

Трещины при сварке – это один из видов дефектов, приводящий к разрушению сварного соединения. Возникают такие элементы сразу после окончания накладки шва или впоследствии, по мере остывания металла. Каждый сварщик должен знать виды сварных трещин, причины их появления и методы устранения, а также предупреждения, чтобы создавать надежные соединения.
Методы контроля сварного шва
После окончания сварки и остывания металла сварщик самостоятельно осматривает швы на наличие трещин. Для этого необходимо очистить соединение от шлака и пыли щеткой. Порой применяется обдув сжатым воздухом. Чтобы отличить риску наплыва металла от трещины, используют увеличительное стекло.
Остальные методы проверки применяются по необходимости, если того требуют условия выпуска продукции. Это может быть просвечивание швов рентгеновским излучением, которое покажет внутренние трещины, а не только наружные. Для трубопроводов, сосудов и других конструкций, по которым будет протекать жидкость или газ, применяется опрессовывание сжатым воздухом, проверка керосином или аммиаком. Все это помогает выявить скрытые трещины, поры и свищи.

Причины появления холодных трещин
Холодные трещины менее заметны, поскольку раскрываются не так сильно, как горячие. У них не широкая «паутина», а тонкие «ниточки». Зачастую образуется дефект из-за включения водорода, накапливающегося в определенных зонах. Он делает металл более хрупким, вызывая разрывы при остывании, когда заготовка достигает температуры 200 С. Среди других причин образования холодных трещин:
- Малый диаметр электрода. Приводит к недостаточному количеству наплавленного металла. В результате шов получается тонкий и легко рвется от внутренних термических деформаций.
- Низкая сила тока. Не позволяет достаточно глубоко проплавить место соединения. Шов получается поверхностным и трескается от напряжения.
- Слишком узкий сварочный шов. Слабо захватывает стороны заготовки, поэтому когда они расходятся при остывании, нередко возникает трещина рядом со швом.
- Быстрое охлаждение детали после сварки. Если после отрыва дуги сразу полить деталь водой, кристаллическая решетка не успевает полноценно сформироваться и возникает разрушение связей в структуре металла.
- Внутренние напряжения. Когда деталь многократно нагревалась в одном и том же месте, внутри возникает напряжение. Оно возрастает, если остальные части конструкции были соединены перед сваркой с применением силы, а не сведены без усилий. Тогда, по мере остывания, возможны трещины как самого шва, так и прилегающей зоны.
Причины появления горячих трещин
Различают несколько причин возникновения горячих трещин при сварке:
- Жесткая фиксация заготовок. Если детали плотно зафиксированы, то при нагреве от сварки и последующем остывании возникает напряжение, влекущее разрыв материала. Поскольку участки, где велась сварка, наиболее разогреты и мягче других, трещины возникают именно в них.
- Включения посторонних веществ. В сварочную ванну попадают окислы (пленка с поверхности заготовки), краска, шлак, сера, фосфор, что делает сплав неоднородным. При кристаллизации вещества застывают с разной скоростью. В результате одни элементы уже твердые, а другие – жидкие. Последние рвутся от стягивания и усадки металла, приводя к трещинам. Особенно дефекты возникают из-за наличие кислорода и водорода.
- Неправильные пропорции дополнительных легирующих элементов. Когда в присадочный металл добавляют хром, молибден, ниобий, бор и другие элементы для компенсации выгоревших, завышенные пропорции делают кристаллическую решетку отличной от основного материала, что вызывает разницу по твердости и температуре остывания, приводя к трещинам.
- Разная температура плавления соединяемых деталей. При соединении углеродистой и малоуглеродистой стали, у которых температура плавления 1535 и 1300 С, один металл уже твердый, а второй – еще жидкий, поэтому появляются горячие трещины. Еще больше дефект проявляются при соединении чугуна со сталью (температура плавления чугуна 1147-1200 С). Этот же эффект будет, если сваривать две половинки чугуна обычными электродами для углеродистой стали.
Тест по технологии (мальчики) 7 класс с ответами. Тест состоит из 15 заданий с выбором ответа.
1. Важнейшей зерновой культурой России является
1) гречиха
2) овес
3) пшеница
2. Видом художественной обработки металла является
1) чеканка
2) резьба
3) выжигание
4) пайка
3. Одомашненной формой какой рыбы является карп
1) толстолобика
2) сазана
3) окуня
4. Какой инструмент используется для обработки мелких отверстий различной формы?
1) напильник с мелкой насечкой
2) напильник с крупной насечкой
3) надфиль
4) крейцмейсель
5. Сложный способ тепловой обработки мяса
1) припускание
2) варка
3) жарение
4) запекание
6. В предмете «Технология» изучается
1) технологии производства автомобилей
2) технологии создания самолетов и космических аппаратов
3) технологии преобразования различных материалов, энергии, информации
4) технологии создания медицинских инструментов
7. Какой из инструментов используется для чернового строгания древесины?
