Один из самых надежных способов соединения проводов — пайка. Это процесс при котором пространство между двумя проводниками заполняется расплавленным припоем. При этом температура плавления припоя должна быть ниже температуры плавления соединяемых металлов. В домашних условиях чаще всего используется пайка паяльником — небольшим устройством, работающим от электричества. Для нормальной работы мощность паяльника должна быть не менее 80-100 Вт.
- Что нужно для пайки паяльником
- Канифоль и флюсы
- Процесс пайки электропаяльником
- Отличия технологии при использовании флюса
- Особенности пайки многожильных проводов
- Можно ли паять медный провод с алюминиевым
- Существующие способы соединения проводников
- Сварка — высокая надежность в любых условиях
- Соединение проводов опрессовкой
- Клеммные колодки
- Пайка
- Пружинные зажимы для соединения проводов
- Зажимы для проводов wago
- Зажимы для ламп (строительно-монтажные клеммы для светильников)
- Болтовое соединение
- Как соединить алюминиевые и медные проводники
- Как соединять провода разного диаметра
- Правила пайки медных проводов
- Паяльник и припой
- Как правильно паять
- Соединение меди и алюминия
- Как правильно паять провода
- Что ещё необходимо для пайки
- Паяльник и вспомогательные материалы
- Допустима ли пайка медных и алюминиевых проводов
- Быстрое лужение проводов
- Облуживание с помощью паяльника
- Правильный порядок действий
- Варианты обработки проводов
- Лужение посредством окунания
- Как сделать облуживание контактов наушника
- Физика процесса пайки
- Что потребуется для пайки
- Паяльные пасты
- Подставка для паяльника
- Оплетка для удаления лишнего припоя
- Подготовительные работы
- Достоинства и недостатки спаивания проводов
- На какие критерии выбора паяльника следует обращать внимание
- Мощность паяльника
- Мощность нагревателя
- Способы регулирования температуры
- Материал жала
- Форма жала
- Материал ручки паяльника
- Правильное соединение электрических проводов
- Особенность использования клеммных колодок для соединения электрических проводов
- Используем пружинные клеммы для соединения электрических проводов
- Соединение проводников с помощью СИЗ колпачков
- Опрессовка гильзами
- Технология сварки или пайки позволяет получить надежное соединение проводов.
- Соединение электрических проводов пайкой
- Пайка многожильных проводов
- Соединение проводов простой скруткой
- Пайка распредкоробок с помощью тигля
- Зажим типа «орех»
- Флюс для пайки алюминия
- Пошаговая методика пайки радиодеталей на плату
- Возможные проблемы при пайке
- Заключение
- Видео уроки, как паять
- Соединение проводов методом пайки
- Подготовка инструмента и материалов
- Выбор припоев, канифоли и флюсов
- Как правильно залудить жилы
- Пайка проводов электрическим паяльником
- Как правильно соединять медные и алюминиевые провода
- Внешний вид
- Применение
- Итог
- Сейчас на главной
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.

Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.

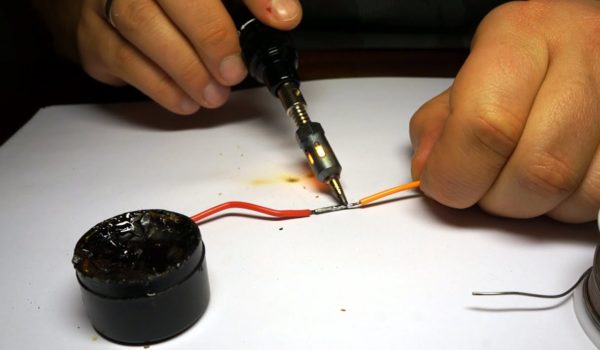
Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).

Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Для того чтобы нормально паять паяльником провода нужны еще:
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Процесс пайки электропаяльником
Вся технология пайки паяльником проводов может быть разделена на несколько последовательных этапов. Все они повторяются в определенной последовательности:
- Подготовка проводников. При пайке проводов они освобождаются от изоляции. После этого с них механическим путем удаляется оксидная пленка. Можно использовать небольшой кусок наждачной бумаги с мелким зерном. Металл должен блестеть и быть светлым.
- Лужение. Разогревают паяльник до температуры плавления канифоли (при прикосновении начинает активно плавится). Берут проводник, подносят к куску канифоли, прогревают паяльником так, чтобы вся зачищенная часть провода оказалась погруженной в канифоль. Затем на жало паяльника берут каплю припоя и разносят его по обработанной части проводника. Припой быстро растекается, покрывая тонким слоем провод. Чтобы он распределялся быстрее и равномернее, провод немного поворачивают. После лужения медные проводники теряют красноту, становясь серебристыми. Так обрабатывают все провода, которые надо будет припаивать
Лужение провда - Залуженные проводники складывают вместе, поправляя их пальцами — чтобы они плотно прилегали один к другому. Если пайка должна быть большой протяженности, можно сделать скрутку. Придерживая проводники, на жало берут припой, прижимают его к месту пайки, прикладывая некоторое усилие. При этом место пайки разогревается, начинает кипеть канифоль, припой растекается. Когда он покроет всю зону, затечет между проводниками, можно считать что пайка паяльником проводников закончена. Их еще некоторое время удерживают неподвижно — пока припой не остынет (для ускорения процесса на это место дуют).
Вот, собственно и все. Таким же образом можно спаять два или более провода, можно припаять провод к какой-то контактной площадке (например, при пайке наушников — провод припаять можно к штекеру или к площадке на наушнике) и т.п.
После того, как закончили паять паяльником провода и они остыли, соединение необходимо изолировать. Можно намотать изоленту, можно надеть, а потом разогреть термоусадочную трубку. Если речь идет об электропроводке, обычно советуют сначала навернуть несколько витков изоленты, а сверху надеть термоусадочную трубку, которую прогреть.
Отличия технологии при использовании флюса
Если используется активный флюс, а не канифоль, процесс лужения изменяется. Очищенный проводник смазывается составом, после чего прогревается паяльником с небольшим количеством припоя. Далее все как описано.

Пайка скрутки с флюсом — быстрее и проще
Есть отличия и при пайке скруток с флюсом. В этом случае можно каждый провод не лудить, а скрутить, затем обработать флюсом и сразу начинать паять. Проводники можно даже не зачищать — активные составы разъедают оксидную пленку. Но вместо этого придется места пайки протирать спиртом — чтобы смыть остатки химически агрессивных веществ.
Особенности пайки многожильных проводов
Описанная выше технология пайки подходит для моножил. Если провод многожильный, есть нюансы: перед лужением проводки раскручивают чтобы можно было все окунуть в канифоль. При нанесении припоя надо следить чтобы каждый проводок был покрыт тонким слоем припоя. После остывания, провода снова скручивают в один жгут, дальше можно паять паяльником как описано выше — окунув жало в припой, прогревая место спайки и нанося олово.

При лужении многожильные провода надо «распушить»
Можно ли паять медный провод с алюминиевым
Соединение алюминия с другими химически активными металлами напрямую делать нельзя. Так как медь — химически активный материал, то медь и алюминий не соединяют и не паяют. Дело в слишком разной теплопроводности и разной токопроводимости. При прохождении тока алюминий нагревается больше и больше расширяется. Медь греется и расширяется значительно меньше. Постоянное расширение/сужение в разной степени приводит к тому, что даже самый хороший контакт нарушается, образуется токонепроводящая пленка, все перестает работать. Потому медь и алюминий не паяют.
Если возникает такая необходимость соединить медный и алюминиевый проводники, делают болтовое соединение. Берут болт с подходящей гайкой и три шайбы. На концах соединяемых проводов формируют кольца по размеру болта. Берут болт, надевают одну шайбу, затем проводник, еще шайбу — следующий проводник, поверх — третью шайбу и все фиксируют гайкой.

Алюминиевый и медный проводники паять нельзя
Есть еще несколько способов соединить алюминиевую и медную линии, но пайка к ним не относится. Прочесть о других способах можно тут, но болтовое — наиболее простое и надежное.
При разводке или ремонте электропроводки, при подключении бытовой техники и еще массе других работ требуется соединять проводники. Чтобы соединение проводов было надежным и безопасным, необходимо знать особенности каждого из них, где и когда, при каких условиях они могут использоваться.
Существующие способы соединения проводников

Основные способы соединения проводников в доме или квартире
Для соединения проводов могут быть сделаны несколькими способами:
- сварка — наиболее надежный способ, обеспечивающий высокую надежность соединения, но требующий навыков и наличия сварочного аппарата;
- клеммные колодки — просто выполнимое и довольно надежное соединение;
- пайка — хорошо работает если токи не превышают нормативные и соединение не греется до температур, выше нормы (65°С);
- опрессовка гильзами — требует знаний технологии, специальных клещей, но соединение надежное;
- использование пружинных зажимов — wago, СИЗ — быстро устанавливаются, при соблюдении условий эксплуатации обеспечивают хороший контакт;
- болтовое соединение — простое в выполнении, используется обычно в сложных случаях — при необходимости перехода с алюминия на медь и наоборот.
Конкретный тип соединения выбирается исходя из многих факторов. Необходимо учитывать материал проводника, его сечение, количество жил, тип изоляции, количество проводников, которые будут соединяться, а также условия эксплуатации. Исходя из этих факторов и рассмотрим каждый из типов соединений.
Сварка — высокая надежность в любых условиях
При соединении проводов сваркой проводники скручиваются, а конец их заваривается. В результате образуется шарик из металла, который и обеспечивает в любых условиях стабильное и очень надежное соединение. Причем надежное оно не только в плане электрических характеристик, но и механически тоже — металл соединенных проводов после расплавления образует монолит и вычленить отдельный проводник невозможно.

Сварка — важно нагреть металл, но не оплавить изоляцию
Недостаток такого типа соединения проводов — соединение получается на 100% неразъемное. При необходимости что-то изменить, надо отрезать сплавленный кусок и переделывать все заново. Потому для таких соединений оставляют некоторый запас проводов — на случай возможной переделки.
Из других недостатков — необходим сварочный аппарат, соответствующие электроды, флюс и навык работы. К тому же, занимает сварка немало времени, требуется защищать окружающие предметы, а еще неудобно работать со сварочником на высоте. Потому электрики данный тип соединений практикуют в исключительных случаях. Если же вы делаете «для себя» и умеете неплохо обращаться со сварочным аппаратом, можете потренироваться на обрезках. Основной фокус в том, чтобы не расплавить изоляцию, но сварить металл.
После остывания место сварки изолируют. Можно использовать изоленту, можно — термоусадочные трубки.
Соединение проводов опрессовкой
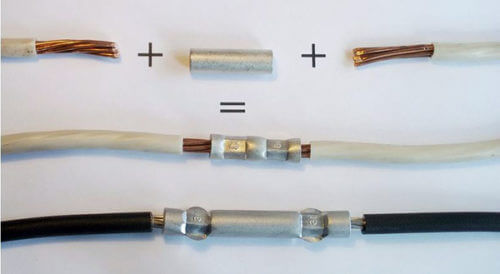
Для опрессовки проводов требуется специальная алюминиевая или медная гильза — она подбирается исходя из размеров скрутки (диаметра пучка), а материал берут тот же, что и у проводников. Оголенные и зачищенные до блеска провода скручиваются, на них надевается трубка-гильза, которая зажимается специальными клещами.

