

У этого термина существуют и другие значения, см. Пайка (значения).
Па́йка — технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями расплавленного металла (припоя), имеющего более низкую температуру плавления, чем материал соединяемых деталей. Данная операция производится паяльником.


Типовой советский электрический паяльник ЭПЦН, мощностью 60 Вт. Внутри кожуха расположен нагревательный элемент. Жало интегрировано, его извлечь невозможно


Медный провод до (слева) и после лужения (справа)
Спаиваемые элементы деталей, а также припой и флюс вводятся в соприкосновение и подвергаются нагреву с температурой выше температуры плавления припоя, но ниже температуры плавления спаиваемых деталей. В результате припой переходит в жидкое состояние и смачивает поверхности деталей. После этого нагрев прекращается, и припой переходит в твёрдую фазу, образуя соединение.
Прочность соединения во многом зависит от смачиваемости припоем соединяемых поверхностей. При пайке металлов качество смачивания обычно зависит от чистоты поверхности — на ней не должно быть окислов металлов или органических жиров и масел. Для удаления загрязнений, понижения поверхностного натяжения и улучшения растекания припоя применяют флюсы или ультразвуковые методы активации поверхности. При пайке неметаллических поверхностей (керамики, стекла) или легкоплавкими припоями химические флюсы не помогают смачиванию, поэтому применяют ультразвуковую активацию поверхности.
- Формальные определенияПравить
- РазновидностиПравить
- СтандартыПравить
- Технология пайки оловянно-свинцовым припоем
- Технология пайки без припоя
- ЛитератураПравить
- § 19. Пайка металлов
- Вопросы и задания
- Задание
- Идеи творческих проектов
- Плюсы и минусы пайки металлов
- Виды пайки металла
- Припой и флюс
- Флюсы
- Технология пайки металлов
- Виды пайки печатных плат
- Волной припоя
- В паровой фазе
- ИК нагревом
- Конвекционным методом
- Лазером
- Крепление SMD компонентов
- Применение паяльной пасты
- Автоматизированные технологии
Формальные определенияПравить
По ГОСТ 17325-79: Образование неразъёмного соединения с межатомными связями путём нагрева соединяемых материалов ниже температуры их плавления, их смачивания припоем, затекания припоя в зазор и последующей его кристаллизации.
РазновидностиПравить
- низкотемпературная (нагрев припоя до 450 °C);
- высокотемпературная (нагрев припоя свыше 450 °C).
Соответственно — припои бывают
- легкоплавкие;
- тугоплавкие.
Для низкотемпературной пайки используют, в основном, электрический нагрев, для высокотемпературной — в основном, нагрев горелкой.
В качестве припоя используют сплавы
- оловянно-свинцовые (Sn — 90 %, Pb — 10 %, t° пл. 220 °C);
- медно-серебряные (Ag — 72 %, Cu — 28 %, t° пл. 779 °C);
- медно-цинковые (Cu — 48 %, Zn — 52 %, t° пл. 865 °C);
- галлиевые (t° пл. ~50°С);
- висмутовые (сплав Вуда с t° пл. 70 °C, сплав Розе с t° пл. 96 °C)
- и т. д.
Пайка является высокопроизводительным процессом, обеспечивает надёжное электрическое соединение, позволяет соединять разнородные материалы (в различной комбинации металлы и неметаллы), отсутствие значительных температурных короблений (по сравнению со сваркой). Паяные соединения допускают многократное разъединение и соединение соединяемых деталей (в отличие от сварки). К недостаткам можно отнести относительно невысокую механическую прочность.
Исходя из физико-химической природы процесса, пайку можно определить следующим образом.
Процесс соединения металлов в твёрдом состоянии путём введения в зазор припоя, взаимодействующего с основным металлом и образующего жидкую металлическую прослойку, кристаллизация которой приводит к образованию паяного шва. На границе между припоем и основным металлом образуются переходные слои, состоящие из продуктов их взаимодействия — твёрдых растворов и интерметаллидов. Они обеспечивают адгезию между припоем и основным металлом, однако слишком толстые слои интерметаллидов проявляют хрупкость и приводят к разрушению пайки.
- капиллярная (смачивание деталей и затекание припоя в зазор между ними происходит за счёт капиллярных сил):
горизонтальная;вертикальная; - горизонтальная;