1) шерхебель
2) фуганок
3) рубанок с одним ножом
4) рубанок с двумя ножами
8. Какой измерительный документ применяется для измерения диаметра цилиндрических заготовок
1) линейка
2) рулетка
3) рейсмус
4) штангенциркуль
9. Интенсивность окраски сырой говядины зависит
1) от сезона
2) от его породы
3) от возраста животного
4) от питания животного
1) выполненный образец изделия
2) комплексная работа от идеи до реализации в продукции
3) макет вновь создаваемого изделия
4) документация, сопровождающая новое изделие
11. Для разметки центров будущих отверстий используется
1) киянка
2) кернер
3) дрель
4) стамеска
12. Последовательность изготовления изделия содержится в
1) технологических картах
2) техническом рисунке
3) эскизах
4) чертежах
13. Основным звеном АПК является
1) растениеводство
2) сельское хозяйство
3) животноводство
14. Относится к техническим культурам
1) пшеница
2) кукуруза
3) подсолнечник
15. Технологической машиной является
1) фрезерный станок
2) компьютер
3) трактор
4) мотоцикл
Ответы на тест по технологии (мальчики) 7 класс
1-3
2-1
3-2
4-3
5-4
6-3
7-1
8-4
9-3
10-2
11-2
12-1
13-2
14-3
15-1
На главную Другие тесты







Выберите один правильный ответ на вопросы теста по курсу «Технология» раздела
«Работа с паяльником»,
и Вы узнаете Ваш уровень усвоения теоретических основ данного раздела
Продолжительность пайки не должна превышать
Малогабаритную транзисторную аппаратуру и конструкции с печатными платами лучше монтировать паяльником мощностью:
Флюс кислотный после пайки нужно..
Канифоль применяется как флюс для пайки припоями..
Температура плавления припоя по сравнению с температурой плавления основного (спаиваемого) металла
Для радиомонтажа достаточно приобрести паяльник мощностью
Если жало паяльника покрылось темным налетом, то необходимо..
Для пайки крупногабаритных деталей и проводов большого сечения применяют паяльник мощностью
Жидкую канифоль на спаиваемую поверхность наносят:
Для радиомонтажа надо применять флюсы, в которых отсутствует..
Мягкие припои имеют температуру плавления до (градусов по Цельсию)
Для радиомонтажных работ более всего подходит припой:
В маркировке припоя оловянно-свинцового (например, ПОС-40, ПОС-60) двузначные цифры обозначают:
К флюсам, разрушающим окисные пленки металлов, относятся:
Цвета медно-цинковых припоев
Мягкие припои употребляют для пайки всех металлов, кроме..
Легкоплавкие (мягкие) припои не следует применять для пайки деталей или вещей..
Самый мягкий припой (вимут + свинец + олово + кадмий) плавится при температуре (градусов по Цельсию):
К флюсам, образующим защитное покрытие очищенного металла, относятся:
Припои оловянно-свинцовые (ПОС) плавятся при температуре (градусов по Цельсию):
Разработчик теста: Галина Васильевна Роднянская,
педагог ГОУ МУК Красносельского района СПб
«Мир увлеченных» — выставка рукоделия и ДПТ в Центре «Евразия» СПб
б) хлористый цинк
г) нашатырь2. Самым тугоплавким припоем является:
а) чистое олово
б) свинцово-оловянный сплав
в) медно-цинковый сплав
г) серебряный сплав3. Для пайки мягкими припоями применяют:
а) газовые горелки
б) бензиновые паяльные лампы
в) электрическую дугу
г) медный паяльник
д) токи высокой частоты4. Для получения мягкого припоя в сплав к олову добавляют :
д) флюсы5. Выберите из перечисленных флюсов тот, который применяется при пайке деталей из меди :
а) хлористый цинк
в) хлористый аммоний
д) солнечные2.Электрическая энергия передается по линиям электропередачи с помощью высокого напряжения, потому что:
а) проще строить высокие линии электропередачи
б) высокое напряжение более безопасно
в) меньше потери в проводах при передаче энергии
г) высокое напряжение удобно использовать3. Трансформаторы позволяют:
а) преобразовать переменный ток в постоянный
б) преобразовать постоянный ток в переменный
в) преобразовать переменный ток одного напряжения определенной частоты в переменный ток другого напряжения и той же частоты:
г) преобразовать частоту колебаний тока на входе трансформатора4. Диоды используются в электротехнике:
а) в нагревательных приборах
б) в осветительных приборах
в) в выпрямителях
г) в электродвигателях
д) в трансформаторах5. Технические устройства, в которых используется электромагнитное действие электрического тока:
а) электрические двигатели и генераторы
б) осветительные приборы
в) нагревательные приборы
г) линии электропередачи
д) предохранители6. Для преобразования переменного тока в постоянный используются:
г) нагревательные приборы
д) осветительные приборы7. Тепловое действие электрического тока используется в :
в) лампах накаливания
д) двигателях8. Наиболее широко используется подключение электрических элементов (потребителей) к сети:
д) неравномерное9. Устройства управления и защиты в электрических цепях:
а) выключатели, предохранители
б) магнитные пускатели
д) осветительные приборы10. Основные потребители электрической энергии:
а) осветительные приборы
б) нагревательные приборы
Ответы на тесты прислать до 1 февраля 2012 года
Общаясь сейчас со связистами на предмет «сообщите, кому какой припой нужен», получил достаточно типовой ответ — «хороший, чтобы всё паял». Углублённое обсуждение вопроса вынесло на поверхность несколько запомнившихся людям торговых марок — в первую очередь Asahi — но и только. Про флюсы и их различия сказано ничего не было.
Спектр задач по пайке при этом у связистов простирается от антенно-фидерного хозяйства (кабели, разъёмы), через аксессуары (зарядки, гарнитуры) и до ремонта собственно радиоаппаратуры (SMD-компоненты).
В связи с этим я не только провёл краткий ликбез и показал пару табличек, но и хочу написать про это здесь, чтобы потом было удобно давать ссылку 🙂
Итак: какие бывают флюсы в припоях, что лучше — ORL0 или ROM1 (я проверил гуглем, обе аббревиатуры на Хабре встречались 0 раз), где искать эту информацию и зачем вообще это надо.
