

Нет в наличии
Припой L-Ag 30Sn покрытый флюсом для твердой пайки с содержанием серебра 30%, имеющий прекрасные реологические свойства. Его можно использовать для спаивания любых сталей, меди и сплавов на основе меди.
Вес коробки: 1 кг
Процесс пайки представляет собой фиксацию определенных механизмов на схеме. Осуществляется этот процесс, благодаря введению расплавленного твердого припоя между контактами и основаниями отдельных элементов.
В ходе подобных манипуляций применяется паяльник, ряд вспомогательных используемых материалов и инструментов. Благодаря им, в итоге, получается герметическое неразъемное соединение с повышенной термоустойчивостью, отличающееся способностью проводить электрический ток.
Одним из распространенных способов обработки поверхности печатных плат является иммерсионное покрытие серебром поверх меди. В процессе пайки серебро растворяется или выщелачивается, какой бы припой при этом не использовался: оловянно-свинцовый, или припой SAC, или любой другой на основе олова. Имерсионное серебро — очень хорошее покрытие и многие им пользуются. Очевидно, что на контактных площадках нет толстого слоя серебра.
Чаще приходится слышать об охрупчивании контактов с золотым покрытием, а не серебряным. Нужно давать себе отчет в том, что серебро дорогой материал. И трудно ожидать, что производители компонентов или печатных плат используют серебра больше, чем полагается. Серебро на площадках и на контактах растворяется, и фактически вы припаиваете к тому месту на плате, что находится под этим покрытием. А что находится под тем серебром, которое вы растворяете? Это, скорее всего, никель, как наиболее распространенный вариант.
Вспоминаются те прежние дни резисторов, конденсаторов и пайки оплавлением, когда были микросхемные конденсаторы с выводами из чистого серебра. Когда серебро соединялось непосредственно с проводящими слоями в корпусе. Конечно, при пайке оплавлением серебро растворялось, а поскольку под ним «ничего» не было, то в итоге оставались открытые соединения и керамические чипы, отваливающиеся от платы после сборки.
Решение, которое довольно широко применяется в отрасли, состоит в том, чтобы поместить никелевую основу, называемую барьерным слоем, поверх основного металла на выводах. Покрытие будет серебряным. При пайке вы растворяете серебро в припое на основе олова, образуя интерметаллическое соединение с тем, что находится под ним, в данном случае с никелем. Именно так это «устроено» практически во всех современных компонентах. На самом деле, это матовое олово поверх никеля. И в том же процессе сборки олово растворяется в оловянном припое, и образуется интерметаллид с никелем под ним.
Важно знать, что находится под покрытием, и убедиться, что используемый флюс совместим с ним. Если речь идет об охрупчивании серебра, просто помните, когда вы припаиваете к серебряному покрытию, будьте внимательны и аккуратны.
По материалам с портала www.circuitinsight.com. Еще некоторые заметки об отмывке и монтаже печатных плат:
приваривать крючки лазерной сваркой это конечно хорошо , но дорого и нецелесообразно , и как минимум добавляется ещё одно посещение врача , ведь укрючки припаиваются прямо при пациенте , да и пайка лазером 4-6 крючков выльется в нехилую сумму , тут важен принцип целесообразности , если вы готовы за одинаковый конечный результат заплатить дороже , то пожалуйста , однако отмечу что на качество процесса лечения это никак не повлияет (лазерная или простая пайка) , так что нет резона удорожать лечение только ради применения особой технологии , ведь там где не обойтись без дорогостоящих аппаратов , там они применяются , например при припаивании к кольцам трубок мы используем аппарат точечной сварки , а с крючками его применять нельзя
ну а брекеты разумеется бывают с разными параметрами на каждый зуб , где на свой зуб свой торк , изгиб 1-го и 2-го порядка , на них и ставится готовая преформированая дуга , но не забывайте что это подходит только для легких усреднённых случаев , как только надо сделать что-то мало-мальски более серьёзное , то всё приходится выгибать самому , главное это уметь делать и знать как , и это не в плане дешевизны материалов , а сугубо для индивидуализации лечения , можно провести аналогию — плохой хирург может только налагать швы при маленьких порезах (немного тренировки и вы сами можете это сделать) , а хороший может делать ещё , наример , и серьёзные полостные операции (а вот это уже требует много леит обучения и практики) , так же и ортодонт может браться только за лёгкие случаи , а может лечить и тяжелейшие случаи где требуется всё делать индивидуально и приходится менять кучу дуг которые нет в усреднённых прописях (правда в особо тяжёлых случаях требуется всё-таки челюстно-лицевая хирургия) .
PS ну а если по плану лечения нужны крючки , то паять их придётся по любому , сами посудите например если вам надо тянуть один зуб , то куда вы подцепите тягу , за соседний зуб ? так ведь вместо перемещения первого зуба мы поимеем схождение обоих зубов друг другу , а крючёк крепится к дуге и опосредовано своей опорой имеет все зубы и двигается соответственно только нужный нам зуб в том направлении в котором нам надо
да и гнуть тем или иным способом приходится любые дуги , ведь стоп-петли , дабл хеликсы и другие рабочие петли ещё никто не отменял , а дуги бывают из хороших металлов , а бывают из плохих , которые очень часто ломаются , не имеют нужных параметров , тут как говорится скупой платит дважды , и я хочу узнать все параметры и возможные технологии работы с металами чтобы не полагаться на маркетинговые реляции производителей , а самому хорошо разбираться что к чему .
Изменено 12.10.2012 22:19 пользователем zango
Вот некоторая подборочка материала.
Для пайки надо иметь:
а) удобные, легкоплавкие припои;
б) буру, которая предохраняет поверхности соединяемых деталей от окисления;
в) подкладку, на которой предмет нагревается;
г) горелку, в пламени которой припой расплавляется до жидкого состояния.
Надо использовать как можно меньше припоя. Характерной особенностью припоя является температуря плавления. При пайке следует всегда пользоваться минимум двумя припоями: твердым — с высокой температурой плавления и мягким — легкоплавким. Удобно иметь также и третий припой — средний. Припои различных температур плавления применяют последовательно, потому что поверхности соединяемых деталей, если они твердо соединились, при дальнейшей пайке уже не сдвинутся, а припой не расплавится.
