

Детальный просмотр
Заявки:
Форма заявки на аттестацию сварщик (физическое лицо)
Форма заявки на аттестацию сварщика
Форма заявки на аттестацию специалиста сварочного производства (физическое лицо)
Форма заявки на аттестацию специалиста сварочного производства
Форма заявки на продление сварщика
Форма заявки на продление специалиста
ООО «НАКС-Астрахань» соответствует требованиям Системы аттестации сварщиков и специалистов сварочного производства и зарегистрирован в реестре НАКС за № ЮР-13АЦ.
Аттестация проходит по следующим направлениям:
Аттестация сварщиков (I уровень) и специалистов сварочного производства II, III уровней профессиональной подготовки в соответствии с требованиями «Правил аттестации сварщиков и специалистов сварочного производства» (ПБ-03-273-99) и «Технологического регламента проведения аттестации сварщиков и специалистов сварочного производства» (РД 03-495-02).
Группы технических устройств:
- ГДО — Горнодобывающее оборудование;
- ГО — Газовое оборудование;
- КО — Котельное оборудование;
- МО — Металлургическое оборудование;
- НГДО — Нефтегазодобывающее оборудование;
- ОХНВП — Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывопожароопасных производств;
- ПТО — Подъёмно-транспортное оборудование;
- СК — Строительные конструкции.
Способы сварки (наплавки):
- ААД — Автоматическая аргонодуговая сварка неплавящимся электродом;
- ААДН — Автоматическая аргонодуговая наплавка;
- ААДП — Автоматическая аргонодуговая сварка плавящимся электродом;
- АПГ — Автоматическая сварка плавящимся электродом в среде активных газов и смесях;
- АПС — Автоматическая сварка самозащитной порошковой проволокой;
- АФ — Автоматическая сварка под флюсом;
- АФЛН — Автоматическая наплавка ленточным электродом под флюсом;
- АФПН — Автоматическая наплавка проволочным электродом под флюсом;
- Г — Газовая сварка;
- ЗН — Сварка с закладным нагревателем (полимерных материалов);
- МАДП — Механизированная аргонодуговая сварка плавящимся электродом;
- МП — Механизированная сварка плавящимся электродом в среде активных газов и смесях;
- МПГ — Механизированная сварка порошковой проволокой в среде активных газов и смесях;
- МПС — Механизированная сварка самозащитной порошковой проволокой;
- МСОД — Механизированная сварка открытой дугой легированной проволокой;
- МФ— Механизированная сварка под флюсом;
- НГ — Сварка нагретым газом;
- НИ — Сварка нагретым инструментом (полимерных материалов);
- ПАК — Пайка;
- РАД — Ручная аргонодуговая сварка неплавящимся электродом;
- РАДН — Ручная аргонодуговая наплавка;
- РД — Ручная дуговая сварка покрытыми электродами;
- РДН — Ручная дуговая наплавка покрытыми электродами;
- Т — Термитная сварка;
- ЭШ — Электрошлаковая сварка.
Для прохождения аттестации в области сварочного производства необходимы следующие документы на каждого аттестуемого сварщика:
- Заявка на аттестацию на бланке предприятия в соответствии с требованиями «Правил » (заявка должна быть зарегистрирована предприятием как исходящий документ); Обращаем Ваше внимание, что в качестве первичной информации может быть подана заявка на аттестацию специалиста или сварщика в электронном виде, но для окончательного оформления аттестационных удостоверений, при явке на аттестацию необходимо предоставить оформленную по всем правилам заявку в бумажном варианте(с синей печатью и подписью руководителя предприятия). После получения заявки оформляется договор на аттестацию, на методическое и техническое обеспечение для аттестации.
- Копия документа об образовании;
- Копия трудовой книжки (можно выписку) или справка с места работы заверенные отделом кадров предприятия;
- Согласие на обработку персональных данных;
- Две фотокарточки 3×4 см. цветные.
Для прохождения аттестации в области сварочного производства необходимы следующие документы на каждого аттестуемого специалиста:
- Заявка на аттестацию на бланке предприятия в соответствии с требованиями «Правил » (заявка должна быть зарегистрирована предприятием как исходящий документ); Обращаем Ваше внимание, что в качестве первичной информации может быть подана заявка на аттестацию специалиста или сварщика в электронном виде, но для окончательного оформления аттестационных удостоверений, при явке на аттестацию необходимо предоставить оформленную по всем правилам заявку в бумажном варианте(с синей печатью и подписью руководителя предприятия). После получения заявки оформляется договор на аттестацию, на методическое и техническое обеспечение для аттестации.
- Копия документа об образовании;
- Копия трудовой книжки (можно выписку) или справка с места работы заверенные отделом кадров предприятия;
- Копия протокола (удостоверения) промышленной безопасности;
- Согласие на обработку персональных данных;
- Две фотокарточки 3×4 см. цветные.
Работодатель представляет в ООО «НАКС-Астрахань» кандидата и документально подтверждает достоверность информации о нем. Копии документов каждого аттестуемого заверяются Заказчиком или в центре при предъявлении оригиналов документов. При прохождении аттестации ООО «НАКС-Астрахань» обеспечивает аттестуемых необходимой нормативно-технической документацией.
Процедура аттестации
Перед аттестацией для сварщиков и специалистов, имеющих профессиональную подготовку в области сварочного производства и владеющих практическими навыками на уровне требований ПБ-03-273-99 и соответствующих нормативных документов, проводится специальная подготовка. Специальная подготовка должна проводиться перед аттестацией (первичной, дополнительной, периодической и внеочередной). После завершения специальной подготовки ЮР-2ЦСП (Центр Специальной Подготовки) выдает Свидетельство о прохождении специальной подготовки.
Аттестация сварщиков (согласно ПБ-03-273-99 и РД 03-495-02) включает в себя сдачу аттестуемым сварщиком практического, общего и специального экзаменов. Аттестация начинается со сдачи сварщиками практического экзамена. Если сварщик не выдерживает практический экзамен, то к дальнейшим экзаменам он не допускается и считается не прошедшим аттестацию. Сварщик может пройти аттестацию повторно после дополнительной практической подготовки, не ранее, чем через 1 месяц. Аттестация специалистов сварочного производства включает в себя проведение двух экзаменов: общего, специального (включающего практическое задание).
При успешном прохождении аттестации ЮР-13АЦ выдает:
- Аттестационное удостоверение, зарегистрированное в Реестре персонала системы аттестации сварщиков и специалистов сварочного производства Национального Агентства Контроля Сварки (НАКС).
- Протокол аттестации, подписанный председателем комиссии, членами комиссии.
Рекомендуемые способы сварки
9.2.1 Применяемые способы и технология сварки металлоконструкций резервуара должны обеспечивать:
- высокую производительность и экономическую эффективность сварочных процессов с учетом объемов выполнения сварки;
- высокий уровень однородности и сплошности металла сварных соединений с учетом конкретных условий и требуемого уровня комплекса механических свойств: прочности, пластичности, твердости, ударной вязкости и хладостойкости;
- минимальный уровень деформаций свариваемых металлоконструкций резервуара.
9.2.2 При заводском изготовлении металлоконструкций резервуара основными способами сварки являются автоматическая сварка под флюсом для листовых конструкций, механизированная сварка в углекислом газе или в смеси газов на основе аргона и механизированная сварка порошковой проволокой.
9.2.3 Рекомендуемые способы сварки для различных типов сварных соединений при сооружении резервуаров из рулонных заготовок, а также резервуаров, монтируемых полистовым методом, приведены в таблице 29 настоящего стандарта.
| Сварное соединение | Рекомендуемый способ сварки |
|---|---|
| 1 Стыковые соединения окрайки днища | 1.1 Механизированная сварка в углекислом газе и его смесях (МП). 1.2 Механизированная сварка порошковой проволокой (МПС, МПГ). 1.3 Механизированная аргонодуговая сварка плавящимся электродом (МАДП) |
| 2 Соединения элементов центральной части днища | 2.1 Автоматическая сварка под флюсом (АФ). 2.2 Автоматическая сварка проволокой сплошного сечения в среде защитного газа (АПГ, ААДП). 2.3 Механизированная сварка порошковой проволокой (МПС, МПГ). 2.4 Механизированная сварка в углекислом газе и его смесях (МП). 2.5 Механизированная аргонодуговая сварка плавящимся электродом (МАДП) |
| 3 Монтажные стыки стенки из рулонированных полотнищ | 3.1 Механизированная сварка в углекислом газе и его смесях (МП). 3.2 Механизированная аргонодуговая сварка плавящимся электродом (МАДП). 3.3 Механизированная сварка порошковой проволокой (МПС, МПГ) |
| 4 Вертикальные соединения стенки полистовой сборки | 4.1 Автоматическая сварка с принудительным формированием шва порошковой или активированной проволокой. 4.2 Механизированная сварка в углекислом газе и его смесях (МП) |
| 5 Горизонтальные соединения стенки полистовой сборки | 5.1 Автоматическая сварка под флюсом (АФ). 5.2 Механизированная сварка в углекислом газе и его смесях (МП). 5.3 Сварка порошковой проволокой с полупринудительным формированием шва |
| б Уторные швы в сопряжении стенки и днища | 6.1 Механизированная сварка в углекислом газе и его смесях (МП). 6.2 Механизированная аргонодуговая сварка плавящимся электродом (МАДП). 6.3 Механизированная сварка порошковой проволокой (МПС, МПГ). 6.4 Автоматическая сварка под флюсом (АФ) |
| 7 Сварные соединения каркаса крыши при укрупнении в блоки | 7.1 Механизированная сварка в углекислом газе и его смесях (МП). 7.2 Механизированная аргонодуговая сварка плавящимся электродом (МАДП). 7.3 Механизированная сварка порошковой проволокой (МПС, МПГ). 7.4 Ручная аргонодуговая сварка неплавящимся электродом (РАД). 7.5 Ручная дуговая сварка (РД) |
| 8 Соединения люков, патрубков, усиливающих листов на стенке и на крыше | 8.1 Механизированная сварка в углекислом газе и его смесях (КО). 8.2 Механизированная аргонодуговая сварка плавящимся электродом (МАДП). 8.3 Механизированная сварка порошковой проволокой (МПС, МПГ). 8.4 Ручная аргонодуговая сварка неплавящимся электродом (РАД). 8.5 Ручная дуговая сварка (РД) |
| 9 Сварные соединения опорных узлов в сопряжении крыши со стенкой и колец жесткости | 9.1 Механизированная сварка в углекислом газе и его смесях (МП). 9.2 Механизированная аргонодуговая сварка плавящимся электродом (МАДП). 9.3 Ручная аргонодуговая сварка неплавящимся электродом (РАД). 9.4 Ручная дуговая сварка (РД) |
| 10 Сварные соединения настила крыши | 10.1 Механизированная сварка в углекислом газе и его смесях (МП). 10.2 Механизированная сварка порошковой проволокой (МПС, МПГ). 10.3 Механизированная аргонодуговая сварка плавящимся электродом (МАДП). 10.4 Ручная аргонодуговая сварка неплавящимся электродом (РАД). 10.5 Ручная дуговая сварка (РД) |
| 11 Сварные соединения понтонов или плавающих крыш | 11.1 Механизированная сварка в углекислом газе и его смесях (МП). 11.2 Механизированная сварка порошковой проволокой (МПС, МПГ). 11.3 Механизированная аргонодуговая сварка плавящимся электродом (МАДП). 11.4. Автоматическая сварка под флюсом (АФ). 11.5 Автоматическая сварка проволокой сплошного сечения в среде защитного газа(АПГ, ААДП) 11.6 Ручная аргонодуговая сварка неплавящимся электродом (РАД). 11.7 Ручная дуговая сварка (РД) |
| Примечания 1 Условные обозначения: ААДП — автоматическая аргонодуговая сварка плавящимся электродом; АЛГ — автоматическая сварка плавящимся электродом в среде активных газов и смесях; АФ — автоматическая сварка под флюсом; МАДП — механизированная аргонодуговая сварка плавящимся электродом; МП — механизированная сварка плавящимся электродом в среде активных газов и смесях; МПГ — механизированная сварка порошковой проволокой в среде активных газов и смесях; МПС — механизированная сварка самозащитой порошковой проволокой; РАД — ручная аргонодуговая сварка неплавящимся электродом; РД — ручная дуговая сварка покрытыми электродами. 2 Сварку в смеси углекислого газа с аргоном (до 25 %) допускается рассматривать как сварку в углекислом газе (МП). 3 Механизированную сварку в смеси аргона с углекислым газом (до 25 %) и/или с кислородом (до 5 %)допускается рассматривать как аргонодуговую сварку (МАДП). 4 При сварке в защитных газах в условиях ветра рекомендуется применять технологию, обеспечивающую повышение устойчивости защитной струи газа и стойкости к порообразованию, или применять заграждения от ветра. 5 Для всех типов сварных соединений возможно применение ручной дуговой сварки. 6 Допускается применение иных аттестованных способов сварки. | |
<< назад / к содержанию ГОСТа 31385-2021 / вперед >>
Технология механизированной сварки плавящимся электродом — киберпедия
МП с управляемым переносом капель через дуговой промежуток (методами STT, УКП, ВКЗ) реализуется с помощью специализированных источников сварочного тока, обеспечивающих изменение сварочного тока и напряжения по определенному алгоритму. Алгоритм изменения сварочного тока определяет название процесса. Способ предназначен для сварки корневого слоя сварных соединений труб диаметром от 100 до 1220 мм с толщинами стенок от 3 мм, а также заполняющих и облицовочных слоев при сварке соединений с толщиной до 8 мм включительно.
В качестве защитного газа следует применять 100 % углекислый газ высшего сорта по ГОСТ 8050.
Сварка осуществляется способом сверху-вниз на постоянном токе обратной полярности.
Способ сварки может быть использован для выполнения корневого слоя шва при специальных сварочных работах (сварке разнотолщинных соединений, захлестов, соединений труба – фитинг и труба – запорная арматура).
9.5.1 Технология МП методом STT (диаметр свариваемых труб более 100 мм)
9.5.1.1 Расход газа при выполнении сварки должен составлять от 10 до 16 л/мин.
9.5.1.2 Вылет электродной проволоки при сварке должен составлять от 10 до 15 мм. Допускается вылет до 20 мм.
9.5.1.3 В положении от 00:00 до 01:00 (01:30) сварка осуществляется с небольшими поперечными колебаниями без задержки на кромках. В положении от 01:00 (01:30) до 06:00 сварка осуществляется без поперечных колебаний.
9.5.1.4 Режимы сварки корневого слоя шва представлены в таблице 9.27.
9.5.1.5 Значение параметра горячего старта от 1,5 до 3,0 А.
Таблица 9.27 – Режимы сварки корневого слоя шва при МП методом STT проволокой диаметром 1,14 мм
| № п/п | Наименование слоя | Параметры процесса | |||
| Скорость подачи проволоки, дюйм/мин | Пиковый ток, А | Базовый ток, А | Длительность заднего фронта импульса | ||
| Корневой | От 90 до 120* От 120 до 160** | От 400 до 420 | От 45 до 55 | ||
| * Для сварки в положении от 12:00 до 1:00. ** Для сварки в положении от 1:00 до 6:00. |
9.5.2 Технология МП методом УКП (диаметр свариваемых труб более 100 мм)
9.5.2.1 Расход газа при выполнении сварки должен составлять от 15 до 20 м3/мин.
9.5.2.2 Вылет электродной проволоки в процессе сварки должен составлять
от 5 до 10 мм.
9.5.2.3 В положении от 00:00 до 01:00 (01:30) сварка осуществляется с небольшими поперечными колебаниями без задержки на кромках. В положении от 01:00 (01:30) до 06:00 сварка осуществляется без поперечных колебаний.
9.5.2.4 Режимы сварки корневого слоя шва представлены в таблице 9.28.
Таблица 9.28 – Режимы сварки корневого слоя шва МП методом УКП проволокой диаметром 1,14 мм
| № п/п | Наименова-ние слоя | Параметры процесса | ||||
| Скорость подачи проволоки, мм/с | Пиковый ток, А | Базовый ток, А | Скорость колебаний электрода, мм/с | Время задержки электрода на кромках, с | ||
| Корневой | От 45 до 55 | От 250 до 270 | От 40 до 60 | От 12 до 18 | От 0,4 до 0,5 | |
| Примечание – Перемещение горелки на спуск от нижнего до потолочного положения совпадает с движением стрелки по циферблату часов начиная от 12:00 до 06:00. |
9.5.3 Технология МП методом ВКЗ (диаметр свариваемых труб более 100 мм)
9.5.3.1 Расход газа при выполнении сварки должен составлять от 12 до 16 л/мин.
9.5.3.2 Вылет проволоки должен составлять от 10 до 15 мм. Допускается вылет до 20 мм.
9.5.3.3 В положении от 00:00 до 01:00 сварка осуществляется с небольшими поперечными колебаниями без задержки на кромках. В положении от 01:00 до 06:00 сварка осуществляется без поперечных колебаний. Угол наклона электрода (назад) при сварке корневого шва:
— в положении от 00:00 до 05:00 – от 10° до 30°;
— в положении от 05:00 до 06:00 — от 0° до 10°.
9.5.3.4 Режимы сварки корневого слоя шва представлены в таблице 9.29.
Таблица 9.29 – Режимы сварки корневого слоя шва МП методом ВКЗ проволокой сплошного сечения диаметром 1,14
| № п/п | Наименование слоя | Скорость подачи проволоки, м/мин | Защитный газ, % | Расход газа, л/мин | Род тока, полярность | Напряжение на дуге, В |
| Корневой | От 2,8 до 4,7 | 100 CO2 | От 12 до 16 | Постоянный, обратная | От 16,5 до 18,5 |
9.5.4 Технология сварки методом МПС (диаметр свариваемых труб более 325 мм)
9.5.4.1 МПС предназначена для сварки корневого, заполняющих и облицовочного слоев шва стыков труб диаметром от 325 до 1220 мм с толщинами стенок от 6 до 19 мм. Сварка труб с толщиной стенки более 19 мм выполняется в соответствии с требованиями 9.5.6.
9.5.4.2 МПС может быть использована для выполнения заполняющих и облицовочных слоев сварных соединений, в том числе разнотолщинных соединений труб и захлестов (раздел 10).
9.5.4.3 Сварка методом МПС осуществляется способом сверху-вниз на постоянном токе прямой полярности. Перед началом сварки на механизме подачи проволоки следует установить два параметра: скорость подачи проволоки и напряжение на дуге.
9.5.4.4 Перед выполнением первого слоя шва необходимо осуществить тщательную шлифовку корневого слоя (горячего прохода) абразивным кругом до состояния «чистый металл».
9.5.4.5 В связи с неравномерностью заполнения разделки по периметру стыка и ослаблением сечения шва в вертикальном положении перед выполнением облицовочного слоя в положении от 01:00 до 04:30 выполняется дополнительный (корректирующий) слой.
9.5.4.6 Заполняющие и облицовочный слои шва стыков труб с толщинами стенок до 13 мм включительно следует выполнять по методу «слой за один проход».
9.5.4.7 При использовании труб с заводской разделкой кромок при сварке стыков с толщинами стенок более 14 мм слои начиная со второго выполняются по методу «слой за два прохода». При этом ширина каждого прохода слоя не должна превышать 15 мм.
9.5.4.8 Состав оборудования:
— источник питания;
— механизм подачи проволоки;
— сварочная горелка со шлангом и кабелями;
— адаптер.
9.5.4.9 МПС проволокой типа Innershield в стандартную разделку
Вылет проволоки, в зависимости от пространственного положения, должен составлять:
— 20 мм – в положении от 00:00 до 04:30 (05:00);
— от 25 до 30 мм – в положении от 04:30 (05:00) до 06:00 ч.
Угол наклона горелки от перпендикуляра (углом назад), в зависимости от пространственного положения, должен составлять:
— от 25° до 45° в положении от 00:00 до 04:30 (05:00);
— от 25° до 0° в положении от 04:30 (05:00) до 05:30;
— от 5° до 10° углом вперед в положении от 05:30 до 06:00.
Режимы при сварке в стандартную заводскую разделку проволокой диаметром 1,7 и 2,0 мм приведены в таблице 9.30.
Таблица 9.30 – Режимы при сварке в стандартную заводскую разделку методом МПС
| № п/п | Наименование слоя | Диаметр проволоки, мм | |||
| 1,7 | 2,0 | ||||
| Скорость подачи проволоки, дюйм/мин | Напряжение, В | Скорость подачи проволоки, дюйм/мин | Напряже-ние, В | ||
| Горячий проход | |||||
| Заполняющие | |||||
| Корректирующий | |||||
| Облицовочный |
Минимальное количество слоев шва в зависимости от толщины стенки трубы приведено в таблицах 9.31.
Таблица 9.31 – Минимальное количество слоев шва в зависимости от толщины стенки трубы при МПС
| № п/п | Толщина стенки, мм | Наименование слоя | |
| Заполняющие | Облицовочный | ||
| Более 6 до 10 мм включ. | |||
| Более 10 до 12 мм включ. | |||
| Более 12 до 16 мм включ. | |||
| Более 16 до 19 мм включ. |
9.5.4.10 Сварка в специальную узкую разделку кромок
Для выполнения сварки корневого слоя шва, заполняющих и облицовочного (облицовочных) слоев шва сварных соединений труб с толщинами стенок от 14 до 22 мм диаметром от 1020 до 1220 мм класса прочности от К55 включительно до К60 МПС в специальную разделку кромок.
В состав оборудования входят:
— СПК;
— источник питания;
— механизм подачи проволоки;
— сварочная горелка со шлангом и кабелями.
Подготовка кромок производится в соответствии требованиями, приведенными на рисунке 9.16.
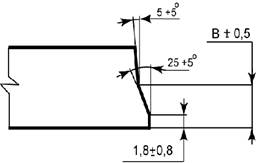
Рисунок 9.16 – Форма специальной узкой разделки кромок
Сварка корневого слоя шва выполняется самозащитной порошковой проволокой типа E71T-GS по AWS A5.29 [10] или аналогом по ГОСТ 26271 диаметром 1,7 (1,6) мм.
При наличии недопустимых дефектов корневого слоя шва выполнить подварку ручной дуговой сваркой электродами с основным видом покрытия.
Сварка заполняющих слоев шва самозащитной порошковой проволокой типа E81T8 по AWS A5.29 [10] аналогом по ГОСТ 26271 диаметром 2,0 мм выполняется по методу «слой за один проход».
Сварка облицовочного слоя шва выполняется самозащитной порошковой проволокой типа E81T8 по AWS A5.29 [10] аналогом по ГОСТ 26271 диаметром 2,0 мм по методу «слой за один проход» для труб с толщинами стенок до 19 мм и «слой за два прохода» для труб с толщинами от 20 до 22 мм.
Режимы сварки при использовании специальной узкой разделки кромок приведены в таблице 9.32.
Таблица 9.32 – Режимы сварки методом МПС в специальную узкую разделку кромок
| № п/п | Наименование слоя | Диаметр проволоки, мм | |||
| 1,7 | 2,0 | ||||
| Скорость подачи проволоки, см/мин (дюйм/мин) | Напряжение,В | Скорость подачи проволоки, см/мин (дюйм/мин) | Напряжение, В | ||
| Корневой слой | 178/203 (70/80) | 15/16 | — | — | |
| Подварочный слой | 228/254 (90/100) | 18/19 | — | — | |
| Горячий проход | — | — | 228/254 (90/100) | 19/20 | |
| Заполняющие | — | — | 228/254 (90/100) | 19/20 | |
| Корректирующий, облицовочный | — | — | 178/203 (70/80) | 17/18 |
Минимальное количество слоев шва в зависимости от толщины стенки трубы приведено в таблице 9.33.
Таблица 9.33 – Минимальное количество слоев при сварке стыков со специальной узкой разделкой кромок методом МПС
| № п/п | Толщина стенки, мм | Наименование слоя | ||
| Заполняющие | Корректирующий | Облицовочный | ||
| От 14 до 16 мм включ. | ||||
| Более 16 до 18 мм включ. | ||||
| Более 18 до 20 мм включ. | ||||
| Более 20 до 22 мм включ. |
9.5.5 Технология сварки методом МПИ (диаметр свариваемых труб более 159 мм)
9.5.5.1 МПИ предназначена для сварки заполняющих и облицовочного слоев шва стыков труб диаметром от 159 до 1220 мм с толщинами стенок от 5,0 до 32,0 мм.
9.5.5.2 Рекомендуемые режимы сварки методом МПИ проволокой диаметром 1,2 мм приведены в таблице 9.34.
Таблица 9.34 – Рекомендуемые параметры режимов сварки методом МПИ проволокой диаметром 1,2 мм
| № п/п | Параметры | Наименование слоя шва | ||
| Первый заполняющий (горячий проход) | Последующие заполняющие | Облицовочный | ||
| Направление сварки | На спуск/на подъем | На подъем | На подъем | |
| Скорость подачи проволоки, м/мин | От 5 до 6,5* | От 4,5 до 7* | От 4,0 до 6,5* | |
| Род тока, полярность | Постоянный; обратная | |||
| Сила тока, А | От 180 до 190 | От 210 до 220 | От 170 до 200 | |
| Напряжение на дуге, В | От 21 до 23 | От 22 до 24 | От 21 до 23 | |
| Вылет проволоки, мм | От 8 до 12 | От 8 до 12 | От 8 до 12 | |
| Расход газа, л/мин. | От 30 до 40 | От 30 до 40 | От 30 до 40 | |
| * При сварке в положении от 04:30 до 06:00 скорость подачи сварочной проволоки может быть снижена до 2,5 – 3,0 м/мин. Примечание – Параметры режимов сварки могут быть откорректированы при подготовке к производственной аттестации технологии сварки. При проведении производственной аттестации технологии сварки все параметры режимов сварки должны быть зафиксированы и при положительных результатах производственной аттестации внесены в операционную технологическую карту сборки и сварки. |
9.5.5.3 Рекомендуемый вылет сварочной проволоки от 8 до 16 мм. Допускается вылет сварочной проволоки до 20 мм.
9.5.5.4 МПИ заполняющих и облицовочного слоев шва выполняется на постоянном токе обратной полярности. Направление сварки – на подъем, при этом первый заполняющий слой шва (горячий проход) может выполняться на спуск.
9.5.5.5 Возбуждение дуги должно проводиться только на кромках свариваемых элементов или ранее выполненном сварном шве. Для предотвращения образования пор обрыв дуги следует проводить на одной из свариваемых кромок.
9.5.5.1 Количество операторов, одновременно выполняющих сварку корневого слоя шва, должно быть не менее двух для сварных соединений диаметром более 530 мм.
9.5.5.2 Начальный и конечный участок каждого прохода следует обработать механическим способом (абразивным кругом) для обеспечения плавного перехода для возобновления сварки.
9.5.5.3 После завершения сварка заполняющих слоев шва выполняется облицовочный слой шва. Амплитуда колебаний мундштука сварочной горелки при сварке облицовочного слоя шва должна обеспечивать необходимую величину перекрытия свариваемых кромок труб на величину от 1,0 до 2,5 мм включительно.
9.5.5.4 При выполнении заполняющих слоев шва сварку следует выполнять от кромки до кромки за один проход, при превышении ширины раскрытия кромок более чем на 14 мм, сварку следует выполнять за несколько проходов. Ширина каждого валика заполняющих и облицовочного слоев шва не должна превышать 14 мм.
§
9.6.1 Технология ручной дуговой сварки электродами с основным видом покрытия (диаметр свариваемых труб более 25 мм при сварке «на подъем» и более 325 мм при сварке «на спуск»)
9.6.1.1 РД электродами с основным видом покрытия методом «на подъем» предназначена для сварки всех слоев шва стыков труб прочностных классов до К70 включительно при технической невозможности или нецелесообразности использования автоматических и механизированных способов сварки в нитку магистральных нефтепроводов, нефтепродуктопроводов, технологических трубопроводов в пределах НПС, при выполнении специальных сварочных работ, а также на трубопроводов в пределах НПС, не связанных с транспортировкой нефти и нефтепродуктов ОСТ.
9.6.1.2 Сварку корневого слоя шва следует осуществлять на постоянном токе прямой или обратной полярности.
9.6.1.3 Сварку заполняющих и облицовочного слоев шва электродами с основным видом покрытия следует осуществлять на постоянном токе обратной полярности электродами диаметрами 3,0; 3,2; 4,0 мм.
9.6.1.4 Подварка (если она установлена) должна осуществляться электродами с основным видом покрытия на постоянном токе обратной полярности методом «на подъем».
9.6.1.5 Подварочный шов должен иметь ширину от 8 до 10 мм, усиление от 1 до 3 мм с плавным переходом к основному металлу, кроме сварки соединения деталь трубопровода – переходная катушка (разделе 10). Подварку выполняют до начала сварки заполняющих слоев шва. Режимы сварки должны соответствовать таблице 9.34.
9.6.1.6 При выполнении сварки стыков с толщинами стенок более 12 мм с углом наклона оси трубопровода к горизонту более 25° применяется валиковая сварка облицовочного слоя.
9.6.1.7 Максимальное значение ширины одного слоя сварного шва (заполняющего, облицовочного) выполняемого электродами с основным видом покрытия методом «на подъем» не должно превышать значений:
— при диаметре электрода 2,5; 2,6 мм – 10 мм;
— при диметре электрода 3,0; 3,2 мм – 16 мм;
— при диаметре электрода 4,0 мм – 20 мм.
9.6.1.8 Режимы ручной дуговой сварки электродами с основным видом покрытия методом «на подъем» приведены в таблице 9.35. Минимальное число слоев шва при сварке электродами с основным видом покрытия «на подъем» приведено в таблице 9.36. Число слоев указано без учета подварочного слоя. Высота каждого слоя не должна превышать
4 мм.
Таблица 9.35 – Режимы ручной дуговой сварки электродами с основным видом покрытия методом «на подъем»
| № п/п | Наименование слоя | Диаметр электрода, мм | Сварочный ток, А | ||
| Нижнее положение сварки | Вертикальное положение сварки | Потолочное положение сварки | |||
| Корневой | 2,5/2,6 3,0/3,2 | От 80 до 90 От 90 до 120 | От 70 до 90 От 90 до 110 | От 70 до 80 От 80 до 110 | |
| Подварочный | 3,0/3,2 2,5/2,6 | От 90 до 120 От 70 до 90 | От 90 до 110 От 70 до 80 | От 80 до 110 От 70 до 80 | |
| Заполняющие | 3,0/3,2 4,0 | От 100 до 120 От 130 до 160 | От 90 до 110 От 120 до 160 | От 80 до 110 От 120 до 150 | |
| Облицовочный | 3,0/3,2 4,0 | От 100 до 120 От 130 до 160 | От 90 до 110 От 120 до 160 | От 80 до 110 От 120 до 150 |
9.6.1.9 Электроды с основным видом покрытия («на подъем») используются для ремонта кольцевых стыков труб, выполненных любыми способами сварки, в соответствии с требованиями настоящего документа (раздел 12).
9.6.1.10 Технология ручной дуговой сварки электродами с основным видом покрытия методом «на спуск» должна быть реализована в соответствии с
требованиями 9.6.1.12 – 9.6.1.19.
Таблица 9.36 –Минимальное число слоев шва при сварке электродами с основным видом покрытия методом «на подъем»
| № п/п | Толщина стенки трубы, мм | Минимальное число слоев |
| От 3 до 7 | ||
| От 7 до 11,8 | ||
| От 12 до 15,3 | ||
| От 15,7 до 18,7 | ||
| От 19 до 20 | ||
| Более 20 | В соответствии с операционной технологической картой |
9.6.1.11 Сварку корневого и подварочного слоев шва электродами с основным видом покрытия следует осуществлять на постоянном токе прямой или обратной полярности.
9.6.1.12 Сварку заполняющих и облицовочного слоев шва электродами с основным видом покрытия следует осуществлять на постоянном токе прямой или обратной полярности.
9.6.1.13 Сварку следует вести на короткой дуге.
9.6.1.14 Не допускается повторное зажигание одного и того же электрода.
9.6.1.15 Максимальное значение ширины одного прохода сварного шва (заполняющего, облицовочного) выполняемого электродами с основным видом покрытия методом «на спуск» не должно превышать 10 мм. При этом общее количество заполняющих, облицовочных слоев шва устанавливается из расчета высоты одного слоя не более 3 мм.
9.6.1.16 Режимы сварки должны соответствовать таблице 9.37.
Таблица 9.37 – Режимы ручной дуговой сварки при использовании электродов с основным видом покрытия (сварка на спуск)
| № п/п | Сварочные слои | Диаметр, мм | Полярность | Сварочный ток, А |
| Заполняющие | 4,0 4,5 | Обратная | От 180 до 200 От 200 до 230 | |
| Облицовочный | 4,0 | От 180 до 200 |
9.6.1.17 Электроды с основным видом покрытия («на спуск») могут быть использованы при выполнении специальных сварочных работ – сварке разнотолщинных соединений, захлестов, соединений труба – деталь и труба – запорная арматура.
9.6.1.18 Ремонт сварных стыков, выполненных электродами с основным видом покрытия «на спуск», осуществляется электродами в соответствии с требованиями настоящего документа (раздел 12).
9.6.2 Технология ручной электродуговой сварки электродами с целлюлозным видом покрытия (диаметр свариваемых труб более 325 мм)
9.6.2.1 РД электродами с целлюлозным видом покрытия предназначена для сварки корневого слоя, горячего прохода, заполняющих и облицовочного слоев шва сварных соединений
9.6.2.2 Применение электродов с целлюлозным видом покрытия возможно при температуре окружающего воздуха не ниже минус 20 °С и при условии полного соблюдения требований по температуре предварительного подогрева и межслойной температуре представленных в таблице 8.3 и 8.4.
9.6.2.3 Режимы сварки корневого слоя шва и горячего прохода должны соответствовать требованиям таблицы 9.38.
Таблица 9.38 – Режимы ручной дуговой сварки при использовании электродов с целлюлозным видом покрытия
| № п/п | Сварочные слои | Диаметр, мм | Полярность | Сварочный ток, А |
| Корневой | 3,2 4,0 | Обратная | От 80 до 110 От 120 до 160 | |
| Горячий проход | 4,0 | От 100 до 180 | ||
| Заполняющие, облицовочный | 4,0 5,0 | От 140 до 170 От 150 до 200 |
9.6.2.4 Сварку корневого слоя шва стыков труб с заводской разделкой кромок на линейной части трубопровода электродами с целлюлозным покрытием осуществляют способом сверху − вниз на постоянном токе прямой полярности. Допускается применение тока обратной полярности.
9.6.2.5 При сварке корневого слоя шва необходимо зачищать от шлака и обрабатывать шлифовальным кругом места прерывания дуги. Перед выполнением «замка» необходимо обработать шлифовальным кругом участок уже выполненного шва.
9.6.2.6 Непосредственно после окончания сварки корневого слоя его следует тщательно зашлифовать для удаления зашлакованных «карманов» и обеспечения плоской поверхности шва.
9.6.2.7 Незамедлительно после завершения сварки и зачистки корневого слоя шва выполнить сварку горячего прохода электродами с целлюлозным покрытием на постоянном токе обратной полярности способом сверху − вниз или методом МПС. При этом температура корневого слоя шва перед началом сварки горячего прохода не должна опускаться
ниже 70 °С. Для обеспечения этого условия должен применяться предварительный или сопутствующий подогрев до температуры от 70 °С до 100 °С. При несоблюдении данного требования стык подлежит вырезке.
9.6.2.8 После окончания сварки горячего прохода его необходимо тщательно зачистить шлифовальным кругом до чистого металла.
9.6.2.9 Максимальное значение ширины одного прохода сварного шва (заполняющего, облицовочного) выполняемого электродами с целлюлозным видом покрытия – не более
10 мм. При этом количество слоев шва (за исключением «горячего») устанавливается из расчета, высота слоя не более 3 мм.
9.6.3 Технология ручной дуговой сварки электродами с основным видом покрытия нержавеющих сталей группы М11
9.6.3.1 Ручную дуговую сварку аустенитных нержавеющих сталей труб диаметром от 25 до 325 мм, толщиной от 2 до 10 мм следует проводить покрытыми электродами с основным покрытием приведенными в таблицах 7.2 − 7.3, на постоянном токе обратной полярности методом сварки на подъем, диаметром 2,5; 2,6; 3,0; 3,2 мм.
9.6.3.2 Разделка кромок в соответствии с требованиями настоящего документа
(раздел 6).
9.6.3.3 Прихватки должны выполняться теми же сварщиками которые допущены к сварке стыков теми же электродами на режимах сварки корневого шва. Прихватки должны выполняться с полным проплавлением на тех же режимах, что и сварка корневого шва. Перед сваркой корневого шва края прихваток должны быть запилены на величину от 2
до 3 мм. Прихватки выполненные без полного проплавления подлежат механическому удалению, повторное удаление прихваток на одном и том же участке стыка без механической обработки торцов на глубину не менее 2 мм от поверхности не допускается.
9.6.3.4 Режимы ручной дуговой сварки электродами с основным видом покрытия представлены в таблице 9.39.
Таблица 9.39 – Режимы ручной дуговой сварки электродами с основным видом покрытия («на подъем»)
| № п/п | Наименование слоя | Диаметр, мм | Полярность | Сварочный ток, А |
| Корневой | 2,5/2,6 3,0/3,2 | Обратная Обратная | От 65 до 85 От 75 до 110 | |
| Заполняющие и облицовочный | 2,5/2,6 3,0/3,2 | Обратная Обратная | От 70 до 90 От 80 до 115 | |
| Примечание – Режимы сварки переходных соединений также соответствуют приведенным в таблице. |
9.6.3.5 Порядок сварки неповоротных стыков труб представлен на рисунке 9.17, порядок сварки при затрудненном повороте трубной секции на рисунке 9.18. Поворотные стыки рекомендуется варить «на подъем» в положении от 10:00 до 11:00.

