

- Внутреннее устройство сварочного полуавтомата
- Преимущества и недостатки
- Принцип действия полуавтомата
- Технология и виды
- Главные отличия сварочных полуавтоматов от других аппаратов
- Необходимые материалы и инструменты
- Основные режимы полуавтоматической сварки
- Пошаговая инструкция по выполнению
- Техника безопасности
- Важные критерии и характеристики при выборе сварочного полуавтомата
- Советы и возможные ошибки
- Лучшие дешевые полуавтоматы
Внутреннее устройство сварочного полуавтомата
Устройство сварочного полуавтомата и его состав практически не зависят от назначения и сферы применения. Основные компоненты, входящие в состав такого оборудования:
- источник питания с блоком управления, панелью индикации и органами ручной настройки;
- кабель-шланг для подачи проволоки, газа и тока в зону сварки (сварочный рукав) и кабель для подсоединения к «массе»;
- сварочная горелка;
- устройство автоматической подачи сварочной проволоки;
- емкость с инертным или активным газом и газовое оборудование к ней.

Рисунок 1 — Сварочный полуавтомат
Кроме того, продавцы сварочной техники предлагают различные дополнительные устройства для полуавтоматической дуговой сварки, в том числе размоточные приспособления, оснастку для сварки трубопроводов, стойки для рукавов, защитные экраны, вытяжки и многое другое.
При полуавтоматическом методе, защитный газ поступает в зону электрической дуги и защищает металл от воздействия воздуха (азотирования, окисления). Защитный газ, может быть инертным (аргон, гелий) или активным (углекислый газ).
работа с металлом в защитной среде инертного газа получила название MIG (Metal Inert Gaz), а если, в качестве защитной среды, используется активный газ – MAG (Metal Active Gaz).
Основные узлы аппарата для газовой среды:
- Баллон с газом (углекислота или аргон),
- Шланг для подачи газа;
- Кассеты с проволокой;
- Механизм подачи проволоки;
- Трубопровод подачи проволоки;
- Газовая горелка;
- Источник питания;
- Блок управления;
- Газовая аппаратура;
- Провод цепи управления.
Преимущества и недостатки

Популярность и широкое распространение технологии связаны с теми положительными сторонами, дающими неоспоримое преимущество перед другими видами технологий электросварочных работ.
Во многом, это объясняется:
- Особенностью принципа работы – узкой зоной нагрева соединяемых поверхностей, при этом деформации подвергается небольшая поверхность соединяемых деталей.
- Достаточно щадящее воздействие на окружающие детали, в том числе и лакокрасочные покрытия, обгорает только небольшая зона, а остальная поверхность не страдает от теплового воздействия.
- В качестве электрода используется специальная проволока различного диаметра, при этом, время работы аппарата многократно увеличивается, снижаются затраты на расходные материалы.
К сожалению, есть и явные «минусы» полуавтоматической сварки:
- Основное – сложность оборудования, кроме самого сварочного аппарата необходимо иметь и газовый баллон с газом.
- Сварочные аппараты такого типа не совсем применимы в домашнем хозяйстве, в большинстве случаев достаточно и инвертора, а вот нужен он тем, кто всерьез занимается сварочным делом.
Принцип действия полуавтомата
Маленький сварочный аппарат — это заслуженно один из самых современных и инновационных приборов для сварочных работ. Его название происходит от электронной схемы инвертора, которая является его источником тока. По своему внешнему виду он напоминает простую металлическую коробку, которая свободно подвергается перемещению с места на место.
Миниатюрные сварочные инверторы преобразовывают электрическую энергию, изменяя её характеристики четырежды прежде, чем образуется ток. Он равен нескольким сотням ампер. Это и есть прямой принцип его действия. Инверторы малых размеров используют для соединения разных металлических материалов в одно с помощью дуги. Это осуществляется посредством попадания тока к металлу через специальные электроды. Затем металл греется, что приводит к его плавлению.
Главное отличие инвертора от традиционного сварочного прибора — это работа с током высокой частотности. Магнитная индукция позволяет снижать поступающие в аппарат 220 В до 30 В. Благодаря этому мы и получаем возрастание тока до сотен ампер. Такая сила позволяет комфортно работать с металлом, имея в арсенале устойчивую и стабильную дугу. Она может расплавить его и при надобности соединить на крае шва.