Температура плавления каждого припоя обязательно должна быть ниже (на 80° С и более) температуры плавления основного материала. Даже так называемый твердый припой, используемый при основных операциях, должен быть сравнительно легкоплавким. Если припой хороший, то при повторной пайке он растекаться не будет. Золотой припой должен подходить или быть близким по цвету основному материалу, т. е. сохранять его окраску. Соответствующим изменением соотношения примесей можно получить различные цветовые оттенки припоя. Однако они успешно применяются только в сплавах очень высокого качества, поэтому им следует уделять больше внимания.
Легировать припои рекомендуется исключительно чистыми, электролитически чистыми металлами. При изготовлении припоя металлы плавят последовательно в зависимости от температуры их плавления. Например, сначала плавят золото и медь, затем добавляют серебро, а перед самым окончанием плавки — цинк или кадмий. Перед разливкой в нагретые и смазанные маслом формы расплав размешивают. Во время прокатки на заданную толщину припой осторожно и равномерно обжигают, чтобы в дальнейшем он не крошился. После обжига припой протравливают (в слабом растворе серной кислоты), а затем уже окончательно прокатывают; золотой припой прокатывают до толщины 0,25 мм, серебряный— 0,35 мм. Перед употреблением (нарезкой) припой следует обезжирить, т. е. очистить, обработать наждаком или скребком.
Хорошо зачищенные поверхности соединяемых деталей смачивают в местах, предназначенных для пайки (также и наструганные кусочки припоя), бурой, которая предохраняет металл от окисления. Буру растирают в чистой миске так, чтобы она окрасила воду в цвет разведенного молока. Под толстый слой борной каши припой не проникнет и не затечет за места пайки металла. После пайки предмет протравливают.
В качестве подкладки, на которой нагревается предмет, используют различные материалы: древесный уголь*, асбест** или искусственный уголь и т.д.
Как приготовить флюс?
Надежная пайка и сварка серебра (в т.ч. в ювелирных изделиях) осуществляется при использовании в качестве флюса буры в виде концентрированного водного раствора. Такой флюс можно приготовить в следующем порядке. В сухой порошок буры наливается дистиллированная вода, и смесь медленно нагревается до полного растворения порошка. Охлажденный раствор кристаллизуется. Выпавший осадок растирается ступой и разводится водой до консистенции густой сметаны. Если воды оказалось много, то после отстоя она отслаивается от раствора сама и этот излишек аккуратно сливается. Приготовленный состав можно использовать в качестве высокотемпературного флюса (температура использования от 500 до 900ºС) при пайке серебра.
Еще посмотрите на http://expertsvarki.ru/tehnologii/pajka-serebra.html
- Как паять серебро
- Какие применяют припои
- Как происходит сам процесс
- Популярные марки серебряных припоев
- Применения недорогих марок
- Средний процент серебра
- Высокий процент серебра
- Какие флюсы подходят
- Тонкости ювелирной пайки
- Особенности работы с украшениями
- Припои для драгоценных металлов
- Готовить самому или купить
- Пайка
- Чем и как паять серебро?
- Пайка нержавейки серебряным припоем
- Какую нержавейку нельзя паять твёрдыми припоями
- Чем пайка лучше сварки
- Подготовка к успешной пайке
- Распространенные ошибки
- Особенности пайки
- Серебряный припой для меди
- Чем паять?
- Оборудование
- Сравнение серебряного припоя и олова при пайке нержавейки
- Способы
- Паяльником
- Газовой горелкой
- Каков расход серебряного припоя?
Как паять серебро
Пайка любого металла основана на знаниях о его физических и химических свойствах. Это касается и серебра. Температура перехода этого металла из твёрдого в расплавленное состояние равна +960 градусам. Это идеальный показатель.
На практике при пайке дело приходится иметь со сплавами, и температура плавления здесь напрямую зависит от составляющих, а также их процентного соотношения. Пайка серебра требует аккуратности, и прежде чем к ней приступать, неплохо потренироваться на недорогих изделиях.
Какие применяют припои
Для запаивания предметов из серебра применяются, в том числе в промышленности, серебряные припои. Они представляют собой сплав серебра с прочими металлами, характеризуются надёжностью, прочностью и, что самое главное, невосприимчивостью сварных швов к коррозии.
Наиболее востребованными считаются ПСР-10, ПСР-15, ПСР-25 (число на конце отражает содержание драгметалла в процентах). А для усиления антикоррозийной защиты при пайке может применяться, допустим, ПСР-70.
Марки отличаются друг от друга не только составом, но также плотностью, температурой плавления, сопротивлением к электричеству.
Припои могут продаваться в виде уже готового порошка или нарезанных кусочков по 2-3 миллиметра. Также можно встретить припои в форме проволоки или цельных листов – в этом случае нарезать кусочки нужных размеров придётся самостоятельно (это легко сделать обыкновенными кусачками).
Практически у любого человека может возникнуть необходимость запаять ювелирное изделие из серебра, например, серебряное кольцо с трещинкой или разорванную цепочку.
Конечно, можно обратиться к ювелиру-профессионалу, но подобные услуги могут стоить довольно дорого.
Гораздо экономней провести пайку своими силами. Это достаточно тонкая работа, но при должной аккуратности и минимальных навыках в пайке, выполнить её вполне реально.
Обычно в подобных случаях пользуются электрическим паяльником или газовой горелкой. Качество пайки серебра будет зависеть от той температуры, которую сумеет обеспечить рабочий инструмент.
Интересно, что не все электропаяльники обеспечивают достаточную для пайки припоями из серебра температуру плавления.
Например, если электропаяльник предназначен для припоев с температурой плавления до +350 градусов, то он не подойдёт, здесь нужна гораздо более высокая температура.
Кроме того, ювелиры, чтобы припаять украшения из серебра той или иной пробы, применяют специальные электропаяльники с тонкими жалами (хотя для разовой пайки подойдёт и жало стандартных размеров).
Перед тем, как паять ювелирное серебро в домашних условиях, следует подготовить, помимо паяльного инструмента, соответствующие припои и флюс.
В этом случае лучшим флюсом для пайки считается колофоний – специальная смола, которая образует плёнку над местом пайки и не допускает реакции с окружающим кислородом.