а) корневой слой шва вертикального б) второй и последующие в) корневой и последующие
стыка слои шва вертикального слои шва горизонтального
стыка стыка
1; 2; 3; 4 – последовательность выполнения участков и слоев
Рисунок 9.17 – Порядок сварки неповоротного кольцевого стыка одним сварщиком

а) б) в)
1; 2; 3; 4 – последовательность сварки участков корневого слоя шва
Рисунок 9.18 – Схема сварки корневого слоя шва вертикального стыка в два поворота при его затрудненном вращении
9.6.3.6 В процессе сварки межслойная температура не должна превышать 100 °С, подогрев кромок сварных соединений аустенитных сталей перед сваркой не производится.
9.6.4 Технология ручной аргонно-дуговой сварки (диаметр свариваемых труб
от 10 до 325 мм)
9.6.4.1 РАД применяется для сварки корневого, заполняющих и облицовочного слоев шва сталей группы М01, М03, М11 и их сочетаний. Так же может применяться только для сварки корневого слоя шва последующим заполнением в соответствии с требованиями 9.7.1, 9.7.2, 9.7.3. При сварке нержавеющих сталей аустенитного класса межслойная температура должна быть менее 100 °С (допускается прерывание процесса сварки для естественного остывания стыка).
9.6.4.2 Перед сборкой внутренняя и наружная поверхности труб и деталей на ширине не менее 10 и 30 мм соответственно должны быть очищены от следов окалины, ржавчины, масла, других загрязнений и обезжирены. Сборку и сварку стыков необходимо производить в условиях надежной защиты от ветра и попадания на стык атмосферных осадков.
9.6.4.3 Разделка кромок и исходные зазоры в сварных швах должны соответствовать требованиям настоящего документа (раздел 9).
9.6.4.4 В качестве неплавящегося электрода применяются прутки лантанированного вольфрама (ВЛ) или итрированного вольфрама (ВИ) диаметром от 2,0 до 3,2 мм. Для легкого возбуждения дуги и улучшения стабильности ее горения электрод должен быть заточен на конус. Форма заточки представлена на рисунке 9.19.

a – угол конуса, равный от 28˚ до 30˚;
L – длина конической части равна от 5 до 6 диаметров электрода;
DЭ – диаметр электрода;
d – диаметр притупления, равный от 0,2 до 0,5 мм
Рисунок 9.19 – Форма заточки вольфрамового электрода
9.6.4.5 В качестве защитного газа используется аргон высшего сорта по ГОСТ 10157 с содержание аргона – не менее 99,99 % по объему. Перед использованием баллона с аргоном необходимо проверить качество газа путем выполнения наплавки длиной от 100 до 150 мм на поверхность пластины. Внешним осмотром наплавки определяют надежность газовой защиты. При обнаружении пор и/или почернения сварного шва на нержавеющей стали газ бракуют.
9.6.4.6 Для РАД в среде аргона следует использовать источники питания постоянного тока с падающей вольт-амперной характеристикой, сварку производить на постоянном токе прямой полярности при возможно более короткой длине дуги. В комплекте с малогабаритными горелками, обеспечивающими доступ к месту сварки в стесненных условиях, рекомендуется оснащение источника тока устройством бесконтактного зажигания дуги (осциллятором) или устройством поджига сварочной дуги на дежурном токе. При отсутствии в составе оборудования таких устройств, сварочную дугу необходимо зажигать на выводной пластине из той же марки материала, что и свариваемая труба.
9.6.4.7 Прихватка стыков должна производиться тем же сварщиком, который будет выполнять сварку корневого слоя шва. В качестве присадочного металла должна использоваться та же проволока, что и для сварки корневого слоя. Прихватки должны выполняться с полным проплавлением на тех же режимах, что и сварка корневого шва. Прихватки выполненные без полного проплавления подлежат механическому удалению, повторное удаление прихваток на одном и том же участке стыка без механической обработки торцев на глубину не менее 2 мм от поверхности не допускается. Требования к прихваткам в соответствии с требованиями настоящего документа (раздел 8).
9.6.4.8 Зажигание дуги, гашение дуги следует производить на свариваемой кромке или на выполненном ранее шве на расстоянии от 20 до 25 мм позади кратера.
9.6.4.9 Подачу аргона из горелки следует начинать в интервале от 15 до 20 с раньше момента зажигания дуги и прекращать после обрыва дуги в интервале от 10 до 15 с. В течение этих интервалов времени струю аргона следует направлять на кратер.
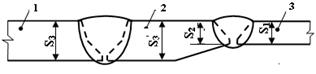
9.6.4.10 В начальный момент сварки после возбуждения дуги необходимо подогреть и оплавить кромки труб и конец присадочного прутка. После образования сварочной ванны можно начинать поступательное движение горелки. В процессе сварки корневого слоя необходимо следить за полным проплавлением кромок и отсутствием непровара. Степень проплавления можно оценить по форме ванны расплавленного металла, представленной на рисунке 9.20: хорошему проплавлению соответствует ванна, вытянутая в сторону направления сварки, а недостаточному – круглая или овальная.

а) б) в) г)
Рисунок 9.20 – Форма сварочной ванны при полном (а и в) и недостаточном (б и г) проплавлении корня шва вертикального (а и б) и горизонтального (в и г) кольцевых стыков
9.6.4.11 Минимальное количество слоев шва для стыков с толщиной стенки от 2,0 до 4,0 мм – два. Рекомендуемая высота слоя (валика) составляет от 2 до 2,5 мм. Направление и порядок сварки вертикального и горизонтального неповоротных стыков должны соответствовать требованиям, приведенным на рисунке 9.20. Длина сваренных участков не должна превышать 200 мм. При большей длине участка шва его необходимо выполнять обратноступенчатым способом.
9.6.4.12 При изготовлении укрупненных заготовок допускается поворот стыков в удобную для сварщика позицию, чтобы избежать сварки в потолочном положении. Если периодическое проворачивание стыка затруднительно, сварка корневого слоя может быть выполнена в два поворота по схеме, представленной на рисунке 9.18
9.6.4.13 Взаимное расположение горелки и проволоки при сварке вертикального и горизонтального стыков представлено на рисунке 9.21. Угол (между электродом и радиусом трубы в месте сварки) зависит от качества защиты и конструктивных особенностей горелки:
— для горелок, приспособленных для сварки в стесненных условиях и в глубокую разделку угол может изменяться в пределах от 0˚ до 70˚;
— для остальных горелок с канальной схемой истечения газа – в пределах от 0˚ до 25˚.
а – сварка вертикального стыка в обычных условиях; б – сварка горизонтального стыка в обычных условиях; в – сварка горизонтального стыка в стесненных условиях горелкой с удлиненным мундштуком; 1 – направление подачи проволоки; 2 – направление сварки
Рисунок 9.21 – Схема расположения горелки и присадочной проволоки при сварке вертикальных и горизонтальных стыков
9.6.4.14 Присадочная проволока должна подаваться в сварочную ванну навстречу движению горелки. Корневой слой шва рекомендуется выполнять с без колебаний или при необходимости нужного оплавления кромок с плавными колебаниями присадочной проволоки и горелки с минимальной амплитудой. Последующие слои шва выполняются с плавными поперечными колебаниями горелки (амплитуда в соответствии с ширенной разделки). Оплавляемый конец присадочной проволоки должен всегда находиться под защитой аргона. Не следует резко подавать присадочный пруток в сварочную ванну, так как это может привести к разбрызгиванию металла.
9.6.4.15 В процессе сварки низкоуглеродистых сталей межслойная температура не устанавливается. При сварке нержавеющих сталей аустенитного класса межслойная температура должна быть менее 100 °С, подогрев кромок сварных соединений аустенитных сталей перед сваркой не производится.
9.6.4.16 Режимы ручной аргонодуговой сварки представлены в таблице 9.40.
Таблица 9.40 – Режимы ручной аргонодуговой сварки
| № п/п | Класс стали | Толщина свариваемого металла, мм | Режимы сварки | |||
| Ток сварки, А | Расход аргона, л/мин | |||||
| Корневой слой | Заполняющие и облицовочные слой | В горелку | На поддув | |||
| Перлитная | От 1 до 1,7 включительно | От 25 до 60 | – | От 8 до 10 | – | |
| Аустенитная | От 25 до 60 | – | От 8 до 10 | От 4 до 5 | ||
| Перлитная | От 1,8 до 4 включительно | От 45 до 90 | От 50 до 70 | От 8 до 10 | – | |
| Аустенитная | От 45 до 90 | От 50 до 70 | От 8 до 10 | От 4 до 5 | ||
| Перлитная | От 4 до 6 включительно | От 60 до 100 | От 90 до 120 | От 8 до 10 | – | |
| Аустенитная | От 60 до 100 | От 90 до 120 | От 8 до 10 | От 4 до 5 | ||
| Перлитная | Более 6* | От 80 до 110 | От 120 до 160 | От 8 до 10 | – | |
| Аустенитная | От 80 до 110 | От 120 до 160 | От 8 до 10 | От 4 до 5 | ||
| * Сварка толщины более 6 мм должна проводиться электродом диаметром 3 мм или 3,2 мм. |
9.6.4.17 Сварка должна выполняться в помещениях, укрытиях (палатках), обеспечивающих надежную защиту от ветра и атмосферных осадков. Почернение поверхности сварных швов и образование окисной корки на нержавеющих сварных швах не допускается (причина некачественная защита аргоном литого металла шва в процессе сварки), такие сварные швы подлежат выбраковке, исправление их без вырезки катушки не допускается. В процессе сварки нержавеющих сталей при появлении темно-серого цвета поверхности сварных швов сварку следует остановить до устранения причин некачественной газовой защиты литого металла.
9.6.4.18 При сварке нержавеющих сталей требуется заполнение внутреннего пространства трубы аргоном с постановкой технологических заглушек по возможности ближе к свариваемому стыку, но не ближе, чем диаметр трубы.
9.6.4.19 Порядок сварки неповоротных стыков труб представлен на рисунке 9.21.
Выбор технологии сварки
9.7.1 При строительстве и ремонте трубопроводов разрешается применять способы сварки и их комбинации в соответствии с 9.1 — 9.6, при этом во всех случаях следует отдавать предпочтение технологиям автоматической, механизированной сварки.
9.7.2 Ручную дуговую сварку покрытыми электродами разрешается применять для ремонта стыков трубопровода и при экономической нецелесообразности применения автоматической или механизированной сварки.
9.7.3 При выборе способа сварки, при наличии технической возможности, следует применять сварку поворотных стыков.
9.7.4 При выборе сварочных материалов среди типов, допущенных для данного класса прочности, следует отдавать предпочтение материалам, относящимся к типу с более высокими прочностными свойствами.
9.7.5 Для исключения или уменьшения влияния человеческого фактора на стабильность воспроизведения технологии сварки и качество соединений следует рассматривать возможности применения технологий сварки в следующем порядке:
— автоматическая сварка;
— механизированная сварка;
— ручная сварка.
9.7.6 Для сварных соединений труб класса прочности более К60 и районов с сейсмичностью более 8 баллов следует применять технологии сварки с большим количеством проходов (при одинаковой степени автоматизации процесса), обеспечивающие мелкодисперсную структуру сварных соединений и минимальную погонную энергию.
9.7.7 Возможность применения различных технологий сварки в зависимости от параметров трубопровода и вида выполняемых работ представлена в таблице 9.41.
9.8 Организация сварочно-монтажных работ на объекте
при строительстве и капитальном ремонте трубопроводов с заменой трубы
9.8.1 При производстве сварочно-монтажных работ высокопроизводительными способами (автоматическая, механизированной, комбинированная) сварки, сварщик (оператор) отстраняется от дальнейшего выполнения сварочных работ в случаях:
— при выявлении недопустимых дефектов более 20 % стыков из числа выполненных сварщиком в течение последних 5 суток. Допуск к выполнению работ сварщиков допустивших дефекты осуществляется в соответствии с требованиями
настоящего документа (раздел 13), после прохождения процедуры допускных испытаний;
— при повторном выявлении недопустимых дефектов более 20 % стыков, из числа выполненных сварщиком в течении последних пяти суток, сварщик допустивший дефекты направляется на внеочередную аттестацию в НАКС в соответствии с требованиями
РД-03.120.10-КТН-001-11, с последующим прохождением процедуры допускных испытаний в соответствии с требованиями с настоящего документа (раздел 13).
9.8.2 При производстве сварочно-монтажных работ любыми способами сварки, сварщик (оператор) отстраняется от дальнейшего выполнения сварочных работ при выявлении сварных соединений с недопустимыми дефектами подлежащих вырезке до установления причин образования дефектов и прохождения (при установлении вины) повторной процедуры аттестации и допускных испытаний в соответствии с требованиями раздела 13 и РД-03.120.10-КТН-001-11.
9.8.3 Не допускается дальнейшее производство сварочно-монтажных работ основной колонной (бригадой) при наличии (по данным исполнительной документации) неустраненных дефектов более:
— 15 стыков – для автоматических способов сварки;
— 10 стыков – для механизированной и комбинированной сварки (МП АПГ);
— 5 стыков – для ручной дуговой сварки.
Таблица 9.41 – Выбор технологий сварки в зависимости от параметров трубопровода и вида выполняемых работ
Окончание таблицы 9.41
| № п/п | Способ сварки | Диаметр сваривае-мых труб, мм | Толщина, сваривае-мых труб, мм | Сварка корневого слоя сварного соединения | Сварка заполняющих и облицовочных слоев сварного соединения | |||||||||||||||||||||||||||
| Тип соединений | Группа свариваемых сталей* | Тип соединений | Группа свариваемых сталей* | |||||||||||||||||||||||||||||
| ТТ | ЗС ЗК | РТ | ПВ | М01 | М03(2) | М03(3) | М11 | ТТ | ЗС ЗК | РТ | ПВ | М01 | М03(2) | М03(3) | М11 | |||||||||||||||||
| МП | ||||||||||||||||||||||||||||||||
| 9.1 | методом УКП | Более 100 | Более 31) | — | — | — | — | — | — | |||||||||||||||||||||||
| 9.2 | методом ВКЗ | Более 100 | Более 31) | — | — | — | — | — | — | |||||||||||||||||||||||
| 9.3 | методом STT | Более 100 | Более 31) | — | — | — | — | — | — | |||||||||||||||||||||||
| МПС | Более 325 | От 6 до 22 | — | — | — | — | — | — | — | |||||||||||||||||||||||
| МПИ | Более 159 | От 5 до 32 | — | — | — | — | — | — | — | — | — | — | — | — | — | — | ||||||||||||||||
| РД | ||||||||||||||||||||||||||||||||
| 11.1 | Электродами с основным видом покрытия (на подъем) | Более 25 | Более 3 | |||||||||||||||||||||||||||||
| 11.2 | Электродами с основным видом покрытия (на спуск) | Более 325 включ. | Более 3 | — | — | — | — | — | — | — | — | — | — | — | ||||||||||||||||||
| 11.3 | Электродами с целлюлозным видом покрытия (на подъем) | Более 325 | Более 3 | — | — | — | — | — | — | — | — | — | — | — | — | — | ||||||||||||||||
| 11.4 | Электродами с целлюлозным видом покрытия (на спуск) | Более 325 | более 3 | — | — | — | — | — | — | — | — | |||||||||||||||||||||
| РАД | От 10до 3252) | Более 1 | — | — | — | — | ||||||||||||||||||||||||||
| 1) Для сварки последующих заполняющих и облицовочных слоев максимальная толщина свариваемых деталей ограничена 8 мм включительно. 2) Для сварки корневого слоя шва труб диаметром от 10 до 325 мм, для сварки последующих слоев труб диаметром от 10 до 89 мм. 3) группа свариваемых сталей согласно таблицы 7.3 РД-03.120.10-КТН-001-11. Примечание – ТТ – обычное соединений труба — труба; ЗС ЗК – захлест, выполненный как одним стыком, так и установкой катушки; РТ – разнотолщинное соединение, труба и труба, труба деталь, труба арматура и т.п.; ПВ – прямая врезка (бобышка).Ремонт всех сварных соединений выполняется электродами с основным видом покрытия методом на подъем. | ||||||||||||||||||||||||||||||||
§
Сварка захлестов
10.1.1 В зависимости от условий выполнения работ, сварка захлесточных стыков при ликвидации технологических разрывов производится по трем схемам:
— схема 1 – оба конца трубопровода свободны (не засыпаны землей), находятся в траншее (или на её бровке) и имеют свободу перемещения, как в вертикальной, так и в горизонтальной плоскостях (трубопровод освобожден в каждую сторону от разрыва на длине
равной 100 диаметрам трубопровода);
— схема 2 – конец одного из стыкуемых участков трубопровода свободно перемещается в вертикальной и горизонтальной плоскостях(трубопровод освобожден в сторону от разрыва на длине равной 100 диаметрам трубопровода), а другой защемлен (подходит к узлу, засыпан и т. п.);
— схема 3 – оба конца соединяемых участков трубопровода засыпаны (защемлены), но оси соединяемых участков позволяют произвести сборку без образования косого стыка. При отсутствии соосности необходимо освободить трубопровод на длине равной
100 диаметрам трубопровода и выполнить сборку по варианту 1 или 2.
В соответствии с первыми двумя схемами соединение участков трубопровода осуществляется сваркой одного кольцевого захлесточного стыка или вваркой катушки с выполнением двух кольцевых стыков. В соответствии с третьей схемой ликвидацию технологического разрыва производят исключительно путем вварки катушки с выполнением двух кольцевых стыков (или трех стыков – для варианта составной катушки).
10.1.2 Для сварки стыков захлестов разрешается применять, установленных настоящим документом следующие технологии и технологические варианты сварки:
— РД электродами с основным видом покрытия (все слои шва);
— комбинированная: РД электродами с основным видом покрытия (корневой слой шва) и МПС;
— комбинированная: РД электродами с основным видом покрытия (корневой слой шва) и АПС (последующие слои);
— комбинированная: РД электродами с основным видом покрытия (корневой слой шва) и АППГ (последующие слои);
— комбинированная технология: МП и МПС (последующие слои шва);
— комбинированная технология: МП и АППГ (последующие слои шва);
— комбинированная технология: МП и АПС (последующие слои шва).
10.1.3 До начала монтажных работ производится следующая подготовка:
— очистить котлован (приямок) от воды и снега;
— очистить наружную поверхность трубопровода на 2 м от торца, а также внутреннюю полость трубы от возможных загрязнений (снег, лёд, грунт и др.);
— произвести визуальный осмотр. Не допускается любой ремонт стыкуемых труб и катушек без согласования с заказчиком.
10.1.4 При монтаже захлеста по схеме 1 подготовительно-сборочные и сварочные операции осуществляются в следующей последовательности:
— подготовить под сварку один из концов трубопровода (уложив его на опоры высотой не менее 500 мм (по оси трубопровода), либо выкопав приямок необходимых размеров для безопасного ведения работ по сварке и контролю;
— вывесить трубоукладчиком вторую плеть рядом с первой и сделать разметку места реза. Разметка места реза должна быть выполнена с помощью шаблона, чтобы обеспечить перпендикулярность плоскости реза оси трубопровода;
— обрезать конец трубы газовой резкой с последующей подготовкой фасок специализированным станком для обработки кромок, разделка кромок в соответствии с требованиями настоящего документа (раздел 6). Не допускается сборка стыка с различной формой разделки кромок;
— состыковать трубы путем подъема обрезанной плети трубоукладчиками с помощью мягких полотенец на высоту не более 1,5 м на расстоянии от 40 до 50 м от конца трубы так, чтобы обрезанный конец трубы провисал за счет упругих деформаций, что позволит совместить один конец трубопровода с другим;
— осуществить регулировку зазора в стыке изменением высоты подъема трубопровода трубоукладчиками, установить страховочную опору и наружный центратор;
— выполнить прихватку для фиксации сборочного зазора;
— произвести сборку и сварку стыка в соответствии с требованиями настоящего документа (разделы 8, 9).
10.1.5 Подготовка труб к сборке и сварке при врезке катушек (схема 2) осуществляется в приведенной ниже последовательности:
— на торцах труб соединяемых плетей произвести замер периметров (с точностью
1 мм). На основании полученных результатов произвести выбор трубы аналогичного размера и класса прочности для изготовления катушки;
— подготовить катушку того же диаметра, той же толщины, класса прочности стали и разделкой кромок (по возможности), что и соединяемые участки трубопровода. Длина катушки должна составлять не менее одного диаметра трубы;
— при необходимости освободить от грунта защемленный участок трубопровода на длине, необходимой для манипулирования плетью, при сборке стыка захлеста;
— подготовить под сварку защемленную плеть трубопровода, выкопав приямок, размеры которого достаточны для безопасного проведения работ по сварке и контролю;
— приподнять трубоукладчиками незащемленную плеть, установить опору и пристыковать катушку к трубопроводу;
— произвести предварительный подогрев;
— выполнить сборку с применением наружного центратора, при необходимости выполнить прихватку, зафиксировав необходимый зазор с учетом требований настоящего документа (раздел 8);
— приступить к сварке корневого слоя шва. После сварки не менее 60 % длины корневого слоя шва центратор может быть снят. Затем следует завершить сварку корневого слоя и выполнить сварку заполняющих и облицовочных слоев шва;
— вывесить трубоукладчиком не защемленную плеть с приваренной катушкой и разметить место реза. Разметка линии реза должна быть выполнена с помощью шаблона;
— установить страховочную опору и осуществить газовую резку с последующей подготовкой фасок специализированным станком для обработки кромок, подготовка кромок производится в соответствии с требованиями настоящего документа (разделы 6, 8, 9);
— поднять трубоукладчиком незащемленную плеть на высоту, необходимую для совмещения с торцом защемленной плети трубопровода. При необходимости допускается использование второго трубоукладчика вблизи зоны сварки на поднятом конце трубопровода;
— выполнить предварительный подогрев, сборку и сварку второго стыка в соответствии с вышеприведенными рекомендациями.
10.1.6 При монтаже и сварке захлесточного стыка по схеме 3, когда оба конца соединяемых плетей защемлены (не свободны), работы следует проводить в следующей последовательности:
— произвести проверку соосности соединяемых участков трубопровода;
— выкопать приямок, размеры которого достаточны для безопасного проведения работ по сварке и контролю;
— на торцах труб соединяемых плетей произвести замер (с точностью 1 мм) их периметров по внутренней и наружной поверхностям. На основании полученных результатов произвести выбор трубы аналогичного размера и класса прочности для изготовления катушки;
— изготовить катушку длиной не менее одного диаметра трубы. Катушка должна быть той же толщины, того же диаметра и класса прочности, что и соединяемые (основные) трубы, а также с аналогичной формой разделки кромок;
— с помощью трубоукладчика прицентровать катушку к соединяемым торцам технологического разрыва. Установить страховочную опору;
— выполнить предварительный подогрев, сборку и сварку в соответствии с требованиями настоящего документа (разделы 8, 9). Сварка обоих стыков выполняется одновременно.
10.1.7 Для сборки стыков захлестов применяют наружные центраторы (предпочтительно гидравлического типа).
10.1.8 Для повышения качества сборки стык следует собирать с зазором от 0,5 до 1 мм меньше рекомендуемого с последующим сквозным пропилом зазора абразивным кругом толщиной от 2,5 до 3,0 мм.
10.1.9 В процессе монтажа захлесточного стыка запрещается для установки требуемого зазора или обеспечения соосности труб натягивать или изгибать трубы силовыми механизмами, а также нагревать за пределами зоны сварного стыка.
10.1.10 В процессе сварки захлесточного стыка запрещается изменять положение собираемых участков, зафиксированных к моменту завершения сборки. Опуск приподнятого при монтаже участка трубопровода разрешается только после окончания сварки стыка.
10.1.11 Сварку захлесточных стыков следует выполнять без перерывов. Не допускается оставлять незаконченными сварные соединения захлестов.
10.1.12 Не допускается сварка стыков захлестов из разнотолщинных, отличающихся по нормативной (указанной в сертификате) толщине, труб. При необходимости выполнения сборки плетей из разнотолщинных труб, такую сборку следует выполнять с использованием катушки (катушек) (рисунок 10.1 и рисунок 10.2).
10.1.13 Не допускается выполнение захлестов на деталях, запорной арматуре, переходах через автомобильные и железные дороги, углах поворота при расположении замыкающего стыка ближе чем 250 м, если иное не предусмотрено проектом.
10.1.14 Сборку и сварку захлестов следует выполнять в светлое время суток при минимальной температуре окружающего воздуха не ниже минус 40 °С.
10.1.15 После окончания сварки захлесточный стык следует накрыть термоизолирующим поясом до полного остывания.
 |  |
| а) Соединение с обработкой стенки толщиной S3 с внутренней стороны до размера S2=S1 | б) Соединение 1,0S1≤S2(S3)/ S1≤1,5 без дополнительной обработки свариваемых торцов S2 =S3 |
 |  |
| в) Обработка стенки с толщиной S3 с наружной стороны до размера 1,0S1≤S2≤1,5S1 | г) Обработка стенки с толщиной S3 с наружной и внутренней стороны до размера 1,0S1≤S2≤1,5S1 |
 |  |
| д) Обработка стенки тройника (соединительной детали с горизонтальными участками на торцах не менее 50мм) с толщиной стенки S3 путем внутренней цилиндрической расточки до толщины S3 – от1,2 S1 до 1,5 S1 | е) Разнотолщинное соединение «труба деталь» на линейной части магистральных трубопроводов при различных типах разделки кромок между трубой и деталью:1 – деталь, 2 – переходное кольцо, 3 — труба |
S1 – толщина стенки тонкостенного элемента; S2 – толщина свариваемого торца толстостенного элемента; S3 – толщина стенки толстостенного элемента; S4 – толщина стенки толстостенного проточенного элемента
Рисунок 10.1 – Схемы обработки торцов стыкуемых разнотолщинных элементов