- вертикальная;
- диффузионная (пайка происходит при температуре выше точки плавления припоя за счёт взаимной диффузии припоя и основного металла):
атомно-диффузионная;реакционно-диффузионная; - атомно-диффузионная;
- реакционно-диффузионная;
- контактно-реакционная или контактно-реактивная:
с образованием эвтектики;с образованием твёрдого раствора; - с образованием эвтектики;
- с образованием твёрдого раствора;
- реакционно-флюсовая или реактивно-флюсовая (во время нагрева припой образуется за счёт реакции металла и флюса):
без припоя;с припоем; - без припоя;
- с припоем;
- пайка-сварка:
без оплавления;с оплавлением. - без оплавления;
- с оплавлением.
Анализируя сущность физико-химических процессов, протекающих на границе основной металл — расплав припоя (при формировании соединения в существующих видах пайки), можно видеть, что различия между капиллярной пайкой, диффузионной пайкой и пайкой-сваркой не носят принципиального характера. Капиллярность является общим признаком пайки.
Отличительным признаком диффузионной пайки является длительная выдержка при температуре пайки и изотермическая кристаллизация металла шва в процессе пайки. Других характерных признаков этот метод не имеет, основное назначение его — повысить температуру распая шва и прочность паяного соединения. Диффузионная пайка может быть развитием любого вида пайки, в том числе капиллярной, реакционно-флюсовой или контактно-реакционной. В последнем случае диффузионная пайка возможна, если второй металл взаимодействующей пары вводится в виде прослойки между соединяемыми металлами.
При реакционно-флюсовой пайке происходит совмещение процессов вытеснения из флюса металла, служащего припоем, и его взаимодействия с основным металлом.
Наконец, пайка-сварка отличается от других методов пайки количеством вводимого припоя и характером формирования шва, делающим этот метод пайки похожим на сварку плавлением. При соединении разнородных металлов при пайке-сварке возможно оплавление кромки одной из деталей, изготовленной из более легкоплавкого металла.
СтандартыПравить
- Низкотемпературная пайка:
пайка с применением электрического паяльника:
ручная;полуавтоматическая;пайка волной жидкого припоя;пайка погружением в ванну с расплавленным припоем; - пайка с применением электрического паяльника:
ручная;полуавтоматическая; - ручная;
- полуавтоматическая;
- пайка волной жидкого припоя;
- пайка погружением в ванну с расплавленным припоем;
- :
пайка нагревом с помощью газовых горелок;пайка нагревом токами высокой частоты;экзотермическая пайка; - пайка нагревом с помощью газовых горелок;
- пайка нагревом токами высокой частоты;
- экзотермическая пайка;
Технология пайки оловянно-свинцовым припоем
Для соединения металлических деталей пайкой их необходимо облудить, соединить и нагреть, возможно, вводя в место пайки ещё припоя. Следующие простые рекомендации помогут достичь высокого качества пайки.
27 января 2003 года введена в действие директива 2002/96/ЕС Европейского парламента и Совета по отходам электрического и электронного оборудования (WEEE). Современная радиоэлектронная промышленность встала перед фактом организации сбора и удаления отходов, имеющих в своём составе тяжёлые металлы и огнезащитные составы. Для успешного решения этой проблемы одним из необходимых условий является переход на бессвинцовые технологии изготовления электронного оборудования — технологии с применением материалов, не содержащих свинца.
Также эффективным способом защиты является использование дымоуловителя.
Технология пайки без припоя
Например при пайке меди и титана припой не применяется, а используется явление контактного плавления. Суть явления в том, что температура плавления сплава Cu-Ti ниже температуры плавления каждого металла в отдельности. Температура плавления меди — 1083 °C, а титана — 1725 °C. Если образцы из Cu и Ti плотно соединить и нагревать, то при температуре около 900 °C зазор между ними заполнится за счёт плавления места контакта (диффузионная пайка).
ЛитератураПравить
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
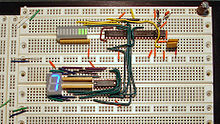
Так можно собрать весьма кучерявое устройство.

Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).

Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
Экспериментальным путем я нашел несколько путей улучшить процесс:
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа
микросхем это крайне непрактично. Тем более, обычно, их ножки уже
луженые. - Крошить канифоль прямо на место пайки. Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда «пшшшшш» происходит прямо там, что позволяет припою нормально переходить с паяльника. Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки.Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной. Так я паял Maximite.
- Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо «сильнее» канифоли), и тогда будет активный «пшшшшш», и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней «прозвонке». Выход — мыть.
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент — это паяльник, самый обычный с жалом в виде шила:

и припой c флюсом внутри:

Все дело в процессе. Делать надо так:
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.
Ключевой момент тут, как вы уже поняли, это подача припоя и флюса прямо на место пайки. А «встроенный» в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму.

Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
Стоит заметить, что все выше сказанное относится к пайке элементов, которые вставляются в отверстия на плате. Для пайки планарных деталей процесс немного более сложен, но реален. Планарные элементы занимают меньше места, но требуют более точного расположения «пятачков» для них.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
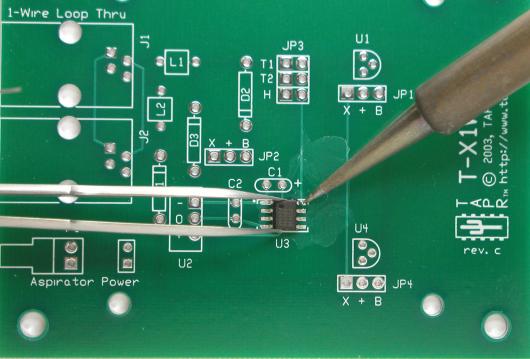
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.

Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.


Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:

Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.



Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
- Отсос. Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.
- Очки. Когда имеешь дело с ножками и проводами, может случиться, что разогретая ножка отпружинит, и припой с нее куда-то полетит, возможно, в глаз. С этим лучше не шутить.
Успехов в пайке! Запах канифоли — это круто!
§ 19. Пайка металлов
Как вы считаете, в чём преимущество соединения металлических деталей пайкой перед склеиванием?
Процесс получения неразъёмного соединения материалов с помощью расплавленного припоя называется пайкой (паянием). При паянии происходит расплавление и взаимное проникновение основного материала и припоя, заполняющего зазор между соединяемыми частями изделия.
Паять можно многие конструкционные материалы — сталь, чугун, стекло, керамику, графит и другие, используя различные виды припоев и способы пайки.
Пайку выполняют ручным или электрическим паяльником, инфракрасными лучами, лазером, электрической дугой. Паяние широко используется в машиностроении и приборостроении, в радиоэлектронной и пищевой промышленности, в быту и на уроках технологии в школе.
Инструменты и оборудование для пайки. Основным инструментом, использующимся для пайки, является паяльник. В зависимости от способа нагрева паяльники различают: ручные, электрические — с постоянным нагревом (рис. 5.56) и беспроводные (рис. 5.57).
Ручные паяльники нагревают паяльной лампой, в кузнечных горнах, газовыми горелками или на газовых плитах (рис. 5.55). Их изготавливают из красной меди, так как этот металл обладает способностью легко принимать и отдавать тепло. Масса паяльников колеблется от 200 до 500 г.

Рис. 5.55. Ручной молоткообразный паяльник

Рис. 5.56. Электропаяльники: а — паяльник ручной; б — паяльник-пистолет

Рис. 5.57. Беспроводной электропаяльник
Электрические паяльники включают в электрическую сеть, поэтому они имеют постоянный нагрев и предназначены для длительной работы. Они могут быть рассчитаны на разное напряжение: 220, 40, 36 и 12 В.
Беспроводные электропаяльники предназначены для работы в тех местах, где нет возможности подключиться к электрической сети. Аккумуляторный электропаяльник работают от трёх батареек типа «АА» мощностью 6 Вт. Его нагревательный элемент сделан из композиционного материала и может нагреваться до температуры 450 °C.
К вспомогательным инструментам и оборудованию для пайки относятся: тиски, подставки (кирпичи, кафельные плитки), вентиляционное оборудование, брезентовые рукавицы, плоскогубцы, круглогубцы, кусачки, слесарная линейка, пинцет, ручные тиски, напильники, металлические щётки, защитные очки.
Материалы для пайки. Припои — это металлы или сплавы, с помощью которых выполняют пайку. Различные припои обладают разной температурой плавления. По температуре плавления различают: мягкие припои, температура плавления которых не превышает 500 °C, твёрдые припои, температура плавления которых выше 500 °C.
Мягкие припои представляют собой сплав олова с цинком, их применяют во всех отраслях промышленности и в быту. Такие припои используют в тех случаях, когда нельзя нагреть металл до высоких температур или при невысоких требованиях к прочности соединения.
Твёрдые припои — это тугоплавкие сплавы на основе меди, серебра, цинка, никеля. Их используют для получения соединений высокой прочности.
Флюсы — это вещества, которые в процессе пайки предохраняют металл от окисления и создают условия для лучшего соединения деталей и удаления окислов. Если пайка производится мягкими припоями, то в качестве флюсов используют канифоль, водный раствор нашатыря.
В электронной и радиопромышленности в качестве флюса используют канифоль, так как она хорошо очищает от окислов латунь, медь и свинец. Кроме того, канифоль не вызывает коррозии паяного шва. Нашатырь используют в виде порошка или кусков. При пайке рекомендуется пользоваться не чистым нашатырём, а его водным раствором. Следует иметь в виду, что при нагревании нашатырь разлагается с выделением вредного для здоровья газа.
Организация рабочего места при пайке. Рабочее место при пайке должно быть оборудовано вытяжной вентиляцией. Для работы электрическим паяльником в школьных мастерских рабочее место оборудуется специальными розетками с напряжением 36 или 12 В, столешница покрывается изоляционным материалом — резиной или пластмассой.
Последовательность подготовки электрического паяльника и заготовки к работе (рис. 5.58—5.61)
Для выполнения качественной пайки необходимо:
— до блеска зачистить напильником рабочую часть паяльника (рис. 5.58);
— подключить паяльник к электросети и положить его на подставку (рис. 5.59);
— когда рабочая часть паяльника нагреется, на несколько секунд погрузить её во флюс (канифоль) (рис. 5.60);
— набрав несколько капель припоя (рис. 5.61), вести по канифоли до тех пор, пока рабочая часть наконечника не покроется тонким слоем припоя, т. е. облудится;
— очистить поверхность заготовки от грязи и следов коррозии до равномерного металлического блеска с помощью напильника или шлифовальной шкурки, промыть заготовку чистой водой и высушить.