Если колофоний найти в магазинах не получилось, можно сделать флюс для ювелирного серебра самостоятельно. В таком флюсе будет два элемента:
- бура (декагидрат тетрабората натрия);
- поташ (карбонат калия).
Их нужно совместить в пропорции один к одному. Буру для пайки стоит покупать в виде порошка, а не в виде водного раствора (в противном случае её сначала требуется просушить). Процесс приготовления этого флюса довольно прост: кристаллы буры растирают в ступке и перемешивают с поташом.
Само ювелирное изделие из серебра тоже нуждается в предварительной подготовке – его надо почистить и обработать спиртом (обезжирить).
Как происходит сам процесс
Ювелирное изделие из серебра следует поместить на подходящую поверхность, которая обладает низкой теплопроводностью, не разрушится от воздействия высоких температур, например, на кирпич.
Затем место, где будет находиться сварной шов, нужно обмазать флюсом и поместить туда кусочек припоя.
Теперь можно взять горелку и плавно подвести к изделию. Обрабатываемая зона должна равномерно прогреться. А как только флюс полностью расплавится, огонь надо увеличить и продолжать пайку до того момента, пока не возникнет действительно надёжный шов.
Если же припой и флюс внезапно закончатся, необходимо аккуратно добавить их новые порции на то же место.
По завершению пайки изделие необходимо очистить от флюса и остатков припоя. Для решения данной задачи подойдёт наждачная бумага. Дополнительно поверхность серебра можно подвергнуть обработке раствором лимонной кислоты в целях осветления или раствором йода для зачернения.
Не стоит забывать, что пайка должна производиться в проветриваемом помещении, а человек, осуществляющий эту операцию, обязательно должен быть защищён маской или очками
Применять свинцовый припой при пайке серебряных ювелирных изделий, специалисты категорически не советуют. Такой метод не принесёт желанного результата. К тому же следы свинцового припоя будет трудно удалить.
Есть здесь и ещё один важный момент — многие украшения из серебра имеют постоянный контакт с телом, так как их надевают весьма часто. А свинец очень токсичен и способен впитываться через кожу, что несёт весьма негативные последствия для организма.
Что касается припоев с оловом, то здесь не всё так однозначно. Теоретически спаять серебро таким припоем можно, но шов, скорее всего, получится не очень аккуратным, вещь может утратить свою былую эстетичность.
Со временем олово потемнеет, и зона пайки будет очень заметна. Если понадобится новая пайка, и она будет сделана, допустим, в ювелирной мастерской серебряным высокотемпературным припоем, олово попросту сгорит.
Безусловно, пайка может понадобиться не только ювелирным изделиям, но и, например, серебряным элементам электронных печатных плат. В этом случае технология пайки требует обязательного применения припоя ПОС-60, в котором содержится 60% олова и 40% свинца.
Данный припой выпускается в виде тонких трубочек со смолой, которая выполняет функцию флюса (то есть дополнительно покупать или приготавливать флюс нет необходимости).
Популярные марки серебряных припоев
Результатом процесса паяния должно стать образование шва, прочного соединяющего детали и имеющего хорошие физические свойства, в частности, электропроводность.
Достичь такого эффекта позволяют припои на основе серебра. Существует много доступных составов, постоянно применяемых на практике.
Благородный металл в чистом виде имеет высокую пластичность и температуру плавления. Серебро без добавок применять в качестве припоя невозможно и нецелесообразно. Вкладывать энергию для достижения при 962 ℃ расплавленного состояния и получать в результате мягкий шов не имеет смысла.
Выгодно и удобно использовать сплав серебра с другими металлами. Чаще всего добавляют медь. Во многих составах присутствует цинк. В мизерных количествах, не превышающих доли процентов, в металлические композиты вводят железо, свинец, висмут.
Температура плавления серебряных припоев уменьшается пропорционально сокращению массовой доли благородного компонента. Следовательно, уменьшаются затраты энергии и времени на пайку.
Сплавы из группы серебряных припоев хорошо обволакивают рабочие детали, способствуя образованию прочных швов. Места соединений не окисляются; выдерживают механические и вибрационные нагрузки.
Серебросодержащий сплав может применяться для пайки металлических изделий самых разнообразных составов. Для каждой практической ситуации в имеющемся ассортименте можно найти подходящие марки серебряных припоев.
Они имеют разное соотношение компонентов; отличающиеся показатели плотности и удельного электрического сопротивления; могут содержать легирующие добавки, улучшающие технические характеристики.
Состав всех применяемых для пайки серебряных сплавов регламентирует ГОСТ.

В маркировках рядом с понятным сокращением ПСр всегда присутствуют числа. Они указывают на процентное содержание серебра.
В целом наблюдается следующая тенденция: сплавы с большой концентрацией благородного металла (50%, 72%) имеют маленькие значения удельного сопротивления. Их используют для формирования соединений с большой электропроводностью.
Серебряные припои с относительно невысокой концентрацией серебра (40-62%) применяют для пайки деталей, которые не будут сильно нагреваться.
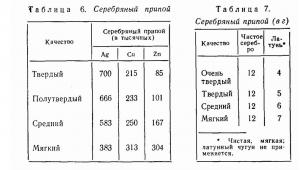
Характеристики серебряных припоев в таблицах:
Недорогие металлические сплавы с содержанием серебра от 10% до 45% широко используются в машиностроении. Металлические композиты с низкой концентрацией серебра позволяют получить твердый шов.
Многие радиолюбители используют в работе оловянно-серебряные припойные составы, содержащие всего 2% дорогого металла, 62 % олова и 36% свинца. Сплав легко переходит из жидкого состояния в твердое, хорошо проводит электрический ток.
Помимо отечественных материалов поставщиками предлагается большое количество импортных серебряных припоев. Цена на них, естественно, выше, а качество вполне сравнимо с российской продукцией.
Применения недорогих марок
Самое низкое содержание серебра и высокую температуру плавления, равную 830 ℃, имеет припой ПСр-10. Помимо 10% серебра в сплаве содержится 53% меди и около 37% свинца.
Указанное содержание благородного металла является минимально возможным в средствах для твердого спаивания. Образующийся шов выдерживает нагревание до 800 ℃.