1 – толстостенная труба или соединительная деталь; 2 – катушка изготовленная из трубы трубопровода; 3 – труба трубопровода; 4 – подварочный шов; S1 – толщина стенки тонкостенного элемента; S3 – толщина стенки толстостенного элемента;
Рисунок 10.2 – Схема выполнения соединений труб, соединительных деталей и запорной арматуры с разнотолщинностью S3/S1 более 1,5, но не более 2
§
10.2.1 Сборку и сварку элементов, отличающихся по номинальной (по данным паспортов, сертификатов) толщине на 2 мм и менее, проводят без дополнительной обработки свариваемых кромок.
10.2.2 Сборку и сварку элементов, номинальные толщины (по данным паспортов, сертификатов) присоединяемых кромок которых отличаются более чем на 2 мм, производят по схемам представленными на рисунке 10.1. При выполнении работ по схемам а), г) (без проточки), д), е) (правое соединение) необходимо выполнение подварочного слоя по всему периметру шва».
10.2.3 При выборе конструктивного решения по стыковке элементов разной толщины, выполненных из сталей с различным нормативным временным сопротивлением разрыву согласно схемам на рисунке 10.1, должна производиться проверка прочности по следующему уравнению:
где S1– толщина стенки тонкостенного элемента (мм); sВ1 – нормативное временное сопротивление (МПа) тонкостенного элемента; S2 – толщина свариваемой кромки толстостенного элемента (мм); sВ2 – нормативное временное сопротивление (МПа) толстостенного элемента.
10.2.4 При проведении прочностных расчетов по толщине стенки для присоединяемого элемента учитывается только присоединительный размер элемента. Для схем, приведенных на рисунке 10.1, присоединительным размером является размер S2.
Разделка кромок должна соответствовать типовым схемам, представленным на рисунке 10.1.
Длина переходного кольца должна составлять не менее 250 мм.
Выбор схемы сборки в зависимости от соотношения толщин соединяемых элементов производится в соответствии с таблицей 10.1.
Подварочный шов выполняется ручной дуговой сваркой электродами с основным видам покрытия и должен иметь ширину от 9 до 12 мм, усиление от 1 до 3,5 мм с плавным переходом к основному металлу. Замер усиления подварочного шва следует производить с установкой шаблона на внутреннюю поверхность трубы.
10.2.9 Для сварки разнотолщинных соединений труб, установленных настоящим документом разрешается применять следующие технологические варианты сварки:
— РД электродами с основным видом покрытия (все слои шва);
— комбинированная технология: РД электродами с основным видом покрытия (корневой слой шва) и МПС;
— комбинированная технология: МП (корневой слой шва) и МПС (последующие слои шва);
— комбинированная технология: МП (корневой слой шва) и АППГ (последующие слои);
— комбинированная технология: РД электродами с основным видом покрытия (корневой слой шва) и АППГ (последующие слои);
— двухсторонняя автоматическая сварка проволокой сплошного сечения комплексом оборудования «CRC-Evans AW».
Таблица 10.1 – Выбор схемы сборки, согласно рисунку 10.1, в зависимости от соотношения толщин соединяемых элементов
| № п/п | Схема | Соотношение толщин | От 1,0S до 1,5S включ. | От 1,5 до 2,0 включ. | Более 2,0 |
| А | S3/S1 | Разрешается | Разрешается с обязательной подваркой изнутри для линейной части трубопроводов и без подварки для трубопроводов НПС, резервуарных парков | Разрешается с применением катушки (кольца) промежуточной толщины | |
| Б | S3/S1 | Разрешается | Разрешается с применением катушки (кольца) промежуточной толщины* | ||
| В | S2/S1 | ||||
| Г | S2/S1 | Разрешается | Разрешается с обязательной подваркой изнутри для линейной части трубопроводов и без подварки для трубопроводов НПС, резервуарных парков | Разрешается с применением катушки (кольца) промежуточной толщины | |
| Д | S3/S1 | ||||
| Е | S3/ S3; S3/S1 | ||||
| Примечание – S1 – толщина стенки тонкостенного элемента; S2 – толщина свариваемого торца толстостенного элемента; S3 – толщина стенки толстостенного элемента; S4 – толщина стенки толстостенного проточенного элемента |
10.2.10 При выполнении разнотолщинных соединений применяются трубы, детали с заводской или механически подготовленной разделкой кромок. «Нутрение» (растачивание изнутри) более толстой трубы (рисунок 10.1 а) проводится до величины, равной фактической толщине более тонкой трубы (S1, которая перед этим замеряется) или до величины более тонкой трубы 1 мм.
10.2.11 Сборку разнотолщинных сварных соединений диаметром от 426 до 1220 мм согласно схемам б), в), рисунок 10.1, следует производить на внутреннем центраторе. При технической невозможности, а также при сборке – сварке соединений согласно схем а), г), д), е), приведенных на рисунке 10.1, сборку допускается производить на наружном центраторе.
10.2.12 При сборке разнотолщинных соединений значение смещения должно соответствовать требованиям настоящего документа (раздел 8) для наименьшей толщины. Измерение смещения кромок осуществляется:
— для вариантов обработки, приведенных на рисунке 10.1 (а), д), е)) – по наружным поверхностям;
— для вариантов обработки, приведенных на рисунке 10.1 (г), б), в)) – по внутренним поверхностям.
§
Особенности сварки разнотолщинных соединений «труба — деталь трубопровода» и «труба — арматура».
10.2.13.1 Для сварки применяются, установленные настоящим документом следующие технологии сварки:
— РД электродами с основным видом покрытия (все слои шва);
— комбинированная технология: МП (корневой слой шва) и АППГ (последующие слои);
— комбинированная технология: РД электродами с основным видом покрытия (корневой слой шва) и АППГ (последующие слои).
Сборку и сварку стыков «переходное кольцо — корпус арматуры» рекомендуется производить в стационарных (базовых) условиях, обеспечивающих возможность их позиционирования и фиксации в удобном для сварки пространственном положении. До сборки следует убедиться в совпадении их внутренних диаметров, выполнив замер внутреннего диаметра корпуса запорной арматуры в зоне сварки.
Стыкуемый с корпусом арматуры торец переходного кольца должен иметь заводскую фаску или фаску после газовой резки и обработки специализированным станком.
Рекомендуемая длина переходного кольца – не менее одного номинального диаметра трубы. Минимально допустимая длина переходного кольца – 250 мм.
Кромки литых свариваемых торцов запорной и распределительной арматуры (арматуры, не имеющей приваренного на предприятие-производителе патрубка из кованой или горячекатаной стали) допускается подготавливать в монтажных условиях по согласованию с предприятием-изготовителем.
10.2.13.6 Допускается резка приваренных в заводских условиях переходных катушек запорной арматуры с восстановлением разделки кромок при согласовании с
предприятием-изготовителем арматуры по методике, согласованной с
предприятием-изготовителем арматуры.
Допускается отрезать прямые участки отводов холодного гнутья с переточкой кромок под сварку механическим способом при устранении дефектов.
Допускается сборка и сварка элементов трубопровода имеющих различную форму кромки приведенных на рисунке 6.1.
Не допускается сборка и сварка элементов трубопроводов, если ширина подварочного слоя (от 9 до 12 мм), установленная в 10.2.8, недостаточна для полного заполнения внутренней разделки. Производится внутренняя проточка как минимум одного из элементов трубопровода на ширину от 30 до 40 мм.
Сварка прямых врезок
10.3.1 Конструкция прямых врезок и типоразмеры труб должны соответствовать требованиям проектной документации.
10.3.2 Порядок выполнения сварных швов и форма подготовки кромок представлена на рисунке 10.3.
10.3.3 Оптимальной схемой работы при сварке прямых врезок является изготовление укрупненных заготовок в стационарных (базовых) условиях с применением механизированного оборудования для вырезки отверстий, подготовке кромок под сварку и выполнением сварки в удобном пространственном положении. Дальнейший монтаж укрупненных заготовок производится только с применением дуговой сварки труб.
10.3.4 При изготовлении прямых врезок в стационарных цеховых условиях возможно применение следующих технологий вырезки отверстий в основной трубе и подготовке кромок на трубе ответвления:
— машинками плазменной или кислородной резки труб;
— механическим способом.
При проведении работ на монтажной площадке вырезка отверстий в основной трубе может производиться следующими методами:
— механическим способом с помощью переносных установок вырезки отверстий в трубах;
— машинами кислородной резки труб;
— ручная кислородная резка по предварительной разметке.
А – без установки воротника; Б – с усиливающей накладкой (воротником); В – форма подготовки кромок патрубка; Г – форма подготовки внутренней кромки усиливающего воротника; Д – форма подготовки наружной кромки усиливающего воротника.
δп – толщина патрубка (мм); δо – толщина основной трубы (мм); δм – толщина усиливающей накладки (мм); Шов I – сварной шов соединения основная труба-патрубок; Шов II – сварной шов соединения усиливающая накладка-патрубок; Шов III – сварной шов соединения усиливающая накладка-основная труба
Рис. 10.3 – Порядок выполнения сварных швов прямых врезок
10.3.5 Разметка места вырезки отверстия в основной трубе и заготовки для изготовления усиливающей накладки (воротника), под ручную вырезку, производится по специальному шаблону, вырезка отверстий специализированным оборудованием или газорезчиком.
10.3.6 Рез должен осуществляться под углом 90-5° к образующей трубы.
10.3.7 Расстояние между отверстием в основной трубе, привариваемой накладкой и швами трубы должно быть не менее 250 мм. Вырезка отверстия должна проводится на удаляемой части на расстоянии не менее 1,5 толщин разрезаемого металла от линии реза. При отрицательной температуре необходимо выполнить местный подогрев места реза до температуры не ниже 50 °С. Допуск по толщине реза составляет от 3 до 5 мм, при этом отклонения от вырезаемого диаметра допускаются только в сторону его уменьшения.
§
10.3.9 Для сборки стыков следует использовать приспособления и устройства (уровень, отвес, угольник, теодолит/лазерный 2D или 3D уровень), обеспечивающие выполнение следующих требований:
— оси ответвления и основной трубы должны быть размечены несмываемым маркером и их смещение относительно друг друга не должно превышать 5 мм;
— отклонение трубы-ответвления от вертикали должно быть не более 1º.
Дополнительно для проверки сопряжения элементов трубопровода можно использовать лазерную указку.
10.3.10 Сварка стыков прямых врезок выполняется ручной дуговой сваркой электродами с основным видом покрытия, либо для трубопроводов не связанных с перекачкой нефти и нефтепродуктов комбинированной сваркой: корневой проход ручной аргонодуговой сваркой, а заполняющие и облицовочные слои ручной дуговой сваркой электродами с основным видом покрытия. Выбор электродов производится в соответствии с требованиями настоящего документа (см. раздел 7).
10.3.11 Температуру предварительного подогрева перед сваркой следует выбирать согласно таблицы 8.3 настоящего документа.
Прямые врезки с диаметром ответвления до 325 мм включительно выполняются одним сварщиком, а с диаметром ответвления более 325 мм – двумя сварщиками одновременно.
10.3.13 Прямые врезки с отношением диаметра ответвления к диаметру основной трубы менее 0,2 выполняют без усиливающей накладки (воротника), с отношением от 0,2 до 0,3 с усиливающей накладкой (воротником), а с отношением более 0,3 с применением тройников заводского изготовления.
Сварку стыков прямых врезок следует производить в соответствии с операционными технологическими картами, которые должны быть подтверждены результатами аттестации технологии сварки.
Длина и количество прихваток выбирается в соответствии с таблицей 8.2 по диаметру патрубка.
Оценка соответствия
11.1 Все сварные соединения должны подвергаться контролю неразрушающими методами в объемах, указанных в проектной документации. При отсутствии указаний объемы контроля определяются в соответствии с РД-19.100.00-КТН-001-10.
11.2 Внешний вид и геометрические параметры сварных соединений магистральных трубопроводов, оцениваемые по результатам ВИК в соответствии с РД 03-606-03, должны соответствовать требованиям настоящего документа и операционной технологической карты аттестованной технологии сварки, в частности:
— облицовочный слой шва должен перекрывать основной металл на расстояние от 1,5 до 2,5 мм с каждой стороны разделки без образования подрезов по кромкам и иметь усиление от 1,0 до 3,0 мм. Для автоматической сварки в среде защитных газов шов должен перекрывать основной металл на расстояние от 1,0 до 2,0 мм в каждую сторону, если иные требования не обусловлены особенностью применяемой технологии;
— участки поверхности облицовочного слоя с грубой чешуйчатостью (превышение гребня над впадиной составляет 1 мм и более), а также участки с превышением усиления шва следует обработать шлифовальным кругом или напильником;
— при выполнении облицовочного слоя шва в два, три валика должны выполняться следующие условия;
— каждый последующей валик должен перекрывать предыдущий не менее чем на 1/3 его ширины;
— глубина межваликовой канавки должна быть не более 1,0 мм, что определяется разностью между высотой валика в его верхней точке и высотой шва в месте расположения соседней канавки при установке шаблона на тело трубы;
— высота усиления по периметру центральной оси каждого из валиков не должна превышать 3,0 мм.
11.3 Качество сварных соединений, выявляемое по результатам неразрушающего контроля физическими методами, должно соответствовать требованиям
РД-19.100.00-КТН-001-10.
11.4 При отсутствии в проектной документации специальных требований механические свойства сварных соединений магистральных трубопроводов должны отвечать следующим требованиям:
а) временное сопротивление разрыву, определяемое на плоских образцах со снятым усилением, должно быть не ниже нормативного значения временного сопротивления разрыву основного металла труб, установленного ТУ на их поставку или национальными стандартами Российской Федерации;
б) ударная вязкость металла шва и ЗТВ сварных соединений технологических трубопроводов, линейных участков магистральных трубопроводов (включая трубопроводы обвязки камер приема запуска), изготовленных из труб классом прочности до К54 (независимо от сейсмичности участка), а также магистральных трубопроводов, изготовленных из труб классом прочности К55 и более, прокладываемых в районах с сейсмичностью менее 8 баллов при подземной прокладке и менее 6 баллов при надземной прокладке, на образцах с острым надрезом по ГОСТ 6996 должна быть не ниже значений, приведенных в таблице 11.1;
в) ударная вязкость металла шва и ЗТВ сварных соединений линейных участков магистральных трубопроводов, прокладываемых в районах с сейсмичностью более 8 баллов при подземной прокладке и более 6 баллов при надземной прокладке, на образцах с острым надрезом по ГОСТ 6996 должна составлять не менее значений, указанных в таблице 11.2;
г) предел текучести и относительное удлинение сварных соединений для районов сейсмичностью более 8 баллов, определяемые на цилиндрических образцах, вырезанных вдоль шва, должны быть не менее, указанных в таблице 11.3;
д) твердость сварных соединений из стали К65 – К70 должна составлять не более 325 HV10. Твердость должна быть измерена на уровне корневого и облицовочного слоев. Твердость сварных соединений труб из стали классов прочности до К60 не устанавливается;
е) твердость сварных соединений на участках трубопровода в сейсмоопасных зонах должна соответствовать таблице 11.4;
ж) среднее арифметическое значение угла изгиба образцов типа XXVII по
ГОСТ 6996 должно составлять не менее 120°, при минимальном значении для одного образца – 100°;
и) при испытании на излом соединений прямых врезок поверхность излома каждого образца должна иметь полный провар и сплавление между слоями шва. Максимальный размер любой газовой поры не должен превышать 2,0 мм, а суммарная площадь всех газовых пор не должна быть более 2 % площади излома образца. Глубина шлаковых включений – не более 1,0 мм, а их длина – не более 3,5 мм. Расстояние между соседними шлаковыми включениями должно быть не менее 13 мм. Любые трещины являются браковочным признаком. Не являются браковочным признаком дефекты типа флокенов («рыбьи глаза»);
к) механические свойства сварных соединений магистральных трубопроводов следует определять при проведении производственной аттестации технологии сварки. Виды испытаний и количество образцов должны соответствовать требованиям
РД-03.120.10-КТН-001-11. Методика проведения механических испытаний в соответствии с приложением А настоящего документа;
л) при наличии в проектной документации иных специальных требований к сварным соединениям магистрального трубопровода их выполнение необходимо предусматривать при проведении производственной аттестации технологии сварки;
Таблица 11.1 – Ударная вязкость сварных соединений технологических трубопроводов, линейных участков магистральных трубопроводов (включая трубопроводы обвязки камер приема запуска), изготовленных из труб классом прочности до К55 (независимо от сейсмичности участка), а также магистральных трубопроводов, изготовленных из труб классом прочности К56 и более, прокладываемых в районах с сейсмичностью менее 8 баллов при подземной прокладке и менее 6 баллов при надземной прокладке
| № п/п | Условный диаметр труб, мм | Ударная вязкость, Дж/см2, не менее | |||
| Центр шва, ЗТВ | |||||
| До К54 включ. | От К55 до К60 влюч. | К65 | К70 | ||
| До 600 | 34,5 | 44,5 | |||
| От 700 до 1000 | 44,5 | ||||
| Примечания 1 Ударная вязкость определяется как среднее арифметическое по результатам испытаний трех образцов, при этом минимальное значение ударной вязкости на одном из образцов должна отличаться не более чем на 5 Дж/см2 от нормативного значения. 2 Ударная вязкость сварных соединений труб третьего уровня качества должна быть не менее 49,0 Дж/см2 независимо от диаметра труб. 3 Температура испытаний принимается: — для труб первого уровня качества – минус 5 ºС; — для труб второго, третьего уровня качества – минус 20 °C. 4 Уровни качества труб принимаются в соответствии с ОТТ-23.040.00-КТН-051-11. |
Таблица 11.2 – Ударная вязкость сварных соединений труб линейных участков магистральных трубопроводов, прокладываемых в районах с сейсмичностью более 8 баллов при подземной прокладке трубопроводов и более 6 баллов при надземной прокладке
| № п/п | Условный диаметр труб, мм | Ударная вязкость, Дж/см2, не менее | |||||||
| Центр шва | ЗТВ | ||||||||
| До К54 включ. | От К55 до К60 включ. | От К60 до К65 включ. | От К65 до К70 включ. | До К54 включ. | От К55 до К60 включ. | От К60 до К65 включ. | От К65 до К70 включ. | ||
| До 600 | — | — | — | — | |||||
| От 700 до 1000 | |||||||||
| Минимальное значение на одном образце | |||||||||
| Примечания 1 Температура испытаний принимается для труб первого уровня качества – минус 5 ºС. 2 Температура испытаний принимается для труб второго, третьего уровня качества – минус 40 °C. 3 Уровни качества труб принимаются в соответствии с ОТТ-23.040.00-КТН-051-11. |
Таблица 11.3 – Предел текучести и относительное удлинение сварных соединений труб для районов сейсмичностью более 8 баллов
| № п/п | Параметр | Класс прочности трубы | ||||
| К54 | К56 | К60 | К65 | К70 | ||
| Предел текучести, МПа, не менее | ||||||
| Относительное удлинение, %, не менее |
Таблица 11.4 – Твердость сварных соединений на участках трубопровода длярайонов с сейсмичностью более 8 баллов
| № п/п | Класс прочности трубы | Место проведения замера | Величина твердости металл шва и ЗТВ, HV10, не более | |
| От К54 до К60 | Корневой слой, облицовочный слой | |||
| От К65 до К70 | Корневой слой, середина толщины стенки, облицовочный слой |
Ремонт сварных соединений
Виды устраняемых дефектов
12.1.1 Ремонт сварного шва, в том числе подварочного, выполненного способами сварки, установленными настоящим документом и имеющего недопустимые дефекты, осуществляется ручной дуговой сваркой электродами с основным видом покрытия.
12.1.2 Допускается ремонт следующих дефектов:
— несоответствие параметров геометрических размеров формы шва;
— незаваренные кратеры, прожоги, наплывы, свищи, усадочные раковины;
— шлаковых включений;
— пор;
— непроваров;
— несплавлений;
— подрезов, глубиной не более 20 % от толщины трубы.
12.1.3 Ремонт трещин не допускается.
Условия устранения дефектов
12.2.1 Суммарная длина участков шва с недопустимыми дефектами в соответствии с РД-19.100.00-КТН-001-10 не должна превышать 1/6 периметра стыка. Максимальная длина единовременно ремонтируемого участка не должна превышать 10 % длины окружности сварного соединения.
12.2.2 Длина участка вышлифовки должна превышать фактическую длину наружного или внутреннего дефекта на величину:
— не менее 30 мм в каждую сторону – для соединений диаметром от 219 мм и более;
— не менее 20 мм в каждую сторону – для соединений диаметром до 219 мм.
12.2.3 Сварные кольцевые стыки диаметром менее 57 мм включительно, имеющие недопустимые дефекты, подлежат вырезке.
12.2.4 Ремонт стыков труб диаметром до 1020 мм осуществляют только снаружи, а труб диаметром от 1020 мм и более – снаружи или изнутри, в зависимости от глубины залегания дефекта и наличия доступа к стыку изнутри трубы.
12.2.5 Ремонт изнутри трубы выполняется в том случае, если дефекты расположены в корневом слое шва, подварочном слое и в горячем проходе.
12.2.6 Ремонт дефектов корневого слоя шва кольцевых стыков диаметром менее 1020 мм выполняется снаружи (со сквозным пропилом). Границы выборки (разделки кромок) на ремонтируемом участке должны быть прямолинейными и параллельными. Данная схема ремонта, при невозможности доступа к ремонтируемому участку изнутри трубы, может быть использована для стыков диаметром 1020 мм и более.
12.2.7 При ремонте заполняющих слоев шва производится частичная U-образная выборка по глубине шва с углом раскрытия кромок от 50° до 60°.
12.2.8 Ремонт подрезов и недостаточного перекрытия в облицовочном слое шва и подрезов в подварочном или внутреннем (при двухсторонней сварке) слоях шва выполняется вышлифовкой части сечения соответствующего ремонтируемого слоя заподлицо с трубой. Ширина вышлифовки устанавливается таким образом, чтобы ширина ремонтируемого шва не вышла за пределы допустимой величины (габариты шва). Ремонт дефектов данного вида выполняется наложением одного, двух валиков. Допускается увеличение ширины шва на участке ремонта не более чем на 2 мм.
12.2.9 При выборке дефектов снаружи трубы ширина раскрытия кромок должна быть на величину от 2 до 4 мм меньше ширины облицовочного слоя, а при выборке дефектов изнутри трубы ширина раскрытия кромок должна составлять не более 7 мм.
12.2.10 Выборка дефектных участков должна осуществляться механическим способом с помощью абразивных кругов.
12.2.11 Запрещается выплавлять дефекты сваркой.
