

Стандарт распространяется на метод определения смачивания материалов припоями по следующим характеристикам:
краевому углу смачивания и площади растекания;
начальной скорости смачивания и времени растекания (для припоев с Tпл Ј 723 К).
Стандарт применяют для оценки совместимости материалов при пайке, разработке технологического процесса пайки и оптимизации его параметров, а также при разработке новых припоев и флюсов.

ГОСУДАРСТВЕННЫЙ СТАНДАРТ
СОЮЗА ССР
ПАЙКА.
МЕТОД ОПРЕДЕЛЕНИЯ
СМАЧИВАНИЯ МАТЕРИАЛОВ
ПРИПОЯМИ
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА
ССР
Постановлением Государственного комитета
СССР по стандартам от 23 ноября 1979 г. № 4495 срок действия установлен
c 01.07. 1980 г.
до 01.07. 1985 г.
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на
метод определения смачивания материалов припоями по следующим характеристикам:
краевому углу смачивания и площади
растекания;
начальной скорости смачивания и времени
растекания (для припоев с Tпл
Стандарт применяют для оценки
совместимости материалов при пайке, разработке технологического процесса пайки
и оптимизации его параметров, а также при разработке новых припоев и флюсов.
ОПРЕДЕЛЕНИЕ СМАЧИВАНИЯ ПО КРАЕВОМУ УГЛУ И ПЛОЩАДИ РАСТЕКАНИЯ
1.1.1. Для испытаний следует применять
пластины размером 40 40 мм
или диски диаметром 40 мм из паяемого материала.
1.1.2. Толщина пластин или дисков должна
быть 0,5 — 3,0 мм. При толщине более 3 мм допускается механическая обработка со
стороны, не подвергаемой испытанию.
1.1.3. Для испытаний использовать
заготовки припоя в форме цилиндра или куба, имеющие дозированный объем 64 мм3.
Масса припоев в зависимости от их плотности
приведена в справочном приложении 1.
1.1.4. При использовании припоев,
содержащих Ag, Au, Pt, Pd и другие драгоценные или редкие металлы, размеры образцов для
испытаний должны быть 20 20 мм
или диаметром 20 мм, а дозированный объем припоя 16 мм3.
1.1.5. Число образцов
для испытаний должно быть не менее трех для каждого сочетания материалов,
припоя и флюса, режима пайки.
Аппаратура и приборы
1.2.1. Испытания рекомендуется проводить
на установке, принципиальная схема которой показана на черт. 1.
Схема установки для проведения испытаний
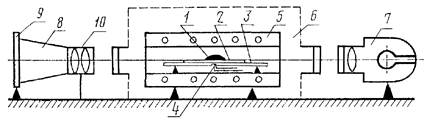
1 — капля припоя; 2
— образец из паяемого материала; 3 — подложка для установки образца;
4 — термопара; 5 — нагревательное устройство; 6 — камера
(при испытаниях в среде или вакууме); 7 — источник света; 8 — макрофотонасадка
(увеличитель); 9 — экран; 10 — объективы.
Установка должна обеспечивать:
горизонтальность испытуемого образца;
возможность создания необходимой среды или
вакуума в период испытаний;
юстировку и фокусировку четкого
изображения капли припоя на экране;
равномерный нагрев образца до заданной
температуры;
1.2.2. Измерение температуры в процессе
испытаний производить термопарами по ГОСТ 6616-74 и приборами по класса точности не ниже 0,05.
1.2.3. Для
определения краевого угла смачивания следует применять фото- и киноаппаратуру.
Скорость киносъемки 16 — 1500 кадров в секунду в зависимости от скорости
растекания припоя.
1.2.4. Измерение
краевого угла смачивания на фотоснимке или кинопленке следует производить на
инструментальных микроскопах.
Подготовка к испытаниям
1.3.1. Поверхность
образцов и припоя следует подготавливать в соответствии с технологическим
процессом изготовления паяной конструкции. При отсутствии данных способ
подготовки поверхности установить опытным путем. Допускается испытывать
материалы в состоянии поставки, удалив жировые загрязнения и влагу.
1.3.2. Припой следует размещать в центре
горизонтально расположенной пластины. Горизонтальность площадки для
установления пластин проверять с помощью уровня.