Пример обжима проводников гильзой
И гильзы, и клещи бывают разными, видов несколько. Каждый из них имеет свои правила использования (количество проводов, которые можно упаковывать в гильзу), в которых надо хорошо ориентироваться. Упаковывать провода надо по определенным правилам, измерять размер полученного жгута, подгонять его под требования. В общем, довольно муторное занятие. Потому используют такой вид соединения проводов в основном профессиональные электрики, и то все чаще они переходят на пружинные зажимы.
Клеммные колодки
Одно из самых простых и надежных соединений проводов — через клеммные колодки. Есть они нескольких типов, но практически везде используется винтовое соединение. Есть с гнездами разных размеров — под разные размеры проводников, с разным количеством пар — от 2 до 20 и больше.
Сама клеммная колодка представляет собой пластиковый корпус, в котором запаяно металлическое гнездо или пластина. В это гнездо или между пластинами вставляется оголенный проводник, зажимается винтом. После того, как винт затянут, надо хорошо подергать проводник — убедиться что он хорош зажат. Из-за того что места соединений остаются неизолированными, область применения клеммных колодок — помещения с нормальной влажностью.
Недостаток такого соединения: из-за пластичности металлов — особенно алюминия — со временем контакт ослабевает, что может привести к повышению степени нагрева и ускорению окисления, а это снова ведет к снижению контакта. В общем, периодически соединение проводов в винтовых клеммных коробках необходимо подтягивать.

Соединение проводов в клеммных колодках
Достоинства — быстрота, простота, невысокая стоимость, не требует никаких навыков, разве что умение пользоваться отверткой. Еще одно важное достоинство — можно без проблем соединять провода разных диаметров, одножильные и многожильные, медные и алюминиевые. Непосредственного контакта нет, потому нет рисков.
Пайка
Сначала о технологии пайки. Соединяемые проводники очищаются от изоляции, очищаются от оксидной пленки до чистого металла, скручиваются, потом лудятся. Для этого проводники разогреваются паяльником, прикладываются к канифоли. Она должна покрыть место соединения полностью. Залуженные провода скручивают сначала пальцами, затем дожимают, используя пассатижи. Вместо лужения можно использовать паяльный флюс. Им хорошо смачивают провода, но уже после скрутки.
Затем, собственно, начинается процесс пайки: разогревают паяльником или узкофакельной горелкой место соединения. Когда канифоль или флюс начинают кипеть, берут на жало паяльника некоторую часть припоя, вносят в зону пайки, прижимая жало к проводникам. Припой растекается, заполняя промежутки между проводами, обеспечивая хорошее соединение. При использовании горелки, припой просто вносят понемногу в факел.
Далее, после остывания места пайки, по технологии необходимо смыть остатки флюса (они ускоряют окисление), просушить соединение, покрыть его специальным защитным лаком, после чего изолировать при помощи изоленты и/или термоусадочных трубок.
Теперь о достоинствах и недостатках данного метода соединения проводов. В слаботочных системах пайка — один из самых надежных способов соединения проводов. Но, при разводке электропроводки в доме или квартире, ее критикуют нещадно. Дело в том, что припой имеет температуру плавления 195-210 градусов. При прохождении больших токов соединение нагревается, (если неправильно подобраны или неисправны защитные автоматы) припой расплавляется и застывает. После многократных повторов припой стекает или становясь пористым, ухудшая контакт. Раз за разом контакт становится все хуже, греется соединение все больше. Если данный процесс не обнаружится, вполне может дело закончится пожаром.
Второй негативный момент — низкая механическая прочность пайки. Дело снова в олове — оно мягкое. Если проводов в паянном соединении много, да если еще они жесткие, при попытке упаковать их, часто проводники вываливаются из пайки — слишком велика сила упругости, которая вырывает их. Потому соединение проводников пайкой при разводке электричества и не рекомендуют использовать: неудобно, долго и рискованно.
Пружинные зажимы для соединения проводов
Один из наиболее спорных способов соединения проводов — при помощи пружинных зажимов. Они есть нескольких типов, но самые распространенные два — клеммники wago (ваго) и колпачки СИЗ. Внешне и по способу монтажа они сильно отличаются, но в основе обоих конструкций лежит пружина, которая создает прочный контакт с проводом.
По поводу этой пружины и идут споры. Противники использования wago говорят о том, что пружина со временем ослабнет, контакт станет хуже, соединение начнет все больше греться, что, опять таки, приводит к еще более быстрому снижению степени упругости пружины. Через какое-то время может температура подняться настолько, что корпус (пластиковый) расплавится, ну а что может произойти дальше — известно.

Пружинные зажимы для электропроводки — популярные соединение проводов
В защиту использования пружинных зажимов для соединения проводов можно сказать, что если они использованы в соответствии с рекомендациями производителей, проблемы встречаются очень и очень редко. Хотя есть немало подделок и wago, и СИЗов а также предостаточное количество фоток их в расплавленном виде. Но, в то же время, многие их используют, и, при нормальных режимах работы, работают они годами без нареканий.
Зажимы для проводов wago
Появились на нашем рынке они несколько лет назад и наделали много шума: с их помощью соединение происходит очень быстро и легко, имеет при этом высокую надежность. Есть у производителя конкретные рекомендации по использованию данной продукции:
- wago применять только для одножильных или многожильных проводников сечением от 0,5 мм2 до 4 мм2;
- для фиксации и соединения многожильных и проводов малых диаметров использовать зажим CAGE CLAMP — от 0,08 мм2 до 35 мм2;
Что находится внутри зажимов для проводов wago
Внутри этих устройств есть металлическая пластина, которая и и обеспечивает должную степень контакта. Форма и ее параметры пластин разрабатывались и тестировались специально. Тесты проводились на вибрационном стенде в течение многих часов, затем нагревались-охлаждались. После чего проверялись электрические параметры соединения. Все тесты были пройдены на «отлично» и фирменная продукция показывает себя всегда на «пять».
Вообще, ассортимент продукции фирмы Wago очень широкий, но для монтажа электропроводки или подключения домашней бытовой техники, осветительных приборов, используют два варианта зажимов для проводов: серии 222 (разъемные) с возможностью перезаделать или изменить соединение и серий 773 и 273 — которых называют неразъемными.
Пружинные зажимы для электропроводки Wago 222 серии имеет некоторое количество контактных площадок — от двух до пяти — и такое же количество флажков-фиксаторов. Перед началом соединения флажки поднимаются вверх, в них вставляются зачищенные от изоляции проводники (до упора), после чего флажок опускается. На этом соединение считается законченным.

Соединители для проводов wago — способы подключения
При необходимости можно соединение перезаделать — поднять флажок-фиксатор и вынуть проводник. Удобно, быстро и надежно.

Ассортимент wago 222 серии
Использоваться 222 ваго серия может для соединения двух или трех, даже пяти проводников из меди или алюминия (можно соединять разные металлы в одной клемме). Провода могут быть одножильными или многожильными, но с жесткими проволоками. Максимальное сечение — 2,5 мм2 . Мягкие многожильные провода можно соединять сечением от 0,08 мм2 до 4 мм2.
Есть другой тип зажимов, который не предусматривает возможности переделать соединение проводов — серии 773 и 273. При использовании этих клемм работа вообще секундная: зачищенный провод вставляется в соответствующее гнездо. Имеющаяся там пружина зажимает его, обеспечивая контакт с пластиной. Все.

Контактные клеммы wago
Данные подпружиненные зажимы для проводов можно использовать для соединения одножильных алюминиевых или медных проводов с площадью поперечного сечения от 0,75 мм2 до 2,5 мм2, многожильные с жесткими проволоками — от 1,5 мм2 до 2,5 мм2. Мягкие многожильные проводники при помощи таких коннекторов соединять нельзя.

Типы монтажных клемм для электропроводки wago
Для улучшения контакта перед соединением провода необходимо очистить от оксидной пленки. Чтобы окисление в дальнейшем не продолжалось, производители wago выпускают также контактную пасту. Ею заполняют внутренность зажима и она сама разъедает оксидную пленку, а затем защищает провода от окисления в дальнейшем. В таком случае в предварительной зачистке нуждаются только сильно окисленные, темные проводники, а корпус зажима заполняется пастой.
Кстати, производители говорят о том, что, при желании, провод из зажима можно вытащить. Для этого одной рукой берутся за провод, второй держат клеммную коробку и вращают их туда-сюда с небольшим диапазоном, в противоположных направления, растягивая в разные стороны.
Зажимы для ламп (строительно-монтажные клеммы для светильников)
Для быстрого и удобного подключения ламп или бра, у wago есть специальные клеммы 224 серии. С их помощью можно соединять алюминиевые или медные провода разного сечения и типа (одножильные или многожильные с жесткими проволоками). Номинальное напряжение данного соединения 400 В, номинальный ток:
- для медных проводников — 24 A
- 16 A для алюминиевых.

Способы соединения проводов в люстрах и бра при помощи зажимов wago
Сечение подключаемых проводников с монтажной стороны:
- медные 1,0 ÷ 2,5 мм2 – одножильные;
- алюминиевые 2,5 мм2 – одножильные.
Сечение подключаемых проводников со стороны люстры/бра: медные 0,5 ÷ 2,5 мм2 – одножильные, многожильные, луженые, опрессованные.
При соединении алюминиевых проводов обязательно использование контактной пасты, а медные провода необходимо зачищать вручную до чистого металла.
Есть у данной продукции два недостатка. Первый — цена на оригинальные клеммы высокая. Второй — есть масса подделок по меньшей цене, но качество их значительно ниже и именно они горят и плавятся. Потому, несмотря на дороговизну, покупать лучше оригинальные изделия.
Колпачки СИЗ (расшифровывается как «соединительные изолирующие зажимы») — очень простые в использовании устройства. Это пластиковый корпус, внутри которого имеется пружина, имеющая коническую форму. В колпачок вставляются зачищенные от изоляции проводники, колпачок прокручивается по часовой стрелке несколько раз. Вы почувствуете, что он перестал прокручиваться, значит соединение готово.

Как сделать соединение проводов с использованием СИЗ
Данные соединители проводников выпускаются многими производителями, есть разных размеров, под разные диаметры и количество соединяемых проводников. Чтобы соединение проводов было надежным размер надо подобрать правильно, а для этого необходимо разобраться в маркировке.
После букв СИЗ идет несколько цифр. В зависимости от производителя меняется количество цифр, но обозначают они одинаковые вещи. Например, есть такой тип маркировки: СИЗ-1 1,5-3,5 или СИЗ-2 4,5-12. В данном случае следующая сразу за буквами цифра обозначает тип корпуса. «1» ставят, если корпус — обычный конус, на поверхность которого могут быть нанесены канавки — для лучшего захвата. Если стоит CИЗ-2, значит на корпусе есть небольшие выступы, за которые удобно браться пальцами и крутить.
Все остальные цифры отражают суммарное сечение всех проводников, которые могут быть соединены при помощи этого конкретного колпачка СИЗ.

Пример маркировки колпачков СИЗ и ее расшифровка
Например, СИЗ-1 2,0-4,0. Это значит, что корпус соединительного колпачка обычный, конусообразный. С его помощью можно соединить два проводника с поперечным сечением не менее 0,5 мм2 (в сумме они дают 1 мм, что соответствует минимальным требованиям — смотрите таблицу). Максимально в данный колпачок входят проводники, общее сечение которых не должно быть более 4 мм2.

Соединение проводов при помощи колпачков СИЗ
Во втором варианте маркировки после аббревиатуры СИЗ стоит только цифра от 1 до 5. В таком случае просто необходимо помнить какой из них пригодится для какого сечения проводов. Данные есть в другой таблице.

Колпачки СИЗ и их параметры
Кстати, колпачками СИЗ можно соединять только провода из меди — алюминиевые жилы, как правило, более толстые чем максимально допустимые для данных соединителей.
Болтовое соединение
Это соединение собирается из болта любого диаметра, подходящей гайки и одной, а лучше — трех, шайб. Собирается быстро и просто, служит довольно долго и надежно.