12.2.12 Допускается удаление дефектов воздушно-дуговой, плазменной резкой (строжкой) с обязательной последующей зачисткой поверхностей от грата, шлака и окалины шлифмашинкой до полного удаления следов резки. Глубина зачистки должна быть не менее
1 мм.
Подготовка к ремонту
12.3.1 По результатам неразрушающего контроля на стыке отмечают место расположения и тип дефекта. Номер ремонтируемого стыка и место ремонта должны быть отмечены персоналом неразрушающего контроля.
12.3.2 Руководитель ремонтных работ и специалист лаборатории неразрушающего контроля в присутствии представителя строительного контроля производят разметку дефектного участка стыка под вышлифовку. Глубина вышлифованного участка должна превышать глубину залегания дефекта от 1 до 2 мм. Глубина залегания и местонахождение дефекта уточняются при помощи УЗК.
12.3.3 Руководитель ремонтных работ должен убедиться в том, что в процессе вышлифовки дефекты вскрыты и удалены.
12.3.4 Перед началом сварки ремонтируемого участка следует выполнить обязательный предварительный подогрев до температуры 100 30 °С независимо от температуры окружающего воздуха и толщины стенки трубы.
12.3.5 Для наружных или внутренних дефектных участков длиной менее 100 мм допускается местный подогрев однопламенной горелкой снаружи трубы. В других случаях необходим равномерный предварительный подогрев всего периметра стыка кольцевой газовой горелкой.
Технология сварочных работ
12.4.1 Ручная дуговая сварка в процессе ремонта кольцевых стыков труб с толщиной стенки до 10 мм включительно должна осуществляться электродами с основным видом покрытия диаметром 2,5/2,6 мм и 3,0/3,2 мм, с толщиной стенки более 10 мм – диаметром от 2,5 до 4,0 мм (электроды диаметром 4,0 мм рекомендуется применять для сварки облицовочных слоев). Марки электродов и режимы сварки должны соответствовать требованиямнастоящего документа(разделы 7, 8 и 9.7).
12.4.2 В процессе сварки следует контролировать межслойную температуру, которая должна быть не менее 50 °С. При остывании зоны сварки следует выполнить сопутствующий подогрев до 130 °С.
12.4.3 Высота каждого слоя при заварке дефектного участка не должна превышать
3,5 мм. Рекомендуемая высота каждого слоя от 2,5 до 3,0 мм. Количество ремонтных слоев, должно быть не менее двух.
12.4.4 В процессе ремонта следует производить обязательную межслойную и окончательную очистку слоев шва от шлака и брызг. Облицовочный (или внутренний подварочный) слой шва должны быть подвергнуты чистовой обработке щеткой, шлифовальным кругом и/или напильником для сглаживания грубой чешуйчатости и улучшения формы шва. Следует также удалить щеткой брызги с прилегающей поверхности трубы.
12.4.5 Ремонт сварных стыков трубных секций на ТСБ следует производить в удобном для выборки дефекта и сварки пространственном положении.
12.4.6 Ремонтные работы на стыке должны осуществляться от начала до конца без перерывов.
12.4.7 Все отремонтированные участки стыка должны быть подвергнуты
ВИК и неразрушающему контролю.
12.4.8 Повторный ремонт одного участка шва не разрешается. Стык следует вырезать. Минимальная длина катушки – не менее одного диаметра трубы.
12.4.9 К ремонтным работам допускаются аттестованные сварщики ручной дуговой сварки, успешно прошедшие допускные испытания по выполнению ремонтных работ в соответствии с аттестованной технологией сварки.
12.4.10 Работу на стыке от начала до конца выполняет один сварщик.
12.4.11 По окончании ремонта сварного соединения (до получения результатов неразрушающего контроля) оформляется акт выполнения ремонта сварного соединения в соответствии с приложением К, который вместе с заключениями по неразрушающему контролю сварного соединения до ремонта и после ремонта передаются в составе исполнительной документации.
Требования к обеспечению процесса
Требования к организациям-подрядчикам
13.1.1 К сварке трубопроводов ОСТ допускаются организации, аттестованные в соответствии с требованиями РД 03-615-03, с учетом положений РД-03.120.10-КТН-001-11.
13.1.2 Организация (подрядная, субподрядная) привлекаемая к работам на объектах ОСТ для выполнения сварочно-монтажных работ должна иметь:
— необходимые технические средства;
— квалифицированных специалистов инженерно-технических и рабочих специальностей;
— сварочное оборудование и материалы для выполнения сварочно-монтажных работ по аттестованным технологиям (оборудование и материалы должны быть аттестованы в установленном порядке, в соответствии с требованиями РД 03-613-03, РД 03-614-03 и
РД-03.120.10-КТН-001-11);
— вспомогательное оборудование для выполнения сварочно-монтажных работ по аттестованным технологиям (оборудование для сборки, подогрева стыков, контроля температуры стыка, обработки кромок, шлифовки, газовой резки и т. п.);
— нормативно-техническую документацию, разработанную и утвержденную в установленном порядке;
— разрешение на производство сварочно-монтажных форма которого приведена в приложении Г настоящего документа.
§
13.2.1 Допуск организации-подрядчика к производству сварочно-монтажных работ на объектах ОСТ производится по письменному обращению, на основании положительного рассмотрения документации в объеме и с требованиями определенными
ОР-13.100.00-КТН-030-12, положительных результатов сварки допускных стыков выполненных сварщиками организации. Результатом обращения является оформленное, в установленном порядке, разрешение на производство сварочно-монтажных работ или мотивированный отказ в допуске организации-подрядчика.
13.2.2 В перечень мероприятий по допуску организации-подрядчика к производству планируемых сварочно-монтажных работ трубопроводов ОСТ входят:
— проверка документации, определенной приложением к договору на выполнение работ (в соответствии с ОР-13.100.00-КТН-030-12);
— проверка наличия и сроков действия документов (лицензии, свидетельств, сертификатов), подтверждающих правомерность выполнения сварочных работ и работ по неразрушающему контролю;
— проверка наличия на планируемые работы достаточного количества аттестованного в соответствии с требованиями ПБ 03-273-99, РД 03-495-02 и РД-03.120.10-КТН-001-11 персонала сварочного производства;
— проверка наличия на планируемые работы достаточного количества аттестованного в соответствии с требованиями РД 03-614-03 и РД-03.120.10-КТН-001-11 сварочного оборудования;
— проверка наличия материалов, аттестованных в соответствии с требованиями
РД 03-613-03 и РД-03.120.10-КТН-001-11;
— проверка наличия и сроков действия квалификационных документов специалистов неразрушающего контроля, аттестованных согласно ПБ 03-440-02 и
ОР-03.120.00-КТН-071-09;
— проверка наличия и срока действия аттестационных документов лаборатории неразрушающего контроля, аттестованной согласно ПБ 03-372-00 и
ОР-25.160.40-КТН-002-09;
— проверка наличия, комплектности и правильности оформления
производственно-технологической документации по сварке (ППР, операционных технологических карт на сварку и неразрушающий контроль);
— сварка допускных стыков сварщиками подрядной организации;
— оформление разрешения на производство сварочно-монтажных работ с обязательным приложением к нему результатов неразрушающего контроля и механических испытаний допускных стыков.
В процессе допуска подрядной организации к выполнению сварочно-монтажных работ на объектах ОСТ каждым сварщиком (бригадой или звеном сварщиков при сварке стыка бригадой или звеном), в рамках проведения мероприятий по допуску сварщиков, проводится сварка допускного) стыка в соответствии с 13.3.
Типоразмеры допускных стыков, а также группа прочности сварных соединений, планируемых к выполнению сварщиком (бригадой или звеном сварщиков при сварке стыка бригадой или звеном) определяется в соответствии с рабочей документацией, с учетом требований РД-03.120.10-КТН-001-11 (таблицы 7.1, 7.2, 7.3).
13.2.3 Сварка допускных стыков может не производиться при документальном подтверждении:
— выполнения организацией работ по сварке труб, деталей трубопроводов на объектах ОСТ аналогичными материалами, типоразмеров труб, деталей изготовленных из материалов и типоразмеров аналогичных применяемым на данном объекте или разница в толщине, диаметре, механическим свойствам составляет не более 10 %, по каждому из показателей от указанных в ранее выданном акте допускных испытаний. Перерыв в работе составил не более 6 месяцев.
— проведения аттестации технологии сварки, проводимой в соответствии с требованиями настоящего документа, организацией выполнялась сварка труб, деталей трубопроводов изготовленных из материалов и типоразмеров аналогичных применяемым на данном объекте или разница в толщине, диаметре, механическим свойствам составляет не более 10 %, по каждому из показателей, от указанных в карте производственной аттестации технологии сварки. Перерыв в работе организации в выполнении данных сварных соединений составил не более 6 месяцев.
13.2.4 Разрешение на производство сварочно-монтажных работ оформляется на основании положительных результатов проверки разрешительной документации в соответствии с пунктом 13.2.2, а также положительных результатов сварки допускных стыков сварщиков.
Расширение области распространения разрешения, производится путем дополнительной сварки допускного стыка необходимого типоразмера, определенного требованиями РД-03.120.10-КТН-001-11. При этом оформляется новое разрешение с соответствующей областью распространения.
13.2.5 Разрешение на производство сварочных работ подготавливается главным сварщиком (инженером по сварке) подрядной организации и визируется в следующем порядке:
— главный сварщик (специалист сварочного производства) подрядной организации;
— представитель строительного контроля;
— технический руководитель подрядной организации;
— главный сварщик ОСТ (специалист сварочного производства, замещающий главного сварщика, либо им уполномоченный);
— главный инженер (технический руководитель ОСТ).
13.2.6 Допуск должен производиться:
— в срок не более 2 месяцев до начала работ на каждом объекте ОСТ, в рамках одного контракта;
— при перерыве в выполнении сварочных работ более 6 месяцев;
13.2.7 Допуск ремонтных подразделений ОСТ (ЦРС, УУД, УАВР, АВС, СУПЛАВ, ЛЭС, ЛАЭС и др.) к производству сварочно-монтажных работ на объектах ОСТ не производится.
13.2.8 Для выполнения работ на трубопроводе подрядная организация должна иметь ППР, содержащий раздел сварки раскрывающий основные технологические приемы (способы) при производстве сварочно-монтажных работ и комплект операционных технологических карт, ,включающий следующие сведения:
— характеристика сооружаемого объекта (наименование, протяженность, рабочее давление, условия прокладки, геометрические размеры, категорию трубопровода, места установки запорной арматуры и деталей трубопровода);
— процесс или комбинация процессов сварки с указанием степени их автоматизации (ручная, механизированная, автоматическая);
— назначение применяемых технологий сварки;
— виды и объемы контроля качества сварных соединений;
— способ и технологию ремонта дефектных сварных швов, применяемые сварочные материалы и оборудование;
— перечень исполнительной и текущей документации по сварочному производству и неразрушающему контролю;
— требования к маркировке сварных соединений;
— требования к квалификации специалистов сварочного производства;
— требования к квалификации специалистов и лабораториям неразрушающего контроля;
— необходимость выполнения послесварочной термообработки (параметры режима, оборудование, средства и условия контроля температуры);
— геометрические параметры сварных соединений;
— параметры, требующие регистрации в процессе сварки;
— специальные требования, соблюдение которых необходимо для выполнения процесса сварки.
В операционных технологических картах по сварке, должны быть указаны:
— характеристики труб, применяемых на объекте (диаметр, толщина стенки, класс прочности, эквивалент углерода, нормативный документ на изготовление);
— требования к подготовке кромок свариваемых труб (форма и геометрические параметры разделки кромок, допустимая глубина плавных вмятин, царапин, рисок, задиров, подлежащих устранению, способ обработки, качество зачистки);
— требования к сборке стыков (тип центратора, параметры сборки), зазор, смещение;
— режим и средства для предварительного подогрева (при необходимости), схема и средства контроля температуры;
— применяемые сварочные материалы (тип электрода, вид покрытия электрода, марка электрода и/или сварочной проволоки, диаметр электрода и/или сварочной проволоки, марка флюса, вид и состав защитного газа), стандарт или ТУ на поставку сварочных материалов, требования к условиям их хранения и подготовки к сварке;
— тип, марка сварочного и вспомогательного оборудования;
— перечень технологических операций, выполняемых в процессе сварки стыка;
— параметры сварочного процесса (род и полярность тока, диапазон величин сварочного тока и напряжения на дуге, направление сварки, диапазон допустимых скоростей сварки, вылет и угол наклона электрода и др.);
— положение труб в процессе сварки, количество, длина и расположение прихваток, количество слоев шва и последовательность их выполнения, временной интервал между выполнением слоев шва, диапазон межслойной температуры, необходимость сопутствующего подогрева;
— условия удаления центратора (минимальное количество слоев, сваренных до удаления центратора и минимальная протяженность шва).
13.3 Допускные испытания сварщиков (операторов)
13.3.1 Целью допускных испытаний сварщиков (операторов) является определение способности сварщика выполнить качественное сварное соединение или определённые слои сварного соединения (при сварке стыка бригадой или звеном) в соответствии с аттестованной технологией сварки в конкретных условиях непосредственно на объекте.
Решение о дате начала допускных испытаний принимается главным сварщиком ОСТ на основании документов, представленных подрядной организацией, в соответствии с требованиями 13.2.
13.3.2 Допускные испытания сварщиков проводятся путем сварки допускных стыков, непосредственно перед началом сварочных работ.
13.3.3 Типоразмер и группа прочности КСС назначается из типоразмера и группы прочности определяемого по РД-03.120.10-КТН-001-11 (таблицы 7.1, 7.2, 7.3), и устанавливается главным сварщиком ОСТ (лицом его заменяющим) в ответе на письменное обращение подрядной организации в соответствии с 13.2.1.
Сварщик (оператор) может пройти допускные испытания на выполнение всего шва в целом или конкретного слоя (слоев) шва.
В зависимости от фактически выполняемой работы (типоразмеров, групп прочности применяемых на объекте труб, деталей трубопровода и запорной арматуры) должна быть выполнена сварка КСС в следующем объеме:
— не менее 6 шт. при наружном диаметре труб до 89 мм включительно;
— не менее 2 шт. при диаметре труб более 89 до 150 мм включительно;
— не менее 1 шт. при диаметре труб более 150 мм.
При диаметре труб 1020 мм включительно и более допускается выполнять сварку полупериметра стыка, захватывая нижнюю и верхнюю части стыка.
Для сварщиков (операторов) автоматической, механизированной (в том числе комбинированной) сварки, допускается выполнение сварки всех слоев шва, для стыков диаметром 1020 мм и более, предусмотренных операционной технологической картой, по 1/2 периметра стыка.
При применении в составе аттестованных технологий наружных и внутренних центраторов, КСС выполнятся для каждого типа центратора отдельно.
Длина катушек КСС для допускных испытаний по ручной и механизированной сварке должна составлять не менее 125 мм каждой.
Для проведения допускных испытаний по автоматической сварке длина катушки устанавливается исходя из возможности обеспечения всех требований операционной технологической карты.
13.3.4 Сварщик-оператор, выполняющий автоматическую сварку корневого слоя шва изнутри трубы, а также внутреннего слоя при двухсторонней автоматической сварке под слоем флюса должен сварить весь периметр стыка вне зависимости от диаметра трубы (ТСБ типа БТС, комплекс «CRC-Evans AW»).
13.3.5 При допускных испытаниях по комбинированной технологии с использованием односторонней АФ сварщик-оператор должен выполнить сварку всех автоматных слоев шва одного стыка независимо от диаметра трубы.
13.3.6 Сварку допускных стыков следует производить с расположением оси стыка под углом 45º к горизонтальной плоскости (положение Н45), если утвержденная технология предусматривает выполнение стыков труб с расположением оси трубопровода под углом более 25º к горизонтали. В данном случае сварщик, успешно прошедший испытания, допускается к выполнению соединений, установленных операционной технологической картой, во всех пространственных положениях.
13.3.7 К сварке допускных стыков прямых врезок допускаются наиболее квалифицированные сварщики. Перед сваркой допускного соединения рекомендуется выполнить от 1 до 2 тренировочных соединения. Пространственное положение сварки должно соответствовать требованиям операционной технологической карты. Если операционная технологическая карта предусматривает выполнение прямых врезок в различных пространственных положениях, то допускные испытания проводятся в положении В1 (при горизонтальном расположении оси патрубка). В процессе допускных испытаний должны соблюдаться требования по сборке, сварке, неразрушающему контролю и механическим испытаниям сварных соединений, установленные настоящим документом и в утвержденной операционной технологической карте. Сварщик, успешно выдержавший допускные испытания в положении В1, может быть допущен к сварке прямых врезок с диаметрами трубы-ответвления и в пространственных положениях, указанных в аттестационном удостоверении НАКС.
13.3.8 Допускные испытания сварщиков (подрядных организаций и ОСТ) при сооружении узлов запуска-приема и пропуска средств очистки и диагностики, узлов установки линейных задвижек, трубной обвязки НПС и резервуарных парков на право выполнения кольцевых стыков «труба — переходное (заводское) кольцо задвижки (шарового крана)» и «труба — задвижка (шаровой кран)» осуществляются при сварке первого товарного (производственного) стыка. К сварке допускных стыков могут быть допущены наиболее квалифицированные сварщики, ранее выполнявшие аналогичные или разнотолщинные соединения труб при сооружении объектов трубопроводного транспорта. Перед сваркой допускного стыка рекомендуется выполнить 1 или 2 тренировочных стыка катушек труб соответствующего типоразмера.
13.3.9 Ремонт специальных соединений и кольцевых стыков «труба — переходное (заводское) кольцо задвижки (шарового крана)» и «труба — задвижка (шаровой кран)» должен производиться сварщиками, которые имеют допуск согласно 13.3.15.
13.3.10 Сварщик либо сварщики (операторы), выполнившие сварку стыка, признанного годным при производственной аттестации технологии сварки или допуске организации подрядчика[A1] считаются прошедшими испытания и могут не выполнять сварку допускного стыка (для равнозначных испытаний при допуске организации и допуске сварщика).[A2] Перерыв между проведенной аттестацией и началом выполнения данных сварных соединений должен быть не более 6 месяцев.
13.3.11 В процессе допускных испытаний сварщик должен выполнять все требования операционной технологической карты по аттестованной технологии сварки, использовать оборудование, соблюдать технику сварки и скорость выполнения всех операций, которые будут использоваться в дальнейшем при сварке или ремонте сварных стыков трубопровода.
13.3.12 Допускной стык должен выполняться в присутствии представителя службы строительного контроля и представителя ОСТ (главного сварщика либо лица, его замещающего или им уполномоченного) с обеспечением непрерывного пооперационного контроля и последовательной оценки качества выполнения операций.
13.3.13 Повторные допускные испытания сварщика, в том числе при работе в составе бригады, назначают , если:
— он имел перерыв в своей работе более 3 месяцев;
— в содержание операционной технологической карты внесены изменения, делающие необходимым проведение новой производственной аттестации технологии сварки.
13.3.14 Сварщики могут быть допущены к работе на объекте без допускных испытаний при условии:
— практический экзамен при аттестации сварщиков проводился в полном соответствии с операционной технологической картой на процесс сварки, который прошел производственную аттестацию и применяется на данном объекте. Перерыв между проведенной аттестацией и началом выполнения данных сварных соединений должен быть не более 6 месяцев.
— выполнения сварочных работ в рамках одного контракта, договора оказания технической помощи, при условии совпадения области распространения допускного листа и области распространения аттестационного удостоверения с планируемыми на объекте работами.
13.3.15 Допускные испытания сварщиков для выполнения ремонта дефектных сварных швов осуществляются по каждому виду ремонта, установленному настоящим документом и соответствующей операционной технологической картой. Длина участка шва для каждого вида ремонта должна составлять не менее 200 мм (для линейной части трубопровода) или соответствовать требованиям настоящего документа (раздел 12) для трубной обвязки НПС и резервуарных парков.
13.3.16 Допускной стык подвергают:
— пооперационному контролю в процессе сварки;
— ВИК с определением геометрических параметров сварного соединения;
— РК (с оценкой качества по высшей категории трубопроводов);
— контролю размеров швов и наличия недопустимых дефектов по 3 макрошлифам (1 из каждой 1/3 сварного соединения) при двухсторонней АФ;
— контролю размеров швов по 4 макрошлифам (1 из каждой 1/4 сварного соединения) для автоматических способов сварки в среде защитных газов или МПС;
— механическими испытаниями в соответствии с таблицей 13.1.
Таблица 13.1 – Количество образцов для проведения допускных испытаний сварщиков
| № п/п | Диаметр трубы, мм | Количество образцов для механических испытаний | ||||||||||
| Сплющивание | Растяжение | Изгиб с расположением корня шва | Всего | |||||||||
| наружу | внутрь | на ребро | ||||||||||
| Менее 89 включ. | 3* | 3* | — | — | — | |||||||
| Толщина стенки трубы до 12,5 мм включительно | ||||||||||||
| От 89 до 426 | — | — | ||||||||||
| Более 426 включ. | — | — | ||||||||||
| Толщина стенки трубы более 12,5 мм | ||||||||||||
| От 89 до 426 | — | — | — | |||||||||
| Более 426 включ. | — | — | — | |||||||||
| * Испытывается трубный образец. | ||||||||||||
При проведении РК посредством маркировочных знаков устанавливается условное обозначение – ДС (допускной стык) и номер индивидуального клейма сварщика.
Результаты контроля фиксируются в журналах неразрушающего контроля, заключениях по соответствующему виду контроля, протоколах механических испытаний, допускных листах сварщика. Сведения о проведенном контроле, в том числе и радиографические снимки, хранятся и передаются в составе исполнительной документации.
Контроль за выполнением сварки допускных стыков возлагается на руководителя подрядной организации или лицо им уполномоченное.
Схема вырезки образцов для механических испытаний приведена на рисунке 13.1.