Данный серебряный материал предназначен для пайки стальных сплавов, композиций из цветных металлов. Им можно паять латунь с большой концентрацией меди (более 58%).
Важно помнить, что температура эксплуатации спаянных деталей, не должна быть больше температуры плавления данного серебряного припоя.
Сплав, содержащий 12 % серебра, рекомендуют применять для меди; латуни с содержанием меди, достигающем 58 %.
Пайка недорогим серебряным припоем ПСр-25 позволяет получить особо чистый шов. Содержание серебра, равное 25%, обуславливает не очень высокие прочностные характеристики соединения. В припое также присутствует 40% меди, около 35% цинка.
Для тонкой работы имеющихся показателей стойкости к ударам бывает достаточно. Если предстоит прочно припаять крупные детали, следует выбрать другой состав.
Средний процент серебра
Серебряный припой марки ПСр 40 образует швы с хорошей прочностью и пластичностью. Его рекомендуют применять для работы с подвижными деталями. После застывания соединение может деформироваться без нарушения целостности и прочности.
Невысокая температура плавления позволяет проводить работу дома. Для спайки указанным серебряным припоем пригодны медно-никелевые, нержавеющие, жаропрочные сплавы, бронза, латунь, ковар.

Состав ПСр-45 позволяет прочно припаивать толстые стыки (до 3 мм включительно). Швы выдерживают удары, вибрацию, влияние окислительной среды, не образуют трещин.
Результат во многом обусловлен тем, что расплавленный серебряный припой хорошо обволакивает рабочую зону. Сплав используют для пайки деталей из меди, никеля, стали, бронзы.
Высокий процент серебра
Припой ПСр-65, содержащий помимо обозначенного в маркировке количества серебра, 20% меди и около 15% цинка, имеет узконаправленное применение. Им спаивают полотна ленточных пил.

Серебряный сплав ПСр-70 имеет большую цену. Концентрация благородного металла в нем составляет 70%. Помимо этого в состав входит около 26% меди, приблизительно 3% цинка 0,1% железа, по 0,005 % свинца и висмута.
Этот серебряный припой имеет хорошую электропроводность, применяется при спаивании электрических узлов. Место соединения проводов, полученное данным методом, существенно не уменьшает способность всей системы проводить ток.
Близки по элементному составу сплавы ПСр-71 и ПСр 72. Они содержат 71% и 72%, соответственно, серебра. Чуть более 0,1% составляют железо, свинец и висмут. В припое ПСр-71 имеется 1% фосфора.
Состав с концентрацией серебра 70-80% применяются для ремонта ювелирных украшений. Другие направления использования ограничивает высокая стоимость припойных материалов с большим количеством благородного металла.
Какие флюсы подходят
Для образования качественного шва при пайке детали предварительно обрабатывают флюсами. Они убирают слой грязи, оксидов с рабочей поверхности; препятствует процессам окисления расплава; уменьшают поверхностную напряженность жидкого металла.
Благодаря флюсам припойная масса полностью обволакивает необходимые для пайки части деталей, способствует их прочному соединению.

В качестве флюсовой добавки часто применяют насыщенный раствор буры. Готовят его просто:
- В сухой порошок вливают тонкой струйкой дистиллированную воду и греют смесь до прозрачного состояния.
- После остывания из насыщенного раствора выкристаллизовывается осадок.
- Если жидкости над осадком получилось много, ее сливают.
- Остальную массу растирают до состояния густой сметаны.
Полученный таким методом флюс можно использовать в диапазоне температур от 500 до 900 ℃.
Альтернативный вариант – готовое средство, содержащее около 35% ангидрида борной кислоты, 42% фторида калия, около 23% тетрабората калия.
При желании подобный флюс можно сделать самостоятельно. Сначала следует прокалить фторид калия на обычном противне. Для этого достаточно прогревания при температуре 250 ℃ на протяжении 4 часов.
Все компоненты нужно аккуратно взвесить, перемешать, расплавить, охладить.
Застывший сплав, расколов на куски, следует тщательно измельчить. Можно взять для этого мельницу. В конечном итоге должен образоваться мелкий порошок, типа пудры.
Для получения однородного флюса порошок нужно просеять и быстро закрыть герметично. Он может поглотить влагу из воздуха, потерять свойства.
При необходимости особо тщательного заполнения всех микрополостей в рабочей зоне применяют флюсы с тетрафторборатом калия, для приготовления которого нужна плавиковая кислота. Получение такого флюса требует специальных условий и навыков. Лучше приобрести готовую смесь.
Тонкости ювелирной пайки
Изготовление и ремонт различных ювелирных украшений из металла требует применения технологии создания неразъёмных соединений достаточно мелких деталей. Одним из наиболее распространённых способов достижения этой цели является ювелирная пайка.
По сути, этот процесс не отличается от других видов пайки. В его основе лежит принцип соединения металлических изделий путём их смачивания расплавом вспомогательного материала, называемого припоем.
При этом не происходит расплавления основных деталей, так как температура плавления вспомогательного сплава всегда ниже температуры, при которой плавится соединяемый металл.
- Особенности работы с украшениями
- Оборудование
- Приготовление флюса
- Припои для драгоценных металлов
- Бижутерия
Особенности работы с украшениями
Существует несколько особенностей, отличающих пайку ювелирных изделий от пайки, применяемой в бытовых и технических целях:
- эстетичность паяного соединения, как основная цель выполняемой работы, наряду с необходимой прочностью;
- выполнение операций с очень мелкими деталями, требующими применения специфического инструмента и приспособлений;
- работа с дорогим материалом, содержащим драгоценные металлы – серебро, золото, платину.
По понятным причинам, качественно проводить ювелирную пайку могут только профессионалы. Но попробовать свои силы и обучиться тонкостям процесса не запрещено никому.
К металлам, с которыми наиболее часто приходится сталкиваться в ювелирном деле, относятся в первую очередь, золото и серебро. Технология пайки этих металлов требует высокой температуры.
Нагревание соединяемых деталей и расплавление припоя осуществляется посредством газопламенного оборудования. Это могут быть установки, работающие на газе или бензине. Гораздо чаще для ювелирных работ используются газовые аппараты. Это обусловлено тем, что газовое оборудование более удобно в применении, не создаёт дискомфорта из-за резкого запаха (как в случае с бензином).