1.3.3. Рабочий конец термопары следует
крепить в центре нерабочей поверхности образца методами, обеспечивающими
надежный тепловой контакт согласно черт. 2.
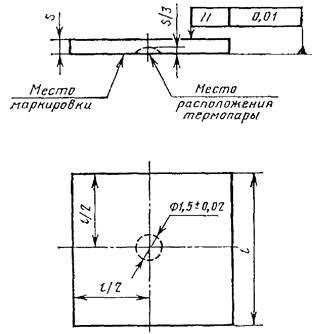
1.3.4. Образцы маркировать номером партии
или условным индексом на нерабочей части любым способом, обеспечивающим
сохранение маркировки после испытаний.
1.4.1. Образцы следует нагревать в газовой
среде, в вакууме или с флюсом в соответствии с предусмотренным технологическим
процессом. При отсутствии данных среду следует выбирать в зависимости от марки
материала и припоя.
1.4.2. При проведении испытаний с флюсом
его объем должен быть не более 400 мм3 для образцов 40 40 мм и не более 100 мм3 для образцов
20 20 мм. Флюс следует наносить согласно
принятой технологии.
1.4.3. Краевой угол смачивания следует
фиксировать в процессе испытаний в соответствии с п. 1.2.3. Допускается непосредственное измерение угла на
экране.
1.4.4. Краевой угол смачивания фиксируют
при достижении припоем следующих значений температуры:
начала плавления (3 — 5 °С выше солидуса);
полного плавления (3 — 5 °С выше
ликвидуса);
Фиксация других точек производится в
зависимости от поставленной задачи.
1.4.5. При отсутствии соответствующего
оборудования допускается измерение краевого угла смачивания после охлаждения
образца.
Обработка и подсчет результатов
1.5.1. Измерение краевого угла смачивания
надлежит производить в следующем порядке:
1.5.2. Для каждой проекции капли измеряют
краевой угол с левой и правой сторон. Погрешность измерения не должна превышать
5 градусов.
1.5.3. Вычисление краевого угла смачивания
(Θ1) для данной капли следует проводить по формуле
где Θлев, Θправ — измеренные
значения краевого угла смачивания с левой и правой сторон соответственно.
1.5.4. Краевой угол смачивания для данного
сочетания «припой — паяемый материал» (Θср) следует определять
по формуле
— число образцов.
1.5.5. При использовании для измерения
транспортира или трафарета изображение системы «капля — пластина», полученное
на фото- или кинопленке, следует дополнительно увеличить не менее чем в пять
раз, проектируя изображение на экран.
1.5.6. Для уменьшения погрешности от
несовершенства формы капли на охлажденном образце краевой угол смачивания
следует определять следующим образом:
замерить не менее чем на трех проекциях
одной капли значения Θлев и Θправ и найти их
средние значения;
вычислить краевой угол смачивания для
данной капли как среднее значение между Θлев и Θправ
по формуле (1), где Θлев
и Θправ — средние значения краевого угла смачивания левой и
правой сторон капли;
определить краевой угол смачивания для
данного сочетания «материал — припой» по формуле (2).
1.5.7. Площадь растекания припоя следует
подсчитывать после охлаждения образца как среднее арифметическое из трех
полученных результатов испытаний. Измерение площади растекания следует
производить с помощью инструментов или приборов, обеспечивающих погрешность
измерения до — 5,0 % от измеряемой площади.
1.5.8. Критериями смачивания материала
припоем следует считать:
значение краевого угла смачивания Θср,
определенного при температуре испытания или в охлажденном состоянии (следует
учитывать, что погрешность при определении краевого угла на охлажденном образце
может составлять 10 — 15 %);
площадь растекания припоя на поверхности
образца.
1.5.9. Испытания считают недействительными
при нарушении состава среды при испытаниях, выходе из строя термопары при
нагреве, негоризонтальности смачиваемой поверхности.
1.5.10. Результаты испытаний каждого
образца необходимо заносить в , форма которого приведена в
обязательном приложении 3.
ОПРЕДЕЛЕНИЕ СМАЧИВАНИЯ ПО НАЧАЛЬНОЙ СКОРОСТИ И ВРЕМЕНИ РАСТЕКАНИЯ
2.1.1. Для испытаний следует применять:
пластины из паяемого материала толщиной от
0,1 до 1,0 мм, шириной до 25 мм и длиной 30 мм. Предпочтительный размер 30
проволоку диаметром от 0,3 мм.