Болтовое соединение проводов
Сначала проводники зачищаются от изоляции, при необходимости снимается верхний окисленный слой. Далее из зачищенной части формируется петля, внутренний диаметр которой равен диаметру болта. Чтобы было проще — можно провод обернуть вокруг болта и закрутить (средний вариант на правом рисунке). После все это собирается в таком порядке:
- На болт надевается шайба.
- Один из проводников.
- Вторая шайба.
- Другой проводник.
- Третья шайба.
- Гайка.
Соединение затягивается сначала руками, затем при помощи ключей (можно взять пассатижи). На этом все, соединение готово. Используется, в основном, если надо сделать соединение проводов из меди и алюминия, можно применять и при соединении проводников разного диаметра.
Как соединить алюминиевые и медные проводники
Кстати, напомним, почему нельзя напрямую соединять медный и алюминиевый провода. Причин две:
- Такое соединение сильно греется, что само по себе очень плохо.
- Со временем происходит ослабевание контакта. Это происходит потому что алюминий имеет более низкую электропроводность, чем медь, в результате при прохождении тех же токов он греется сильнее. При нагревании он расширяется сильнее, отжимая медный проводник — соединение становится все хуже, греется все больше.
Чтобы избежать подобных неприятностей медные и алюминиевые проводники соединяют при помощи:
- клеммных колодок;
- wago;
- болтового соединения;
- ответвительные зажимы (делают соединения проводов на улице).
Другие типы коннекторов использовать нельзя.
Как соединять провода разного диаметра
Если надо соединить проводники, имеющий разный диаметр, для получения хорошего контакта не должна присутствовать скрутка. Значит, можно использовать следующие виды:
- клеммные колодки;
- wago;
- болтовое соединение.
Правила пайки медных проводов
Одним из лучших способов соединения медных проводов является пайка. Она обеспечивает высокую прочность и электропроводность. При этом пайку легче проводить, чем сварку, и она надежнее простой скрутки. Хотя в распределительных коробках провода часто соединяют с помощью самозажимных клемм типа WAGO, приемы пайки не помешает знать любому электрику.
Научиться паять медные провода можно за несколько минут, имея все необходимые материалы и приборы.
- Суть процесса
- Паяльник и припой
- Применение флюса
- Как правильно паять
- Соединение меди и алюминия
Суть процесса пайки состоит в том, что металлы соединяются между собой при помощи сплава, имеющего температуру плавления ниже температуры плавления соединяемых веществ.
Во время пайки материалы подвергаются нагреванию до температуры плавления припоя. При этом обеспечивается очень сильная адгезия (прилипание) – свойство материалов сцепляться друг с другом на молекулярном уровне.
Однако не происходит плавление основных деталей и перемешивания их с материалом припоя, как происходит при сварке с использованием присадочного материала.
Паяльник и припой
Для пайки медных проводов традиционно используются паяльники. Существует несколько их видов, в том числе электрические и газовые. Пайка медных проводов осуществляется при помощи электрического паяльника с медным жалом. Этот инструмент представляет собой медный стержень, иногда с никелевым покрытием, который установлен в корпусе нагревательного элемента.

Нагревательный элемент работает от постоянного или переменного тока. Напряжение питания может варьироваться от 12 до 220 В. Для пайки медных проводов электропроводки в доме подходит самый обычный паяльник мощностью 60 Вт. Если надо спаять тонкие проводки электроприбора, то подойдет и менее мощный инструмент. Важно, чтобы он хорошо прогревал медный материал и расплавлял припой.
Чтобы обеспечить высокое качество пайки и прочность соединения, необходима неподвижность во время остывания расплавленного припоя. Провода можно держать руками, но удобнее использовать пинцет или зажимы.

Для пайки медных проводов применяют оловянно-свинцовый припой. Чаще всего это ПОС-61, но можно взять и ПОС-40. Маркировка указывает на состав – припой оловянно-свинцовый с содержанием олова 61%.

Припой обычно производится в прутках диаметром около 8 мм или в виде паяльной проволоки диаметром 2 мм. Нередко используют универсальный припой для пайки медных проводов, который выглядит как полая трубка из оловянно-свинцового сплава. Внутри такой трубки находится порошок из флюса.
Чтобы припой и материал проводов вступили во взаимодействие друг с другом, и соединение получилось качественным, провода необходимо очистить от оксидной пленки и только после этого паять их. Для очистки можно использовать наждачную бумагу, а для последующей обработки взять специальное вещество – флюс.
Флюс не только очистит медные провода, но и создаст тонкую защитную пленку, препятствующую окислению материала.
Допускается применять как твердый флюс – сосновую канифоль, так и жидкий – различные виды паяльных кислот или самодельный состав.

Иногда, чтобы правильно и крепко припаять медные провода друг к другу или к какому-либо металлическому предмету, пользуются только жидким флюсом. Приготовить его можно, растворив обычную сосновую канифоль в этиловом спирте. Паяльную кислоту готовят самостоятельно, растворив гранулы цинка в соляной кислоте в пропорции 412 грамм цинка на 1 литр кислоты. Но лучше все-таки купить готовый флюс, соответствующий всем стандартам качества, поскольку принесение кислотных составов для медных проводов нежелательно.
Как правильно паять
Чтобы надежно спаять провода из меди, нужно подготовить паяльник. Если перед работой не облудить жало, то припой будет не прилипать, а скатываться шариками со стержня. Так происходит, потому что жало покрыто слоем оксида меди и нагара, образовавшегося во время предыдущей пайки.
Некоторые специалисты для удобства работы точат жало плоским напильником, чтобы придать ему форму лопатки или плоской отвертки. Угол заточки должен быть 45-60 градусов.
Необгораемое жало (вечное) ни в коем случае точить нельзя, для него используют специальные губки.
Очищенное механическим способом жало нужно нагреть, а потом залудить. Для этого его покрывают флюсом.
Если флюс твердый (канифоль), достаточно просто погрузить в него наконечник. Канифоль расплавится и покроет разогретую поверхность. После этого паяльником нужно прикоснуться к прутку припоя и разогреть его. Расплавленный припой покроет жало, защитив его от дальнейшего окисления.
Процедуру лужения паяльника необходимо повторять по мере образования нагара на нем. Происходит это потому, что температура жала намного выше температуры плавления припоя, и со временем он начинает подгорать. Чтобы уменьшить вероятность возникновения такого явления, рекомендуется применять паяльник с регулировкой температуры.
Соединяемые медные провода также нужно подготовить к пайке. Вначале снимают с концов изоляцию на расстоянии примерно 4 см, зачищают, скручивают между собой и проводят лужение. Медны провода можно залудить следующим образом:
- нагреть скрутку паяльником;
- покрыть флюсом;
- нанести небольшое количество припоя, распределяя его по поверхности провода.
Действия аналогичны тем, какие совершаются при лужении жала паяльника. Если предстоит пайка многожильных медных проводов, то необходимо обязательно запастись именно жидким флюсом, так как покрыть всю поверхность медных «волосков» расплавленной твердой канифолью будет очень трудно. Чтобы получить качественное соединение, нужно нагреть многожильный провод и затем опустить его в жидкий флюс, который смочит всю поверхность, предназначенную для пайки.
Далее пайка многожильных и одножильных медных проводов осуществляется одинаково. Два или более соединяемых проводника нагреваются вместе, и на них наносится припой. После нанесения его необходимо на время остывания обеспечить неподвижность соединения. Не допускается ускорять остывание путем его смачивания или обдува воздухом.
Соединение меди и алюминия
При соединении пайкой медных и алюминиевых проводов можно столкнуться со множеством трудностей, преодолеть которые возможно будет, только применив альтернативные методы соединений.

Дело в том, что как алюминий, так и медь покрываются на воздухе оксидной пленкой. И если сами по себе эти пленки никак не влияют на состояние проводника и даже обеспечивают довольно неплохую проводимость, то соединяясь вместе, они способствуют возникновению мощной химической реакции. Под действием влаги, содержащейся в воздухе, в месте контакта оксидов алюминия и меди начинается процесс электролиза, то есть образуется электрический ток из-за того, что ионы обоих материалов обладают разными электрическими потенциалами.
Электрический ток является движением заряженных частиц – ионов и при их движении металлы в месте контакта разрушаются. При этом сильнее разрушается алюминий. Разрушение вызывает ухудшение контакта, а впоследствии увеличивается электрическое сопротивление соединения и оно нагревается. При сильной коррозии, когда непосредственный контакт между двумя материалами уже утрачен, возникает электрическая дуга, которая и довершает разрушение.
Соединять медь с алюминием рекомендуется только через третий, нейтральный материал. Чаще всего, для этого применяют стальные клеммники или зажимы.
Как правильно паять провода
Пайка проводов – это один из наиболее надежных способов их непосредственного соединения, с помощью которого удаётся решить многие технические вопросы (включая монтаж проводов скруткой). Её реализация становится возможной благодаря тому, что температура нагрева припоя ниже того же показателя для сплавляемых металлических элементов.
В бытовых условиях, для того чтобы паять кабели или тонкие проводки проще всего воспользоваться электрическим паяльником подходящей мощности, которым удобно будет обрабатывать провода любой марки.
- Что ещё необходимо для пайки
- Порядок пайки
- Особенности пайки многожильных проводов
- Допустима ли пайка медных и алюминиевых проводов
Что ещё необходимо для пайки
Для того чтобы правильно запаять провода в кабельной проводке или в любом другом соединении – помимо паяльника потребуются вспомогательные материалы, называемые расходными. К ним относятся такие распространённые компоненты, как припой, паяльная канифоль и специальные флюсы, существенно повышающие качество пайки. Для удобства пользования паяльником также рекомендуется иметь подходящую подставку.
Что качественно паять любые проводники, в первую очередь нужно очистить их поверхности от окислов (оксидной пленки), для чего потребуются специальные флюсы и канифоли. Эта операция называется лужением и применяется при проведении любых паяльных работ с проводкой. Особо важна такая подготовка при пайке многожильных проводов.
Для работы с флюсом можно использовать небольшую кисточку, посредством которой удобно обрабатывать любые проводники. При этом способе нельзя забывать о том, что химически активные флюсы разъедают со временем материалы, и что после лужения их желательно смыть растворителем или спиртом.
При обработке канифолью те же провода укладываются на её поверхность, а затем аккуратно пропаиваются паяльником.

Специалисты считают канифоль достаточно универсальным средством, а флюсы подбираются специально под обрабатываемый металл (как правило – медный). Для их пайки чаще всего применяется флюс марки «ЛТИ-120» или особое вещество, называемое бурой.
Неплохо зарекомендовал себя подготавливаемый своими руками флюс, состоящий из смеси канифоли и спирта (1:5). При его изготовлении размельчённая до состояния порошка канифоль постепенно засыпается в спирт и тщательно взбалтывается до полного растворения.
Для пайки медных проводов желательно применять оловянно-свинцовые припои марок ПОС-40,50 или 60, а при работе с алюминием лучше всего воспользоваться составами, подготовленными на основе цинка. Наиболее подходящими считаются паяльные средства под обозначениями ЦО-12 и П250А, а также ЦА-15 (смесь цинка с алюминием).
Очень удобна в обращения марка припоя, внутри которого имеется канифоль (тип ПОС-61). При его применении необходимость в обработке каждого отдельного проводника канифолью отпадает.
При работе с таким припоем потребуется достаточно мощный паяльник (не менее 100 Ватт).
Из всего сказанного следует, что помимо припоев и флюсов особое внимание должно быть уделено выбору подходящего паяльника.
Паяльник и вспомогательные материалы
Паяльный инструмент рекомендуется выбирать из соображений допустимой мощности аппарата, а также удобства лужения и спайки проводов, осуществляемых с его помощью.
При этом желательно ориентироваться на следующие требования:
- мощность инструмента не должна превышать 80-100 Ватт;
- паяльник должен иметь заточенное «под угол» жало;
- наконечник устройства перед началом работ должен быть тщательно залужён.

Помимо паяльника для успешного проведения пайки проводов потребуются удобная и лёгкая подставка, а также специальный инструмент (пинцет, кусачки, пассатижи и набор наждачных шкурок).
Подставку под паяльник проще всего изготовить из куска пластика или древесины подходящего размера с закреплёнными на нём металлическими опорами.