а) 89<D<426 мм б) 426≤D≤1020 мм г) D>1020 мм
D – диаметр трубы; 1 – образец для испытания на растяжение (ГОСТ 6996, тип XII или XIII);
2 – образец на изгиб корнем шва наружу (ГОСТ 6996, тип XXVII или XXVIII) или на ребро;
3 – образец на изгиб корнем шва внутрь (ГОСТ 6996, тип XXVII или XXVIII) или на ребро
Рисунок 13.1. – Схема вырезки образцов для механических испытаний.
13.3.17 Сварной шов считается годным, если получены положительные результаты контроля, проведенного в соответствии с 13.3.16.
Если результаты контроля не удовлетворяют предъявляемым требованиям, то разрешается выполнять сварку и контроль двух дополнительных допускных стыков. При получении по результатам контроля повторно неудовлетворительных результатов хотя бы на одном из стыков, сварщик признается не выдержавшим испытание.
13.3.18 К очередному испытанию сварщик может быть допущен после проведения контрольной сварки стыка, выполненного в присутствии комиссии. Комиссия создается производителем работ при наличии документов, подтверждающих качество данного сварного соединения.
Если результаты контроля стыка не удовлетворяют предъявляемым требованиям, то к очередному испытанию сварщик может быть допущен только после проведения внеочередной аттестации.
13.3.19 По результатам допускных испытаний, главным сварщиком (инженером по сварке) подрядной организации на каждого сварщика оформляется допускной лист сварщика, в соответствии с приложением Б настоящего документа, а также составляется список сварщиков для выполнения работ на магистральном трубопроводе (участке трубопровода).
В соответствии с типоразмером и группой прочности выполненного КСС, в допускном листе указывается группа однотипности (толщин, диаметров, прочности) определяемая требованиями (таблицы 7.1 – 7.3 РД-03.120.10-КТН-001-11).
При сварке допускного стыка бригадой (звеном) сварщиков, каждый сварщик получает область распространения на слои шва, которые выполнялись им при допуске.
Допускные листы сварщиков ОСТ оформляются по результатам сварки КСС при прохождении аттестации. В допускной лист в данном случае вписываются номера заключений по методам контроля, которым были подвергнуты КСС при аттестации сварщика. Период действия данного допускного листа – до следующего направления на аттестацию или до трудоустройства в иную организацию.
Специалист строительного контроля согласовывает допускной лист на основе анализа результатов аттестации сварщика (по протоколу аттестации сварщика).
Приложение А
(обязательное)
Методика механических испытаний сварных соединений
§
А.3.1 При испытании на ударный изгиб определяют энергию удара и ударную вязкость металла шва на образцах с острым надрезом (Шарпи) по ГОСТ 6996:
— тип IХ – для толщины основного металла 11 мм и более;
— тип Х – для толщины основного металла от 6 до 10 мм.
Форма и размеры образцов представлены на рисунке А.3. Схема вырезки и выполнения надреза на образцах для испытаний на ударный изгиб приведена на рисунке А.4.
А.3.2 Вырезку и изготовление образцов следует производить таким образом, чтобы одна из чистовых поверхностей каждого образца (после окончательной обработки) располагалась на расстоянии от 2 до 3 мм от внутренней поверхности трубы. При вырезке образцов из соединений с толщиной основного металла 11 мм и 6 мм допускается наличие необработанного основного металла на двух поверхностях образца. Надрез наносят перпендикулярно поверхности трубы (рисунок А.4).