Рис. 5.58. Подготовка рабочей части паяльника

Рис. 5.59. Включение электрического паяльника в сеть

Рис. 5.60. Нанесение флюса

Рис. 5.61. Подготовка рабочей части (наконечника) паяльника
Технология пайки. Перед началом пайки необходимо установить соединяемые детали в удобное для пайки положение и зафиксировать с помощью зажимных приспособлений и инструментов — слесарных или ручных тисков, струбцины, пинцета, плоскогубцев.
Место пайки равномерно нагревают электрическим паяльником до рабочей температуры (припой должен расплавляться быстро и легко). Важно правильно выбрать степень нагрева поверхности детали и паяльника. Сильно нагретый паяльник плохо удерживает припой. Если при пайке соединяемые поверхности были нагреты слабо, соединение будет ненадёжным.
При достижении рабочей температуры сначала плавится флюс, а затем припой. Когда весь флюс расплавится, предварительно нагретый припой наносят на зазор (место пайки). При соприкосновении припоя с нагретой заготовкой он плавится и проникает в зазор между соединяемыми деталями.
Зажимы, удерживающие детали, ослабляют только после того, как остынет припой. Изделие охлаждают на воздухе или погружая его в воду. По окончании пайки остатки флюса необходимо смыть чистой водой, чтобы они не вызывали коррозию металла.
Ошибки при пайке
1. Заготовки в местах соединения пайкой плохо очищены и не обезжирены. Такие соединения будут непрочными. Места соединений нужно очистить и обезжирить ещё раз.
2. Паяльник плохо подготовлен к работе. Необходимо повторить зачистку рабочего стержня напильником и облудить жало паяльника.
3. Паяльник перегрет, вследствие чего на нём образовалась окалина, к которой олово не пристаёт. Паяльник необходимо заново обработать напильником и облудить жало.
Правила безопасной работы с электропаяльником
1. Работать следует исправными и хорошо подготовленными инструментами.
2. Перед началом работы необходимо убедиться в соответствии напряжения в сети рабочему напряжению электрического паяльника и в целостности изоляции проводов.
3. Необходимо следить, чтобы паяльник по окончании работы был отключён от сети и находился на специальной подставке.
4. Пайку нужно выполнять на рабочем месте, оборудованном вытяжной вентиляцией.
5. Следует осторожно обращаться с нагретыми паяльником и деталями.
Практическая работа № 23
«Учебная пайка медных одножильных проводов»
Цель работы: освоить технику пайки одножильных медных проводов.
Оборудование и материалы: слесарный верстак, заготовки проводов, слесарные тиски, разметочные инструменты, напильники, пинцет, монтажный нож, электрические паяльники на 12 или 36 В, керамическая плитка, припой, канифоль.
Порядок выполнения работы
Подготовьте электрический паяльник к работе, используя рисунки 5.58—5.61.
Выполните пайку одножильных медных проводов.
1. Зачистите концы сращиваемых проводов на длину 15 мм (рис. 5.62).