Предпочтительный диаметр 1,0 мм.
2.1.2. Зеркало ванны с припоем должно быть
диаметром не менее 30 мм, а масса припоя в ванне должна обеспечивать сохранение
постоянной температуры при погружении образца с отклонением не более 1°.
2.1.3. При отборе образцов следует
соблюдать требования п. 1.1.5
настоящего стандарта.
2.2.1. Испытания следует проводить на
приборе, принципиальная схема которого приведена на черт. 4. Перечень рекомендуемой аппаратуры указан в справочном
приложении 2.
Принципиальная схема установки для
определения начальной скорости и времени смачивания
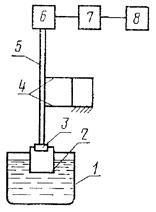
1 — ванночка с
припоем; 2 — образец; 3 — держатель; 4 — пружинный подвес;
5 — стержень; 6 — датчик, преобразующий перемещение в усилие; 7
— тензометрический усилитель; 8 — осциллограф
2.2.2. Аппаратура,
применяемая при испытаниях, должна удовлетворять следующим условиям:
чувствительность датчика тензометрического
2.3.1. Перед испытанием следует провести
тарировку прибора для определения усилия втягивания образца в расплав,
используя разновесы массой от 10 до 200 мг.
2.3.2. Образец, поверхность которого
подготовлена в соответствии с п. 1.3.1,
следует закрепить в держатель, подвешенный к пружинному подвесу.
2.3.3. Компенсировать массу образца с
помощью электрической схемы прибора.
2.3.4. Проверить соответствие температуры
припоя в ванне температуре испытаний.
2.4.1. Опустить образец в припой на
глубину 1 — 3 мм (предпочтительная глубина погружения — 2 мм). При погружении
образца в расплав необходимо соблюдать перпендикулярность его боковой
поверхности плоскости зеркала ванны.
2.4.2. Силы взаимодействия, возникающие
при погружении образца, следует фиксировать на ленте самопишущего прибора.
2.4.3. Типичная форма записанной кривой
показана на черт. 5.
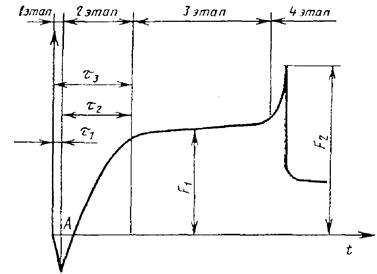
1 — время начала смачивания; 2 — чистое время смачивания; 3 = 1 + 2 — время полного смачивания; F1 — сила смачивания
(равновесная); F2 — сила отрыва припоя от образца при его подъеме; 1
этап — процесс получения отрицательного мениска — радиус кривизны направлен из
расплава (потеря веса образцом вследствие капиллярного давления и
гидростатического выталкивания замещенной образцом части припоя); 2 этап
— процесс перемещения припоя по боковым поверхностям образца (радиус мениска
меняет направление в сторону жидкости); 3 этап — максимальный подъем
мениска припоя (равновесное состояние системы); 4 этап — подъем образца
(отрыв образца от припоя). Характер кривой зависит от формы образца и скорости
подъема.
2.5.1. Начальную скорость смачивания
определяют измерением угла и подсчетом его тангенса между касательной к кривой
в точке А и перпендикуляром к оси ординаты (черт. 5).
2.5.2. Определение времени смачивания
следует производить по кривой на ленте самопишущего прибора в соответствии с
черт. 5.
2.5.3. Расчет других характеристик смачивания,
полученных при испытаниях, приведен в справочном приложении 4.
Расчет дополнительных
характеристик при определении смачивания материалов припоями
При испытаниях, проводимых в соответствии
с разд. 1 и 2 настоящего стандарта расчетным путем, можно получить
следующие дополнительные характеристики процесса смачивания.
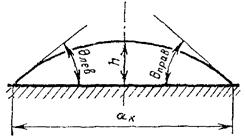
Значение краевого угла смачивания по
параметрам капли припоя на образце (масса припоя до 0,2 г) по формуле
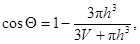
— высота капли припоя;
— объем капли.