Рисунок А.3 – Форма и размеры образцов для испытаний на ударный изгиб по ГОСТ 6996
А.3.3 При номинальной толщине стенки трубы более 19 мм для испытаний на ударный изгиб следует изготовить дополнительно два комплекта образцов (по шву и по ЗТВ), одна из чистовых поверхностей которых расположена на расстоянии от 2 до 3 мм от наружной поверхности трубы. Каждый комплект должен включать в себя не менее трех образцов.
А.3.4 Ударная вязкость, определяемая как среднее арифметическое результатов испытаний трех образцов, должна быть не менее значений, указанных в настоящем документе (раздел 11).

а) схема вырезки образца из шва при номинальной
толщине стенки трубы (S) менее 19 мм включительно

б) схема вырезки образца из ЛС при номинальной
толщине стенки трубы (S) менее 19 мм включительно

в) схема вырезки образцов из шва при номинальной
толщине стенки трубы (S) более 19 мм

г) схема вырезки образцов из ЛС при номинальной
толщине стенки трубы (S) более 19 мм
Рисунок А.4 – Схема вырезки и выполнения надреза на образцах
для испытаний на ударный изгиб
А.4 Испытание сварных соединений труб диаметром менее
или равным 89 мм на статическое растяжение и сплющивание
А.4.1 Для оценки механических свойств сварных соединений диаметром менее 89 мм включительно должны быть изготовлены три полноразмерных трубчатых образца для испытаний на растяжение и три трубчатых образца для испытаний на сплющивание. Форма и размеры трубчатого образца для испытания на растяжение представлены на рисунке А.5 Размеры образца и схема испытаний на сплющивание представлена на рисунке А.6 Скорость нагружения при испытаниях на растяжение и сплющивание не должна превышать 15 мм/мин. Перед выбором типоразмера труб для испытаний следует произвести расчет площади поперечного сечения трубы и возможного усилия разрыва. Испытание трубчатых образцов на растяжение рекомендуется производить на разрывных машинах с усилием не менее 50 кН.

D – диаметр трубы; Dmin – минимальный размер в зависимости от диаметра трубы
Рисунок А.5 – Форма и размеры трубчатого образца (тип ХVIII) по ГОСТ 6996,
для испытаний на растяжение сварных соединений труб диаметром менее 89 мм включ.