На её основании можно будет закрепить металлическую ёмкость (чашечку от старого механического звонка, например), в которой удобно хранить припой и канифоль.
Техника паяльных работ непосредственно связана с типом образуемого соединения, которое может иметь следующие исполнения:
- обычная скрутка, чаще всего встречающаяся в распределительных цепях;
- стыковочный узел из проводов различного класса (меди и алюминия, в частности);
- витые сочленения, оформляемые в квартирных коробках распределения и другие виды соединений.

При пайке обычной скрутки особое внимание следует обратить на сечения каждого из проводов, которые могут иметь существенное отличие по толщине. Если один из них толстый, а другой несравненно тоньше его – их скрутка формируется особым образом.
Для получения надёжного паяного соединения в этом случае следует намотать заранее залуженный тонкий провод вокруг хорошо зачищенной оголённой части толстого, а затем изогнуть её в любом удобном направлении. Лишь после этого следует тщательно пропаять зону из сочленения по всей длине оголённой части (предварительно нанеся на это место раствор канифоли).

Для снятия изоляции с проводников можно воспользоваться обычной зажигалкой, под пламенем которой защитная плёнка сначала сжигается, после чего её остатки соскабливаются ножом или скальпелем.
Таким образом, весь процесс пайки условно может быть разбит на два этапа, на каждом из которых осуществляются следующие действия.
Во-первых – подготовка (удаление с поверхности лака) и лужение самих проводов. А во-вторых – их надёжная запайка в месте контакта. При параллельном соединении (без скрутки) жил необходимо уложить их вплотную на рабочей площадке стола и, придерживая одной рукой, во вторую взять паяльник и прогладить жалом место контакта.
Все описанные ранее процедуры пайки применимы исключительно для одножильных проводников, представляющих собой только один из возможных вариантов. Нередки ситуации, когда необходимо распаять многожильный провод, при работе с которым возникают определённые нюансы.
Последние заключаются в том, что перед лужением отдельные жилы таких проводов сначала «разлохмачиваются», что позволяет смачивать их в канифоли по отдельности. При их лужении необходимо следить за тем, чтобы каждая из жил была покрыта тонким слоем расплавленного олова.
После остывания разогретого припоя они сначала скручиваются в общий жгут, и только потом их можно паять по уже описанной ранее схеме. Такой подход при работе с многожильными проводами позволяет соединять жилы так, что они не смогут оторваться при повышенной нагрузке.

Единственно, на что нужно обратить внимание в этом случае – более тщательный прогрев места спайки.
Допустима ли пайка медных и алюминиевых проводов
Непосредственное соединение алюминия и других активных металлов категорически запрещено. Поскольку медь относится к химически активным материалам – проводники на её основе невозможно припаивать к изделиям из алюминия. Напрямую медь можно паять только с медью.
Объясняется это тем, что разница в теплопроводности у медных и алюминиевых материалов настолько велика, что при пайке не удаётся нагревать их одновременно до характерных для них точек плавления.
Непосредственная (без спайки) скрутка разнородных проводов также недопустима, что объясняется тем же различием в теплопроводностях.
Дело в том, что при прохождении тока через зону контакта наблюдается её интенсивное нагревание, вследствие которого алюминий расширяется больше, чем медь. Со временем от регулярного расширения и обратного сужения контакт в этом месте ослабевает и постепенно разрушается.
При необходимости объединения проводников из меди и алюминия следует воспользоваться специальными бесконтактными (болтовыми) сочленениями. С их помощью удаётся создать хоть и не паяное, но вполне надёжное соединение.
Быстрое лужение проводов
При монтаже или ремонте электропроводки важно правильно сделать спаянное соединение. От этого зависит безопасность эксплуатации, надежность, долговечность электроснабжения.
Для хорошего закрепления припоя нужно предварительно облудить провода, то есть покрыть оловянным припоем. Нанесенный слой удалит оксидные примеси, образующиеся на медных или алюминиевых сплавах, улучшит сцепление расходных материалов.
Существует разные методы лужения. Выбор делают с учетом состава металла, характера сечения, назначения проводки и условий ее эксплуатации.
Облуживание с помощью паяльника
Уверенное владение паяльником необходимо для каждого начинающего мастера. Без закрепившихся навыков работы залудить провод, затем провести пайку не удастся.
Размеры паяльника, модификацию каждый может выбрать самостоятельно. Удобны в использовании паяльные станции, пальники с возможностью регулировать температуру нагрева.
Имеет смысл затратить средства на приобретение качественного инструмента, оборудования. Тогда работа будет доставлять удовольствие долгие годы.
Работа с проводами – дело несложное, если к нему хорошо подготовиться. Желательно, сделать все заранее, чтобы потом в самый неподходящий момент, не пришлось суетиться. Список инструментов, позволяющих лудить провода или кабель, выглядит следующим образом:
- хорошо заточенный нож;
- медицинский или технический пинцет;
- обычные плоскогубцы;
- паяльник или станция для паяния;
- расходные материалы (флюс, припой).

Вместо ножа сейчас продаются специальные клещи, которые позволяют содрать изоляцию одним движением. Но они не так уж дешево стоят, поэтому многие обходятся ножом или скальпелем.
Все средства и приспособления немудреные, но очень полезные. Под расходными материалами подразумеваются определенный флюсовый состав и припой, подходящий для данного вида проводов.
Правильный порядок действий
Облуживать провода посредством паяльника следует в соответствии с алгоритмом, выверенным многолетней практикой. У проводов в самом начале работы нужно тщательно снять ножом или клещами наружный изолирующий слой. Желательно освободить от полимерного покрытия минимум 10 мм, максимум – 50 мм с каждого соединяемого конца.
После этого тем же ножом поверхность зачищают до блестящего состояния. Это исключит наличие остатков изолирующей оболочки, удалит с проводов оксидный налет.
Толстый провод удерживать и очищать проще. Если кабель включает в себя несколько тонких жил, их желательно растрепать, разъединить, зачистить со всех сторон, а потом скрутить заново.
Затем можно разогревать паяльник, предварительно проверив степень чистоты жала. Поверхность будет хорошо облуживаться только абсолютно чистым жалом паяльника.
Нагретым паяльником следует разогреть подготовленные, тщательно зачищенные концы проводов, опустив их в канифоль. Надо чтоб канифоль хорошо обволокла провод.

Жалом паяльника нужно взять припой и равномерно распределить смесь по срезу проводков, которые зафиксированы пинцетом или обычными плоскогубцами. Для обеспечения полноты нанесения массы из расплавленных расходных материалов, провода следует проворачивать вокруг собственной оси.

Медный провод можно обрабатывать не только канифолью, но и кислым флюсом. Некоторые предпочитают использовать готовую паяльную кислоту, всегда имеющуюся в продаже. Для лужения алюминиевых проводов предусмотрен свой специальный флюс.
Если все предыдущие операции были выполнены правильно, расплавленный припойный материал хорошо покроет место контакта проводков. Нужно внимательно осмотреть всю рабочую зону, убедиться, что лужение прошло успешно.
Варианты обработки проводов
Некоторым мастерам нравится метод лужения, при котором провода прижимаются паяльником к деревянной дощечке.
Это вполне приемлемая технология. Выделяющиеся при нагревании деревянной подложки газы в некоторой степени работают как флюс, способствуя удалению оксидов на металле.
Еще лучше удаляет продукты окисления расплав аспирина. Таблетку можно подкладывать под провода при лужении. Выделяющиеся из нагретой ацетилсалициловой кислоты газы хорошо обволакивают место соединения, удаляя с них все примеси. В результате провода будут успешно лудиться.
Существует своеобразный метод подготовки многожильных проводков, в которых тонкая медная основа покрыта эмалью. В этом случае как подложку мастера рекомендуют использовать кусочек ПВХ материала.
При повышении температуры поливинилхлорид начинает выделять пары хлороводорода, которые так же, как соляная кислота, быстро разрушают оксидный слой. Как показывают многие видео уроки, ПВХ подложка может быть не очень большой, соответствующей размерам рабочей зоны лужения.
Лужение посредством окунания
Предварительную обработку проводов большого диаметра проводят иначе. Паяльником полного равномерного покрытия среза большого сечения добиться нелегко.
В специальный тигель кладут кусочки олова, разогревают, получая расплав металла. Конец кабеля сначала погружают в канифоль или другой флюс, а затем окунают во внутренность тигеля. В результате срез покрывается полностью защитным слоем.
Подобным способом делают полностью луженые провода. Погружение при этом имеет другие масштабы, выполняется в заводских условиях.
Катушку с намотанным проводом водружают на механизм, посредством которого будут обслуживать процесс. Сначала всю медь поверхности механически обрабатывают щетками, предварительно обработанными раствором хлористого цинка. Получают растворенный флюс из цинка и технической соляной кислоты.

Затем проволоку из мотка, постепенно раскручивают, окунают в ванну с расплавленным оловом. Равномерность покрытия, отсутствие наплывов обеспечивает последующая обработка проволочного материала резиновыми щетками. Проволоку охлаждают окунанием в холодную воду, еще раз обрабатывают щетками, заново сматывают и упаковывают.
Луженая медная проволочная продукция имеет защитный оловянный слой, толщина которого варьируется от 1 мкр до 20 мкр.
Обработка увеличивает устойчивость меди к воздействию влажной окружающей среды, уменьшает до минимума вероятность ее порчи.
Как сделать облуживание контактов наушника
Микрофоны, наушники iphone и любого другого акустического гаджета постоянно подвергаются механическим нагрузкам. Как следствие, происходит обрыв проводков.
Подготовить их к пайке обычными способами не удастся. Лак, находящийся сверху будет мешать. Его перед лужением либо соскабливают острым скальпелем, либо обжигают. Можно также лудить в канифоли сильно разогретым паяльником, который снимет лак.
Тонкую жилу провода помещают в канифоль, разогревают паяльником. Затем с помощью паяльника тонкий слой расплавленного олова распределяют в месте будущего контакта. После этого быстро выполняется соединение. Служить оно будет долго и надежно.
Физика процесса пайки
Пайка проводов — это их электрическое соединение, по надежности уступающее только сварке. При спаивании токоведущие жилы соединяются на уровне микрочастиц. Расплавленный припой проникает в поверхность медного провода и становится с ним одним целым.
Для достижения этого эффекта требуется 2 фактора:
- Высокая температура. Необходима для расплавления припоя до текучего состояния.
- Чистота поверхности спаиваемых металлов. Слой грязи, окисла или жира препятствует диффузии припоя в поверхность металла.
Соединение проводов с помощью пайки.
Что потребуется для пайки
Перед тем как начать паять провода, нужно подготовить:
- Паяльник. Это главный инструмент для работы с металлическими изделиями. Им расплавляется припой, с помощью которого соединяются элементы микросхемы. Приборы имеют разные мощности. Чем выше этот показатель, тем быстрее нагревается паяльник. Рекомендуется выбирать инструмент мощностью больше 60 Вт. Работает паяльник от электросети 220 В.
- Припой. Под этим термином подразумевается сплав на основе олова, используемый для соединения металлов с высокой температурой плавления. Припой представляет собой длинную проволоку, реже олово продается небольшими кусками.
- Канифоль (флюс). Используется для лужения элементов микросхемы. Канифоль дает надежное сцепление металлов с другими материалами.

Паяют ручным паяльником, который используют для:
- прогрева соединяемых компонентов;
- нагрева припоя до перехода его в жидкое состояние;
- нанесения жидкого припоя на соединяемые элементы.
Паяльник, который изображен на рисунке 1, содержит:
- изолированный слюдяной пленкой или стеклотканью спиральный нагреватель из нихромовой проволоки;
- медное жало, которое расположено внутри спирали;
- пластиковую или деревянную рукоятку;
- корпус для размещения жала паяльника и спирали.
100-ваттный паяльник с пластиковой рукояткой и трехполюсной вилкой. Подключение к электрической сети производят кабелем длиной примерно 1 м, который через ограничитель радиуса изгиба выходит из задней части рукоятки.
Радиомонтажный паяльник пистолетного типа.
Бытовые паяльники предназначены для подключения к сети напряжением 12 и 220 В. 220 — вольтовые паяльники из соображений обеспечения электробезопасности должны комплектоваться 3-контактной вилкой, обеспечивающей надежное заземление. Для 12-вольтовой техники достаточно простой 2-контактной плоской вилки.