Значение адгезионного натяжения по формуле
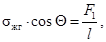
cos Θ — адгезионное натяжение;
— поверхностное натяжение припоя, Н/м;
—
сила смачивания (см. черт. 5
настоящего стандарта), Н;
— периметр смачивания (удвоенная сумма
ширины и толщины образца), м.
По известной величине адгезионного натяжения
можно получить: значение высоты подъема припоя в капиллярном зазоре данной
ширины по формуле
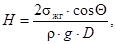
где ρ — плотность припоя (допускается использование значения
плотности при комнатной температуре);
— ускорение силы тяжести;
— ширина капиллярного зазора.
Значение краевого угла смачивания по формуле
— сила смачивания (см. черт. 5 настоящего стандарта);
сила
отрыва припоя от образца при его подъеме (см. черт. 5 настоящего стандарта);
— поправка на гидравлическую выталкивающую силу, равную весу
припоя, вытесненного образцом.
рассчитывают по формуле
где ρ — плотность припоя, кг/м3;
— глубина погружения образца, м;
— площадь сечения образца, м2;
— ускорение силы тяжести, м/с2.
Пайка представляет собой процесс соединения деталей из металлов, находящихся в твёрдом состоянии, посредством расплавленного припоя и имеющего температуру плавления, меньшую температуры плавления основного металла. Пайка схожа с сваркой плавлением, отличием пайки является отсутствие расплавления основного металла, который имеется при сварке плавлением. В процессе пайки главное значение имеют взаимное растворение и диффузия основного металла и припоя.
Поверхности присоединяемых частей должны быть тщательно очищены и обезжирены. Очистку соединяемых поверхностей производят при помощи напильников или шаберов, а их обезжиривание — растворителями: бензин, ацетон и уайт-спирит. Перед пайкой поверхности следует у соединяемых частей удалить соляной кислотой оксидную плёнку.
В процессе пайки положение соединяемых частей относительно друг друга следует закрепить. Для этого используют струбцины.
В некоторых случаях в процессе пайки может наблюдаться явление, когда припой превращается в шарик, вместо того чтобы растекаться по всему месту пайки и заполнять стык между соединяемыми частями изделия. Это обусловливается различными причинами, чаще всего силами поверхностного натяжения. Иногда причиной недостаточного смачивания является большое различие между структурами припоя и основного металла, а также наличие оксидных пленок и загрязнения на поверхности припоя или соединяемых пайкой частей изделия. Поверхность металлических деталей всегда имеет микронеровности, которые образованы следами предшествующей обработки. Припой в расплавленном состоянии должен заполнять все эти полости. Для предупреждения образования оксидной пленки в процессе нагрева применяют специальные вещества — флюсы, которые также обеспечивают повышение смачиваемости припоем поверхностей соединяемых частей изделия и лучшее заполнение шва расплавленным припоем.
Для выполнения этих задач флюсы должны отвечать следующим параметрам:
- температура, при которой флюс растворяет оксиды, должна быть несколько ниже рабочей температуры припоя;
- скорость растворения оксидов должна быть выше, чем скорость пайки;
- пайка должна производиться достаточно быстро, чтобы помешать появлению новых оксидов;
- флюсы должны иметь низкую вязкость и умеренное поверхностное натяжение;
- флюсы должны полностью отшлаковывать загрязнения и отводить их из зоны пайки.
Паяние мягкими припоями
Мягкие припои представляют собой сплав легкоплавких металлов на основе олова и свинца, их изготавливают в виде прутков, проволоки или трубки, заполненной флюсом, масса которого составляет 5% массы припоя. Оловянно-свинцовые припои обозначают буквами ПОС (припой оловянно-свинцовый) и цифрами, показывающими содержание олова в припое в процентах. Процентное содержание олова в припое определяет область его применения.
Прежде чем приступить к паянию необходимо тщательно подготовить поверхности соединяемых частей заготовки, это достигается очисткой поверхности от грязи и коррозии шабером, надфилем или напильником. При паянии заготовок из листовой стали место припаивания протравливают 20% раствором соляной кислоты. Некоторые варианты паяных швов показаны на рис. 1. При помощи кисточки на место спая наносят тонкий слой жидкого флюса. При использовании твердого флюса поверхность паяния предварительно прогревают паяльником. Флюсы, применяемые при паянии мягкими припоями, обладают способностью очищать место спая от оксидов, предотвращают образование оксидов в процессе пайки и снижают поверхностное натяжение припоя, обеспечивая его лучшую текучесть и более эффективное заполнение пустот между соединяемыми пайкой частями заготовки. В качестве флюсов при пайке мягкими припоями используют: хлорид цинка, нашатырный спирт, канифоль, стеарин, паяльную пасту, раствор соляной кислоты. Состав флюса выбирается в зависимости от материала соединяемых частей заготовки.