Ещё одна особенность прибора — его доступная цена, стабильная работа и возможность надёжно служить на протяжении нескольких лет. Он всегда обеспечит качественную сварку и позволит использовать его даже неопытному специалисту.
Этот вид имеет следующую схему преобразования:
- Выравнивание;
- Затем сглаживается специальным фильтром;
- Постоянный ток преобразуется в переменный с высокой частотой;
- Сила тока повышается, а напряжение снижается;
- Силовое выравнивание тока.
Для качественного соединения различных деталей с помощью полуавтомата, необходимо соблюдать определенную последовательность подготовительных и основных операций.
Очень важно установить правильную полярность сварочного тока. При работе с флюсовой проволокой применяется прямая полярность, а при использовании газовой среды – обратная.
Прямая полярность: «плюс» устанавливается на зажиме, а «минус» находится на горелке. Обратная полярность: на горелке должен быть «плюс», а на зажиме, соответственно – «минус». Переключить полярность, можно переставив клеммы на корпусе аппарата.
После установки бобины с проволокой, необходимо подключить углекислый газ. На баллон с углекислотой, устанавливается редуктор и соединяется с аппаратом, с помощью специального шланга.
Перед началом работ, нужно провести регулировку. Сюда входит регулировка натяжения сварочной проволоки (выполняется пластиковой гайкой на оси бобины), регулировка усилия прижимного ролика, находящегося в подающем механизме, и регулировка расхода газа (с помощью редуктора).
Регулировка сварочного тока, проводится в процессе работы.
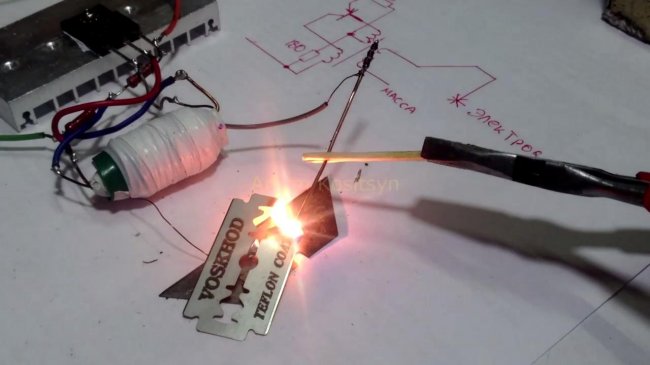
При выполнении дуговой сварки на полуавтоматах в роли плавящегося электрода выступает сварочная проволока, непрерывно поступающая в зону сварочного шва (см. рис. ниже). Удержание длины дуги и перемещение горелки вдоль стыка металла выполняется вручную (на рисунке — слева направо). При сварке в средах углекислого и инертных газов величина их расхода устанавливается на газовой аппаратуре, а включение и выключение осуществляется клапаном полуавтомата.

На выходе из горелки проволока проходит через плотное отверстие в контактном наконечнике, на который по проводам, уложенным в кабель-шланге, подается сварочный ток. В результате между ее кончиком и свариваемой деталью возникает дуга, металл проволоки плавится, и образуется сварочная ванна (см. рис. ниже), которая перемещается вместе с движением горелки, оставляя за собой остывающий сварочный шов.

Рисунок 5 — Процесс сварки
Выражаясь техническим языком, полуавтоматическая сварка – это процесс, проходящий в среде защищенных газов при помощи плавящейся проволоки. Последняя обязательно должна быть сплошной.
Углекислый или инертный газ должен поступать из газового редуктора (баллона для сварки полуавтоматом) во время работы бесперебойно, его количество дозируется автоматически или вручную.
Сопротивление электрода намного ниже сопротивления дуги, выделение тепловой энергии оплавляет поверхности, с которыми и проводится работа – металл и непосредственно электрод. Жидкая металлическая масса как бы «склеивает» две части, отчего получается крепкий шов, один из самых надежных.
По материалу, используемой проволоки:
- Стальная сплошная.
- Алюминиевая сплошная.
- Универсальная, применяется при всех видах сварки.
По принципам защиты сварного шва:
- В среде защитных газов.