Припои и флюсы для пайки паяльником медных проводов.

Удобно пользоваться припоем с канифолью. Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Паяют припоем – сплавом олова со свинцом, возможны добавки иных металлов. Припой имеет форму трубки или проволоки различного диаметра. Трубчатый припой заполнен внутри канифолью, паять с его помощью более удобно.
Свинец вводят в сплав для уменьшения стоимости. Его удельное содержание различно, что прямо отражается в марке. Например, ПОС-61 (очень популярный третник) означает:
- П — припой;
- ОС – оловянно-свинцовый;
- 61 – с 61-процентным содержанием олова.
В быту паяют сплавами с уменьшенным содержанием олова, лужение посуды целесообразно выполнять составом ПОС-90. Кроме того, паяют мягкими и твердыми припоями. Мягкие составы имеют температуру плавления менее 450, остальные относят к твердым. Температура плавления припоя ПОС-61 составляет 190 – 192 °С. Из-за сложностей разогрева высокотемпературную пайку с привлечением твердых припоев электрическим инструментом не выполняют.
Составами с добавлением легкоплавких металлов: алюминия и кадмия – паяют алюминий. Из-за повышенной токсичности паять с их помощью можно только при отсутствии альтернативы.
Паяльные пасты
Под паяльными пастами принято называть или пастообразные флюсы или готовый состав для пайки, в котором уже содержится припой. Использование данной смеси упрощает процесс пайки. В составе паяльных паст присутствует флюс и мелкодисперсный припой. Их соотношение подобрано оптимальным образом. Поэтому нет необходимости самостоятельно брать на жало нужное количество припоя и канифоли.
Паяльные пасты используются преимущественно для работы с smd радиодеталями. Обычно с их помощью не паяют проводку, но в теории это вполне возможно.
Подставка для паяльника
Паяют жалом, нагретым до высокой температуры, поэтому в перерыве инструмент оставляют на подставке. Для мощных паяльников ее выполняют с двумя опорами: задняя для рукоятки, передняя – для корпуса. Опоры монтируют на фанерном основании, которое используют служит для:
- установки коробки с канифолью;
- хранения проволоки припоя (пример приведен на рисунке 3);
- чистки жала.
Рисунок показывает, что подставка не требует дефицитных материалов, может быть изготовлена своими руками.
Самодельная подставка для мощного паяльника.
Для устройств малой мощности часто применяют конусообразный держатель (обычный или спиральный, что показано также на рисунке 3), в которую инструмент вставляют жалом. Старшие модели подставок снабжают регулятором рабочей температуры, ЖК дисплеем для индикации температуры жала, рисунок 4. Подобный паяльный инструмент часто называют паяльной станцией.
Пример паяльной станции с индикатором.
Оплетка для удаления лишнего припоя
Оплетка не является обязательным атрибутом для успешной пайки. Она используется для быстрого и удобного удаления лишнего припоя.
Оплетка выполнена в виде ленты, сплетенной из тонких проволок меди. Ее ширина лежит в пределах от 2 до 10 мм. Оплетка прикладывается к месту, где набежал лишний припой. Затем она прижимается горячим жалом паяльника. Лишний припой начинает плавиться и под действием капиллярного эффекта всасываться в волокна оплетки. Принцип такой же, как если положить губку для мытья посуды в тарелку с водой. Она втянет лишнюю влагу.

Оплетка для удаления припоя продается в магазинах. Однако ее возможно получить гораздо быстрее и дешевле. Экраны некоторых сигнальных кабелей обладают таким же строением как лента для удаления припоя. Достаточно разделать старый ненужный антенный провод РК-75 и бесплатная оплетка для пайки готова. Для улучшения всасывающих свойств ленту не помешает пропитать любым слабоактивным жидким флюсом.
Подготовительные работы
Перед тем, как спаять провода, необходимо выполнить ряд подготовительных работ:
- На соединяемых жилах срежьте изоляционный слой на 40-50 мм.
- Теперь необходимо зачистить оголённые участки от окисной плёнки. Это можно сделать с помощью наждачной мелкозернистой бумаги. Жилы проводов надо зачистить до блеска.
- Перед тем, как паять медные жилы, выполняют их лужение. Нагрейте паяльник до температуры плавления канифоли. Как это узнать? Просто прикоснитесь инструментом к канифоли, она начнёт активно плавиться. Оголённый участок погрузите в канифольную смолу. Возьмите жалом немного припойного сплава и проведите по проводу. Чтобы сделать процесс равномернее и быстрее, немного проворачивайте провод. Жила из меди после лужения станет не красной, а серебристой. Проделайте то же самое со всеми проводами, которые надо будет спаивать.
- Залуженные провода соедините в скрутку.

Достоинства и недостатки спаивания проводов
Пайка заметно выигрывает перед большинством других методик соединения проводов. Из основных ее достоинств отмечается:
- Дешевизна. Достаточно 1 раз приобрести паяльник и комплект припоя с флюсом, и получится надежно спаять тысячи проводов.
- Простота. Научиться пользоваться паяльником возможно за 1 час.
- Надежность соединения. Контакт уступает по электрическим и механическим свойствам разве что сварке. Клеммы Wago, обжимки и, тем более, скрутки не способны обеспечить столь качественный контакт, как пайка.
- Универсальность. Возможно одновременно соединять жилы кабелей разного сечения. Причем их количество в одной точке контакта неограниченно.
- Спайка проводов разрешена по ПУЭ. Получаемое соединение надежно.
- Не нужен громоздкий сварочный трансформатор. Переносить паяльник гораздо легче.
У этого способа соединения имеются и недостатки:
- Для работы стандартного паяльника требуется розетка с сетевым напряжением 220 В. Недостаток слабый. Существуют паяльники, работающие от встроенного аккумулятора и даже от газа. Последние вообще не требуют электричества.
- Соединение получается неразборным. Спаянные между собой провода возможно рассоединить только при помощи паяльника и повторного расплавления припоя.
На какие критерии выбора паяльника следует обращать внимание
Паяльник представляет собой сравнительно небольшой инструмент, предназначенный для спаивания мелких деталей и проводов. Сфера его применения достаточно обширна. Если, например, человек является автолюбителем, то он пригодится для припаивания скруток. Также электропаяльник может пригодиться для починки кастрюль. Но, как выбрать паяльник?
Подходить к покупке аппарата необходимо ответственно, изучив соответствующие характеристики. Когда речь заходит об инструменте, нужно иметь четкое представление о том, что он из себя представляет и из чего состоит.
Среднестатистический пальник состоит из ручки, фартука, специальных отверстий, корпуса, нагревателя, соединительного винтика и жала. Каждая из этих деталей играет особую роль и нужно внимательно относиться к ним. Поэтому, когда приходит время выбирать паяльник, нужно обращать внимание на все эти детали (на то из чего сделаны, какой функционал, фирма или страна, завод-изготовитель и т.д).
Для пайки разных материалов и их размеров применяется соответствующая модификация аппарата. Помимо этого, при выборе паяльника стоит учитывать то, для каких целей он приобретается и отталкиваться от этого. Но есть пара общих критериев, на которые стоит обращать внимание при выборе данного инструмента.
Один из главных параметров, который играет самую важную роль при эксплуатации, является мощность и размер оборудования. Не стоит отталкиваться от суждения, что чем больше паяльник, тем он лучше. Если электропаяльник предназначен для использования дома, то нецелесообразно его мощность выбирать более 40 Ватт. Слишком большой параметр будет отражаться только на электросчетчике, а по факту греть воздух, а не те мелкие детали, которые встречаются в ремонте в домашних условиях.