Puc. 5.62. Зачистка проводов
2. Нагретым паяльником прогрейте зачищенный участок провода, после чего погрузите его в канифоль.
3. C помощью припоя паяльником выполните лужение подготовленного участка провода. Лужение выполняйте равномерными движениями. Припой должен минимально покрыть провод. При появлении излишка припоя удалите его паяльником. Таким же образом подготовьте второй провод.
4. Подготовленные провода соедините между собой и выполните пайку (рис. 5.63). При выполнении пайки один провод удерживайте плоскогубцами. Второй провод закрепите (прижмите) неподвижно. Пайку выполняйте на кафельной плитке.

Puc. 5.63. Образец пайки двух проводов
5. Деталь охладите погружением в воду или подождите, пока она не остынет. По окончании пайки остатки флюса необходимо смыть водой, так как они могут вызвать коррозию металла.
6. Вместе с учителем проверьте качество пайки. Приведите в порядок рабочее место.
Основные понятия и термины
пайка, припой, флюсы, канифоль, ручной паяльник, электрический паяльник, беспроводной паяльник, техника пайки.
Вопросы и задания
1. Назовите конструкционные материалы, которые можно паять.
2. Перечислите основные операции по подготовке деталей и инструментов к пайке.
Задание
Найдите в Интернете различные фигурки, изготовленные из медной проволоки, детали которых соединены пайкой. Выберите 2—3 самые интересные фигурки. Обсудите с учителем возможность изготовления их на уроках технологии.
Идеи творческих проектов
Идея 1. Шаблоны из тонколистового металла для выжигания.
Идея 2. Комплект инструментов для работы и ухода за комнатными растениями.
Идея 3. Фиксаторы для столярных молотков (см. рис. 5.41).
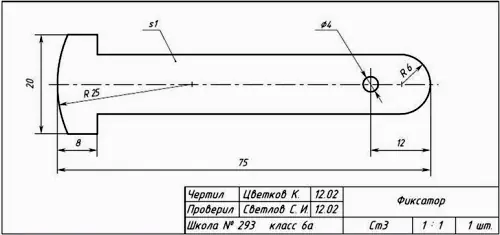
Рис. 5.41. Чертёж фиксатора
Пайка металлов довольно широко используется в быту и производстве, особенно там, где не требуется особая прочность соединения или есть необходимость в последующем разъединении деталей. Процесс пайки несложен, но имеет свои особенности, без учета которых невозможно получить качественный стык.
Пайка металлов выполняется разными способами, не только паяльником (как часто происходит в быту). В нашей статье мы расскажем о плюсах и минусах этой процедуры, рассмотрим ее варианты и опишем технологию пайки металлов.
Пайка металлов — это технологическая операция, в результате проведения которой образуется неразъемное соединение металлов, находящихся в твердом состоянии. Проводится эта операция с помощью специального присадочного материала — припоя, температура плавления которого ниже, чем температура плавления материалов, подлежащих обработке. Процесс пайки имеет некоторые общие черты с процессом сварки методом плавления, но в данном случае растворение и диффузия наблюдаются не только у припоя, но и у спаиваемого металла.
Соединение, образовавшееся в процессе пайки металлов, должно соответствовать служебным свойствам изделия и условиям его эксплуатации. Исходя из этого, особые требования могут предъявляться к степени герметичности, коррозионной стойкости, вакуум-плотности, способности противостоять перегрузкам и термоударам, уровню электросопротивления и т. д.
В процессе пайки основной материал растворяется в жидком припое. Образуются эвтектик и твердые растворы. Между припоем и металлом возникает взаимная диффузия компонентов, завершающаяся кристаллизацией жидкой прослойки.
Степень прочности соединения, образовавшегося в процессе пайки, зависит от нескольких факторов. Прежде всего, это химический состав материалов, находящихся в работе. Он определяет выбор температуры и времени продолжительности пайки, характер физико-химических и диффузионных процессов, протекающих между основным материалом и припоем.
Показатели механической прочности будут тем выше, чем больше степень взаимной диффузии между расплавленным припоем и металлом. Повлиять на прочность пайки может и величина зазора. Его минимальные размеры обеспечат возможность качественного и быстрого затекания припоя в имеющиеся полости, в результате чего значение временного сопротивления паяного соединения окажется больше значения временного сопротивления самого припоя.
Плюсы и минусы пайки металлов
Способ соединения металлических заготовок с помощью пайки позволяет:
- соединять материалы с отличающимися химическими и физическими свойствами;
- проводить работы в труднодоступных местах, где применить сварку невозможно;
- работать с изделиями любого размера и формы;
- выполнять обработку всех плоскостей касания;
- добиваться качества соединений за счет отсутствия внутреннего напряжения;
- справляться с поставленными задачами на основе имеющихся базовых знаний о процессе пайки металлов и наличии минимальных навыков.
К минусам пайки можно отнести:
- Невысокую, в сопоставлении со сварочным швом, прочность соединения. Это обусловлено свойствами материала, применяемого в качестве припоя.
- Низкую термостойкость, исключающую возможность применять пайку в отношении конструкций, эксплуатируемых в условиях высоких температур.
- Низкий уровень производительности труда. Пайка представляет собой процесс точечного воздействия на поверхность обрабатываемого материала, поэтому в массовом производстве практически не применяется.
Виды пайки металла
Из-за существенного количества классифицируемых параметров выделяется достаточно много видов пайки. Определяются они в соответствии с технологической классификацией, прописанной в ГОСТ 17349-79. По этому документу, виды пайки различаются по способу получения припоя, по источнику нагрева, по характеру заполнения зазора припоем, по типу кристаллизации шва, по способу удаления оксидной пленки, по характеристикам давления в стыке, по одновременности выполнения соединений.
Одним из основных параметров классификации пайки металлов является температура плавления припоя. Пайка считается высокотемпературной, если процесс плавки начинается при значениях, превышающих 450 °C, и низкотемпературной, если плавление возможно при меньших показателях.
Низкотемпературная пайка имеет ряд преимуществ. Это несложный в исполнении процесс, который осуществляется с минимальными затратами. Применять данный вид пайки можно в отношении тонких пленок и миниатюрных изделий. За счет хорошей электропроводности и теплопроводности припоев возникают условия для соединения разнородных материалов. Поэтому низкотемпературная пайка активно используется в области электроники и микроэлектроники.
Высокотемпературная пайка имеет свои достоинства. С ее помощью можно изготовить герметичные, вакуумно-прочные соединения, которые позволят конструкции функционировать в условиях высокого давления. Они способны выдержать существенную нагрузку и обладают ударопрочными качествами. Высокая температура возникает в результате нагрева материала с помощью газовых горелок и среднечастотных или высокочастотных индукционных токов.
Обработка изделия с неравномерными или некапиллярными зазорами происходит в процессе композиционной пайки. В этом случае используются специальные композиционные припои, в состав которых входит легкоплавкая составляющая и наполнитель с температурой плавления выше, чем температура пайки. Благодаря этому он остается нерасплавленным и заполняет имеющиеся между частями изделия зазоры. Его задача — создать среду для распространения легкоплавкой составляющей.
Классификация видов пайки, исходя из характера получения припоя для пайки металлов, представлена в двух вариантах:
- Пайка готовым припоем. Плавление припоя происходит в результате нагрева. Он заполняет зазор между деталями и за счет действия капиллярных сил удерживается в нем. Роль, которую играют капиллярные силы в данном процессе, очень значительна. Они обеспечивают максимальную возможность проникновения припоя в имеющиеся полости, благодаря чему обеспечивается высокий уровень прочности.
- Реакционно-флюсовая пайка. В данном случае процесс обеспечивается за счет реакции вытеснения, происходящей между основным материалом и флюсом для пайки металла. Итогом этого процесса является образование припоя. Описать этот процесс можно следующим образом: 3ZnCl2 (флюс) + 2Al (металл, с которым происходит соединение) = 2AlCl3 + Zn (образовавшийся припой).
Для того чтобы осуществить процесс пайки, необходимо произвести соответствующую подготовку изделий и обеспечить наличие флюса, припоя и источников тепла.
Среди многочисленных способов нагрева деталей, подлежащих пайке, в домашних условиях самым распространенным является нагрев паяльником или строительным феном.
Электрический или газовый паяльник может использоваться при низкотемпературной пайке. Благодаря тепловой энергии, которая аккумулируется в массе его металлического наконечника, он нагревает металл и припой, обеспечивая возможность соединения деталей.
Если рассматривать нагревательное оборудование с точки зрения его универсальности, стоит обратить внимание на газовые горелки и заправляемые бензином или керосином паяльные лампы. Их использование обеспечивает возможность проведения не только высокотемпературной, но и низкотемпературной пайки, требующейся в процессе соединения массивных деталей.
В процессе соединения металлов пайкой могут использоваться и другие методы нагрева:
- Индукционный метод. Нагрев происходит в катушке-индикаторе, через которую пропускается электрический ток. Использование данного метода позволяет создать условия для быстрого нагрева толстостенных деталей, что является бесспорным преимуществом в процессе припаивания твердосплавных резцов к режущему инструменту.