- В самозащитной среде, создаваемой порошковой проволокой.
По размерам и возможности перемещения:
- Стационарные. Это большие по габаритам и мощные сварочные полуавтоматы, используемые в работе промышленных предприятий и на заводах.
- Передвижные. Достаточно немаленькое сварочное оборудование, которое мобильно может быть перемещено из одного цеха в другой.
- Переносные. К этой категории относятся, в основном, те полуавтоматы, которые изготавливают для бытового использования.
Технология и виды
В основу технологии полуавтоматической сварки положен примерно тот же принцип что и в обычном соединении металлических деталей с помощью электрической дуги.
В этом в принципе схожесть и заканчивается, и начинаются различия:
- Во-первых, в отличие от традиционного процесса сварки с помощью обычного электрода, где сгораемая обмазка металлического стержня образует пространство свободное от кислорода, в полуавтомате роль обмазки играет газ, проходящий через сопло горелки.
- Во-вторых, вместо держателя используется специальное устройство – горелка и рукав для одновременной подачи как проволоки, так и газа.
- В-третьих, кроме управления горелкой, в полуавтомате нужно научиться управлять и подачей проволоки, поскольку рычаг регулировки находится на рукоятке горелки.
Сегодняшние технологии используют два основных метода соединения металла в защитной газовой среде:
- В среде активного газа (углекислый газ) MAG (Metal Active Gaz).
- В среде инертного газа (аргона или гелия) MIG (Metal Inert Gaz).
Третий вид полуавтоматической сварки использует специальную проволоку, но из-за дороговизны таковой пока не получил широкого распространения.
Главные отличия сварочных полуавтоматов от других аппаратов
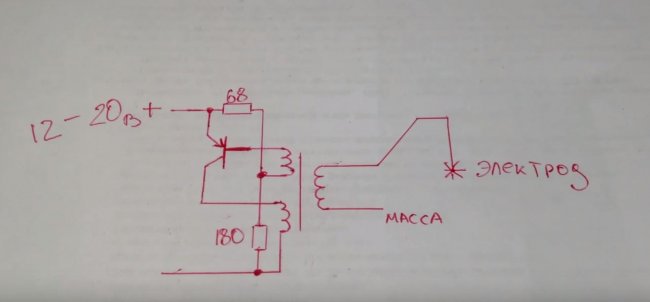
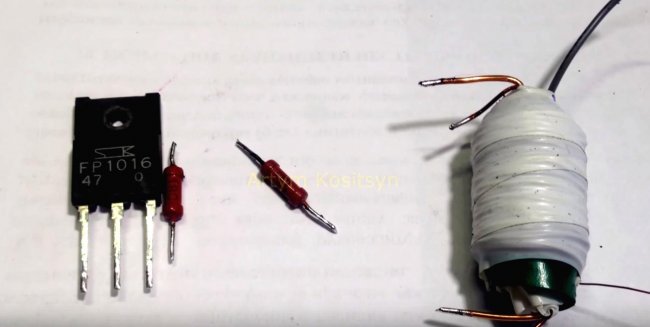
- Трансформатор – самодельный, порядок изготовления описан ниже.
- Резисторы – мощностью 0,5-2 Вт.
- Транзистор был использован FP1016, но его трудно найти из-за его специфичности. Можно заменить на транзистор 2SB1587, КТ825, КТ837, КТ835 или кт829 с изменением полярности источника питания. Подойдет и другой транзистор с током коллектора от 7 А, напряжением коллектор-эмиттер от 150 В, с большим коэффициентом усиления (составной транзистор).
Транзистор обязательно нужно устанавливать теплоотвод. Хоть этого нет на схеме, но будет неплохо поставить фильтрующий конденсатор параллельно источнику, чтобы все помехи от работы блокинг-генератора не полезли в источник.
Основные классифицирующие признаки различных технологий электродуговой сварки — это типы источника тока, электродов и защитной среды, а также степень автоматизации сварочного процесса. При этом самыми распространенными являются два вида сварки плавящимися электродами (ручная и полуавтоматическая), а также сварка вольфрамовыми электродами в инертной среде (TIG-сварка).