Как известно, припой для радиомонтажных работ бывает проволокой или трубчатый — с флюсом внутри. Второй намного удобнее в большинстве случаев, так как требует меньше операций для работы (при хорошем флюсе предварительно чем-либо смазывать паяемые поверхности вообще не требуется), лучше смачивает спаиваемое соединение, более толерантен к передержке и перегреву места пайки, и так далее.
Вместе с тем, флюсы в припоях — как и вне припоев — очень существенно различаются по своим свойствам, простираясь от обычной канифоли до пригодных для лужения кастрюль агрессивных составов. И мало того, что магазины — но и производители ширпотребных припоев часто вообще не указывают, что именно за флюс они применяют (впрочем, обычно это оказывается просто канифоль, как самая дешёвая).
Между тем, нас на практике интересуют по сути только две характеристики флюса: наличие остатков и агрессивность. По крайней мере, если рассматривать только обычные оловяно-свинцовые или оловяно-медно-серебряные припои для пайки РЭА, а не специфических металлов и сплавов типа алюминия.
Наличие остатков определяет вид места пайки после, собственно, её завершения. Идеальный флюс оставляет после себя полностью прозрачный или слегка желтоватый остаток, который — даже без отмывки — минимально портит внешний вид места пайки. Флюс похуже оставляет после себя коричневый, хорошо заметный остаток, который очень хочется так или иначе отчистить.
Наличие остатков и их цвет зависит от базового материала флюса.
Агрессивность определяет, насколько хорошо флюс помогает паять не идеально чистые поверхности — то есть покрытые тем или иным слоем окислов — без предварительной механической зачистки. С другой стороны, агрессивный остаток, не отчищенный с платы после пайки, может вызвать коррозию дорожек и выводов (особенно при работе устройства в среде с высокой температурой и влажностью), а также уменьшить сопротивление между соседними выводами, вплоть до фатальных сбоев устройства.
Агрессивность определяется содержанием во флюсе галогенов (фтора и брома).
Чтобы быстро понять, куда применяется тот или иной флюс, человечество разработало довольно удобную 4-символьною систему обозначений:
(c) Stannol GmbH, https://www.soselectronic.com/a_info/resource/pdf/ine/Fluxes_EN.pdf
Первые две буквы означают базовый материал флюса, то есть, дают нам примерное понимание количества и качества остатков.
- RO — rosin — канифоль. Та самая, тёплая и ламповая, по сию пору остаётся основным базовым материалом для флюсов. Увы, даёт тот самый характерный коричневый остаток.
- RE — resin — смола. Сюда относятся натуральные смолы (канифоль же — не смола, а получаемый из неё продукт).
- OR — organic — синтетическая органическая основа. Вторая по популярности основа флюсов, и большое её преимущество — отсутствие тёмного остатка после пайки.
- IN — inorganic — синтетическая неорганическая основа.
Третья буква означает класс активности флюса: от низкой (L) через среднюю (M) к высокой (H).
Четвёртый символ — для разнообразия, цифра — означает содержание галогенов. 0 — отсутствуют, 1 — присутствуют в количестве, определяемом классом активности (до 0,5 % в L, от 0,5 до 2 % в M, более 2 % в H).
Практические последствия высокой активности с точки зрения применимости флюса также несложно пояснить:
Флюсы класса L не вызывают коррозии и проходят тест на минимальное сопротивление более 100 МОм даже без отмывки их после пайки. Их можно использовать без последующей отмывки.
Флюсы класса M могут вызвать незначительную коррозию места пайки, но по-прежнему проходят 100-МОм тест. Их желательно смывать с платы после пайки.
Флюсы класса H вызывают серьёзную коррозию и без отмывки не проходят тест на сопротивление. Их необходимо смывать с платы после пайки.
Что из этого на практике мы можем встретить в магазинах?
Страницы работы
Материаловедение. Модуль 7. Сварка.
Пайка. Склейка. Другие способы соединений материалов
1. Верны
ли следующие утверждения?
А) Животные клеи применяют
для соединения дерева, кожи, текстиля, бумаги.
Б) Растительные клеи применяют для склеивания пластмасс.
1) Верно
только Б
3) Верно
только А
2. Верны
ли следующие утверждения?
А) При ручной
низкотемпературной пайке в качестве флюса используется канифоль.
Б) Оловянно-свинцово-сурьмянистые припои используют для пайки
электропроводников в электрических схемах.
3. Заклепочное
соединение деталей машин изображено на рисунке
4. Виды
нагрева при низкотемпературной пайке: А) Медный паяльник; Б) Газовая горелка В)
Горячий газ Г) Печи.
Верно
2) Все,
кроме Г
3) Только
А и Б
4) Только
Б и В
5. Укажите
медно-фосфористый припой
6. Среди
перечисленных утверждений:
Виды промышленной пайки:
А) Погружением в расплавленный припой
Б) Индукционная
В) Сопротивлением
Г) Волной припоя
Д) Световым или электронным лучами
Верным (-ыми) является (-ются)
2) Все,
кроме В
3) Все,
кроме Е
4) Все,
кроме Д
7. Среди
перечисленных утверждений:
Специальные способы сварки плавлением:
А) Газовая
Б) Вакуумно-дуговая
В) Электронно-лучевая
Г) Лазерная
Д) Плазменная
Верным (-ыми) является (-ются)
1) Все,
кроме А
3) Все,
кроме Г
4) Только
А и Б
8. Верны
ли следующие утверждения?