Рис. 1. Схемы паяных соединений различных типов:
а — встык; б — внахлестку; в — ступенчатый встык;
г — соприкасающееся; д — встык с накладками; е — в раструб
Пересекающиеся детали могут быть запаяны в тавр или в угол. При этом поверхность спая располагается под углом к осевой линии деталей или параллельно одной из них и перпендикулярно к другой.
Соприкасающиеся детали паяют вдоль линии касания или в точке соприкосновения. Поверхность спая во всех рассматриваемых типах соединений может быть плоской или криволинейной.
Косостыковое соединение применяют главным образом в тех случаях, когда требуется увеличить прочность шва при стыке; оно более прочно, чем стыковое, из-за большой поверхности шва, но технологически сложнее.
В изделиях, подвергающихся в процессе изготовления после пайки изгибу и штамповке или работающих при больших статических нагрузках, а также в условиях ударных нагрузок или сильной вибрации, стыковые паяные швы, не применяют, а паяют внахлестку.

Рис. 2. Паяльник непрерывного нагрева:
а — газовый; б — бензиновый; 1 — рабочая часть; 2 — стержень;
3 — хомутик; 4 — горелка; 5, 9 — краны; 6 — рукоятка; 7, 8 — штуцеры;
10 — сопло; 11 — бензиновая горелка; 12 — рукоятка-резервуар
Соединяемые части заготовки должны располагаться таким образом, чтобы шов находился сверху. Как только место, к которому прикасается паяльник, прогревается и припой начинает плавиться и растекаться, паяльник без отрыва от шва перемещают, давая возможность припою заполнить зазор в шве между соединяемыми частями заготовки. Припой следует наносить тонким равномерным слоем без припусков. После окончания пайки выступающие над швом приливы удаляют напильником, а поверхность зачищают наждачной шкуркой.
В зависимости от требований, предъявляемых к соединяемым паянием мягкими припоями частям заготовки, паяные швы разделяются на три группы:
- прочные — необязательно герметичные, но обязательно обладающие определенной механической прочностью;
- плотные — сплошные швы, имеющие гарантированную герметичность, не допускающую протекания различных веществ;
- плотно прочные — обладающие и прочностью, и герметичностью.
Инструменты для паяния мягкими припоями. Главным инструментом для выполнения паяных швов является паяльник. В зависимости от способа нагрева рабочей части паяльника различают паяльники периодического нагрева, паяльники постоянного нагрева с использованием газовых или бензиновых нагревательных устройств и электрические паяльники, у которых рабочая часть нагревается электрическим током.
Паяльники периодического нагрева бывают двух типов: прямые и угловые. Разогрев паяльника осуществляется при помощи паяльной лампы или в кузнечном горне. Перед нагревом нос паяльника зачищается, а после нагрева очищается от оксидов, на него наносится флюс.
Паяльники непрерывного нагрева (газовые или бензиновые) обеспечивают постоянный нагрев рабочей части паяльника соответственно газовой или бензиновой горелкой.
Электрические паяльники (рис. 3) получили наиболее широкое распространение благодаря высокой надежности и простоте действия. Они выпускаются двух типов: прямые и угловые.

Рис. 3. Электрический паяльник:
а — прямой: 1 — электрический шнур; 2 — электрическая вилка;
3 — рабочая часть; 4, 7 — хомутики; 5 — кожух; 6 — нагревательный элемент;
8 — стержень; 9 — рукоятка; б — угловой
Печи сопротивления — это наиболее распространенный вид нагревательного оборудования, применяемого в пайке изделий. Печи сопротивления разделяют по следующим основным признакам:
- по роду работы и конструктивным признакам — на печи периодического и непрерывного действия;
- по атмосфере в рабочем пространстве — на печи с окислительной средой, с контролируемыми атмосферами и вакуумные;
- по рабочей температуре — на низкотемпературные (до 450℃), среднетемпературные (до 1100℃) и высокотемпературные (до 1600℃).