Сварочные полуавтоматы отличаются от аппаратов, применяемых при других видах сварки, тем, что в них не используются в качестве источников сварочного тока трансформаторы — только выпрямители и инверторы. Они обеспечивают высокую производительность и качество сварки, поскольку сварочный процесс идет непрерывно с одними и теми же параметрами, без замены электродов и повторного поджига дуги.

Рисунок 7 — Сварочный процесс
Кроме того, сварочные полуавтоматы и технология их использования характеризуются:
- отсутствием необходимости прокалки или просушки электродов;
- возможностью создания длинных непрерывных швов;
- автоматическим регулированием скорости подачи проволоки в зависимости от параметров дуги;
- неизменяющимся расстоянием между электродом и поверхностью металла;
- чистотой сварочного процесса;
- высоким физико-химическим качеством сварочного шва.
Необходимые материалы и инструменты
Как и для других методов электросварки, сварочные работы полуавтоматическим аппаратом проводятся при наличии полного комплекта оборудования – самого аппарата со всеми принадлежностями, соединяемых деталей металла, и, конечно же, защитной одежды – маски, перчаток, брезентовой куртки и брюк, рабочих ботинок с негорючей подошвой.
К самому аппарату, в зависимости от требуемой комплектации, требуется газовый баллон, по возможности специальный редуктор, соединительные шланги.
Для обслуживания газовой горелки, скорее всего, понадобится специальный спрей для очистки сопла горелки.
В качестве средств защиты рекомендуется использовать специальную шлем-маску сварщика с УФ-фильтром, срабатывающим при появлении сварочной дуги.
Для удобства работы, бывалые профессионалы рекомендуют обзавестись несколькими переносными прожекторами или хотя бы вкрутить в светильники лампочки помощнее.
Основные режимы полуавтоматической сварки
Работа мастера при помощи полуавтоматического оборудования значительно облегчена. Поджиг дуги происходит быстро, не нужно постоянно менять электроды, нет необходимости затирать уже готовый шов от шлака.
Технология сварки полуавтоматом при помощи газа можно представить так:
- Созданное после включения полуавтомата напряжение проволоки (у нее стабильно одинаковая длина во время всего процесса) дает ей возможность пройти через газовое сопло.
- Происходит ее расплавление под действием электрической дуги.
- После чего осуществляется автоматическая подача тепловой энергии.

Перечисленные выше принципы сварки полуавтоматом позволяют говорить об универсальности этого агрегата в нелегком деле ремонта автомобилей.
Кузовная сварка должна проводиться как можно точнее и с меньшими потерями для общей плоскости всего металла. Поэтому заваривать металл при помощи полуавтоматов – дело наиболее благодарное из всех возможных принципов починки кузова.
Углекислый газ, который защищает завариваемую поверхность от кислорода и азота, имеет еще возможность и окислять металл. Дабы минимизировать этот процесс при кузовных работах, используют проволоку, которая содержит медь, а также кремний или марганец.
При сварке кузова, чтобы положительный результат после процесса держался как можно дольше, лучше всего использовать точечный метод проведения работ.
Специалисты утверждают, что таким образом можно намного продлить жизнь металлу. Заваривание заплатками может происходить разными способами.
Вот один из них, при котором не сложно осуществить сварку полуавтоматом даже для начинающих:
- Очень тщательно зачистить ржавчину, можно даже до настоящих дыр.
- Обработать поверхность преобразователем ржавчины, желательно, чтобы он не содержал кислоты.
- Затем нанести антикоррозийный спрей или грунт.
- Сделать выкройку завариваемой дырки из плотного картона. Важно, чтобы она была с каждой стороны на несколько сантиметров больше завариваемой дырки.
- Вырезать из подходящего металла, кусок по выкройке.
- По периметру готовой металлической заплатки, отступив от края по 1 сантиметру, сделать отверстия, расстояния между ними должны быть в пределах полутора 0 двух сантиметров.
- Наложить заплатку поверх дыры в металле и работать полуавтоматом по дыркам.
Теоретически не нужно даже зачищать готовый шов, а после его остывания можно уже приступать и к покраске «зашитой» части.
Этот вид оборудования снабжен устройством для дуговой сварки, которая дает возможность качественного выполнения всех видов сварочных работ.