А) Источниками
переменного тока для питания сварочной дуги служат
трансформаторы.
Б) Источником тепла при дуговой сварке служит газовая горелка.
4) Верно
только А
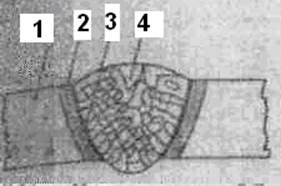
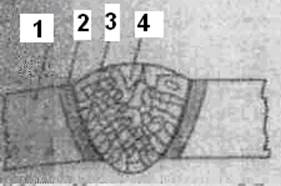
9. Зона
сплавления отмечена на рисунке цифрой
2) Все,
кроме Б
4) Все,
кроме Г
11. Растительные
клеи – это : А) Крахмал; Б) Декстрин; В) Натуральный каучук; Г) Канифоль
Верно
12. Верны
ли следующие утверждения?
А) Процесс получения
неразъемных соединений в результате нагревания
соединяемых материалов ниже температуры плавления, смачивания их
припоем, называется пайкой..
Б) Металл или сплав, вводимый в зазор между соединяемыми поверхностями при
пайке, называется припоем.
2) Верно
только А
13. Основные
виды заклепок по форме головок:
А) Полукруглые
Б) Потайные
В) Пистоны
Г) Пистолетики
Верно
4) Только
А и В
14. Свариваемый
металл отмечен на рисунке цифрой
15. Среди
перечисленных утверждений:
Основные операции процесса пайки:
А) Подготовка поверхностей под пайку
Б) Укладка припоя
В) Сборка деталей
Г) Пайка
Д) Обработка деталей после пайки
Е) Контроль деталей после пайки
Верным (-ыми) является (-ются)
1) Все,
кроме В
2) Все,
кроме Е
16. Для
соединения труб, арматуры трубопроводов и фитингов, применяется_______ резьба
17. Среди
перечисленных утверждений:
Основные способы сварки давлением:
А) Контактная
Б) Диффузионная
В) Холодная
Г) Взрывом
Верным (-ыми) является (-ются)
1) Все,
кроме Г
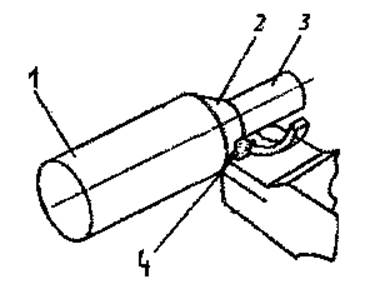
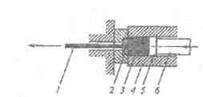
18. Схема
процесса дуговой сварки в защитных газах неплавящимися электродами указана на
рисунке
19. Заклепочные
швы по расположению заклепок делятся на
А) Однорядные
Б) Многорядные
В) Прочные
Г) Плотные
Верно
20. Сварочное
соединение деталей машин изображено на рисунке
21. Зона
сплавления отмечена на рисунке цифрой
22. Резьбовое
соединение деталей машин изображено на рисунке
23. Резьба,
предназначенная для винтов с большим односторонним усилием (домкраты, тиски),
называется.
4) Все,
кроме А
25. Все
способы и методы сварки разделяются на сварку
1) Плавлением
и сверлением
2) Плавлением
и давлением
3) Давлением
и долблением
4) Давлением
и сверлением
Тестовые вопросы и задания
Ссылка на скачивание — внизу страницы.
Контрольный тест (с ответами) по основам теории сварки и резки металла — 2020
год
Тема контрольной работы _ «Общие
сведения о сварке, сварных соединениях и швах», «Металлургические
процессы при сварке»
Каждый вопрос имеет один или несколько правильных ответов. Выберите
верный
Как называется класс
сварки, объединяющий виды сварки, которые производятся плавлением
металла?
Определите, какие из
перечисленных видов сварки относятся к термическому классу сварки:
Дуговая сварка
осуществляется под действием:
Сварной шов в ручной
дуговой сварке защищается с помощью:
Кто изобрел сварку
угольным электродом?
6.
Сварным швом называется:
1.
участок сварного соединения, образовавшийся в результате кристаллизации
расплавленного металла сварочной ванны;
2.
участок сварного соединения, образовавшийся в результате пластической
деформации присадочного металла;
3.
неразъемное соединение, выполненное сваркой;
4.
участок сварного соединения, образовавшийся в результате кристаллизации
электрода.
7.
Стыковым соединением называется:
1.
соединение двух деталей, расположенных под углом друг к другу и
сваренных в месте примыкания их кромок;
2.
соединение, в котором кромки свариваемых деталей расположены параллельно
одна над другой и наложены друг на друга;
3.
соединение деталей, расположенных в одной плоскости или на одной
поверхности;
4.
соединение, в котором к поверхности одной детали примыкает под углом
другая деталь, торец которой прилегает к сопрягаемой поверхности и
приварен к ней.
8.
Из нижеперечисленных процессов назовите химические процессы,
происходящие в сварочной ванне:
2.
загрязнение металла шва вредными примесями;
3.
окисление металла шва;
4.
раскисление металла шва;
5.
ионизация воздуха;
6.
рафинирование металла шва;
7.
термоэлектронная эмиссия.
9.
Степень механизации процесса ручной дуговой сварки:
10.
В какой зоне сварного шва часто возникают трещины?
Контрольный тест по основам теории сварки и резки металла
1. Как
называется класс сварки, объединяющий виды сварки, которые
осуществляются с использованием тепловой энергии и давления?