В электропечах периодического действия паяемое изделие через загрузочное окно помещают в рабочее пространство, в котором деталь неподвижна в течение нагрева и выдержки при температуре пайки.
В электропечах непрерывного действия паяемые изделия с помощью транспортирующего устройства передвигаются от загрузочного окна к разгрузочному, нагреваясь до заданной температуры. Печи непрерывного действия имеют большую производительность и их сравнительно просто компоновать в поточные и автоматические линии. Печи имеют несколько тепловых зон с автоматическим регулированием температуры, что позволяет с достаточной точностью выдерживать различные режимы нагрева детали. Печи непрерывного действия рассчитаны на работу в окислительной и контролируемых атмосферах. В последнем случае камеры нагрева и охлаждения выполнены герметичными, для чего они снабжены загрузочными и разгрузочными шлюзовыми камерами.
По типу транспортирующего устройства электропечи непрерывного действия подразделяют на конвейерные и карусельные.
Конвейерные печи применяют для пайки мелких и средних изделий массового производства. По плоскости перемещения изделий печи бывают горизонтальные и вертикальные. Вертикальные печи занимают меньшую площадь, но они не нашли широкого применения вследствие сложности обслуживания.
Преимущество карусельных печей заключается в возможности использования их при высоких температурах. В карусельных печах можно нагревать изделия сложной конфигурации без поддонов, что не всегда возможно в конвейерных печах. Недостатки карусельных печей заключаются в трудности механизации и неудобстве использования их в поточных линиях из-за того, что загрузочные окна расположены рядом.
Для нагрева изделий под пайку путем теплопередачи от нагретых жидкостей: масла, расплавленных солей и щелочей применяют электронагревательные ванны. В паяльном производстве наибольшее распространение получили соляные ванны цилиндрической или прямоугольной формы с внешним или внутренним обогревом. Внутренний обогрев осуществляется электродными или трубчатыми электронагревателями (ТЭН). Электронагревательные ванны обладают следующими преимуществами перед печами сопротивления:
- высокой равномерностью нагрева изделий вследствие значительно большей теплопроводности жидкости по сравнению с теплопроводностью газов;
- высокой скоростью нагрева изделия благодаря высоким значениям коэффициента теплоотдачи от жидкости к металлу;
- большой производительностью;
- защитой изделий от окисления;
- изделия в процессе нагрева и выдержки изолированы от воздушной среды и при извлечении из ванны покрыты тонким слоем соли или флюса.
К недостаткам нагрева в электронагревательных ваннах следует отнести:
- большой удельный расход электроэнергии из-за повышенных тепловых потерь зеркалом ванны;
- необходимость непрерывной эксплуатации из-за сложности и длительности разогрева до рабочего состояния;
- тяжелые и вредные условия труда;
- необходимость очистки изделий от соли или флюса;
- большой расход соли или флюса и необходимость предварительной сушки их перед загрузкой.
Ванны с внутренним обогревом по сравнению с ваннами с внешним обогревом меньше по габаритам, имеют меньшие тепло потери и меньший удельный расход электроэнергии. Кроме того, для селитровых ванн внутренний обогрев более безопасен, так как при этом менее вероятен перегрев дна ванны из-за загрязнения нижних слоев селитры. Недостаток такого обогрева состоит в малом сроке службы нагревательных элементов вследствие эрозии трубчатого кожуха нагревателя при высоких температурах.
Длительность процесса пайки в жидких расплавленных солях или припоях кратковременная. Этот способ эффективен, так как он предполагает одновременную быструю пайку большого числа изделий и легко может быть механизирован. Число деталей, погружаемых одновременно в ванну, ограничено объемом ванны и снижением температуры жидкой среды, происходящим в результате нагрева погружаемых деталей. Значительное преимущество пайки в соляных и флюсовых ваннах — возможность совмещения этого процесса с нагревом под закалку.
Этот способ пайки отличается высокой производительностью, а при достаточно большом отношении массы жидкой ванны к массе паяемого изделия позволяет поддерживать температуру расплава с точностью до 1℃, обеспечивая минимальные тепловые деформации паяемых деталей, высокую точность паяного изделия.