Сжатый газ, находящийся в баллоне, готов к употреблению, его подача осуществляется за счёт собственного давления. При применении бензина, готовят бензино-воздушную смесь, для чего необходим сжатый воздух. То есть, в этом случае требуется применение насосного или компрессорного оборудования.
Аппарат, применяемый при ювелирной пайке, должен быть укомплектован газовой горелкой, имеющей регулятор интенсивности пламени. Для выполнения ювелирных работ желательно иметь две горелки.
Одна из них, более мощная, применяется для расплавления металлов в тиглях. Другая должна иметь тонкий факел для разогрева и пайки миниатюрных компонентов.
Для ювелирной пайки могут применяться лазерные аппараты. Однако стоимость их высока, поэтому их устанавливают далеко не в каждой мастерской.
Чтобы подготовить поверхность изделий, подлежащих пайке, применяются различные вещества. Химические соединения, применяемые для удаления окисных плёнок с поверхности металла, а также уменьшающие силы поверхностного натяжения расплавленного припоя, с целью лучшего смачивания паяемой поверхности, называются флюсами.
Флюс чаще всего используют в жидком виде, нанося его на подготавливаемую к пайке поверхность. Ювелиры для этой цели очень часто применяют порошок буры, делая из него насыщенный водный раствор.
Приготовление такого флюса осуществляют в два этапа. Сначала порошок буры заливают водой и нагревают до полного его растворения.
После этого раствору дают высохнуть. Когда влага полностью испариться, разрыхлённый порошок буры растирают ступкой, после чего, добавляя воду, доводят смесь до состояния жидкой кашицы. Данным составом покрывается поверхность изделия перед пайкой.
Своеобразным методом осуществляется подготовка к ювелирной пайке золотых изделий, в составе которых имеется примесь никеля. Такое ювелирное изделие вначале кипятят в воде с борной кислотой.
После этой процедуры на поверхности золота образуется тонкая плёнка, препятствующая образованию окислов. Затем, непосредственно перед пайкой, поверхность покрывается флюсом из раствора буры.
Припои для драгоценных металлов
Основным материалом при пайке является припой, специальный расплавляемый сплав. Ювелирные припои имеют в своём составе драгоценные металлы.
Классификация этих сплавов осуществляется по температурной шкале их плавления. Сплавы для пайки, применяемые в ювелирном деле, обычно плавятся при температуре от 650 до 1000 ℃.
Эти относительно высокие значения температур и определяют газопламенное оборудование в качестве основного в ювелирной пайке.
Электрический паяльник не в состоянии обеспечить нагрев до такой степени. Условно припои делятся на мягкие и твёрдые. Чем ниже температура плавления такого сплава, тем он мягче, и наоборот.
Выбор сплава для ювелирной пайки представляет особую важность и должен осуществляется индивидуально к каждому изделию. Важнейшим критерием в этом вопросе является цвет изделия.
Дело в том, что в зависимости от пробы металла, из которого изготовлено украшение, а также состава добавок, применённых в сплаве, цвет материала может иметь различные оттенки.
Очевидно, что при пайке ювелирных изделий, цвет применяемого сплава должен совпадать с цветом основного материала, в противном случае, работа может быть признана браком.
С этой целью, сплав, использующийся для ювелирной пайки золотых и серебряных изделий должен иметь ту же пробу, что и материал изделия, а также по возможности близкий состав.
Готовить самому или купить
Припои могут приобретаться в готовом виде, либо готовятся самостоятельно. При самостоятельном изготовлении сплавов для ювелирной пайки, необходимые компоненты в нужных пропорциях помещаются в тигель и расплавляются пламенем газовой горелки.
Весовые доли компонентов должны быть выверены очень точно, для чего обычно используются тонкие аптекарские весы. После расплавления и перемешивания всех составляющих, из жидкого расплава отливаются прутки, для чего используются специальные формы.
Многие мастера, для удобства последующей ювелирной пайки, раскатывают прутки в тонкие пластины и нарезают их на кусочки.
Для пайки изделий из золота используют золотой сплав, для пайки серебра – серебряный. В соответствии с различными стандартами, принятыми в разных странах, при изготовлении ювелирных украшений используются драгоценные металлы разных проб.
В продаже можно найти по несколько видов припоя каждой имеющей распространение пробы, которые отличаются друг от друга по составу и соответственно, по цвету.
Кроме пробы и цвета, сплавы, применяемые для ювелирной пайки должны обладать специфическими качествами, которые обеспечиваются введением в них особых добавок, иногда не содержащихся в соединяемых металлах. Например, в золотые припои могут включаться серебро, медь, цинк и кадмий.
При добавлении в припой серебра, понижается температура плавления полученного сплава, повышается его текучесть, обеспечивающая надёжное заполнение в процессе пайки микронеровностей спаиваемого стыка.
Кроме этого, серебро ослабляет желтизну оттенка золотого сплава. Введение меди напротив, повышает тугоплавкость и твёрдость припоя и добавляет красноватые тона в его окраску.
Добавление в припой кадмия и цинка снижают твёрдость, но при этом, первый придает изделию зеленоватый оттенок, второй же, ослабляет интенсивность окраски сплава.
Кроме названных компонентов, золотой ювелирный припой может содержать никель и палладий, которые придают сплаву белый цвет. Припои, содержащие эти элементы, используются для пайки ювелирных изделий из белого золота и платины.
К припоям для пайки серебряных изделий не предъявляются столь жёсткие требования в части пробы, как к золотым. Серебряные припои изготавливаются с содержанием меньшего количества компонентов, чем сплавы для пайки золота. Кроме самого серебра, в серебряном припое обычно присутствует либо только медь, либо медь с цинком.
Благодаря развитию технологий в металлургии и производстве ювелирных изделий, прослеживается мировая тенденция увеличения доли сравнительно недорогой бижутерии в общем объёме ювелирного производства.

И это совершенно оправдано. Продолжающийся рост цен на драгоценные металлы делает непрактичным ношение дорогих изделий из золота и платины, в то время как появляется альтернатива в виде дешёвой и красивой бижутерии.