2. Определите,
какие из перечисленных видов сварки относятся к термическому классу
сварки:
3. Дуговая
сварка осуществляется под действием:
4. Сварной шов в
газовой сварке защищается с помощью:
1.
газового пламени;
2.
нет защиты;
5.
Кто изобрел электрическую дугу?
6.
Сварным соединением называется:
1.
неразъемное соединение, выполненное пайкой;
2.
разъемное соединение, выполненное сваркой;
3.
неразъемное соединение;
4.
неразъемное соединение, выполненное сваркой
7.
Тавровым соединением называется:
окисление
металла шва;
2.
механические процессы;
3.
раскисление металла шва;
4.
легирование металла шва;
6.
загрязнение металла шва вредными примесями;
7.
рафинирование металла шва.
9.
Степень механизации процесса газовой сварки:
10. В какой зоне
металл наиболее хрупкий?
Ключ
с ответами
Материаловедение. Модуль 6. Литейное
производство металлов и пластмасс. Обработка давлением. Обработка резанием.
1. На
рисунке укажите поперечную прокатку
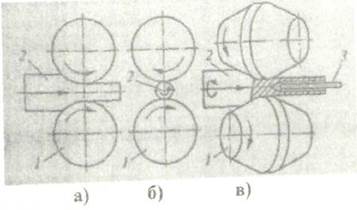
1) Только
а, в
2. «Обработанная
поверхность» обозначена на рисунке цифрой —
3. Среди
перечисленных утверждений:
Труднообрабатываемые резанием материалы – это:
А) Высоколегированные конструкционные стали
Б) Тугоплавкие сплавы
В) Жаростойкие сплавы
Г) Кислотостойкие сплавы
Д) Бронзы
Верным (-ыми) является (-ются)
2) Все,
кроме А и Д
4. Среди
перечисленных утверждений:
Виды лезвийной обработки резанием:
А) Точение
Б) Фрезерование
В) Протягивание
Г)Строгание
Д) Долбление
Верным (-ыми) является (-ются)
1) Все,
кроме Д
3) Все,
кроме А и Д
4) Только
А и Б
5. Способ
получения сложных по конфигурации тонкостенных отливок
называют..
1) Литьем
под давлением
3) Литьем
в кокиль
4) Литье
в оболочковые формы
6. Если
обрабатываемое изделие имеет различные фасонные полости, прорезы, канавки и
другие элементы сложной конфигурации, то к нему целесообразнее применять
________________ обработку.
7. На
рисунке укажите объемную штамповку заготовки
А)
3) Только
Б и Г
8. Процесс
резания с помощью инструмента — фрезы, называется
9. Среди
представленных схем укажите литье в оболочковые формы:
А)

2) Только
Б и В
3) Только
А и Г
10. Верны
ли следующие утверждения?
А) Процесс резания, при
котором заготовке сообщается плавное вращательное движение, а инструменту
поступательное, называется точением.
Б) Процесс увеличения диаметра отверстия сверлом называется рассверливанием.
11. Среди
перечисленных утверждений:
Литье под давлением применяют при изготовлении отливок из _____________
сплавов.
А) Магниевых
Б) Алюминиевых
В) Медных
Г) Цинковых
Верным (-ыми) является (-ются)
3) Верно
только Б
4) Верно
только Г
12. «Поверхность
резания» обозначена на рисунке цифрой —
13. Верны
ли следующие утверждения?
А) Технологический процесс
изготовления заготовок или деталей целенаправленным пластическим
деформированием исходного металла после приложения внешних сил называется
обработкой металлов давлением.
Б) Обработка металлов давлением проводится только в горячем режиме.
1) Верно
только А
2) Верно
только Б
14. «Обрабатываемая
поверхность» обозначена на рисунке цифрой —
15. Верны
ли следующие утверждения?
А) Поверхности на
заготовках, срезаемые за каждый очередной проход, называются обрабатываемыми.
Б) Промежуточную поверхность, образованную режущей кромкой инструмента и
существующую только в процессе обработки, называют поверхностью резания
2) Все,
кроме А и Г
17. Процесс
увеличения диаметра отверстия зенкером называется
18. Среди
перечисленных утверждений:
Методам литья получают изделие, изготовленные из:
А) Чугуна
Б) Стали
В) Меди
Г)Алюминия
Верным (-ыми) является (-ются)
1) Все,
кроме Б
3) Все
кроме В
19. Верны
ли следующие утверждения?
А) . Процесс получения
фасонных заготовок или деталей в процессе заливки расплавленного металла в
литейную форму, внутренняя полость которой с определенным допуском имеет
конфигурацию будущей детали, называется литейным производством
Б) Продукцию литейного производства называют отливкой.
20. Верны
ли следующие утверждения?
А) Листовая штамповка
осуществляется кривошипными и гидравлическими прессами.
Б) Процесс деформирования, при котором плоская заготовка превращается в полое
изделие, называется вытяжкой.
21. Верны
ли следующие утверждения?
А) Поверхности на
заготовках, срезаемые за каждый очередной проход, называются обработанными.
Б) Вновь образуемые поверхности при обработке резанием называются обрабатываемыми.
22. Верны
ли следующие утверждения?
А) Деформация металлов с
помощью вращающихся валков называется волочением.
Б) Прокатка металлов осуществляется на прокатных станах.
