

Видео
И напоследок, мы собрали весь материал с места демонстрации в видео, приятного просмотра!
Настройки режимов
Размещаем горелку и датчик на необходимой высоте над швом. Сейчас удобно воспользоваться зубчатой рейкой, а более точную настройку затем выполнить с помощью пульта управления. Выставляем необходимый зазор между горелкой и заготовкой по высоте, равняем ее по центру шва, по горизонтали.
Правильное расположение: горелка следует за швом, каретка корректирует ее положение по необходимым осям, щуп ровно погружен в шов.
После этого приступаем к настройке колебаний. Настраиваем амплитуду и скорость, задержки в крайних и центральной точках ставим на минимум (при использовании датчика задержка слева и справа минимум 0,2 сек). Запускаем каретку и вращение обечайки. Проверяем работу оборудования без сварки, уже после чего начинаем рабочий процесс.
Область применения
Настоящий руководящий
документ предназначен для технологического обеспечения качества изготовления и
ремонта цилиндрических корпусов сосудов и аппаратов, подлежащих действию
«Правил устройства и безопасной эксплуатации сосудов, работающих под давлением»
(ПБ
10-115-96), из углеродистых, низколегированных, легированных сталей и
биметалла на их основе.
Рекомендуемые технология и
методы обеспечения качества прошли проверку на машиностроительных заводах при
изготовлении корпусной аппаратуры как для отечественных, так и зарубежных
производств и соответствуют требованиям современного уровня производства
аппаратуры.
Кроме того,
руководящий документ (РД) учитывает перспективу дальнейшего повышения
требований к качеству аппаратостроения. Особое внимание уделено выполнению
основных операций, существенно влияющих на качество изготовления цилиндрических
корпусов аппаратов.
Подбор оборудования
Для того, чтобы правильно подобрать оборудование, надо составить список требований:
- Поддержка системы слежения за сварочным швом.
- Корректировка положения горелки как по вертикали, так и по горизонтали.
- У каретки должна быть возможность выполнять колебательные движения, чтобы равномерно заполнять соединения.
Каретка, которая подойдет под все вышеперечисленные пункты, — Rail Titan. На ней мы и остановились.
Дополнительно необходимо укомплектовать трактор:
В Rail Titan есть встроенная система колебаний, позволяющая настраивать скорость, амплитуду, задержку в крайних точках и т.д. Здесь дополнительно докупать ничего не нужно.
Результат
Фотографии готового ровного шва говорят о том, что мы успешно выполнили поставленную задачу.
Конечно, для получения идеального результата необходимо более точно настроить параметры сварочного источника и каретки. Но в целом, можно сказать, что конфигурация прекрасно справилась с поставленной задачей. Трактор самостоятельно следит за швом, и оператору не приходится ничего менять в процессе.
Так же хотелось бы обратить внимание, что данный комплект оборудования позволит выполнять и другие задачи, например сварка длинных прямых (продольных) швов в любых положениях.
Сборка и установка каретки
После составления списка требуемой продукций мы все упаковали, прибыли на предприятие и приступили к сборке.
Сначала распаковываем каретку и направляющий рельс. Устанавливаем магниты на рельс и фиксируем на нем трактор. Затем подключаем к каретке дополнительные модули, о которых мы писали выше. Стоит отметить, что все делается максимально просто и интуитивно. К комплекту прилагается руководство, где есть подробные картинки по сборке.
Схема сборки сварочной каретки.
В конце подключаем кабели. Ошибиться здесь тоже невозможно, кабели размечены, каждому соответствует свое гнездо. Не забываем про подключение и пульта управления — его потом можно будет снять с каретки (он на магните) и управлять процессом дистанционно.
Сварные соединения
4.9. Сварные соединения
4.9.1. При сварке обечаек
и труб, приварке днищ к обечайкам следует применять стыковые швы с полным
проплавлением.
Допускается применять
угловые и тавровые швы при приварке штуцеров, люков, труб, трубных решеток,
плоских днищ и фланцев.
Допускается применять нахлесточные сварные
швы для приварки укрепляющих колец и опорных элементов.