Часто обращают внимание на ассортимент насадок в комплекте. Рекомендуется приобретать паяльник с большим количеством насадок. Это увеличит его универсальность в работе, повысит функционал ремонтируемых изделий. Функция регулировки размера жала станет полезной, если часто приходится «залазить» в труднодоступные места. Со временем жало становится меньше. Это объясняется тем, что при пайке рабочий цилиндр приобретает зазубрины или становится меньше. Поэтому функция регулировки размера придется как раз кстати. В любой момент сточенное жало можно сделать чуть больше или при необходимости уменьшить до нужных размеров.
Материал, которым покрыты насадки играет немаловажную роль. Если на стальной насадке нет покрытия, то к нему прилипает припой. После проделанной работы очень трудно от него избавиться. Поэтому просто необходимо обращать внимание при приобретении на наличие защитного антипригарного покрытия. Чаще всего в качестве покрытия используют тефлоновое. Она имеет блеск, поэтому при покупке сразу бросится в глаза.
Обратите внимание! Идеальным вариантом (но, наиболее дорогостоящим) является полностью медное жало. Оно хоть и мягче, быстрее стачивается, но передает больше тепла, оперативнее разогревается и хорошо взаимодействует с припойными материалами.
Вид паяльника стоит определить заранее, до покупки. От типа паяльного оборудования зависит результат работы. При неправильном выборе можно испортить изделие. Самым популярным и эффективным является электрический паяльник. Он популярен своей универсальностью и сочетает в себе необходимые для работы критерии.
Самый знаменитый вариант — электрический.
Материал, из которого сделана ручка, влияет не только на дизайн аппарата, но и удобство эксплуатации. Это один из самых главных критериев. Рекомендуется приобретать паяльники с ручкой, которая выдерживает высокую температуру. Самым популярным материалом является дерево. Деревянная модель легка и не деформируется при нагревании инструмента.
Дополнительная информация. Не рекомендуется покупать электропаяльник с пластиковыми ручками, они не выдерживают высоких температур и перегреваются. Идеальным вариантом станет керамический вид. Ручка из такого материала диэлектрическая, на промокает и не расплавится от высокой температуры, что характерно другим видам.
Мощность паяльника
От мощности паяльника зависит интенсивность нагрева поверхности, на которой происходит работа. Тут тоже многое зависит от цели. Например, при пайке микросхем идеально подойдёт электропаяльник с мощностью до 25 Ватт. Параметр, превышающий этот порог, может нанести вред электромикросхеме.
Если паяльник необходим при спаивании толстых проводов, то рекомендуется приобретать инструмент с мощностью от 40 Ватт.
Не рекомендуется использовать паяльник с мощностью, меньше рекомендуемой (например, при пайке толстых проводов не стоит использовать электропаяльник 25 Ватт, когда советуют 40 Ватт). Материал не нагреется до необходимой температуры. Пайка в лучшем случае будет некрепкой, а в худшем – её не будет вообще. Также при мощности, превышающей допустимую, материал нагреется быстрее, чем требуется, и время пайки займёт не более трех секунд.
При возможности рекомендуется покупать паяльник с регулируемой мощностью.
Регулятор мощности, расположенный на аппарате или поблизости, хорошо поможет в работе с разной толщиной металла.
Мощность нагревателя
Мощность паяльника выбирается исходя из сечения спаиваемых проводов. Чем оно больше, тем мощнее нужен прибор. Тонкие провода сечением до 2,5 кв. мм успешно паяются паяльником на 25 Вт. Для жил потолще, 2,5-10 кв. мм, потребуется устройство на 40-60 Вт. Самые толстые провода паяются соответствующими паяльниками на сотни ватт.
Паяльники отличаются по типу нагревателя:
- из нихромовой проволоки (самые распространенные);
- с индукционным нагревом;
- паяльники, где жало нагревается проходящим по нему током.
Индукционная паяльная станция.
Отличия существуют и с точки зрения эргономики:
- классический с продолговатой ручкой;
- паяльник в форме пистолета (похож на термоклеевой пистолет)
Существуют и другие, экзотические виды паяльников. Например, инфракрасный. Нагрев осуществляется с помощью ИК теплового излучения.
Способы регулирования температуры
При работе с паяльником, важно следить за температурой жала. При перегреве, пайка может быть неисправной (внутренние раковины, не расплавление, а налипание припоя). Существует три способа регулировать температуру электропаяльника:
- Использовать переключатель — самый простой и доступный вариант регулировки мощности нагревательного оборудования. Данный способ подразумевает под собой циклическое переключение подачи тока, что приведет к перемене температуры с максимального на минимальное значение.
- Простой и практичный способ, это использование диммера. Существует ряд паяльников со встроенной регулировкой. Эти элементы называются диммерами. Прибор представляет собой устройство, которое ограничивает поступление в электропаяльник электроэнергии. Регулировка температуры в жале происходит за счет упадка напряжения в диммере.
- Использование блоков управления — недешевый, но наиболее точный метод регулировки мощности нагрева паяльника. Системы регулирования имеются у более сложных устройств. Речь идёт о паяльниках с блоком питания. В источнике тока находится система регулирования. Блок не занимает много места, находится в рукоятке самого электропаяльника.
Наконечник является одной из важных частей всего аппарата.
Материал жала
Одной из важных частей паяльника является жало. Благодаря этому простому металлическому цилиндру и происходит вся работа. Материалов, из которых делают наконечники для электропаяльника, множество. Но лучше приобретать проверенные, опираясь на отзывы экспертов и других пользователей.
Наиболее востребованное — жало из меди. Самый популярный материал для изготовления наконечников для паяльников. Является одним из самых оптимальных благодаря своей теплопроводности и теплоёмкости. Это огромный плюс для тех, кто работает с крупными предметами, так как медное жало долго остается теплым. Также наконечник является универсальным. Паять им можно практически всё. Но стоит аккуратно работать с микросхемами. Главный минус — при воздействии высоких температур, жало окисляется. При его очистке, размер наконечника может довольно сильно уменьшиться.
Один из дешевых вариантов — пруток с лужением из никеля и серебра. Жало делается из меди, но имеет покрытие либо из никеля или серебра. Это делается для того, чтобы защитить наконечник от ржавчины и обгорания. Главный минус такого варианта жала с никелем — припой очень плохо удерживается на поверхности.
Правильная форма наконечника аппарата оказывает самое большое влияние при работе.
Модели из керамики дорогостоящие. Само жало изготовлено из металла, но корпус керамический. Керамика прекрасно проводит и сохраняет тепло. Помимо этого, нагревательный пруток не боится ржавчины, но склонен к трещинам при падении или ударах.
Есть еще и составные жала. Этот вариант состоит из нескольких материалов. Например, жало имеет стальной сердечник, сам выполнен из меди, а покрытие из серебра. Дополнительная информация. Для использования в домашних условиях лучше всего приобрести паяльник со сменными наконечниками.
Форма жала
Всем бы хотелось иметь одно универсальное средство для всего, но, к сожалению, так не бывает. Для каждого типа пайки должно быть своё жало. Конечно, есть универсальная модификация, имеющая название конус, но во время работы с ним будет не так удобно и эффективно, как того бы хотелось. Именно поэтому стоит покупать паяльники со сменными насадками.
Жало-конус является универсальной насадкой, именно поэтому находится в комплекте практически со всеми типами оборудования. Из-за своих размеров, прекрасно сохраняет тепло, что не может не радовать тех, кто занимается крупными объектами. Но по этой же причине может напрочь испортить хрупкую работу. Имеет конусовидную форму, отсюда и одноименное название. Жало-игла является самым неудачным и неэффективным вариантом, по мнению экспертов.
Имеет конусовидную форму, но чуть меньших размеров и заострено к концу, напоминая игловой кончик. Из-за своих размеров, не сохраняет тепло. Это приводит к тому, что даже незначительное количество припоя не расплавляется.
Конусная и скошенная форма наиболее популярны из-за универсальности и практичности.
Жало-клин, благодаря своей конструкции, отлично удерживает припой. Так же, как и конусовидного варианта, огромным плюсом является размер. Благодаря своей форме обладает прекрасной теплопроводностью. Многие специалисты утверждают, что данный вид наконечника является более универсальным, чем принято о нём думать.
Жало-скос встречается редко. Данный наконечник имеет цилиндрическую форму со скосом в 45 градусов. Эффективность жала напрямую зависит от его размера. Например, при работе с микросхемами, наконечник рекомендуется использовать поменьше стандартного. Отлично справляется с поставленным задачами за счет своей теплоемкости, которую обеспечила форма и плоскость со стороны скоса.
Жало-микроволна встречается редко. Говоря простым языком, является более усовершенствованной версией модели со скосом. Отличие в самом срезе сбоку жала. В случае наконечника микроволна, в скосе имеется углубление. При использовании этого жала не придется снимать лишний припой, что является огромным преимуществом. Это преимущество очень необходимо при профессиональном занятии пайкой. Необязательно приобретать такой наконечник для домашнего использования.
Жало ножевидное имеет форму ножа. Лучше других видов накапливает и сохраняет тепло, что делает его фаворитом. Благодаря своей форме помещает на себе большее количество припоя, по сравнению с остальными насадками. Идеально подходит для сквозного монтажа. В другом могут возникнуть проблемы. Не подходит для пайки мелких деталей.
Немаловажно удобство держания аппарата.
Материал ручки паяльника
Ручка паяльника также является важным компонентом. На прилавках чаще всего можно увидеть электропаяльники именно с деревянными моделями. Древесный материал не пропускает электричество, не нагревается, не деформируется под воздействием высоких температур, не портится при перепаде давления. Чего нельзя сказать о других материалах.
Довольно популярна из-за дешевизны пластмасса. Такая ручка деформируется при длительном использовании. При воздействии высоких температур, материал может расплавиться. Это приведёт к замене ручки, так как работать на испорченном инструменте неудобно.
А в случае со стеклом, всё обстоит проще. При воздействии высоких температур, стеклянные поверхности высвобождают ионы натрия, что приводит к достаточной проводимости электричества. Помимо этого, при резких термоперепадах, ручка из стекла может лопнуть. Опираясь на все эти факты, можно сделать вывод, что деревянные ручки являются самыми безопасными.
Модели в форме пистолета идеально подходят для паяльных работ.
Правильное соединение электрических проводов
Способы соединения электрических проводов. Электромонтажники используют следующие методы соединения проводов:
- скруткой;
- пайкой;
- с помощью клеммных колодок;
- опрессовкой;
- с помощью болтов;
- пластиковыми СИЗами;
- «Wago» – пружинными клеммами;
- «орехами» из пластика.
- от материала жил провода (кабеля);
- от условий эксплуатации электросети (наружная или внутренняя проводка, скрытая или проложенная открытым способом);
- от сечения соединяемых жил;
- от количества жил в одном соединении.
Соединение проводов распределительной коробки должно быть выполнено таким образом, чтобы обеспечить надежный контакт и избежать нагрева жил. Вашему вниманию обзор перечисленных выше способов соединения токопроводящих жил.
Особенность использования клеммных колодок для соединения электрических проводов
Клеммная колодка состоит из пластикового корпуса, латунной или медной втулки с резьбой и винтами, расположенными с двух сторон.
Такое приспособление позволяет:
- сэкономить на электрооборудовании: клеммная колодка дешевле других соединителей;
- надежно соединить провода;
- выполнить соединение жил из разнородных металлов (медь с алюминием);
- сократить время монтажа.
Недостатки клеммных соединителей:
- непригодность для соединения более, чем двух проводников;
- трудности во время присоединения алюминиевых жил: при чрезмерном затягивании винта металл может надломиться;
- непригодность использования для многожильных проводов.

Соединение электрических проводов в клеммной колодке выполняется следующим образом. С кабелей частично снимается внешняя изоляция и оголяются жилы. Длина оголенного проводника зависит от размеров клеммы. Проверяется длина участка провода без изоляции, для чего требуется выкрутить винт клеммы и ввести в отверстие жилу полностью. Лишнее обрезается бокорезами.
Для улучшения контакта выполняется лужение медного провода. Соединяемые жилы поочередно вводятся в клеммы и зажимаются винтами в несколько приемов. Проверяется надежность соединения.
Совет: для того чтобы снять изоляцию не повредив жилу, рекомендуется пользоваться специальным инструментом. При отсутствии такового острым ножом надрезается лишь поверхностный слой изоляции по кругу, после чего провод следует согнуть по линии реза. После разрыва изоляцию снимают легким движением плоскогубцев.
Используем пружинные клеммы для соединения электрических проводов
Соединение проводников пружинными клеммами осуществляется посредством пружин, прижимающих контактную пластину к металлу жилы. Механизм приводится в действие специальным рычагом.

Клеммный соединитель типа «Wago»
Технология «Wago» имеет ряд преимуществ перед другими способами монтажа:
- позволяет выполнять соединение алюминиевых проводов с медными;
- может использоваться для соединения более двух жил;
- позволяют выполнить коммутацию проводов в небольших распределительных коробках;
- монтаж выполняется качественно и в кратчайшее время;
- жилы проводников не повреждаются;
- после монтажа имеется возможность проверить целостность цепи с помощью щупа прибора или индикатора через отверстие в корпусе.
Для того чтобы соединить провода с помощью клемм «Wago», необходимо снять изоляцию так, чтобы оголенных жил не было видно, после чего ввести жилы в гнезда соединителя и прижать рычаги до упора.
Примечание: существуют пружинные клеммы «Wago» многоразового и одноразового применения. Последние, при необходимости ремонта соединения, срезаются, после чего устанавливаются новые соединители.
Соединение проводников с помощью СИЗ колпачков
СИЗ колпачок накручивается на соединение по часовой стрелке.