- Пайка электросопротивлением. Паяемые изделия в данном случае рассматриваются как части единой электрической цепи. Теплота выделяется в результате прохождения через детали тока.
- Пайка методом погружения. Происходит в расплавленных припоях и солях.
- Электролитная, дуговая, экзотермическая пайка.
- Пайка лучами, нагревательными матами и штампами.
Припой и флюс
Степень важности использования в процессе работы качественных припоев трудно переоценить. Они должны быть изготовлены из чистых металлов или их сплавов в виде порошка, пасты, стержня, таблетки, тонкой фольги или гранул. Основными характеристиками припоев являются их температура плавления и смачиваемость. Прочность соединения молекул припоя с заготовкой должна быть выше прочности соединения молекул самого припойного материала.
Температура плавления припоя должна быть ниже, чем температура плавления заготовок. Величина данного показателя лежит в основе деления припойных материалов на тугоплавкие и легкоплавкие.
К легкоплавким относятся припои, созданные основе олова и свинца, которые могут применяться как в чистом виде, так и с добавлением всевозможных компонентов. Основу тугоплавких припоев для плавки металла составляют серебро и медь. К ним относятся медно-цинковые припои, используемые в процессе пайки стальных заготовок, а также изделия из меди и бронзы.
Пайка черных металлов медно-фосфорными припоями не допускается.
Хорошими показателями прочности отличаются серебряные припои. Их используют при необходимости пайки деталей, в процесс эксплуатации которых присутствует вибрация или удары.
Никелевые припои обеспечивают качественное соединение частей конструкции, работающих в условиях высоких температур.
Золотые припои необходимы для того, чтобы спаять золотые ювелирные изделия или трубки, которым предстоит работать в вакууме.
При спаивании магниевых заготовок или деталей, изготовленных из сплавов данного металла, применяются магниевые припои.
Флюсы
Задача флюсов – удалить уже имеющуюся оксидную пленку и не допустить образования новой. Каждый из них имеет собственный состав и обладает определенными свойствами.
В соответствии с существующей классификацией флюсы делят на:
- активные и нейтральные;
- жидкие, твердые, пастообразные и гелеобразные;
- флюсы с низкой и высокой температурой;
- водные и безводные.
Самыми распространенными флюсами, применяемыми в процессе пайки металлов, являются канифоль, хлористый цинк, ортофосфорная кислота, борная кислота и ее натриевая соль (бура).
Технология пайки металлов
Технологический процесс пайки металлов осуществляется в следующем порядке:
- Предназначенные для соединения поверхности зачищаются. С них снимается фаска.
- Тонким слоем наносится подобранный в соответствии с характеристиками обрабатываемого материала флюс. Для того чтобы он лучше распределился, поверхность деталей предварительно лудят.
- Заготовка разогревается с помощью горелки в определенном радиусе от места соединения. Область стыка прогревается до температуры, существенно превышающей температуру плавления припоя.
- На разогретый участок соединения помещают припой, который начинает плавиться и заполнять имеющийся зазор.
- Процесс остывания спаянной детали должен быть естественным. В противном случае гарантировать качество соединения будет невозможно.
В процессе соединения меди и титана может применяться технология пайки без припоя. В ее основе лежит принцип контактного плавления. При нагреве материалов до необходимой температуры в месте контакта образуется расплав. Он заполняет имеющийся зазор, и в результате диффузии происходит процесс соединения частей конструкции.
Применять пайку можно в качестве способа соединения труб теплообменников, в холодильных установках, системах, передающих жидкости и газы.
Процесс пайки металлов может обеспечить возможность соединения частей конструкций, состав которых неодинаков. Для того чтобы выполнить эту задачу, требуется правильно выбрать припой и учесть разницу температуры его плавления с температурой плавления материалов, подлежащих обработке.
Оцените, пожалуйста, статью
Всего оценок: 2, Средняя: 4
Печатные платы широко востребованы при изготовлении бытовой техники и электроники. Они представляют собой диэлектрические пластины с расположенными на них дорожками из токопроводящего материала.
Виды пайки печатных плат
В зависимости от количества одновременно устанавливаемых электронных компонентов пайку делят на два типа:
- Одновременная. Термическому воздействию подвергается диэлектрическая пластина в полном объёме.
- Селективная. Нагрев осуществляется на определенном участке.
Электронные компоненты монтируют по разным технологиям. Способ установки выбирают исходя из технических характеристик деталей.