Не допускается применение
угловых и тавровых швов для приварки штуцеров, люков, бобышек и других
деталей к корпусу с неполным проплавлением (конструктивным зазором):
в сосудах 1, 2, 3-й групп
при диаметре отверстия более 120 мм, в сосудах 4-й и 5а групп при диаметре
отверстия более 275 мм;
в сосудах 1, 2, 3, 4-й
и 5а групп из низколегированных марганцовистых и марганцевокремнистых сталей с температурой
стенки ниже минус 30АС без термообработки и
ниже минус 40АС с термообработкой;
в сосудах всех групп,
предназначенных для работы в средах, вызывающих коррозионное растрескивание,
независимо от диаметра патрубка, за исключением случаев, когда предусмотреназасверловка отверстия в зонах конструктивного
зазора.
Не допускается применение
конструктивного зазора в соединениях фланцев с патрубками сосудов, работающих
под давлением более 2,5 МПа (25 кгс/см2) и при температуре более 300АС, и фланцев с обечайками и днищами сосудов,
работающих под давлением более 1,6 МПа (16 кгс/см2) и при температуре
более 300АС. Не допускается конструктивный зазор в этих сварных соединениях
независимо от рабочих параметров в сосудах, предназначенных для работы
в средах, вызывающих коррозионное растрескивание.
4.9.2. Сварные швы сосудов
следует расположить так, чтобы обеспечить возможность их визуального
осмотра и контроля качества неразрушающим методом (ультразвуковым, радиографическим
и др.), а также устранения в них дефектов.
Допускается в сосудах
1, 2, 3, 4-й и 5а групп не более одного, в сосудах 5б группы не более
четырех, в теплообменниках не более двух стыковых швов, доступных для
визуального осмотра только с одной стороны. Швы необходимо выполнять
способами, обеспечивающими провар по всей толщине свариваемого металла
(например, с применением аргонодуговой сварки корня шва, подкладного
кольца, замкового соединения). Возможность применения остающегося подкладного
кольца и замкового соединения в сосудах 1-й группы следует обосновывать
в проекте в установленном порядке.
4.9.3. Продольные сварные
швы горизонтально устанавливаемых сосудов следует располагать вне центрального
угла 140А нижней части корпуса, если нижняя часть недоступна для визуального
осмотра, о чем должно быть указано в проекте.
4.9.4. Сварные швы сосудов
не следует перекрывать опорами. Допускается в горизонтальных сосудах на седловых опорах и подвесных вертикальных
сосудах местное перекрытие опорами кольцевых (поперечных) сварных швов
на общей длине не более 0,35 Пи D_н (D_н — наружный
диаметр сосуда), а при наличии подкладного листа — на общей длине не
более 0,5 Пи D_н при условии, что перекрываемые
участки швов по всей длине проконтролированы радиографическим или ультразвуковым
методом.
Перекрытие мест пересечения
швов не допускается.
4.9.5. Расстояние между
продольным швом корпуса горизонтального сосуда и швом приварки опоры
следует принимать:
не менее кв.корень (D х S)
— для нетермообработанного сосуда (D — внутренний
диаметр сосуда, S — толщина обечайки);
в соответствии с требованием
п.4.9.6 для термообработанного сосуда.
4.9.6. Расстояние между
краем шва приварки внутренних и внешних устройств и деталей и краем ближайшего
шва корпуса должно быть не менее толщины стенки корпуса, но не менее
20 мм. Для сосудов из углеродистых и низколегированных марганцовистых
и марганцевокремнистых сталей, подвергаемых
после сварки термообработке, расстояние между краем шва приварки деталей
и краем ближайшего шва корпуса должно быть не менее 20 мм независимо
от толщины стенки корпуса.
Допускается пересечение
стыковых швов корпуса угловыми швами приварки внутренних и внешних устройств
(опорных элементов, тарелок, рубашек, перегородок и т.п.) при условии
контроля перекрываемого участка шва корпуса радиографическим или ультразвуковым
методом.
При приварке колец жесткости
к обечайке общая длина сварного шва с каждой стороны кольца должна быть
не менее половины длины окружности.
4.9.7. Продольные швы
смежных обечаек и швы днищ в сосудах 1, 2, 3 и 4-й групп следует смещать
относительно друг друга на величину трехкратной толщины наиболее толстого
элемента, но не менее чем на 100 мм между осями швов.