Аббревиатура СИЗ означает «соединительные изолирующие зажимы». Конструкция соединителя представляет собой пружину, расположенную в пластиковом корпусе. Пружина надежно удерживает жилы вместе, чем создает надежный контакт. Преимущества такого способа:
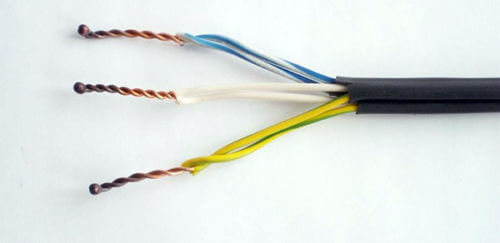
- возможность маркировки проводов с помощью цветных колпачков: жилы «фазы» соединяют СИЗ красного цвета, «ноля» – синего или белого, «земли» — желтого или зеленого;
- защищенность от возгорания: корпуса соединителей изготовлены из не горючего пластика.
Важно: соединение медных и алюминиевых проводов с помощью СИЗ не допускается.
Опрессовка гильзами
Метод заключается в том, что на освобожденные от изоляции жилы надевают металлическую трубку (гильзу), которую обжимают пресс-клещами. В результате проводники плотно соединяются друг с другом. Место соединения изолируют. Соединение алюминиевых и медных проводников допускается выполнять только с помощью специально предназначенных для этого гильз.
Соединение жил проводников гильзами.
Технология сварки или пайки позволяет получить надежное соединение проводов.
Недостатком данного метода является невозможность выполнить контроль целостности сети после монтажа и изолирования, а также не ремонтопригодность такого соединения. Кроме того, горелка для пайки своими руками представляет опасность при использовании.
Альтернативой пайки проводов является их сварка. Процесс предполагает использование сварочного аппарата.
При соединении медных проводов таким способом рекомендуется опробовать трансформатор для пайки медных проводов своими руками, прежде чем приступить к работе. Важно знать, что плавка меди осуществляется при температуре 1080 °С, но уже свыше 300 °С этот металл становится хрупким.
Технология сваривания проводов.
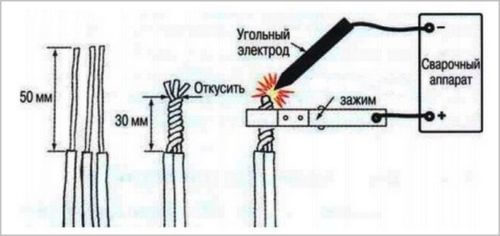
При отсутствии специального паяльного устройства пользуются обычным инверторным сварочным аппаратом. Поэтапно процесс сварки проводов выглядит следующим образом. С концов проводов снимается изоляция на длину до 10 см. Жилы соединяемых проводов туго скручиваются друг с другом. В результате должны образовываться скрутки длиной примерно 5 см.
Кабель «массы» инверторного аппарата присоединяется к скрутке ближе к ее началу. Ручка регулировки силы тока устанавливается в положении от 30 до 90 А (при напряжении 12 – 36 В): значение выбирается в зависимости от сечения провода и их количества.
Угольный электрод сварочного аппарата кратковременно (не более 2 с) прикасается к скрутке так, чтобы образовалась дуга. В результате на кончике скрутки образуется сварное монолитное соединение. После полного остывания соединение изолируется термоусадочной трубкой или липкой лентой.
На концах жил, соединенных сваркой, образуется монолитный сплав.
Соединение электрических проводов пайкой
Пайка медных проводов – старый, испытанный способ, позволяющий получать надежное электрическое соединение. Технология позволяет монтировать монолитные и многожильные провода различных сечений. В одном соединении может быть несколько проводников.
Работа выполняется по следующей технологии:
- С концов соединяемых проводников специальным приспособлением снимается изоляция (примерно 5 см).
- Жилы туго скручиваются друг с другом вручную или с помощью плоскогубцев (в зависимости от количества жил и их сечений).
- Скрутка обрабатывается флюсом либо канифолью. Это необходимо для улучшения качества пайки. На открытом огне (используется газовая горелка или бензиновая паяльная лампа) разогревается стаканчиковый паяльник (футорка) докрасна.
- Чаша футорки до краев заполняется оловянно-свинцовым припоем марки ПОС 30, ПОС 40 или ПОС 61.
- Припой разогревается до состояния текучести.
- Скрутка кратковременно (до 1 секунды) полностью окунается в чашу футорки, в результате чего припой должен полностью покрыть оголенные жилы.
- После естественного остывания скрутка изолируется липкой лентой ПВХ или пластиковым колпачком.
- Пайку проводов следует выполнять в защитных очках и брезентовых рукавицах. Во время работы необходимо соблюдать правила пожарной безопасности.
Пайка медных проводов выполняется так, как это показано на видео.
Пайка многожильных проводов
Многожильный провод представляет собой множество тонких проволок, сплетенных в один трос и покрытых изоляцией. Такой проводник проще паять, чем монолитный. Любой вид флюса охотно проникает и втягивается в пустоты между тонкими проволоками жилы. Касается это и припоев. Они легко пропитывают многожильный провод. Главное, как следует прогреть его, и пайка пойдет сама собой. Чтобы надежно спаять провода, их необходимо аккуратно скрутить пальцами.
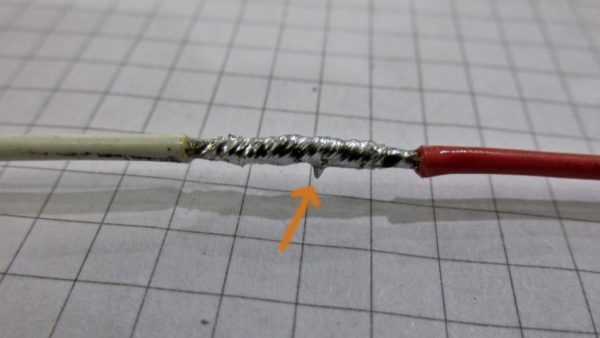
Соединение проводов простой скруткой
Схемы соединений проводов в распределительной коробке для маломощных электрических сетей могут быть реализованы методом простой скрутки без применения дополнительных средств фиксации. При этом важно, чтобы шаг скрутки был как можно меньше, а длина ее – не менее 20 мм. Соединяют таким способом только жилы из однородных металлов: медь – с медью, алюминий – с алюминием.
Не допускается применять такой метод монтажа во влажных помещениях и в деревянных домах.

После скручивания соединение проводов должно выглядеть так, как показано на фото.
Пайка распредкоробок с помощью тигля
Данный способ позволяет удобно пропаивать скрутки, которые находятся в коробках и подрозетниках. Припой заранее плавится в небольшом тигле объемом от 20 до 100 мл. Спаиваемые провода погружаются в емкость с расплавленным металлом.
Для разогрева тигля и расплавления припоя используется компактная газовая горелка. Некоторые специалисты применяют для этих целей самодельные приспособления, сделанные своими руками из мощных электропаяльников. Но такие устройства требуют напряжения, которое не всегда присутствует в ремонтируемой квартире.

Зажим типа «орех»
Для соединения проводов сечением 4 кв. мм и более удобно использовать зажим «орех». Он представляет собой пару пластин специальной формы, которые прижимаются друг к другу винтами по углам. Преимущества способа:
- простота соединения;
- возможность соединять медные жилы с алюминиевыми;
- сравнительная дешевизна материалов.

Важно: зажим «орех» не применяется в распределительных коробках (не позволяют размеры). Для того чтобы контакт оставался надежным, винты необходимо время от времени затягивать.
Для соединения проводов большого сечения, а также для монтажа элементов заземления в электрощитовой используют болтовое соединение. Концы проводов, освобожденные от изоляции, накручивают на резьбу болта в направлении часовой стрелки. Соединение прижимают шайбой с гравером и гайкой, после чего болт изолируется.
Использование болтового соединения для соединения электрических проводов.

Флюс для пайки алюминия
При пайке с обычной канифолью припой не будет прилипать к алюминию. Здесь необходимо использовать флюс наподобие Ф-64. Он выпускается специально для алюминиевых проводов. Средство продается в жидком виде в форме баночки с кисточкой.
После пайки с Ф-64 скрутку нужно промыть слабощелочным раствором для нейтрализации кислотных свойств флюса. Для получения отмывочной смеси достаточно развести пищевую соду в теплой воде. Затем требуется отмывка простой мыльной водой или жидким мылом с применением зубной щетки.
Пайка позволяет надежно соединять провода при минимальных затратах. Все что нужно: паяльник, припой и флюс. Правильно пропаянный контакт прослужит не меньше, чем сама проводка.

Выбирать паяльник следует по мощности нагревателя. От этого критерия зависит максимальная толщина проводов, которые получится соединить. Тип флюса, припоя, форма и материал ручки паяльника выбираются исходя из индивидуальных предпочтений мастера.
Пошаговая методика пайки радиодеталей на плату
Обычно радиодетали и заводские печатные платы имеют выводы и токоведущие дорожки, которые покрыты оловом. Их можно паять без предварительного облуживания. Платы лудят только при их самостоятельном изготовлении.
Процедура пайки включает такие шаги как:
- Пинцетом отгибают выводы под требуемым углом, затем их вставляют в отверстия платы.
- Фиксируют деталь пинцетом.
- Набирают припой на жало, погружают его в канифоль, приставляют к точке соединения вывода с платой так, как это показано на рисунке 7. После нагрева поверхностей припой перетекает на дорожки платы, вывод элемента, контакты микросхем, равномерно распределяясь по ним под действием сил поверхностного натяжения.
- Деталь удерживают в нужном положении пинцетом до застывания припоя.
- После завершения пайки следует обязательно промыть плату спиртом и/или ацетоном.
- Дополнительно контролируют отсутствие короткого замыкания компонентов платы, вызываемых каплями припоя.
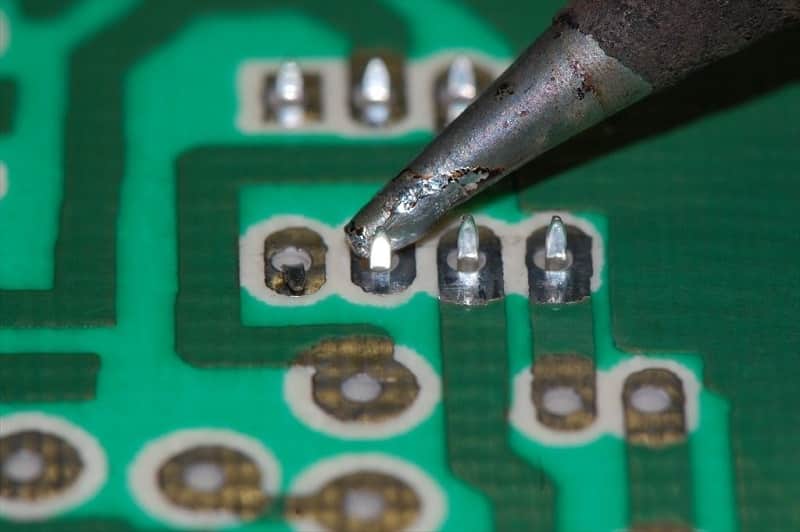
Пайка выводов радиодеталей на печатной плате.
Губки пинцета для лучшей фиксации целесообразно заточить или использовать специальный инструмент. Избыток выводов удаляют бокорезами.
Вариант исполнения паечного пинцета.
На повторно используемых платах установочные отверстия очищают от остатков припоя деревянной зубочисткой. При работе целесообразно соблюдать следующие правила:
- жало ориентируют параллельно плоскости платы;
- из-за опасности перегрева радиодеталей, а также отслаивания токоведущих дорожек из-за перегрева платы паяют не более 2 секунд;
- перед набором припоя жало следует очистить от окислов.