а) б) в) г)
D – диаметр трубы; L – длина образца; Р – направление приложения сжимающей нагрузки;
В – величина просвета между сжимающими плитами
Рисунок А.6 – Размеры образца и схема испытаний на сплющивание
А.4.2 Перед испытанием трубчатых образцов на растяжение следует удалить усиление сварного шва. В формулу расчета временного сопротивления разрыву должна быть введена площадь сечения трубы вне сварного шва. Концы трубчатого образца перед испытанием могут быть сплющены, если этого требует конструкция разрывной машины. Расстояние от оси шва до начала сплющиваемого участка должно быть в данном случае не менее двух диаметров трубы. Временное сопротивление разрыву при растяжении трубчатых образцов должно быть не ниже нормативного значения временного сопротивления разрыву, установленному стандартом или ТУ на поставку труб.
А.4.3 Перед испытанием трубчатых образцов на сплющивание следует удалить усиление сварного шва заподлицо с основным металлом. При испытании образцов сварной шов располагают по оси сжимающей нагрузки. Результаты испытания образцов на сплющивание характеризуются величиной просвета между сжимающими плитами до появления первой трещины на поверхности образца (рисунок А.6). Допустимая величина просвета для труб диаметром до 48 мм равна 3 толщинам стенки (S), для труб диаметром от 48 до 89 мм – 4S. Появление надрывов длиной до 5 мм на кромках и на поверхности образца, не развивающихся в трещину в процессе дальнейших испытаний до полного сплющивания образца, браковочным признаком не является.
А.4.4 Результаты испытаний трубчатых образцов на растяжение и сплющивание оценивают, как среднее арифметическое значение, рассчитанное для трех образцов. Допускается снижение результатов испытаний для одного образца на 10 % ниже нормативного значения, если средний арифметический результат отвечает нормативным требованиям.
§
А.6.1 Измерение твердости по Виккерсу (НV10) производят на образцах (макрошлифах), вырезанных таким образом, чтобы были охвачены все участки сварного соединения (шов, ЗТВ, основной металл). Должна быть обеспечена параллельность сечений шлифа и обработка поверхности в местах замеров с шероховатостью RА не более 0,80 мкм. Схема замера твердости по Виккерсу представлена на рисунке А.9. В каждой зоне замера должно быть не менее трех отпечатков (для ЗТВ и основного металла – с двух сторон от оси шва).

◊-◊-◊ – зона замера твердости
Рисунок А.9 – Схема замера твердости по Виккерсу в различных зонах сварного соединения
Приложение Б
(обязательное)
Форма допускного листа сварщика
| ДОПУСКНОЙ ЛИСТ СВАРЩИКА №___________ от «___» _________20__г. | |||||||||||||||||||||||||||||||||||||
| Наименование организации: | Подразделение: | ||||||||||||||||||||||||||||||||||||
| Колонна/ поток/участок: | |||||||||||||||||||||||||||||||||||||
| И.О. Фамилия______________________________________________________________________________________ | |||||||||||||||||||||||||||||||||||||
| Аттестационное удостоверение | |||||||||||||||||||||||||||||||||||||
| номер, дата выдачи, срок действия | |||||||||||||||||||||||||||||||||||||
| Подготовка | |||||||||||||||||||||||||||||||||||||
| место прохождения предаттестационной подготовки, аттестационный пункт (центр) НАКС | |||||||||||||||||||||||||||||||||||||
| Разряд | Клеймо | Стаж | |||||||||||||||||||||||||||||||||||
| Дата последнего выполнения сварочных работ: | |||||||||||||||||||||||||||||||||||||
| заполняется непосредственно с момента перерыва: отпуск, болезнь и т.д . | |||||||||||||||||||||||||||||||||||||
| Допускной стык: | Дата сварки: | ||||||||||||||||||||||||||||||||||||
| Шифр операционной технологической карты: | |||||||||||||||||||||||||||||||||||||
| Обозначение НД ОАО « АК «Транснефть»: | |||||||||||||||||||||||||||||||||||||
| Заключение по контролю качества допускного стыка (с оценкой) | |||||||||||||||||||||||||||||||||||||
| ВИК: | № | от | «____» | ______ | 20__ г. | ||||||||||||||||||||||||||||||||
| РК: | № | от | «____» | ______ | 20__ г. | ||||||||||||||||||||||||||||||||
| УЗК: | № | от | «____» | ______ | 20__ г. | ||||||||||||||||||||||||||||||||
| Контроль по макрошлифам: | № | от | «____» | ______ | 20__ г. | ||||||||||||||||||||||||||||||||
| Механические испытания на статический изгиб: | № | от | «____» | ______ | 20__ г. | ||||||||||||||||||||||||||||||||
| По результатам сварки допускного стыка, сварщик допущен к выполнению работ на объектах ОАО «АК «Транснефть»: _________________________________________________________________ способ сварки и перечень объектов по РД-03.120.10-КТН-001-11( Таблица 5.1) | |||||||||||||||||||||||||||||||||||||
| Соединений: | слоя(ев): | ||||||||||||||||||||||||||||||||||||
| тип и вид соединения | указать слои, слои, либо «Всех» | ||||||||||||||||||||||||||||||||||||
| Стыков: | Толщиной, мм | ||||||||||||||||||||||||||||||||||||
| труба-труба, труба-деталь, труба-запорная арматура, ремонтная конструкция и др. | диапазон (группа) | ||||||||||||||||||||||||||||||||||||
| Группа прочности основного металла | Диаметр, мм | ||||||||||||||||||||||||||||||||||||
| диапазон (группа) | |||||||||||||||||||||||||||||||||||||
| С применением сварочных материалов: | |||||||||||||||||||||||||||||||||||||
| тип сварочных материалов (Э50А и т. п.) (вид покрытия электродов, защитный газ (флюс) | |||||||||||||||||||||||||||||||||||||
| Пространственное положение: | |||||||||||||||||||||||||||||||||||||
| пространственное положение согласно РД-03.120.10-КТН-001-11 (10.2.1.18) | |||||||||||||||||||||||||||||||||||||
| Главный сварщик ОСТ (Инженер по сварке филиала ОСТ) | И.О. Фамилия | «___» | г. | ||||||||||||||||||||||||||||||||||
| подпись | |||||||||||||||||||||||||||||||||||||
| Руководитель (технический) подрядной организации: | И.О. Фамилия | «___» | г. | ||||||||||||||||||||||||||||||||||
| подпись | |||||||||||||||||||||||||||||||||||||
| Специалист СК: | И.О. Фамилия | «___» | г. | ||||||||||||||||||||||||||||||||||
| подпись | |||||||||||||||||||||||||||||||||||||
| Главный сварщик (инженер по сварке) подрядной организации | И.О. Фамилия | «___» | г. | ||||||||||||||||||||||||||||||||||
| подпись | |||||||||||||||||||||||||||||||||||||
Приложение В
(обязательное)
Маркировка сварных соединений
Схема маркировки сварных соединений с номерами блоков приведена на рисунке В.1.
1, 2, 3, 4, 5, 6, 7 – номера блоков
Рисунок В.1– Схема маркировки сварных соединений
Блок 1. Характеристика свариваемых элементов. Через дробь пятизначное буквенно-цифровое обозначение сварного соединения. Для линейной части МН соответствует значению километра трассы.
Блок 2. Трехзначное цифровое значение номера сварного соединения.
Нумерация (сотни, десятки, единицы) производится с шагом 10 единиц (010, 020, 030, 040 т. п.), при движении колонны (потока) против движения нефти, отсчет начинается в обратную сторону с учетом среднего количества линейных стыков (в зависимости от длины трубы, сварка отдельными трубами или двухтрубными секциями). При необходимости производства сварочных работ (установка задвижки, тройника, ликвидация разрыва и т. п.) после сварки основных стыков, производится последовательное увеличение (уменьшение) нумерации в разряде единиц (010, 011, 012, и т. п.). Нумерация сварных соединений технологических трубопроводов, резервуаров, увеличение номера производится в направлении указанном в технологической схеме.
Блок 3. Номера труб, деталей.
Блок 4. Двухзначное буквенно-цифровое обозначение технологических особенностей сварного соединения:
— ЛС – линейный стык;
— Б1 – поворотный стык, обозначаются стыки, выполненные на ТСБ, площадках укрупненной сборки, цифра обозначает порядковой номер площадки (базы);
— PC – разнотолщинное соединение;
— ЗХ – «захлест»;
— BP – вырезка, сварное соединение после вырезки;
— TP – тренировочный стык;
— ДС – допускной стык;
— ПС – пробный стык.
После проведенного ремонта, перед Блоком 4, наносится аббревиатура Р2, где
Р – ремонтный стык (сварное соединение после ремонта), цифра обозначает количество участков с ремонтом.
Блок 5. Двухзначное цифровое обозначение способа сварки в соответствии с применяемой технологией сварки:
а) РД – 01;
б) РАД –02;
в) МП – 03;
г) МПС – 04;
д) МПГ – 05;
е) АФ – 06;
ж) АППГ – 07;
и) АПГ– 08 (в том числе двухсторонняя или односторонняя автоматическая сварка проволокой сплошного сечения в среде активных газов (смесях);
к) АПС – 09;
л) МПИ – 10.
При применении комбинированного способа сварки указывается две цифры, обозначающие способ сварки. Например, 37 – сварка выполнялась МП и АППГ.
Блок 6. Трехзначное цифровое значение шифра бригады выполнявшей сварку.
Блок 7. Дата сварки соединения.
Пример маркировки сварного соединения
, где 1067х16 – свариваемые элемент диаметром 1067 мм с толщиной стенки 16 мм, 1374 – стык находится на 1374 км трассы, 510 – порядковый номер стыка 51, 5732946/5734895 – номера труб, деталей (соответствует номеру по паспорту трубы, детали), Р1ЗХ – на захлестном стыке проводился ремонт в одном месте, 37 – комбинированная сварка, где цифра 3 – МП, 7 – АППГ, А21 – клеймо бригады, 15.04.2021 – дата сварки. |
Маркировка сварных соединений осуществляется «от руки» маркерами (несмываемой краской) цветами контрастными к наносимой поверхности с высотой шрифта от 30 до 50 мм. Допускается маркировка стыка до начала его сварки. Ответственность за маркировку стыка возлагается на специалиста сварочного производства (от II до IV уровней по РД 03-495-02), производящего сварочно-монтажные работы.
Стыки маркируются в верхнем полупериметре сварного соединения в удобном для чтения положении (как параллельно, так и перпендикулярно поперечному шву). Маркировочная запись должна располагаться на расстоянии не более 800 мм от монтажного шва. Сварные соединения, сваренные на ТСБ, маркируются около каждого поперечного шва, для двух шовных труб на двух взаимно противоположных продольных швах.
После проведенного ремонта, маркировка производится около отремонтированного участка сварного соединения, при маркировке допускается не указывать блоки 1, 2. Если на сварном соединении присутствует несколько мест требующих ремонта, то каждому ремонтному участку присваивается номер. Нумерация начинается с 0 ч и увеличивается по часовой стрелке по ходу нефти.
Приложение Г
(обязательное)
Форма разрешения на производство сварочно-монтажных работ[3]
_____________________________________
наименование ОСТ
Разрешение на производство сварочно-монтажных работ
Рассмотрев документацию, представленную подрядной организацией:
название, адрес
1 ППР на проведение монтажных работ
номер, название
2 Операционные технологические карты
3 Свидетельства НАКС об аттестации применяемых технологий сварки
| № п/п | Наименование технологии сварки | Номер свидетельства | Срок действия |
4 Удостоверения специалистов сварочного производства
| № п/п | И.О. Фамилия | Должность | Номер удостоверения | Срок действия |
5 Удостоверения сварщиков
| № п/п | И.О. Фамилия | Способ сварки | Номер удостоверения | Срок действия |
6 Свидетельства НАКС об аттестации применяемого сварочного оборудования
| № п/п | Марка | Заводской, инвентарный номер | Номер свидетельства | Срок действия |
7 Свидетельства об аттестации применяемых сварочных материалов
| № п/п | Марка | Номер партии | Номер свидетельства | Срок действия |
8 Перечень применяемого сварочного и вспомогательного оборудования
| № п/п | Операция | Наименование оборудования | Марка | Количество |
| Подготовка кромок | ||||
| Сборка | ||||
| Подогрев | ||||
| Сварка* | ||||
| Подготовка сварочных материалов | ||||
| * Кроме источников тока. |
9 Наименование ЛНК по паспорту ЛНК, номер разрешения выданного
ОАО ЦТД «Диаскан», номер свидетельства аттестации по ПБ 03-372-00:
10 Удостоверения специалистов ЛНК по неразрушающему контролю (в том числе и специалистов, участвующих в комиссии по входному контролю, обеспечивающих приемку качества подготовки кромок и сборки)
| № п/п | И.О. Фамилия | Должность | Вид контроля | Номер удостоверения, срок действия |
11 Операционные технологические карты по видам контроля
| № п/п | Номер операционной технологической карты | Вид | Примечание |
и проверив практическое выполнение сварки допускных стыков:
в количестве шт.
в количестве шт.
выполненных сварщиками:
1 _____________________________________________________________________________
И.О. Фамилия, номер клейма, номер удостоверения, срок действия удостоверения
2 _____________________________________________________________________________
И.О. Фамилия, номер клейма, номер удостоверения, срок действия удостоверения
и фактическое состояние применяемого оборудования, а также на основании результатов неразрушающего и разрушающего контроля допускных стыков:
Заключение ВИК: Номер от
Заключение по РК: Номер от
Протокол механических испытаний: Номер от
разрешаю______________________________________________________________________
наименование организации
производство сварочно-монтажных работ на объекте:
наименование объекта
проводимых в рамках области действия технологий сварки, указанных в ______________
в соответствии со следующей областью распространения:
а) виды сварочных работ: ___________________________________________________;
сварка товарных стыков, ремонт сварных стыков
б) диапазон диаметров:______________________________________________________;
в) диапазон толщин:________________________________________________________;
г) группа (группы) прочности основного металла:_______________________________;
д) типы, виды свариваемых элементов: ________________________________________;
труба-труба, труба-деталь, труба-запорная арматура
е) прочие условия: _________________________________________________________;
Главный инженер ОСТ ___________________ И.О. Фамилия
Главный сварщик ОСТ ___________________ И.О. Фамилия
Технический руководитель подрядной организации ____________________ И.О. Фамилия
Главный сварщик подрядной организации ____________________ И.О. Фамилия
Представитель строительного контроля ____________________ И.О. Фамилия
Приложение Д
(обязательное)
Форма акта входного контроля и проверки сварочно-технологических свойств электродов
АКТ № ________
§
| __ ______ 20__ г. Комиссия по проверке сварочно-технологических свойств и проведения входного контроля: Руководитель подразделения _______________________________________________________ Специалист по сварке _____________________________________________________________ Представитель лаборатории НК ____________________________________________________ Электрогазосварщик 6 разряда, аттестованный на уровень I по РД 03-495-02 ______________ | ||||
| № п/п | Параметр | Оценка | ||
| Фирма-изготовитель | ||||
| Марка, диаметр, длина | ||||
| Номер партии | ||||
| Свариваемое изделие | ||||
| Свариваемые слои | ||||
| Качество покрытия | ||||
| Прочность покрытия | ||||
| Качество стержня | ||||
| Свариваемые слои шва | Корневой | Заполняющий | Облицовочный | |
| Сварочный ток при сварке шва, А: а) в нижнем положении; б) в вертикальном положении; в) в потолочном положении | ||||
| Возбуждение и стабильное горение: а) первичное; б) повторное горячее; в) повторное холодное |
| № п/п | Параметр | Оценка |
| Образование козырька, откалывание покрытия во время сварки | ||
| Склонность к залипанию электрода при сварке короткой дугой | ||
| Формирование валиков шва | ||
| Отделяемость шлака | ||
| Наличие трещин, пор в слое шва | ||
| Качество шва по результатам ВИК контроля | ||
| Качество шва по результатам рентгенографического контроля | ||
| Дополнительные сведения |
Вывод комиссии по результатам испытания сварочно-технологических свойств:
Испытанные сварочные материалы марки _________ партия № _______ производства фирмы __________ по сварочно-технологическим свойствам годны для сварки корневого, заполняющих и облицовочного слоев шва стыков труб на объектах ОСТ.
Настоящий акт составлен для применения внутри _______________, данные акта не могут быть использованы другими организациями.
| Руководитель подразделения | И.О. Фамилия | ||
| подпись | |||
| Специалист по сварке | И.О. Фамилия | ||
| подпись | |||
| Представитель лаборатории НК | И.О. Фамилия | ||
| подпись | |||
| Электрогазосварщик | И.О. Фамилия | ||
| подпись |
Приложение Е
(обязательное)
Форма типовой операционной технологической карты сборки, сварки
и ремонта кольцевых стыков при строительстве и ремонте трубопроводов
Приложение Ж
(рекомендуемое)
Инструкция по механической обработке и резке труб при изготовлении трубных узлов магистральных трубопроводов, обвязки нефтеперекачивающих станций и на местах производства работ
Ж.1 Общие требования к проведению работ
Ж.1.1 При выполнении работ по обработке кромок труб следует руководствоваться настоящим документом.
Ж.1.2 Геометрические параметры разделки кромок труб, обрабатываемых при изготовлении трубных узлов должны соответствовать требованиям настоящего документа.
Ж.1.3 Обработку кромок труб следует производить под навесом или на открытом воздухе при окружающей температуре не ниже минус 40 ºС.
Ж.1.4 Обработанные кромки труб или катушек, подлежащих хранению более трех суток, должны быть покрыты консервирующей смазкой для исключения образования ржавчины.
Ж.2 Выбор труб и соединительных деталей для изготовления трубных узлов
Ж.2.1 Трубы должны соответствовать требованиям заказной спецификации
ОТТ-23.040.00-КТН-051-11.
Ж.2.2 Соединительные детали для изготовления трубных узлов должны соответствовать требованиям ОТТ-23.040.00-КТН-190-10.
Ж.2.3 Обработку кромок производить на трубах, прошедших входной контроль при поступлении на монтажную площадку. При наличии овальности на концах от 1 % до 4 % среднего диаметра трубы перед началом механической обработки необходимо произвести исправление овальности согласно требований Ж.3.
§
Ж.3.1 Разрешается править трубы с величиной овала до правки, не превышающей 4 % от номинального диаметра. Овальность труб определяется как отношение разности наибольшего и наименьшего диаметра в одном сечении к номинальному наружному диаметру. Исправление овала производится на расстоянии не более 200 мм от конца трубы.
Ж.3.2 Правка овала производится путем увеличения минимального диаметра за счет статической упругой деформации трубы. При этом раздача трубы не должна превышать 5 % от номинального диаметра.
Ж.3.3 При отрицательной температуре окружающей среды допускается правка овала с предварительным подогревом изнутри трубы в интервале от 20 ºС до 30 ºС. Измерение температуры трубы производится контактным (бесконтактным) термометром.
Ж.3.4 Правка овалов осуществляется с помощью механических или гидравлических устройств (домкратов), в следующем порядке:
— на торце трубы рулеткой с точностью до ±1,0 мм определить минимальный и максимальный диаметры. На внешней поверхности трубы мелом нанести отметку в точке минимального диаметра;
— трубу установить таким образом, чтобы меловая отметка находилась в верхнем или нижнем положении;
— внутрь трубы установить нижнюю опору (металлический упор радиусом равным внутреннему диаметру трубы), домкрат и верхнюю опору в вертикальном положении;
— длина опоры вдоль образующей не менее 100 мм и по окружности не менее
20° (рисунок Ж.1);
— установить домкрат в упор без зазора с трубой, отметить начальное положение штока, поднять шток домкрата на высоту, приведенную в таблице Ж.1, в зависимости от типоразмера трубы (значение величины подъема измерить линейкой с ценой деления
±1,0 мм);
— произвести выдержку домкрата в рабочем положении в интервале от 10 до 15 мин;
— привести домкрат в исходное положение.
 Вставка верхняя
Вставка верхняя
Домкрат
Опора
Вставка нижняя
Рисунок Ж.1 – Схема правки овала труб
Ж.3.5 Произвести измерение овала. При величине овала более 1 % повторить операции правки по пункту Ж.3.4 настоящего приложения не более 3 раз. При овальности не более 1 % от номинального диаметра труба считается пригодной.
Таблица Ж.1 – Контрольные параметры операции правки овала трубы
| № п/п | Диаметр трубы | Величина поднятия штока, мм | Длина накладки по окружности не менее, мм |
Ж.4 Подготовка производственного оборудования
Ж.4.1 На площадке складирования труб должен быть организован участок обработки кромок труб. Организация участка должна быть предусмотрена ППР. Схема участка производства работ при обработке кромок и резке труб приведена на рисунке Ж.2.