Допускается не смещать
или смещать на меньшую величину указанные швы относительно друг друга:
в сосудах, работающих
под давлением не более 1,6 МПа (16 кгс/см2) и при температуре не более
400АС, с толщиной стенки не более 30 мм при
условии, что эти швы выполняются автоматической или электрошлаковой сваркой,
а места пересечения швов контролируются радиографическим или ультразвуковым
методом в объеме 100%;
в сосудах 5а и 5б групп
независимо от способа сварки.
4.9.8. При сварке стыковых
сварных соединений элементов разной толщины необходимо предусмотреть
плавный переход от одного элемента к другому постепенным утонением более
толстого элемента. Угол скоса аальфа элементов
разной толщины (рисунок 14, а, б, в, г, е) должен
быть не более 20А (уклон 1:3). Сварку патрубков разной толщины допускается
выполнять в соответствии с рисунком 14, д,
е. При этом расстояние l должно быть не менее
толщины S, но не менее 20 мм, а радиус r >= S_2 — S.
Допускается выполнять
сварку стыковых швов без предварительного утонения более толстого элемента,
если разность в толщинах соединяемых элементов не превышает 30% толщины
более тонкого элемента, но не более 5 мм; при этом форма шва должна обеспечивать
плавный переход от толстого элемента к тонкому.
Конструктивные элементы
стыковых соединений литых деталей с трубами, листами и поковками разной
толщины следует принимать в соответствии с проектом или техническими
условиями на сосуд (сборочную единицу, деталь).
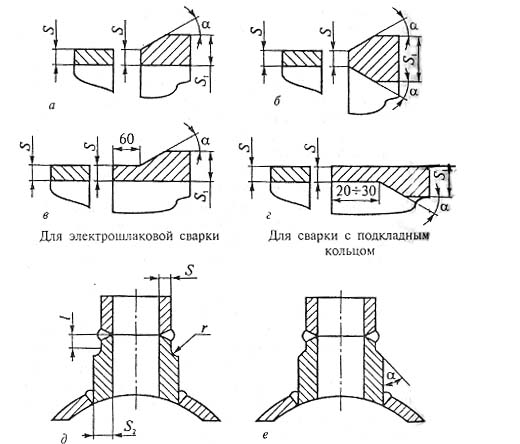
Рис.14. Стыковка элементов разной
толщины
4.9.9. В сосудах, выполняемых издвухслойной стали, скос осуществляется со
стороны основного слоя.
4.9.10. Смещение кромок В листов
(рисунок 15), измеряемое по срединной поверхности, в стыковых соединениях,
определяющих прочность сосуда, не должно превышать В = 0,1S, но не более
3 мм (S — наименьшая толщина свариваемых листов).
Смещение кромок в кольцевых
швах, выполняемых электрошлаковой сваркой, не должно превышать 5 мм.
Смещение кромок в кольцевых швах монометаллических сосудов, а также в
кольцевых и продольных швах биметаллических сосудов со стороны коррозионностойкого слоя не должно превышать
величин, указанных в таблице 14.
Смещение кромок свариваемых
заготовок днищ не должно превышать 0,1S, но не более 3 мм (S — толщина
листа), а днищ из двухслойных сталей со стороны плакирующего слоя не
должно превышать величин, указанных в таблице 14.
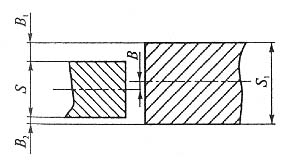
Рис.15. Смещение кромок
4.9.11. К стыковым соединениям,
определяющим прочность сосуда, следует относить продольные швы обечаек,
хордовые и меридиональные швы выпуклых днищ.
4.9.12. При измерении
смещения В кромок листов толщиной S и S_1 в
стыковых соединениях следует учитывать, что:
B <=
0,5(S — S) B; B <=
0,5(S — S) — B,
1 1 2 1
где B и В —
расстояния между кромками листов.
1 2
Таблица 14
Смещение кромок в кольцевых
швах сосудов, выполняемых всеми видами
сварки, за исключением
электрошлаковой
Толщина свариваемых | Максимально допустимое | |
В кольцевых швах | В кольцевых и продольных | |
До 20 | 0,1S ( 1) | 50 % толщины плакирующего |
Свыше 20 до 50 | 0,15S,но не более 5 | 50 % толщины плакирующего |
Свыше 50 до 100 | 0,04S 3,5* (1) | 0,04S 3,0, но не более |
Свыше 100 | 0,025S 5,0, но не более | 0,025S 5,0, но не более |
* При условии наплавки
с уклоном 1:3 на стыкуемые поверхности для сварных соединений, имеющих
смещение кромок более 5 мм.