Алюминиевый и медный проводники паять нельзя.
Возможные проблемы при пайке
При наличии определенного быстро нарабатываемого навыка пайка обеспечивает хороший контакт. Немногочисленные проблемы легко выявляют визуально. К таковым относятся:
- слабый прогрев соединяемых компонентов или т.н. холодная пайка – припой приобретает характерный тусклый цвет, механическая прочность контакта падает, он быстро разрушается;
- перегрев компонентов – припой вообще не покрывает поверхности, т.е. соединение фактически отсутствует;
- перемещение соединяемых компонентов до полного затвердевания припоя – видимый резкий разрыв в пленке затвердевшего припоя, соединение отсутствует.
Устранение этих дефектов осуществляют повторной пайкой.
Заключение
Соединение пайкой обеспечивает высокое качество в сочетании с технологичностью. Процедура проста в реализации (научиться паять можно за пару часов), но необходимо аккуратно выполнять нескольких последовательных операций, тщательно соблюдая технологию работы. Правильно паять можно только при наличии исправного инструмента. Возможные проблемы при пайке паяют всегда со строгим соблюдением правил техники безопасности.
Видео уроки, как паять
https://youtube.com/watch?v=-CzICOTxV-U%3Ffeature%3Doembedhttps%3A
- https://220.guru/electroprovodka/provoda-kabeli/kak-pravilno-payat.html
- https://odinelectric.ru/knowledgebase/kak-pravilno-spayat-dva-provoda-payalnikom
- https://www.asutpp.ru/kak-pravilno-payat.html
- https://stroychik.ru/elektrika/pajka-provodov-payalnikom
- https://YaElectrik.ru/elektroprovodka/kak-payat-provoda
- https://rusenergetics.ru/instrumenty/kak-vybrat-payalnik
- https://econet.ru/articles/185364-pravilnoe-soedinenie-elektricheskih-provodov-payka-svoimi-rukami
При выполнении электромонтажных работ обязательно возникает необходимость соединений кабельных линий между собой. Чаще всего эта процедура выполняется в монтажных коробках разными способами, в том числе и методом пайки. В последнем случае у начинающих электриков нередко возникает вопрос, как паять провода паяльником, чтобы обеспечить качественное и надежное соединение.
Поскольку в большинстве домашних электрических сетей применяется медный кабель, необходимо рассматривать пайку проводов, изготовленных именно из этого металла.
Соединение проводов методом пайки
Соединение проводов с помощью паяльника, припоя, кислоты и флюсов всегда осуществляется по одной и той же схеме, состоящей из стандартного набора операций. Многие расходные материалы обладают универсальными свойствами и могут взаимно заменяться в случае необходимости. Если же соединения рассчитаны на значительные нагрузки, необходимо строго выполнять технологические требования и пользоваться только определенными материалами.
Непосредственная пайка проводников заключается в нагревании медных жил до высокой температуры и их последующем соединении друг с другом. Их обволакивает слой припоя, и после остывания вся конструкция становится монолитной и неразборной. Многие электрики считают пайку проводов довольно простой операцией, но на практике нередко приходится сталкиваться со специфическими особенностями этой процедуры. В каждом конкретном случае нужно правильно выбрать припой, обеспечить фиксацию и неподвижность проводов на весь период их соединения. При спаивании медных проводов между собой, особое внимание уделяется электрической проводимости и механической прочности места соединения. Эти параметры находятся в прямой зависимости, поскольку прочная пайка сама по себе обеспечивает максимальный уровень проводимости. Многое зависит от толщины слоя нанесенного припоя, поскольку у него достаточно большое удельное сопротивление.
Необходимая прочность соединения проводников достигается за счет чистоты соединяемых поверхностей. Припой покрывает медный кабель на атомном уровне, поэтому помехой может стать не только обычное загрязнение, но и тонкая оксидная пленка. Другое условие прочности заключается в температуре припоя, которая держится на более низком уровне, чем у соединяемых деталей. Материал с высокой температурой плавления может заметно снизить прочность соединения, а его кристаллическая решетка формируется неправильно. Рекомендуется использовать именно тот, припой, который соответствует жилам медных проводов.
Подготовка инструмента и материалов
Перед тем как паять медные провода, необходимо приготовить все необходимые материалы и инструмент. Рекомендуется заранее составить список и строго следовать ему, в противном случае соединить провода не удастся.
В первую очередь для работы понадобятся:
- Паяльник – основной инструмент, без которого невозможно припаять металлические детали. Паяльники обладают различной мощностью, от которой зависит скорость нагрева. Рекомендуемая мощность инструмента – свыше 60 ватт, подключается к сети с напряжением 220 вольт, что позволяет выдерживать множество паек. Его нагрев способен расплавить флюс и припой, не доводя их до кипения.
- Прибой. По сути является сплавом на основе олова. С его помощью соединяются металлы, имеющие высокую температуру плавления. Чаще всего выпускается в виде длинной проволоки, иногда продается небольшими кусочками.
- Канифоль. Используется в качестве флюса для лужения соединяемых поверхностей. За счет этого повышается надежность сцепления медных проводников с припоем и между собой.
На паяльнике стоит остановиться подробнее. Перед началом работы его нужно очистить от загрязнений, снять остатки старого припоя и выполнить очистку жала. Эта процедура выполняется напильником, который нужно плавно двигать по рабочей поверхности. Большое значение имеет подготовка рабочего места с учетом требований безопасности. Поблизости обязательно должна располагаться розетка. Работа с паяльником значительно упрощается при наличии дополнительных приспособлений:
- Тонкая металлическая подставка, выполняющая функцию рабочей зоны. Здесь не только соединяется кабель, но и раскладывается весь инструмент.
- Тонкие медные жилы собираются в оплетку, с помощью которой удаляется лишний припой.
- Специальное устройство на котором установлены зажимы и увеличительное стекло. Это облегчает работу с небольшим паяльником и мелкими деталями.
- Нагретые металлические части рекомендуется перемещать и удерживать плоскогубцами, зажимами или пинцетом.
Выбор припоев, канифоли и флюсов
На рынке строительных материалов припои и флюсы представлены в широком ассортименте. Большинство из них считаются универсальными, подходящими для решения практически любых задач, связанных с пайкой.
Основная функция флюсов заключается в подготовке к пайке – предварительном протравливании металлических поверхностей, удалении с них оксидной пленки. В большинстве случаев наличие таких пленок может вызвать коррозию металла. Для разных типов металлов и сплавов соединяемых элементов предусмотрены свои разновидности флюсов. Химический состав этих материалов включает в себя щелочные смеси, кислоты и соли металлов, активно участвующие в реакциях при достижении высокой температуры.
Условно все флюсы разделяются на две части:
- Первая группа относится к активным элементам, изготавливаемым на основе неорганических кислот – хлорной или соляной. Они пригодны для соединения любых проводов и других металлических деталей. Однако, такие вещества крайне отрицательно воздействуют на медь, вызывая коррозию соединений. В связи с этим, требуется немедленное удаление таких флюсов сразу по окончании пайки. Данные элементы обладают повышенной проводимостью и нередко становятся причиной коротких замыканий.
- Во вторую группу входят флюсы, производимые из канифоли. Сама канифоль в простых случаях может использоваться в чистом виде. Дополнительными компонентами служат спирт и глицерин, полностью испаряющиеся в процессе пайки. Жидкие флюсы не столь эффективны, зато они совершенно незаменимы при работе с цветными металлами, хотя и требуют такой же быстрой смывки.
Намного проще выбрать нужный припой. Для работы с медными проводами используются сплавы на основе олова и свинца марки ПОС. Цифра, содержащаяся после маркировки, указывает на количество олова, содержащегося в припое. Специалисты рекомендуют использовать продукцию с повышенным содержанием олова. За счет этого в новом соединении увеличивается электропроводность, а сам узел приобретает дополнительную прочность. Функция свинца заключается в нормализации застывания припоя. Без этой добавки на олове образуются трещины и соединение очень быстро разрушится.
Существуют и другие виды припоев, изготовленные по современным технологиям. Здесь на смену свинцу пришли цинк или индий, относящиеся к нетоксичным элементам. Поэтому и сплавы получаются экологически безопасными, а соединения более прочными и устойчивыми к коррозии.
Как правильно залудить жилы
Перед тем как спаять провода, следует залудить жало паяльника. Предварительно его нужно очистить от грязи, жира, окислительной пленки. Поверхность очищается до блеска, после чего жало опускается в канифоль, а затем в припой. Затем оно прикладывается к доске или другой чистой поверхности, чтобы избежать налипания припоя. Процедура продолжается до тех пор, пока жало не изменит свой цвет. Провода перед лужением очищаются от изоляции, после чего жилы обрабатываются флюсом. Проводники с несколькими жилами предварительно скручиваются в жгуты. На обработанную поверхность наносится тонкий равномерный слой разогретого припоя. С этой целью жилу нужно медленно вращать в течение всего процесса лужения. Качественно подготовленный чистый провод вполне возможно обработать с одного раза. После этого начинается непосредственная пайка медных проводников.
Пайка проводов электрическим паяльником
Пайка проводов паяльником не представляет особых сложностей. Достаточно несколько раз выполнить подобные действия, после чего появятся определенные практические навыки. Если работа с паяльником станет регулярной, то пайка станет не только быстрой, но и качественной.
По мнению специалистов, подготовительные работы занимают гораздо больше времени, чем непосредственное соединение. В этом случае жилы просто накладываются друг на друга или скручиваются вместе. Далее они разогреваются паяльником. Когда температура припоя становится максимальной, он начинает плавиться и растекаться по поверхностям проводников.
После остывания образуется крепкое монолитное соединение с хорошей электропроводностью. В процессе работы жилы должны быть неподвижными, в противном случае качество шва может заметно ухудшиться. Остывание припоя можно ускорить с помощью вентилятора. Паять паяльником провода с флюсами нужно с соблюдением следующих правил:
- Температура плавления канифоли более низкая, чем у припоя. За счет этого существенно повышается прочность соединения.
- Избегать контакта флюса и расплавленного олова. Каждый из этих материалов образует собственное покрытие, повышающее надежность и качество соединения.
- Канифоль должна равномерно распределяться по поверхности, захватывать все соединяемые детали за счет своей повышенной текучести.
- Под действием флюсов на поверхностях легко растворяются и удаляются пленки, образованные посторонними материалами.
- Флюсы и соединяемые материалы не должны вступать в реакцию между собой, во избежание коррозии мест соединений. Параметры и технические характеристики элементов останутся без изменений.
Как правильно соединять медные и алюминиевые провода
Довольно часто возникает необходимость соединить провода между собой, состоящие из разнородных материалов – меди и алюминия. Сразу же следует отметить, что их нельзя соединять напрямую, поскольку медь является химически активным металлом.
Оба материала отличаются разной токопроводимостью и теплопроводностью. Под действием тока нагрев и расширение алюминия заметно выше, чем у меди. При постоянном расширении и сужении постепенно наступает нарушение контакта, между ними образуется пленка, не проводящая ток. Данный участок перестает работать и выпадает из общей схемы. В таких случаях рекомендуется использовать болтовые соединения с одним болтом, одной гайкой и тремя шайбами. В этом случае исключается непосредственный контакт между разнородными проводниками и соединение будет нормально работать.
https://youtube.com/watch?v=k40A1iczJW4%3Ffeature%3Doembed
Для работы проектов iXBT.com нужны файлы cookie и сервисы аналитики.
Продолжая посещать сайты проектов вы соглашаетесь с нашей
Политикой в отношении файлов cookie
Увидел на Алиэкспресс и, ради эксперимента, решил прикупить данное чудо. Термоусадочная трубка с припоем (или термоусадочная гильза) призвана помочь быстро соединить провода с помощью одной лишь зажигалки, либо термофена. Помимо быстрого соединения, данная муфта обеспечивает защиту от попадания влаги на образовавшийся электрический контакт. Это одна из тех вещей, которую нужно кинуть в бардачок машины, на всякий случай. Да, добрая старая изолента и скрутка безусловно быстрей, но они в паре не способны защитить место контакта проводов от разрыва и окисления.
Внешний вид
Термотрубки в количестве 10 штук приходят в обычном зип пакете.
Гильза представляет собой термоусадочную трубку с термоклеем, внутри которой находится низкотемпературный припой.
Красные кольца – это утолщённая термоусадка с клеем, которая сжимается и приклеивается к изоляции провода в процессе нагрева. Тем самым обеспечивается защита от проникновения влаги и дополнительная прочность на разрыв.
Посередине – припой с флюсом, который плавится при относительно низкой температуре.
Концы трубки слегка разнятся в диаметре. Цветовая маркировка на трубке зависит от ее диаметра, необходима для быстрого подбора гильзы к проводнику.
Таблица идентификации гильз.
Температура плавления припоя ≈ 120 градусов.
Хостинг картинок yapx.ru
Применение
Продеваем трубку, зачищаем два провода ( ШВВП 2х0.75), распушиваем концы и стыкуем.
Устанавливаем трубку так, чтобы кольцо припоя было прямо на месте контакта.
Включаем фен и хорошенько прогреваем получившуюся конструкцию. Минимальная температура для обеспечения качественного соединения – 175 градусов. Можно использовать обычную зажигалку, но я пользовался феном, т.к все закоптится и ничего не будет видно. В процессе усадки весь лишний воздух вышел.
Соединение получилось достаточно крепким, вручную порвать не удалось.
Кольца сильно обжали изоляцию кабеля, поэтому вероятности попадания влаги нет.
Разрезаем трубку и смотрим качество соединения проводов.
Припой растекся довольно неплохо, но при частых изгибах такое соединение долго не проживет.
По просьбе товарища из комментариев провел эксперимент с зажигалкой. Термотрубка была на грани, но припой растекся явно получше — еле раскусил соединение.
Итог
Данное приспособление явно имеет шансы на жизнь, т.к с помощью него можно быстро и надёжно (?) соединить порванные провода, обладая при этом минимальным количеством инструмента. Единственное, цена слегка высоковата, поэтому часто таким чудом не попользуешься.
Партия из 10 красных гильз
Партия из 50 красных гильз
Партия из 50 разных гильз
Сейчас на главной