Защитная газовая среда даже при нагревании до больших температур электродов и непосредственно металлических частей защищает их от агрессивной внешней среды, что в разы повышает качество шва.
Дуговая сварка полуавтоматом с использованием стальной проволоки выполняется током обратной полярности (плюс на электрод). Это связано с тем, что в плазме дуги поток электронов направлен от катода (в данном случае детали) к аноду (электроду), который по этой причине разогревается сильнее, чем катод.
В сварочных полуавтоматах реализована обратная связь «сила тока — скорость подачи проволоки», с помощью которой и реализуется полуавтоматический режим. Сварщику только остается удерживать дугу нужного качества и вести горелку вдоль стыка металла, а скорость проволоки будет меняться в соответствии с величиной тока.
Сварочные инверторы дают возможность применять импульсный режим полуавтоматической сварки, который обеспечивает более высокую производительность и лучшее качество.
В случае отсутствия газового оборудования или невозможности создания защитной газовой среды на месте сварочных работ применяется технология сварки порошковой проволокой, позволяющая использовать сварочный полуавтомат без газа. Этот вид проволоки представляет собой тонкостенные трубки (см. рис. ниже), внутреннее пространство которых заполнено сварочными флюсами различных типов.
Порошковая проволока заметно дороже обычной, более капризна в механизмах подачи (из-за своей мягкости), выделяет большое количество паров и дыма, а швы, сваренные с ее применением, имеют склонность к пористости. Ее неоспоримым преимуществом является то, что с помощью этой проволоки можно вести сварку на открытом воздухе и даже в условиях ветра.
Пошаговая инструкция по выполнению

Рассмотрим самые основные требования безопасности при сварочных работах:
- в качестве основного правила безопасности при соединении металла, между баллонном с газом и генератором нужно соблюсти расстояние не менее пяти метров;
- при длительной обработке металла шланги нужно подвешивать, чтобы избежать их повреждения;
- при работе со сварочным оборудованием в помещениях, где есть другие установки или люди, необходимо ограждать сварочное пространство, чтобы защитить их от ожогов;
- техника безопасности при работе со сварочным агрегатом с использованием газов: сначала нужно немного открыть вентиль с кислородом, затем с ацетиленом (чтобы продуть шланг), а потом уже совершать поджог. При загрязненной горелке могут возникнуть хлопки и разбрызгивание материалов. Нельзя допускать, чтобы горелка «кашляла»;
- запрещено пользоваться газом в масляной среде. Также нужно избегать обратного удара, который может возникнуть, если наконечник горелки замасленный. Если пламя начинает двигаться в обратном направлении, необходимо сразу перекрыть вентили, чтобы избежать взрыва. При аргонодуговой сварке нужно соблюдать чистоту оборудования, чтобы в сварочный процесс не попало масло;
- важно знать, на каком расстоянии должны располагаться сварочные кабели от баллонов. Согласно СНиП 12-03-2001 – не менее 0,5 метра.

Техника безопасности при выполнении сварочных работ от обратных ударов:
- нельзя допускать резкого снижения давления кислорода. Это бывает при замерзании редуктор или при окончании газа в баллоне;
- необходимо избегать сильного перегрева мундштука;
- постоянно мундштук прочищать, избегая его засорения.
Соблюдая меры безопасности при проведении работ, нужно время от времени охлаждать горелку. Это можно делать в сосуде с холодной водой, приготовленном заранее.
Самый первый метод соблюдения техники безопасности при производстве сварочных работ – это проверка утечки газа из баллона. Проверку проще всего осуществить мыльным раствором, который наносится на вентили. При утечке будет образовываться мыльный пузырь.
Чтобы провести в безопасности сварочные работы, ни в коем случае нельзя обрабатывать трубопроводы, находящиеся под давлением рабочей среды. Сначала нужно их полностью опустошить, а потом браться за работу.
При электродуговой сварке и при сварке полуавтоматом необходимо соблюдать следующую ТБ:
- Все электрическое оборудование должно быть необходимо надежно заземлить.
- Перед началом работы необходимо проверить целостность всех проводов и наличие механических повреждений на аппарате.
- Во время длительных перерывов необходимо отсоединять оборудование от сети.