Способы пайки недорогих ювелирных украшений зависят от материала, из которого они изготовлены. К сожалению, некоторые сплавы, применяемые при изготовлении этих изделий, могут не поддаваться пайке.
В том случае, когда пайка возможна, лучше подобрать для этого сплав, состоящий из недорогих компонентов, так как припой может оказаться на порядок дороже самого изделия.
Пайка
Поджигаем горелку пьезокурком. Прогреваем место пайки, причём не ограничиваясь местом у самого стыка, захватываем пошире, на расстояние 2-3 поперечника. Для массивных деталей потребуется больше тепла, чтобы металл не остывал в процессе паяния. Иначе не получится качественного соединения. Можно использовать двух- и даже трёх-сопловые газовые горелки. Или двумя горелками одновременно прогревать с двух сторон.

Важно не останавливать пламя горелки на одном месте, чтобы металл не перегрелся в одной точке, и его не повело и чтобы он не расплавился. Прогрев надо выполнять, равномерно медленно двигая сопло по всей поверхности сопряжения. Металл приобретает малиновый оттенок, а затем становится красным. Подносим пруток серебряного припоя к стыку.
Факел пламени нужно направлять не прямо на пруток, а немного опережать точку приложения прутка. Благодаря высокой температуре нагретых деталей припой плавиться и по прогретой нержавейке хорошо проникает в стык. Когда таким образом обработано всё соединение, пайка завершена. Даём изделию остыть. Зачищаем напильником и наждачкой, промываем водой с ветошью или губкой.
Готовое соединение выдерживает высокие механические нагрузки и давление. Хотя окончательная проверка произойдёт в работе, как правило, качество пайки уже можно наблюдать визуально. Дело сделано!
Чем и как паять серебро?

Серебро, являясь благородным драгоценным металлом, обладает не только красотой, но еще и определенной долей мягкости и податливости. Чтобы сделать изделие из серебра, для прочности к нему добавляют лигатуру в виде примеси металлов, укрепляющих готовый серебряный сплав. Такие украшения имеют эффектный стальной блеск и всегда очень привлекательны.
Несмотря на то что серебряные сплавы довольно прочные, в процессе их эксплуатации нередко случается так, что серебряным вещам может потребоваться небольшой ремонт. Кроме того, серебром могут быть покрыты некоторые виды радиодеталей, и для их монтажной установки также потребуется выполнить паяльные работы. Пайка серебряных поверхностей обладает определенными свойствами, этот довольно сложный в исполнении процесс требует от мастера знаний и опыта.
Пайка нержавейки серебряным припоем
Антикоррозионные свойства стали придаёт присадка хрома от 12%. На поверхности образуется защитная плёнка. При механическом и термическом воздействии она повреждается, но быстро восстанавливается на воздухе. Поэтому коррозионно стойкие металлы так ценятся.
Какую нержавейку нельзя паять твёрдыми припоями
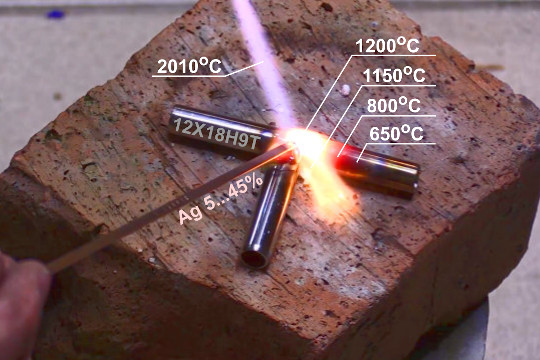
Некоторые виды (марки) нержавеющих сталей нельзя подвергать ни сварке ни пайке твёрдыми припоями (серебром, латунью), из-за чего в них начинается внутренняя коррозия. Это аустенитные нержавеющие стали (названы в честь английского металлурга Аустена), например 12Х18Н9 (маркировка по ГОСТу — 0,12% углерода, 18% хрома, 9% никеля). Тут есть 2 варианта решения: лудить оловом, ибо оно относится к мягким припоям и плавится при 232 градусах. Или взять нерж другой марки. Например, если в обозначении будет буква Т или Б, то любой термообработке подвергать можно (они легированы титаном или ниобием: марки обозначаются 12Х18Н9Т или 12Х18Н9Б соответственно).
https://youtube.com/watch?v=P3tqCMbUAaM
Техническое творчество, запчасти и ремонт
Чем пайка лучше сварки
Соединение деталей из нержавеющей стали выполняется двумя методами: аргонной сваркой и пайкой твёрдым припоем. Если первый способ недоступен, альтернативой будет пайка. Главный плюс этого способа — в ненужности дорогостоящего промышленного аргонно-сварочного оборудования.
Пайка нержавейки серебряным припоем доступна в условия гаража и домашней мастерской. Для нередких случаев это дешевле и проще. Но и тут не всё гладко. Нержавейка — металл особый, мягким припоем его не взять. Для пайки понадобятся:
- твёрдый серебряный припой с содержанием серебра от 5% до 45%,
- специальный флюс (если только припой не офлюсованный),
- хорошая газовая горелка для пайки, способная давать факел пламени более 2000 градусов Цельсия (горелка на МАПП-газе даёт 2010 градусов, на пропане — меньше).
Всё правильно, серебро плавится при значительно меньшей температуре. Высокая температура горения необходима для быстрого прогрева металла и уверенного поддержания требуемого уровня тепла. Делает пайку нержавейки серебряным припоем качественной, распределение расплава равномерным, гарантирует его проникновение и растекание под действием капиллярного эффекта. И создаёт условия для выполнения ответственных соединений, которые будут работать под нагрузкой и давлением много лет.
. Температура плавления металлов и припоев
Подготовка к успешной пайке
Спаиваемые детали подготавливаются, подгоняется форма и размер сопряжений, чтобы в итоге получился стык с минимальным зазором. Поверхности зачищаются. Лучше не использовать металлическую щётку, так как от неё останутся частички стружки, которые потом образуют ржавчину. Детали фиксируются друг относительно друга. На поверхности вокруг стыка наносится флюс.