1 – опоры; 2 – труба; 3 – кромкообрабатывающий станок; 4 – гидростанция; 5 – шланги гидропривода; 6 – провода электросети; 7 – траверса с торцевыми захватами; 8 – кольцевой зажим;
9 – площадка контроля качества работ; 10 – трубоукладчик; 11 – склад труб длиной 12 м; 12 – склад трубных деталей с обработанными торцами; 13 – деревянные подкладки; 14 – склад труб с обработанными торцами. М1 – машинист трубоукладчика; К – оператор кромкообрабатывающего станка; С – стропальщик; Б – слесарь-монтажник; П – помощник оператора
Рисунок Ж.2 – Схема участка производства работ при обработке кромок и резке труб
Ж.4.2 Размеры участка должны позволять компактно расположить кромкообрабатывающее оборудование, обеспечить свободное и безопасное перемещение грузоподъемного оборудования. Участок обработки кромок труб должен быть обеспечен централизованной или автономной электросетью мощностью не менее 20 кВт.
Ж.4.3 Для обработки кромок трубы должны быть уложены на инвентарные опоры, Схема укладки трубы на опоры и установки кромкообрабатывающего станка на трубе представлена на рисунке Ж.3.

Рисунок Ж.3 – Схема укладки трубы на опоры и установки
кромкообрабатывающего станка на трубе
Ж.4.4 Перемещение труб, укладка труб на опоры, поддержание при резке, снятие трубы с опор осуществляется краном-трубоукладчиком или автокраном.
Ж.4.5 До начала работ по обработке кромок:
— проверить грузозахватные приспособления для перемещения труб;
— подготовить кромкообрабатывающий станок к работе;
— подключить оборудование к электросети.
§
Ж.5.1 Обработку кромок труб произвести в следующем технологическом порядке.
Ж.5.2 Уложить трубы трубоукладчиком на инвентарные опоры (рисунок Ж.3). Обрезаемый конец трубы следует поддерживать трубоукладчиком (краном) в процессе всей работы.
Ж.5.3 Предварительно разметить на трубе участка реза и обработки кромок и удалить изоляцию.
Ж.5.4 При использовании станков токарного типа изоляция удаляется на участке шириной 350 мм.
Ж.5.5 При использовании станков фрезерного типа изоляция удаляется на участке шириной не менее 500 мм.
Ж.5.6 Резка и обработка кромок труб с использованием станка токарного типа произвести в следующей последовательности:
а) разметить на очищенной от изоляции трубе участка реза и обработки кромки с помощью гибкого кольцевого шаблона;
б) установить станок на обрабатываемой трубе по разметке, в следующей последовательности:
— установить две половины станка рядом с трубой и соединить их на трубе на размеченном участке обработки (рисунки Ж.4 и Ж.5);
— произвести центровку корпуса станка относительно поверхности трубы
(рисунок Ж.5);
— проверить перпендикулярность корпуса установки относительно поверхности трубы с помощью специального угольника не менее чем в четырех точках по периметру трубы (см. рисунок Ж.5);
— установить резцы в резцедержатели (рисунок Ж.6). При обработке кромок труб следует использовать резцедержатели, оснащенные устройствами для копирования наружной поверхности трубы (рисунок Ж.5);
— подключить гидростанцию к централизованной или автономной сети переменного тока;
в) резку трубы выполнить в следующей последовательности:
— установить в резцедержатели станка два отрезных резца;
— установить на пульте управления гидростанциии станка режимы резания;
— выполнить резку трубы;
— во время резки для уменьшения трения на режущей кромке следует использовать смазочно-охлаждающую жидкость;
г) обработку кромок трубы выполнить в следующей последовательности:
— установить в резцедержатель фасонный резец для обработки фаски;
— установить на пульте управления гидростанции станка режимы резания;
— выполнить обработку фаски;
— при обработке фаски для уменьшения трения на режущей кромке следует использовать смазочно-охлаждающую жидкость.
Рисунок Ж.4 – Общий вид станка

Рисунок Ж.5 – Схема центровки и проверки перпендикулярности
корпуса станка поверхности трубы
Рисунок Ж.6 – Схема установки резцов
Ж.5.1 Резка и обработка фасок на трубах производится на режимах оговорённых в руководстве по эксплуатации оборудования.
Ж.5.2 Резку и обработку кромок труб, с использованием станков фрезерного типа (СППК, «Волжанка» и «Волжанка-2» и т. д.), выполнить в следующей последовательности:
а) разметить на очищенной от изоляции трубе линии реза и обработки кромки и линии установки цепи c помощью гибкого кольцевого шаблона;
б) базировать станок на обрабатываемой трубе по разметке, в следующей последовательности:
— установить станок краном грузоподъемностью соответствующей грузоподъёмности на верхней части обрабатываемой трубы таким образом, чтобы фреза располагалась над намеченным местом реза;
— удержать станок грузоподъемным механизмом до полного натяжения цепей;
— установить цепи крепления станка по разметке, непараллельность цепей должна быть не более 1 мм;
— проверить шаблоном правильность установки цепей;
— установить на трубах диаметром более 820 мм направляющую, соответствующую диаметру трубы, для получения точного схождения реза, направляющая при этом устанавливается со стороны противоположной режущему инструменту;
— отрегулировать натяжение цепей с помощью натяжного механизма;
в) резку и обработку кромок труб выполнить в следующей последовательности:
— включить автомат защиты, расположенный в электрическом пульте управления;
— настроить режимы резки и обработки кромок;
— осуществить подачу охлаждающей жидкости на инструмента;
— произвести резку и обработку кромок трубы.
Ж.5.3 Резка и обработка фасок на трубах производится на режимах оговорённых в руководстве по эксплуатации оборудования.
§
Ж.6.1 В процессе работы производится операционный контроль качества работ (таблица Ж.2.)
Ж.6.2 Линейные размеры обработанных фасок необходимо контролировать штангенциркулем. Точность измерения линейных размеров – 0,1 мм по РД 03-606-03.
Ж.6.3 Углы обработки контролировать с помощью угломера (2УМ) и шаблона сварщика (УШС-3). Точность измерения – 1° по РД 03-606-03.
Ж.6.4 Качество обработанной поверхности оценить с помощью набора эталонных образцов для оценки шероховатости.
Ж.6.5 Косина реза (отклонение от перпендикулярности торца трубы относительно образующей) выполненного в полевых условиях оценивается с помощью поверочного угольника по ГОСТ 3749, металлической линейки, набора щупов.
Порядок проведения измерения (рисунок Ж.8):
а) для определения разницы внутренних диаметров трубы (катушки) необходимо измерить размеры 1-1 и 2-2 по внутреннему периметру трубы в сечении А и в сечении В, на расстоянии К, равному длине опорной полки угольника. Длина опорной полки поверочного угольника не менее 250 мм. Измерения производить рулеткой с ценой деления
1 мм;
б) вычислить величину разницы внутренних диаметров трубы (катушки) в сечениях А и В;
в) установить линейку на торец трубы, а угольник – на внутреннюю поверхность трубы таким образом, чтобы угольник соприкасался с линейкой. Длина угольника со стороны линейки должна составлять от 0,45 до 0,98 внутреннего диаметра трубопровода в измеряемом сечении. С помощью набора щупов измерить величину зазора между линейкой и угольником в месте наибольшего зазора (точках C¢ и С¢¢). Точность измерения – 0,1 мм
по РД 03-606-03.
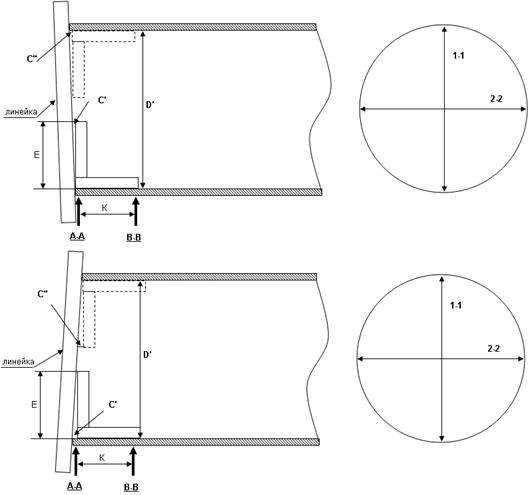
А-А, В-В – сечения в которых производятся измерения периметра трубы; D’ – внутренний диаметр трубопровода в измеряемом сечении; C¢, C¢¢ – точки измерения зазора; К – длина опорной полки угольника; Е – длина угольника; 1-1, 2-2 – размер катушки во взаимно перпендикулярных плоскостях
Рисунок Ж.8 – Схема измерения косины реза в полевых условиях
Повторить проведенные измерения на диаметрально противоположной стороне трубы, катушки:
г) величина косины реза F, мм, определяется по формуле:
— при разнице диаметров в сечениях А и В менее 0,5 мм расчет производится по формуле:
 ,(Ж.1)
,(Ж.1)
где D’А – внутренний диаметр трубопровода в торцевом сечении, мм;
C¢, C¢¢ – величина зазора в соответствующих точках, мм;
Е – длина угольника со стороны линейки, мм;
— при разнице диаметров в сечениях А и В – 0,5 мм и более расчет производится по формуле:
 , (Ж.2)
, (Ж.2)
где Cmaх, С min – величина зазора в точках C¢, C¢¢, мм.
Максимальная допускаемая косина реза – 2,0 мм.
Таблица Ж.2 – Этапы операционного контроля качества выполняемых работ
| № п/п | Наименование процессов и конструкций, подлежащих контролю | Предмет контроля | Инструмент и способ контроля | Периодичность контроля | Ответственный |
| Проверка труб, предназна-ченных для обработки | Проверка сертификатов на трубы перед обработкой кромок Наличие маркировки | Визуально Визуально | Постоянно (каждая труба) Постоянно (на каждой трубе) | Руководитель работ | |
| Состояние труб перед обработкой кромки | Визуально, универсальный шаблон сварщика УШС-3, линейка | Непрерывно (каждую трубу) | Помощник оператора кромкообра-батывающего станка | ||
| Проверка труб, при обработке | Проверка угла обработанной кромки | Угломер 2УМ рулетка, линейка То же | Каждую трубу | Помощник оператора кромкообра-батывающего станка | |
| Проверка величины притупления | Штангенциркуль | Каждую трубу | Помощник оператора кромкообра-батывающего станка | ||
| Проверка косины реза | Угольник, щуп | Каждую трубу | Помощник оператора кромкообра-батывающего станка | ||
| Проверка качества поверхности обработанной кромки | Набор эталонных образцов для оценки шероховатости поверхности | Каждую трубу | Помощник оператора кромкообра-батывающего станка | ||
| Проверка длины трубы (катушки) после обработки кромок | Рулетка | Каждую трубу | Помощник оператора кромкообра-батывающего станка | ||
| Замер периметра катушки (трубы) на обработанном торце | Рулетка | Каждую трубу | Помощник оператора кромкообра-батывающего станка | ||
| Маркировка труб (катушек) с обработанными кромками | Наличие маркировки | Визуально | Каждую трубу | Помощник оператора кромкообра-батывающего станка |
Ж.6.6 Периметр трубы (катушки) на обработанном торце измерить с помощью рулетки с ценой деления 1 мм по РД 03-606-03.
Ж.6.7 Оператор кромкообрабатывающего станка и его помощник должны осуществлять контроль строительной длины обработанных труб или катушек, производить замер параметров разделки кромок, косину реза, периметр трубы на обработанном торце, качество обработанной поверхности.
Ж.6.8 Кромки труб или катушек, параметры которых не соответствуют требованиям нормативной документации должны быть обработаны повторно после устранения причин, приведших к браку.
Ж.6.9Помощник оператора кромкообрабатывающего станка должен нанести белой краской маркировку на зачищенную поверхность трубы или катушки с обработанными кромками. Маркировку наносить несмываемой краской на внутренней поверхности на расстоянии от 10 до 500 мм от торца трубы или катушки.
Пример маркировки –
| Труба – 1020х20х6000 К60 – ТУ Тип разделки ТР-5 Периметр 3202 мм Другие обозначения должны быть предусмотрены проектами узлов. |
§
§
Минимальное количество слоев:
— 4 для толщин стенок от 12 до 15,3 мм;
— 5 для толщин стенок от 15,7 до 18,7 мм;
— 6 для толщин стенок от 19 до 20 мм
*— трубы с толщиной стенки более 15 мм имеют двухскосую разделку кромок с углами 35-50 и 16-5°. и притуплением 1,8 ± 0,8 мм
§
§
§
§
§
§
§
§
§
АКТ № __________
от __________ 20 __г. __________________________________
объект, местное время составления разрешения
Выполнения ремонта сварного соединения номер________
В соответствии с требованиями нормативной документации в результате осмотра места выборки дефекта, направленного в ремонт, заключение № ______, установлено, что разметка дефектного участка выполнена в соответствии с радиографическим снимком и заключением неразрушающего контроля.
Длина дефекта по мерному поясу _____ мм.
Координаты дефекта по мерному поясу _____ мм.
Протяженность участка вышлифовки _____ мм.
Максимальная глубина выборки _____ мм.
Дефект вышлифован.
В соответствии требованиями нормативной документации выполнен ремонт сварного соединения номер ________________________________________________________________.
Подогрев до температуры ______ °С произведен (тип нагревателя)_________________.
Контроль температуры произведен (тип оборудования) __________________________
зав. номер__________ номер свид. поверки____________ дата окончания поверки _______.
Работы по заварке ремонтного места выполнены в соответствии с операционной технологической картой номер ______________________ количество слоев _______________.
Сварку выполнил _______________________ (номер удостоверения) _______________.
Контроль температуры при остывании произведен (тип оборудования) __________
зав. номер__________ номер свид. поверки____________ дата окончания поверки _______. Скорость остывания _________ °С/ч.
Настоящим актом подтверждается соответствие выполненных работ требованиям нормативных документов.
Представитель строительного контроля:________________________________________
должность, И.О. Фамилия, дата выдачи, подпись, печать
Производитель работ: ______________________________________________________
должность, И.О. Фамилия, дата, подпись
Библиография
[1] ГОСТ 10704-91 Трубы стальные электросварные прямошовные
[2] ГОСТ 9567-75 Трубы стальные прецизионные
[3] ГОСТ 9941-81 Трубы бесшовные холодно- и теплодеформированные из коррозионно-стойкой стали
[4] ГОСТ 9940-81 Трубы бесшовные горячедеформированные из коррозионно-стойкой стали
[5] EN 756:2004 Welding consumables – Solid wires, solid wire-flux and tubular cored electrode-flux combinations for submerged arc welding of non-alloy and fine grain steels – Classification (Материалы, расходуемые при сварке. Электродная и комбинированная электродная порошковая проволока для сварки под флюсом нелегированной и мелкозернистой сталей. Классификация)
[6] EN 760-1996 Welding consumables – Fluxes for submerged arc welding – Classification (Материалы, расходуемые при сварке. Флюсы для дуговой сварки под флюсом. Классификация)
[7] AWS A5.17/A5.17M-97 (R2007) Specification for Carbon Steel Electrodes and Fluxes for Submerged Arc Welding (Спецификация сочетания проволоки из углеродистой стали и флюса для сварки под флюсом)
[8] AWS A5.23/A5.23M:2021 Specification for Low-Alloy Steel Electrodes and Fluxes for Submerged Arc Welding (Спецификация сочетания проволоки из низколегированной стали и флюса для сварки под флюсом)
[9] AWS A5.20/A5.20M:2005 Specification for Carbon Steel Electrodes for Flux Cored Arc Welding (Спецификация на электроды из углеродистой стали для дуговой сварки порошковой проволокой)
[10] AWS A5.29/A5.29M:2021 Specification for Low-Alloy Steel Electrodes for Flux Cored Arc Welding (Спецификация на электроды из низколегированной стали для дуговой сварки порошковой проволокой)
[11] AWS A5.18/A5.18M:2005 Specification for Carbon Steel Electrodes and Rods for Gas Shielded Arc Welding (Спецификация на электроды и прутки из углеродистой стали для дуговой сварки в среде защитного газа)
[12] A5.28/A5.28M:2005 Specification for Low-Alloy Steel Electrodes and Rods for Gas Shielded Arc Welding (Спецификация на электроды и прутки из низколегированной стали для дуговой сварки в среде защитного газа)
[13] AWS A5.1/A5.1M:2021 Specification for Carbon Steel Electrodes for Shielded Metal Arc Welding (Спецификация для электродов из углеродистой стали для дуговой сварки покрытым электродом)
[14] AWS A5.5/A5.5M:2006 Specification for Low-Alloy Steel Electrodes for Shielded Metal Arc Welding (Спецификация для электродов из низколегированной стали для дуговой сварки покрытым электродом)
[1]) Допускается применение переходного кольца длиной менее 250 мм по согласованию с проектным институтом.
2) В том числе организации системы «Транснефть», в составе которой функционируют строительные, ремонтные и восстановительные подразделения.
[2]) Аттестационные документы (свидетельства, удостоверения, протоколы), выданные до введения настоящего документа, действительны до окончания срока их действия.
[3]) Поскольку на основании настоящей формы разрешения оформляют конкретное разрешение, то в ней использована нумерация отдельного документа, а не приложения к настоящему документу.
[A1]
[A2]Нужно указать на какой типоразмер