- При переносе и перемещении аппарата необходимо следить за положением проводов, чтоб они не путались и не соприкасались с маслами или водой.
Техника безопасности при сварке должна быть всегда перед глазами мастера. Это те установки, которые должны помнить наизусть и новички и профессионалы, так как работа с газами под давлением и с электрическими приборами одновременно может быть очень опасной.
Начало работ, рекомендуется как всегда начать с организации рабочего места:
- Помещение убирается от лишних предметов, подготавливается в противопожарном плане – убираются все горючие материалы и жидкости.
- Включается максимально возможное освещение рабочего места.
- Подготавливается материал и инструменты.
- Проверяется соединения кабелей и шлангов, целостность удлинителей.
Далее, необходимо подготовить сам аппарат полуавтомата:
- Сварочный рукав разматывается, подключается газовый баллон.
- Проверяется подача газа.
- Проверяется сопло горелки.
- Детали раскладываются, совмещаются и закрепляются.
- Одеться в рабочую одежду сварщика, приготовить защитную маску.
- Включается питание аппарата.
- Горелка подносится к месту соединения и нажимается на рукоять – процесс пошел.
Соединяя небольшие детали, рекомендуется не выключать аппарат на время перерыва, а вот при больших объемах рекомендуется периодически останавливать работы, чтобы проверить качество шва и убрать нагар с сопла.
По окончании работ нужно:
- Убрать пальцы с клавиши подачи проволоки, прекратить подачу газа.
- Выключить питание аппарата.
- Дать остыть 1-2 минуты образовавшемуся шву, при обнаружении дефектов – очистить от шлака и повторить сваривание этом месте.
Техника безопасности
Полуавтомат, кроме того, что является электрическим прибором, применяется для работы с баллоном, заполненный газом под определенным давлением. Исходя из этих особенностей, нужно в обязательном порядке соблюдать все меры электробезопасности при работах с электрическими приборами.
Важно во время работы и при хранении не допускать попадания прямых солнечных лучей на баллон, независимо он с газом или без. При транспортировке не допускать повреждения баллона, вентилей. Нельзя самостоятельно заправлять газ, как и использовать резервуар не прошедший проверку и аттестацию. Кроме этого, нельзя заносить газовый баллон в теплое помещение с холода во избежание взрыва.
При работе обязательно нужно быть в защитной маске, в огнестойком специальном костюме и обуви на толстой подошве, использовать сварочные кожаные перчатки.
https://www.youtube.com/watch?v=kuX6nKhhpwg
Рабочее место сварщика должно быть достаточно просторным, на рабочем месте не должно быть легкогорючих и взрывоопасных материалов.
Строго запрещается проводить работы с имеющими опасное содержимое предметами – бензобаками, канистрами, бочками.
Работая полуавтоматическим сварочным инвертором наилучшего успеха можно добиться сваривая тонкий металл. И, несмотря на сложность оборудования, это получится даже у новичков.
Но для такого успеха нужно:
- При сварке такого металла рекомендуется отрегулировать подачу сварочной проволоки.
- Соединяемые части рекомендуется предварительно очистить от грязи, пыли и по возможности от масляных и жирных загрязнений.
- При соединении тонкого металла следует использовать специальные зажимные приспособления, поскольку полуавтомат создает локальные точки нагрева, то соединение может получиться не совсем плотным.
- При больших объемах швов рекомендуется сначала прихватить металл в нескольких местах, а уже потом проводить сваривание по всей длине.
Важные критерии и характеристики при выборе сварочного полуавтомата
Перед покупкой аппарата, необходимо определить круг работ, которые планируется выполнять с помощью этого устройства. На выбор модели повлияет и то, где будет применяться аппарат (крупные СТО, мелкие мастерские или гаражи).
Лучшим сварочным полуавтоматом, можно назвать такой, который позволит производить все требуемые работы с наименьшими затратами электроэнергии, газа и расходников (токопроводящих наконечников, газовых сопел и других).
Одно из основных преимуществ сварочных полуавтоматов – это легкость обучения и приобретения навыков работы.
Особенности конструкции и механизированный способ подачи электродной проволоки, позволяет добиться прочного шва, даже новичкам.