В некоторых случаях, чтобы упростить и ускорить непосредственное спаивание, ответные поверхности заранее пропаивают, покрывают тонким слоем припоя. Лужёная поверхность металла лучше смачивается припоем. Но нужно учитывать, что размеры соединяемых деталей при этом изменяться. Например, при паянии тройника диаметр трубки увеличиться, а посадочного отверстия уменьшится.
Распространенные ошибки
Работа, связанная с паянием деталей, сделанных из серебряных сплавов, требует определенной сноровки и навыков. Если вы впервые самостоятельно решите взяться за ремонт серебряного изделия, то следует обратить внимание на следующие нюансы:
- в процессе работы важно, чтобы соединяемые между собой детали были надежно и неподвижно закреплены на рабочей поверхности;
- напор пламени в газовой горелке должен быть не слишком сильным в самом начале процесса, чтобы пламя не сдувало небольшой кусочек припоя;
- прогрев деталей перед процессом паяния должен быть достаточным, но перегревать их недопустимо;
- все маленькие соединения и миниатюрные детали из серебра паяют паяльником, оснащенным жалом небольшого диаметра и размера для обеспечения аккуратности готовой работы.
Нередко в процессе пайки новички могут по неопытности допускать досадные ошибки. Разберем некоторые из них.
- Если материал припоя обладает густой консистенцией и просто размазывается, а не сам растекается по рабочей поверхности, это означает, что припой разогрет слишком мало. Для расплавления серебряного припоя нужно взять более мощный электропаяльник, разогрев его до требуемой температуры плавления.
- Серебряный припой на рабочую поверхность деталей нужно наносить достаточно, но без избытка. В процессе пайки должен получаться шов немного вогнутого вида. Если серебряного припоя нанесено с избытком, то шов получается выпуклым, и его придется убирать. Такой перерасход припоя нецелесообразен с экономической точки зрения.
Качество готового паяльного серебряного шва определяют не только по его внешнему виду и прочности, но и по оттенку. Визуально хорошая пайка благородного металла имеет выраженный серебристый отлив. Если вы паяли изделие из серебра при низкой температуре, явно недостаточной для выполнения этого процесса, то шов у вас получится с зернистостью по своей структуре, либо такая поверхность будет напоминать губку. И то и другое считается браком, так как надежность такого паяльного шва будет слишком низкой.
Если работы с припоем вы производили с разогревом паяльника или газовой горелки до чрезмерно высоких температур, то серебряный припой будет сожжен. Результатом такой работы может быть полное отсутствие паяльного шва, или этот шов будет очень хрупким.
В следующем видео рассказывается о том, как паять серебро.
Особенности пайки
Для выполнения паяльных работ с серебром применяют специальный припой, который имеет состав, близко сходный с составом серебряного сплава. Разница между серебром и припоем состоит в том, что припой имеет температуру плавления несколько меньшую, чем само серебро, расплавляющееся при 900-960ºС. Во время проведения пайки изделия из серебряного сплава необходимо помнить о том, что, помимо хорошей адгезии, важно, чтобы внешний вид серебряного изделия и структура кристаллической решетки металла в месте соединения не изменились. Такую непростую задачу все-таки можно решить, если для паяльных работ применять специальный вид припоя, в котором содержится высокий процент чистого серебра, а также небольшая часть посторонних примесей меди, олова и цинка.
Серебряный припой для меди
Чтобы предотвратить окисление, а также обеспечить катализацию пайки, сохранить свойства элементов, в месте соединения стоит использовать флюс. Для того, чтобы правильно дозировать необходимое количество данного вещества, порой приходится применять много усилий, а чаще всего подобные действия вовсе невозможны. В таком случае, лучше купить припой с флюсом.
Достаточно просто подвести проволоку к паяльнику, нагретому до высокой температуры, и к месту требуемого соединения. В результате все необходимые компоненты подаются в нужное место. Характеристика соединения будет отличаться оптимальным количеством используемого припоя, что предотвращает засорение платы и гарантирует получение работы высокого качества.
Серебряные присадки являются оптимальными вариантами именно для систем охлаждения, кондиционирования воздуха, отопления, теплообменников. Они улучшают прочность установки и снижают показатель ее хрупкости.
В нашей компании цена припоя для пайки доступна и самая демократичная в регионе.
Чем паять?
На практике опытные мастера выполняют паяльные работы для соединения изделий из серебряных сплавов с применением припоя, состоящего из цинка и меди, но, помимо них, в припое должно содержаться как минимум 75-85% чистого серебра. Такой припой с серебром по своей себестоимости выходит довольно дорогим, поэтому его применяют только для локальных мелких ювелирных ремонтных работ.
Если требуется выполнить техническую пайку радиодеталей, у которых поверхность покрыта серебрением, то применяют другой, более дешевый вод припоя, в котором содержание серебра не превышает 25%.
Для проведения работ по соединению деталей из серебряного сплава потребуются специальные приспособления и припои.
Оборудование
Чтобы начать выполнение паяльных работ, поверхность деталей из серебряного сплава нужно очистить от различного вида загрязнений. А также потребуется подготовить необходимые для работы инструменты и материалы.
- Поверхность из огнеупорного материала. Это может быть асбестовая ткань или огнеупорный кирпич, который можно заменить обычным.
- Паяльник либо небольшая газовая горелка с направленным пламенем. Иногда может потребоваться и специальная муфельная печь, в которой расплавляют серебро.
- Припой с содержанием серебра и флюс для серебряных поверхностей.
- Раствор кислоты для травления серебра.
- Пинцет, кусачки, щипцы из меди, кисточка, кусочек ткани.
Для работ, связанных с паянием серебряных сплавов, нужно выбрать помещение, оборудованное хорошей стационарной мощной вытяжкой, или же должен быть доступ приточного воздуха, необходимого для проветривания. Такие требования объясняются тем, что работа в процессе паяния серебра связана с токсичными для здоровья человека компонентами, выделяющимися при очистке серебряной поверхности флюсом или при травлении серебра кислотой.
Предназначенные для паяния серебряных сплавов припои имеют высокую стойкость к коррозии и обладают повышенной степенью прочностью. Маркируют такие припои с помощью буквенно-цифрового обозначения, где цифра обозначает то, сколько в процентном соотношении содержится в составе припоя чистого металла серебра. Чтобы пайка в месте соединения деталей получилась прочной, мастера применяют припои, которые плавятся при температуре, превышающей 240ºС.