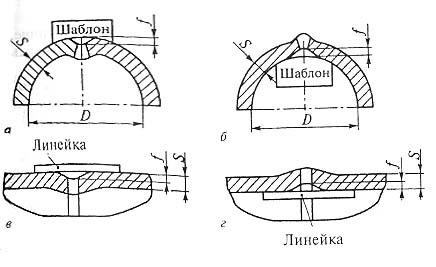
Рис.16. Контроль увода кромок продольных
и кольцевых сварных соединений
Таблица 15
Максимально допустимый
увод кромок в стыковых сварных соединениях
обечаек и днищ
4.9.13. Увод (угловатость) f кромок
(рисунок 16) в стыковых сварных соединениях не должен превышать f = 0,1S 3 мм, но не более соответствующих значений для элементов,
указанных в таблице 15, в зависимости от внутреннего диаметра D обечаек
и днищ (S — толщина обечайки или днища).
Увод (угловатость) кромок
в продольных сварных соединениях обечаек и конических днищ, стыковых
сварных соединениях днищ из лепестков определяется шаблоном длиной 1/6D
(рисунок 16, а, б), а в кольцевых сварных соединениях обечаек и конических
днищ — линейкой длиной 200 мм (рисунок 16, в, г). Увод (угловатость)
кромок определяется без учета усиления шва.
4.9.14. Форма и размеры
швов должны соответствовать требованиям стандартов на швы сварных соединений
или технической документации. При выполнении стыковых соединений допускается
не исправлять сварные швы, если отклонение размеров валика (ширина и
высота) составляет не более 30% предусмотренных стандартом размеров на
данный вид сварки.
4.9.15. При защите от
коррозии элементов сосудов способом наплавки толщина наплавленного слоя
после механической обработки указывается в проекте.
Для внутренних уплотнительных
поверхностей фланцев, патрубков штуцеров толщина наплавленного слоя должна
соответствовать толщине, указанной в п.4.5.1.
4.9.16. У сосудов, изготовленных
из коррозионностойких сталей, снятие усилия
сварных швов, соприкасающихся при эксплуатации со средой, допускается
при наличии указаний об этом в проекте.
4.9.17. Сварные соединения
перлитных сталей со сталями аустенитного класса могут быть предусмотрены
в проекте с соблюдением следующих условий:
толщина материала в местах
сварки соединения не должна превышать 36 мм для углеродистых сталей и
30 мм для марганцево-кремнистых сталей (марок 16ГС, 17ГС, 09Г2С и др.);
среда не должна вызывать
коррозионное растрескивание.
4.9.18. Технология сварки,
качество и контроль сварных соединений из разнородных сталей должны соответствовать
требованиям нормативно-технической документации по промышленной безопасности.
4.9.19. Приварка и удаление
вспомогательных элементов (сборочных устройств, временных креплений и
др.) производятся в соответствии с технической документацией. Приварка
(удаление) элементов выполняется сварщиком, допущенным к сварке данного
изделия.
Приварку (удаление) временных
креплений после сварки основного изделия следует производить по технологии,
исключающей образование трещин и закалочных зон в металле изделия.
Техническое задание
На предприятии требовалось выполнить работы по сварке обечаек больших диаметров (от 3 метров). Для достижения максимального качества шва, процесс производится в нижнем положении, т.е. движение оборудования по обечайке вдоль шва исключалось.
Обечайка на роликовом вращателе, имеет овальность.
Несколько трудностей, которые необходимо было решить:
- Форма обечайки имеет овальность, а значит, зазор между горелкой и зоной сварки будет меняться во время вращения.
- Из-за неидеальной формы при вращении происходит движение заготовки по продольной оси, соответственно, и сварочный шов смещается либо влево, либо вправо от горелки.
Сварщику приходится несколько раз перенастраивать оборудование во время работы, а это отнимает слишком много времени и негативно сказывается на прямолинейности шва. Требуется автоматизировать данный процесс, тем самым, повысив качество и скорость выполнения сварки.