Для того чтобы выбрать подходящий сварочный аппарат, в первую очередь следует определиться с тем, какие виды сварочных работ предполагается выполнять и в каких условиях он будет эксплуатироваться. Пользователи этого оборудования делят его на три условные категории:
- Бытовые. Пригодны для использования в домашних условиях, а также на дачах и в гаражах.
- Для малых производств. Применяются в небольших мастерских, ремонтных предприятиях и автосервисах.
- Промышленные. Предназначены для работы на крупных производственных предприятиях.

Кроме входного напряжения, основным различителем этих групп оборудования является мощность сварочной установки, от которой напрямую зависит максимальная величина сварочного тока. В свою очередь этот параметр определяет такие технические характеристики полуавтомата, как скорость сварки, диаметр проволоки, толщину свариваемого металла, а также его массу и размеры.

Рисунок 9 — Сварочный полуавтомат
При выборе подходящей модели очень важно обратить внимание на ее технические особенности и дополнительные возможности. К примеру, возможность работы обычными электродами без газа (ММА) позволяет использовать полуавтоматический режим только в необходимых случаях, что ведет к общему снижению расхода углекислоты при сварке объемных изделий. Ниже приведена таблица основных технических и эксплуатационных показателей всех трех групп оборудования.
| № | Наименование | Бытовые | Для малых производств | Промышленные |
|---|---|---|---|---|
| 1 | Входное напряжение (В) | 220 | 220 | 380 |
| 2 | Мощность (кВт) | 3 | 4÷5 | 8-10 |
| 3 | Источник сварочного тока | инвертор | инвертор | выпрямитель |
| 4 | Диапазон сварочного тока (max/min) | 20÷120 | 10÷250 | 50÷400 |
| 5 | Напряжение холостого хода | 30÷40 | 50÷60 | 80÷90 |
| 6 | Степень защиты | IP21, IP22 | IP22 | IP22, IP23 |
| 7 | Диаметр проволоки | 0.6÷1.0 | 0.6÷1.2 | 0.8÷2 |
| 8 | Продолжительность включения (ПВ, %) | 50 | 70 | 80÷100 |
| 9 | Охлаждение горелки | воздушное | воздушное | водяное |
| 10 | Ручная сварка (ММА) | |||
| 11 | Сварка без газа | — | /- | |
| 12 | Работа на пониженном напряжении (В) | 140-220 | 140-220 | — |
| 13 | Длина кабель-шланга (м) | 2 | 2÷3 | 4÷5 |
| 14 | Вес (кг) | 12÷20 | 25÷40 | {amp}gt;70 |
Некоторые характеристики относятся к условиям эксплуатации, и их тоже важно учитывать при выборе конкретной модели. К примеру, сварочный полуавтомат для гаража эксплуатируется в сухих условиях и на горизонтальных поверхностях, поэтому для него достаточно класса защиты IP-21. Если аппарат используется в условиях небольшой влажности, брызг воды и прочего (например, под навесом на даче), то нужно выбирать модель с защитой IP-22.
Советы и возможные ошибки
Работа сварщика требует глубоких знаний во многих отраслях знаний, в том числе и металловедении. Приступая к работе, опытный сварщик внимательно изучит не только метод сваривания деталей, но и их состав, и порядок проведения операций. Начинающему любителю требуется довольно большой срок для того, чтобы понять как, и чем нужно сваривать металл, какие операции нужно проводить.
При работе полуавтоматом, много ошибок допускается при попытках соединить детали, имеющие защитное покрытие. Листы оцинковки или луженный оловом металл не получится сварить до того момента, пока не будет удалено защитное покрытие.
Начиная использовать полуавтомат, желательно прочесть инструкцию или руководство по эксплуатации. Это важно, поскольку в отличие от сварочного инвертора или трансформаторного аппарата в полуавтомате используется не только несколько видов проволоки, но и различные виды газа.
Кроме известных видов расходных материалов, владельцу такого инструмента нужно в обязательном порядке для продления ресурса горелки научиться применять еще и специальные спреи для очистки сопел горелки. Такое обслуживание намного продлит ресурс сварочного рукава и сменных сопел.