23. Среди
перечисленных утверждений:
Требования, предъявляемые к стержневым смесям, используемым в песчано-глинистых
формах:
А) Огнеупорность
Б) Прочность
В) Хорошая выбиваемость
Г) Высокая газопроницаемость
Д) Высокая хрупкость
Верным (-ыми) является (-ются)
2) Все
кроме В
24. Рабочая
полость обозначена на рисунке цифрой
25. Среди
представленных схем укажите центробежное литье:
А)

1) Только
А и Г
Виды трещин по форме и локации
Трещины при сварке могут иметь различную форму, ориентацию в материале и локацию. Различают следующие виды трещин:
- продольные в шве (обычно длинные, иногда через весь стык);
- поперечные в шве (зачастую короткие и зигзагообразные);
- продольные в околошовной зоне (длинные и тонкие, как нитка, едва заметные);
- поперечные в околошовной зоне (расходятся от краев шва по материалу заготовки);
- поперечные внутри основного материала под швом (короткие);
- продольные внутри толщи присадочного металла.
Порой наружные трещины могут образовываться в кратере, при завершении шва, если резко разорвать электрическую дугу. Тогда они расходятся «паутинкой» от центра и ослабляют «замок» сварного соединения. Если стык выполнялся «под воду», высокая вероятность протекания в этом месте. В конструкциях, где герметичность не важна, трещины ослабляют надежность соединения, влекут разрушение стыка, ускоряют разрыв шва.
ROL1 и ORL1
Встречаются довольно редко — например, теоретически есть «Изагри» ФРК 525-2-Т4 с активированной канифолью с добавлением галогенов, но практически в руках его держать не доводилось.
Впрочем, производители второго эшелона довольно часто указывают в качестве флюса «activated rosin» — что это значит и к какому классу относится, ROL1 или уже ROM, остаётся только гадать (а также не брать эти припои ни для чего, кроме ёлочных гирлянд и одноразовых поделок в радиокружке).
TL;DR
- для пайки SMD-компонентов и сложных печатных плат — флюсы категории ROL0 и ORL0. Если надо дёшево — то можно взять припои «ПМП» с канифолью, если есть средства — Stannol HF32-SMD, Asahi FC5005, Felder ISO-Core EL, а ещё лучше — Felder ISO-Core ELR.
- для пайки печатных плат и компонентов в не очень хорошем состоянии — флюсы категории ROM0 и ROM1. Felder ISO-Core RA, Asahi HF-532. Желательно, но не обязательно протереть или промыть место пайки после завершения работ.
- для пайки силовых проводов и разъёмов в плохом состоянии — флюсы категории ROH1. Asahi CF-10 и его аналоги, причём обратите внимание: если CF-10, несмотря на свою активность, довольно толерантен к нарушению техпроцесса и сохранению остатков флюса, то кажущиеся удобными водосмываемые флюсы на самом деле могут доставить куда больше проблем.
Что же касается трубчатых припоев других моделей и производителей — как правило, у серьёзных производителей есть даташиты, в которых указан класс флюса, условия его применения, температурные режимы, способы удаления.
Если же такого документа нет, а проводить самостоятельно тестирование на остаточное сопротивление (включая сопротивление через неделю работы устройства в тёплой влажной среде, а не только сразу после пайки), коррозию, содержание галогенов и так далее вы не готовы — таким припоем не стоит пользоваться ни для чего, кроме грубых работ или одноразовых поделок.
Как не допустить появления трещин
Важно изначально соблюдать режимы сварки и правильно готовить детали. Ведь устранение трещин ведет к потере времени, перерасходу материалов, удорожанию конечного изделия или снижению получаемой за его изготовление прибыли. Для предупреждения проблемы соблюдайте следующие рекомендации:
- Подбирайте правильно сварочный ток и диаметр электрода. Сила тока и диаметр проволоки или электрода должны соответствовать сечению металла. Ориентировочная таблица по настройке аппарата в зависимости от пространственного положения шва и диаметра электрода присутствует на каждой упаковке расходных материалов.
- Используйте присадочные материалы, соответствующие основному металлу заготовки. Для этого вникайте в состав проволоки и стержня электрода, обмазки. Для сварки нержавейки выбирайте электроды и проволоку для легированной стали. Чугун варится отдельными электродами со специальным покрытием. Для медных сплавов выпускают проволоку и прутки из меди. Если хотите сваривать алюминий, задействуйте электроды и проволоку для полуавтомата, рассчитанные для такого применения.
- Подавайте в зону сварки флюсы с минимальным количеством серы и фосфора. Лучше использовать флюсы на кремниевой основе.
- Выполняйте предварительный прогрев заготовок. Это уменьшит перепад температур между зонами, где будет вестись сварка и другими участками, предупредит деформацию и напряжение металла.
- Разделывайте кромки толстых деталей. При сечении от 5 мм и выше снимайте фаску под 45⁰, чтобы стороны имели V или Y-образное соединение. Это увеличит глубину шва и площадь соприкосновения наплавленного и основного металла, повысив прочность стыка.
- Варите многопроходными швами. Выполните несколько проходов на средней скорости. Это лучше, чем один высокий шов на медленной скорости. Допускается чередование ведения горелки или электрода в разные стороны при многопроходных швах, что только усиливает структуру наплавленного металла.
- Не охлаждайте детали сразу после сварки водой, не бросайте их в снег или на лед.

К охлаждению водой прибегают, когда нет времени дожидаться естественного остывания и нужна дальнейшая сборка конструкции. Используйте для удержания горячих деталей сварочные рукавицы повышенной толщины или специальные приспособления для сварки. Есть много зажимов, позволяющих захватить круглую или профильную заготовку разных диаметров и присоединить ее к другой конструкции для сборки и прихватки. Магнитные фиксаторы помогут обойтись без посторонней помощи, ведь некоторые модели выдерживают до 34 кг.