Волной припоя
Технология широко применяется в производственных масштабах. Работа проводится в следующей последовательности:
- Установка электронных компонентов. Такая технология более востребована при DIP монтаже. Фиксируемые детали располагаются с одной стороны пластины, а токопроводящие дорожки с другой. Ножки электронных компонентов помещаются в сквозные отверстия.
- Нанесение флюса на контактные площадки. Специальные составы обеспечивают надежную фиксацию припоя на металлических контактах.
- Прогрев пластины и устанавливаемых деталей. Технологический процесс пайки плат предусматривает нагрев до высокой температуры.
- Перемещение контактных площадок над расплавленным припоем.
Оборудование создает волну из жидкого припоя. Он омывает контактные площадки и ножки деталей. После остывания удаётся получить надежно зафиксированные элементы.
Этот способ редко используется для фиксации SMD компонентов. Контактные площадки таких деталей находятся на внешней поверхности. По этой причине SMD компоненты подвергаются высокому нагреву.
В паровой фазе
Такой вид пайки печатных плат используется в производственных масштабах. Метод даёт возможность монтировать smd компоненты избегая их перегрева. Работа проводится в следующем порядке:
- Нанесение паяльной пасты на металлические дорожки.
- Размещение комплектующих в соответствии со схемой.
- Установка платы в специальную камеру.
При пайке электронных компонентов таким способом нагрев всех комплектующих паяльной пасты осуществляется паром. Он образуется при кипячении инертной жидкости.
Отличительной особенностью такого метода является возможность контролировать температуру корпуса электронного компонента. Благодаря отсутствию кислорода и инертным свойствам пара исключается вероятность возникновения окислений.
ИК нагревом
Пайка элементов на печатные платы при помощи ИК-излучения позволяет добиться высоких характеристик готового изделия и избежать перегрева. При этом применяются ламповые или панельные установки.
Нагрев комплектующих осуществляется при помощи направленного пучка инфракрасных лучей. Это позволяет размещать большое количество элементов в непосредственной близости друг от друга.
Конвекционным методом
Этот способ подходит как для SMD, так и для DIP монтажа. Припой нагревается за счет горячего воздуха, принудительно подаваемого на плату. Чтобы исключить вероятность окисления, пайку проводят в среде инертного газа.
С целью увеличения скорости монтажа нагреву подвергаются одновременно все детали. Для этого печатную плату размещают в специальной камере. Регулировка температуры позволяет подобрать требуемый параметр с учетом характеристик паяльной пасты. При использовании этой технологии пайки печатных плат работы проводятся в следующей последовательности:
- Размещают электронные компоненты и наносят на контактные площадки паяльную пасту.
- Помещают изделие в печь и устанавливают требуемую температуру.
- Охлаждают изделие.
Пайка конвекционным методом может проводиться на конвейере. При этом изделие проходит через зоны с разным температурным режимом.
Лазером
Современные технологии позволяют использовать лазерное излучение. При таком способе нагревается небольшой участок. Несмотря на это высокая скорость перемещения лазера позволяет достичь быстрой пайки плат больших размеров.
Широкая область применения лазерного излучения при монтаже элементов небольшого размера обусловлена несколькими особенностями:
- минимальный нагрев корпуса компонентов;
- возможность размещения деталей в непосредственной близости друг от друга;
- минимальная степень окисления.
Благодаря характеристикам лазерного излучения удается достичь высокого качества работ.
Крепление SMD компонентов
Монтаж элементов такого типа не требует наличия отверстий в диэлектрическом материале. Ножки SMD компонентов крепят непосредственно к контактным площадкам на внешней стороне платы.
Такая конструкция позволяет расположить много деталей на участке небольших размеров. При установке учитывают характеристики компонентов. При перегреве некоторые элементы могут выйти из строя.
Применение паяльной пасты
Паяльная паста представляет собой состав из припоя и флюса. Дополнительно в смесь добавляются связующие вещества. Их количество в общем объеме от 5 до 15%. Именно связующие вещества обеспечивают нужную степень вязкости состава.
Паяльная паста наносится на металлические части тонким слоем. После обработки контактов на них размещают электронные элементы. В процессе паста нагревается до нужной температуры.
Автоматизированные технологии
Пайка печатных плат предусматривает размещение на них электронных компонентов. Этот процесс проводится вручную на автоматическом или полуавтоматическом оборудовании. Первый метод часто используется при необходимости заменить небольшое количество деталей. В промышленных масштабах применяют специальное оборудование.
Сотрудники нашей компании используют современные методы пайки печатных плат. В совокупности с высокой квалификацией мастеров это позволяет нам производить качественную продукцию.