Во время первого включения аппарата нужно знать, что учиться придется опять с первого шва и повторять ошибки по-новому:
- На начальном этапе обучения нужно научиться не только держать дугу, но и регулировать подачу проволоки, регулировать подачу газа.
- Рекомендуется сначала научиться формировать шов на обычном металле, а уже потом переходить на тонкий лист.
- Важно взять за привычку очищать от налета сопло после каждого сеанса работы.
Лучшие дешевые полуавтоматы
Для сварочных полуавтоматов условная граница между бюджетным и средним ценовыми диапазонами и аппаратами высокой ценовой категории лежит на уровне около 25 тыс. руб. Среди самых популярных недорогих моделей нет аппаратов отечественного производства. В этом секторе доминирует продукция российских брендов, изготовленная в КНР, и оборудование китайских компаний. Многие их них присутствуют на рынке не первый десяток лет и за это время смогли завоевать доверие пользователей.
Самые популярные марки — это «Ресанта», Aurora, Wester, «Сварог», «Барс», «Зубр», «Интерскол». На основании отзывов пользователей на профильных форумах и рейтингов лучших сварочных полуавтоматов, размещенных в интернете, был выбран ряд моделей, которые заслуживают особого внимания, а многими называются лучшими в своем ценовом диапазоне. Все аппараты инверторные, с возможностью ручной сварки покрытыми электродами, входное напряжение — 220 В. Порядок расположения — по убыванию цены.
| Наименование | Мощность (кВт) | Сварочный ток | Напряжение холостого хода | Диаметр проволоки | ПН (%) | Вес (кг) | Средняя цена (руб.) |
|---|---|---|---|---|---|---|---|
| Wester MIG-140i | 4.7 | 40÷140 | 55 | 0.6÷0.8 | 60 | 13.4 | 13 500 |
| Fubag Irmig 180 38608 | 7.0 | 30÷180 | 65 | 0.6÷1.0 | 60 | 12 | 20 000 |
| Сварог MIG 160 Real N24001 | 6.0 | 30÷160 | 60 | 0.6÷0.8 | 60 | 13 | 23 500 |
| Aurora Pro Overman 180 Mosfet | 4.7 | 30÷175 | 50 | 0.6÷1.0 | 60 | 21 | 25 500 |
| Ресанта САИПА-165 | 4.8 | 20÷160 | 65 | 0.6÷0.9 | 70 | 13.7 | 27 000 |
Гарантийный срок работы оборудования у оборудования Wester и «Сварог» составляет 60 месяцев, Fubag и Aurora — 24 месяца, «Ресанта» — всего 12 месяцев.
В этом ценовом сегменте можно выбрать полуавтомат ведущего мирового бренда, поскольку здесь, в основном, представлено профессиональное и полупрофессиональное сварочное оборудование. Пользуясь источниками российского интернета (обзоры, отзывы, рейтинги, профильные форумы) были выбраны лучшие модели в ценовой категории от 60 000 до 110 000 рублей.
| Наименование | Мощность (кВт) | Сварочный ток | Напряжение холостого хода | Диаметр проволоки | ПН (%) | Вес (кг) | Средняя цена (руб.) |
|---|---|---|---|---|---|---|---|
| Fubag Irmig 250 T | 8 | 30-250 | 79 | 0.6÷1.2 | 40 | 28 | 62 000 |
| ESAB Caddy Mig C200i | 5 | 30÷200 | 60 | 0.6÷1.2 | 45 | 11.5 | 75 000 |
| Bluweld Starmig 200 | 5.5 | 5÷200 | 0.6÷1.2 | 30 | 23 | 80 000 | |
| Кедр 8005048 | 23 | 500 | 75 | 1.0÷1.6 | 100 | 50 | 105 000 |
| Kemppi MinarcMig Evo 200 | 6.2 | 20÷200 | 75 | 0.6÷1.0 | 35 | 13 | 107 000 |
В статье не затронут вопрос устройства и принципа работы многофункциональных полуавтоматов «три в одном» с возможностью выполнения аргонодуговой (TIG) сварки. В открытых источниках об этом почти ничего не пишут, поэтому не вполне понятно, насколько работоспособно и практично такое совмещение. Если у вас есть информация по этому вопросу, поделитесь ей в комментариях к этой статье.