Как сварить ГБЦ или блок ДВС без трещин
Трещины в головке блока цилиндров возникают, как правило, между седлами клапанов, и приводят к перепусканию картерных газов. Герметичность нарушается при резком перегреве и охлаждении ГБЦ, например в момент долива антифриза в работающий мотор. Блок двигателя может лопнуть в любом месте, если использовалась охлаждающая жидкость с небольшой температурой замерзания. Встречаются характерные повреждения при ДТП.
Чтобы заварить трещины ГБЦ или блока ДВС, необходим инвертор TIG, способный переключаться с постоянного тока на переменный. Обозначаются такие аргонодуговые аппараты как AC/DC и могут быть на 220 и 380 В. Именно переменное напряжение в аргоновой сварке вольфрамовым электродом обеспечивает разрушение высокотемпературной оксидной пленки снаружи алюминия и аккуратную сварку основного металла. При работе постоянным током качественно выполнить стык не получится.

Используйте присадочную проволоку для алюминия. Необходима разделка трещины отрезным кругом болгарки, чтобы увеличить глубину проплавления. Если повреждение имеет длину 1-2 см, можно сразу вести сварку после расшивки и обезжиривания. При более крупных трещинах ГБЦ необходим предварительный подогрев металла, чтобы снизить напряжение и температурные деформации. Тогда шов не лопнет по мере остывания.
Дождитесь охлаждения металла до 50-60 ⁰С, после чего приступайте к шлифовке, удаляя лишний металл. Обязательно опрессуйте блок, чтобы убедиться в герметичности. В случае ГБЦ некоторые перестраховываются и выполняют гильзовку каналов.
Правильно подготавливая металл под сварку и выбирая соответствующий режим, получится избежать трещин в шве. Используйте присадочные расходные материалы близкие по составу к основному металлу. Если трещина все же возникла, воспользуйтесь советами из этой статьи по ее удалению, а главное проанализируйте, почему образовался дефект, чтобы предупредить его появление в будущем.
Ответы на вопросы: борьба с трещинами в сварочном шве
Чем расшить трещину, если нет болгарки?
Когда нет электроинструмента, трещину можно расшить при помощи зубила и молотка. Устанавливайте зубило не строго вертикально, а под наклоном 60-70⁰. Меняйте сторону наклона. Так получится вырубить канавку, куда будет затекать присадочный металл.
При каком виде сварки чаще всего возникают трещины в шве?
Трещина может появиться как при сварке покрытым электродом, горелкой полуавтомата, так и вольфрамовым электродом. Здесь больше сказывается состав основного и присадочного металлов, режим сварки, наличие внутренних напряжений, включения посторонних веществ с поверхности заготовки и пр.
Проварил стык уже 3 раза, и он продолжает трескаться, что делать?
Такое нередко бывает при сварке чугуна или нержавейки с неправильно подобранными электродами/проволокой. Замените расходные элементы, счистите болгаркой предыдущий наплавленный металл до основного. В случае чугуна прогрейте деталь паяльной лампой или газовой горелкой.
Трескается основной металл, а шов остаётся целый, в чем причина?
Металл шва более прочный и быстрее застывает, чем основной материал. Выберите менее тугоплавкий электрод или проволоку, хорошо очистите поверхность от краски, масла, ослабьте фиксацию детали.
Шов треснул, но воду не пропускает, нужно ли что-то делать?
Если при опрессовке через шов с трещиной не проходит жидкость, значит дефект не глубокий, а поверхностный. Но от вибрации, ударов, перепадов температур трещина может расти как в длину, так и в глубину, поэтому соединение лучше переделать.

Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Виды трещин по времени появления

Трещины в сварочном шве и околошовной зоне условно делятся по времени появления на горячие и холодные. Горячие возникают при температуре металла около 1000-1300 С, когда одни части начинают застывать, а другие еще остаются жидкими. Визуально их можно увидеть на красном металле шва и в темной околошовной зоне.
Холодные трещины образуются позже. Сразу после отрыва электрода, дуга гаснет и соединение выглядит целостным. Но потом слышится треск и появляются дефекты. Обычно это происходит при температуре детали 200-300 С.
ROM1
Хороший вариант для проводов, разъёмов, контактов и прочих крупных элементов, которые некритичны к отмывке слабокоррозионного флюса, абсолютно некритичны к сопротивлению этого флюса, но зато часто бывают в той или иной степени окисленными и сопротивляющимися пайки.
Паять же платы флюсами группы **M1 в принципе можно, но не нужно — такая степень окисления, чтобы не справился **L0, на живых печатных платах встречается редко.
К этой группе из встречающегося в продаже относятся, например, Felder ISO-Core RA — характерные зелёные катушечки, в отличие от синих ELR.
ROH1
Агрессивные флюсы для лужения кастрюль пайки сильно окисленных поверхностей. Высокое содержание галогенов, тщательная отмывка после пайки крайне желательна или строго обязательна (зависит от конкретного флюса) — иначе будет и коррозия, и пониженное до единиц мегаом сопротивление между соседними ножками компонентов, и все прочие прелести жизни.
Исходя из этого — если говорить прямо, применение ROH1 обосновано довольно редко. При этом ROH1 — чуть ли не на втором месте по распространённости в розничной продаже после дешёвых канифольных ROL0. Например, Asahi CF-10 составляет большую часть ассортимента Чип-и-Дипа по этой марке. Да и сегодняшняя беседа со связистами началась со ссылки на CF-10 на Алиэкспресс. Причиной тому цена или впечатление «да он вообще всё паяет» у начинающих радиогубителей — сходу сказать трудно.
