
Припои – одна цель, но разные качества
Самый распространённый припой для пайки проводов и других целей – марки ПОС-61. Он содержит 61% олова (отсюда название) и 39 процентов свинца, его температура плавления равна 183 градуса, но пайку рекомендуют проводить при 240 градусах, для оптимальных условий смачивания и образования паяного шва. Более редкие виды припоев:
Для бытовых целей будет достаточно иметь припой ПОС-61 (ПОС-60) – его будет достаточно для 99% случаев.
Флюсы – зачем нужны и разновидности
Флюс это специальный материал, который смачивает поверхность пайки и удаляет с неё окислы. Без флюса пайка будет затруднительной, так что примите как данность – флюс нужно применять всегда. Самый частый флюс для пайки меди и медных сплавов — сосновая канифоль, как в твёрдом виде, так и в виде спиртового раствора, либо пасты (паяльный жир). Для пайки стальных оцинкованных деталей понадобится паяльная кислота – но применять её для электроники нельзя – кислота будет разъедать место пайки и портить электронные компоненты. Кроме канифоли и кислоты встречаются более специфические флюсы – например флюс Ф-61А для алюминия и другие, но они применяются редко.
Спасибо, что дочитали – в следующих статьях мы рассмотрим, как правильно производить пайку, так что оставайтесь с нами!
Возврат к списку
Oнлайн — калькулятор
Узнайте стоимость вашего металла

!Данная стоимость является приблизительной, для более точной оценки отправьте нам заявку.