С этой целью используют специальную пасту с серебром, а также припой марок ПСР2 или ПСР2,5. В ювелирных мастерских для ремонта серебряных украшений используются припои, в составе которых содержится медь и серебро, причем серебра там может быть более 70%. Есть марки припоя, в составе которых содержатся серебро, медь и цинк. В этом случае 70% состава занимает серебро, затем до 25% медь, а доля цинка не превышает 5%.
Специальные припои с содержанием в них чистого серебра можно делать и самостоятельно, если для этого имеются все необходимые ингредиенты. В некоторых составах, пригодных для технических работ или для пайки радиодеталей, серебра может содержаться всего 25-45%, а остальная часть поровну будет делиться между медью и цинком. Чтобы изготовить такой припой, в муфельную печь складывают все ингредиенты: серебро, цинк и медь. В печи при высокой температуре ингредиенты полностью расплавляются и смешиваются, затем готовый сплав разливают на специальную жаропрочную подложку и дают ему застыть. Готовый брусок серебряного сплава пропускают через вальцовочный станок и делают тонкие пластинки припоя небольшого размера, удобные для дальнейшего использования.
Для удаления с поверхности спаиваемых между собой деталей оксидной пленки потребуется применить флюс. Этот компонент нужно ровным слоем разместить в области будущей пайки. Флюс очистит и закроет рабочую поверхность благородного металла от воздействия на него кислорода. Для пайки изделий из серебряных сплавов флюс можно сделать и самостоятельно, смешав в равных частях порошок поташа и буры. Если поташ отсутствует, его заменяют содой – технической или обыкновенной пищевой. В виде флюса можно применять и слабый раствор кислоты, но для эффективности использовать его нужно только в теплом виде.
Сравнение серебряного припоя и олова при пайке нержавейки
Преимущества олова в его дешевизне и низкой температуре расплавления, его берёт даже 60-ваттный электропаяльник. Вполне сгодится для лужения, заделки мелких отверстий, выполнения не ответственных соединений, которые будут работать под слабой нагрузкой. А также для временных решений, на скорую руку. Нужен оловянный припой без содержания свинца.
Температура плавления олова 232 градуса, а серебра 962. Какой из расплавов крепче въестся в поверхность нержавеющего металла? Как говориться, выбирайте сами.
Наилучший вариант — это, конечно же, офлюсованный серебро содержащий пруток. Бери и паяй, не беспокоясь о флюсе. Классика — это ортофосфорная кислота, она хорошо избавляет от тонкого слоя окислов. Наносится кисточкой. Известен также простой в приготовлении состав из равных частей ортофосфорной кислоты и буры. Ещё один состав: бура, фтористый натрий, борная кислота. Покупая в магазине, выбираем флюс для высокотемпературной пайки.
Способы
Отремонтировать серебряную цепочку или запаять кольцо 925 пробы можно своими руками в домашних условиях. Чтобы спаять материал из серебряного сплава, можно воспользоваться двумя методами.
Паяльником
Для работы потребуется электроинструмент с тонким диаметром жала. Припой, содержащий 60% чистого серебра, расплавляется уже при действии температуры, равной 180ºС. Специальный припой марки ПОС-60, используемый с целью ремонта серебряных изделий, выпускают в виде трубки, наружная часть которой покрыта припоем, а внутри расположена сосновая смола – канифоль, которая заменяет собой флюс и защищает серебряный сплав от оксидной пленки.
Работа выполняется в определенной последовательности.
- Область пайки очищают от загрязнений и оксидной пленки.
- Место пайки нужно нагреть до температуры, превышающей температуру плавления серебряного припоя.
- В месте пайки на поверхности деталей размещают припой марки ПОС-60, у которого внутри уже заложен флюс.
- Жалом паяльника нагревают поверхность серебряного изделия с припоем. В процессе нагревания припой расплавляется и равномерно растекается по рабочей поверхности в области пайки.
- После окончания работ место ремонта должно хорошо остыть. Затем его обрабатывают тонкой наждачной бумагой, а позже выполняют работы по шлифовке и приданию блеска изделию.
При помощи паяльника ремонтируют незначительные повреждения изделий из серебряных сплавов, при этом площадь паяльных работ в этом случае подразумевается небольшая.
Газовой горелкой
Подобный метод выполнения паяльных работ считается простым и экономичным. Приведем порядок действий.
- Рабочую поверхность деталей из серебряного сплава нужно очистить от загрязнений и оксидной пленки.
- На область пайки наносят тонко и равномерно флюс.
- По линии пайки размещают кусочек серебряного припоя, который отрезают от большого куска при помощи кусачек.
- Небольшой газовой горелкой с направленным пламенем требуется нагревать область пайки с боковой части серебряного изделия. Работу по нагреву поверхностей нужно выполнить так, чтобы поток пламени от газовой горелки не сбивал маленький кусочек припоя.
- По мере образования паяльного шва пламя у газовой горелки слегка увеличивают. Если припоя недостаточно, его в процессе работы можно добавлять.
- После завершения паяльных работ серебряному изделию дают остыть, затем наждачной бумагой зачищают шов от остатков флюса. После этого украшение можно полировать.
Опытные мастера-ювелиры не рекомендуют для ремонта серебряных изделий применять припой, состоящий только из свинца и олова. Этот припой хорош для выполнения экстренного ремонта небольшого изделия, но спустя время в этом месте сделать повторную пайку будет уже очень проблематично – при повторном разрыве такой участок, например, на цепочке, придется вырезать.
Зная этот нюанс, состав серебряного припоя всегда следует уточнять в ювелирной мастерской, если вы не хотите паять изделие серебряного сплава сами и отдаете его в ремонт. Ремонтируя серебряное изделие в домашних условиях, не стоит применять серебряные припои, содержащие в своем составе, помимо других ингредиентов, элементы кадмия, так как выделяемые им пары при нагреве рабочих поверхностей могут вызвать у вас отравление организма.
Каков расход серебряного припоя?
При соблюдении технологии расход очень небольшой. Например, для установки фланца на трубу 1 1/2″ понадобиться не больше 1 сантиметра прутка.