С тем же CF-10 делает припои и «Изагри», и многочисленные китайцы.
Спасает CF-10 в основном довольно низкая коррозионная активность флюса после пайки: у него твёрдые негигроскопичные остатки, не склонные вступать в химические реакции с окружением. Тем не менее, если вы паяли CF-10 печатную плату, лучше будет протереть места пайки растворителем или помыть всю плату в УЗ-ванночке.
Помимо CF-10, Asahi делает ещё и водосмываемый ROH1 флюс C6. И казалось бы, виден его очевидный плюс — собственно заключающийся в отсутствии необходимости использовать для смывания изопропиловый спирт или иные специальные растворители. Однако, если с CF-10 производитель настаивает на том, что даже его остатки удалять не всегда обязательно, то вот C6 гигроскопичен и электропроводящ, поэтому тщательное удаление его остатков категорически необходимо — включая механическое, если это требуется. В качестве его достоинства указывается, что это допустимо сделать «в течение нескольких часов после завершения монтажа», а не немедленно.
Как устранить трещины
- Если после сварки выявлена трещина в шве или околошовной зоне, необходимо выполнить подготовительные действия для ее устранения. Распространенная ошибка – просто наложить шов сверху. Это устраняет дефект лишь поверхностно и косметически. Внутри разрыв материала остается. В таком случае высокая вероятность, что соединение снова треснет при остывании или под нагрузкой.
- Для начала нужно понять, что привело к дефекту. Если это разная температура плавления металлов, то используют другие электроды, обеспечивающие лучшую свариваемость и кристаллизацию веществ в месте стыковки. Когда причина в напряжениях, изделие предварительно прогревают при помощи резака, газовой горелки или паяльной лампы.
- Стоит уделить внимание и самой трещине. Если дефект 10 см и более в длину, то, чтобы он не разошелся дальше, пока будет накладываться новый шов, необходимо зафиксировать края трещины. Для этого их засверливают на всю глубину стыка сверлом по металлу и дрелью. Далее нужна разделка трещины, выполняемая болгаркой и отрезным диском. Углубитесь кругом на 5 мм. Это создаст достаточно места для проплавления и заполнения новым присадочным металлом.
- Концу шва уделяют дополнительное внимание. Важно настроить спад силы тока, чтобы сварочная ванна постепенно застыла, а кристаллическая решетка правильно сформировалась. Если возможности сварочного аппарата не поддерживают такие настройки, просто постепенно увеличивайте воздушный зазор. Электрическая дуга станет выше, а температура воздействия ниже.
- Заканчивайте шов всегда на другом шве, создавая своего рода «замок». Здесь меньше вероятности образоваться кратерным трещинам. Некоторые опытные сварщики выводят конец шва на цельный металл (в бок, где не велась сварка), поскольку там сплошное сечение стали и гарантированно не появится сквозная трещина или свищ.
ROM0
Встречаются нечасто, хотя весьма интересны для пайки выводных компонентов, разъёмов и т.п. деталей на платах в не очень хорошем состоянии — так как, с одной стороны, имеют активность выше припоев категории L, а с другой, не требуют отмывки и не содержат галогенов.
Тем не менее, при некотором желании найти можно, например, «Изагри» выпускает модель ФРК 525-2-Т2, а Asahi — припой с флюсом HF-532.
ORL0
Перестановка букв даёт нам припои с флюсом без канифоли — к таковым на российском рынке относятся «Изагри» ФР 544-2-Т1, а также припои Felder серии ISO-Core ELR.
Скажу честно — ISO-Core ELR однозначно является моим любимым припоем для ручной пайки вот уже много лет, вытеснив в этом качестве Asahi FC5005. Во-первых, в нём физически мало флюса, всего 1 %, соответственно, немного и остатков. Во-вторых, он обеспечивает великолепную паяемость чистых поверхностей. В-третьих, не оставляет чёрных горелых остатков.
ROL0
Большинство дешёвых припоев не имеют внятной (или никакой вообще) сопроводительной документации относительно используемого флюса, но обычно это просто канифоль — что, очевидно, относит их к классу ROL0. К таковым, например, относятся распространённые, недорогие и в целом вполне приличные отечественные припои ООО «ПМП».
Официальное указание на класс ROL0 из отечественных припоев имеет, например,«Изагри» с флюсом ФВК 525-2-T1 (обратите внимание, у «Изагри» именно последняя цифра в маркировке определяет активность флюса!).
Из зарубежных — широко известны припои Asahi с флюсами FC5000 и FC5005 (если вам интересна разница, то первый допускает низкотемпературную пайку от 270 °С, а второй только для 320 °С и выше), а также Felder ISO-Core EL (не путать с ISO-Core ELR) и Stannol HF32-SMD.
Эти припои хорошо паяют только чистые поверхности (более-менее свежее лужение, иммерсионное золочение и т.п.), кроме того, после них остаётся некрасивый коричневатый остаток подгоревшей канифоли.
Замечу, что хороший припой в этой категории уже будет отличаться от плохого: так, Asahi, Stannol и Felder в пайке ощутимо превосходят продукцию ПМП, подозреваю, из-за наличия в их флюсе дополнительных присадок. Между собой, впрочем, они тоже отличаются — у Felder содержание флюса аж 3,5 %, у Asahi 2,0 %, у Stannol всего 1,0 %.