Низкотемпературная пайка в ваннах с расплавленным припоем
Распространены два способа пайки погружением в ванны с расплавленным припоем: погружением в покоящийся жидкий припой и погружением в подвижный жидкий припой. При пайке погружением изделие должно находиться в ванне до полного прогрева его до температуры пайки и затекания припоя в промежутки и щели. При опускании в ванну плоских изделий в горизонтальном положении под ними могут образоваться пары флюса, что приводит к появлению несмоченных мест в соединении, поэтому их погружают под углом к зеркалу ванны.
После удаления паяного изделия из ванны не стекший с него припой удаляют химическим или механическим путем. При необходимости предотвращения смачивания отдельных мест поверхности детали предварительно покрывают лаковыми, меловыми покрытиями или бумажными масками. Такие защитные покрытия перед пайкой просушивают, а после удаляют струей воздуха, щетками, уксусной или соляной кислотой.
Существенный недостаток этого способа пайки — сравнительно быстрое загрязнение жидкого припоя компонентами паяемого металла. Загрязнение припоя цинком, алюминием, кадмием ухудшает качество паяных изделий, и попадание этих металлов в ванну недопустимо.
Индукционные нагревательные установки
При индукционном нагреве нагрев паяемых деталей происходит в результате выделения энергии высокочастотного электромагнитного поля. В результате быстрого нагрева поверхность паяемой детали окисляется меньше, чем при нагреве в пламени горелок или электропечах с обычной атмосферой. Быстрый нагрев предотвращает также интенсивный рост зерна и рекристаллизацию паяемого металла.
При индукционном нагреве металл, помещаемый в магнитное поле контура, по которому протекает переменный электрический ток, нагревается индуцированными вихревыми токами Фуко.
По частоте питающего тока различают установки промышленной частоты, питающиеся от сети 50 Гц или через специальные понижающие трансформаторы
По принципу действия установки могут быть методические и садочные. В методических установках изделие нагревается по мере его продвижения через индуктор. В садочных установках все участки изделия, помещенного в индуктор, нагреваются до заданной температуры одновременно. Электрические параметры этих установок в процессе нагрева изделия могут меняться в зависимости от изменения физических характеристик изделия при повышении их температуры.
Правила выполнения работ при пайке мягкими припоями электрическим паяльником
При пайке мягкими припоями электрическим паяльником необходимо соблюдать следующие правила:
- Необходимо проверить исправность паяльника, а также электропровода и электрической вилки;
- Следует обеспечить плотное прилегание друг к другу соединяемых пайкой частей заготовки;
- Необходимо протравливать очищенное место спая раствором соляной кислоты и покрывать слоем флюса;
- Паяние следует выполнять только хорошо прогретым и залуженным паяльником;
- Запрещается перегревать паяльник;
- При паянии длинного шва следует использовать прутковый припой, подводя его к месту паяния и перемещая вместе с паяльником.
Проверку качества паяния следует осуществлять:
- внешним осмотром, не допуская не пропаянных мест;
- наплывов припоя на шве;
- на герметичность;
- перегибом.
Паяние твердыми припоями
Паяние твердыми припоями обеспечивает более прочное соединение спаиваемых частей заготовки. Высокая пластичность и ковкость припоя, глубоко проникающего в основной металл, позволяет выдерживать значительные механические напряжения в спаиваемых местах при последующей обработке полученных заготовок как методами резания, так и методами пластического деформирования.
Подготовка места спая к паянию
Из-за того, что припой и материал заготовки имеют значительно меньшую разность температур плавления, этот способ паяния требует выполнения подготовительных операций в большем объеме, чем при паянии мягкими припоями.
Очистка поверхности. Нужно обеспечить абсолютную чистоту того места, где будет производиться паяние. Негативное влияние на процесс пайки оказывают не только оксидные пленки, но и жировые и масляные загрязнения на поверхности заготовки, поэтому они должны быть удалены.
Пригонка. Все соединяемые паянием части заготовки должны быть отожжены, иначе может возникнуть перекос соединяемых паянием частей заготовки. Все спаиваемые пустотелые детали должны иметь отверстия для выхода воздуха, так как при нагреве может произойти вспучивание или разрыв поверхности соединяемых частей изделия. При паянии твердым припоем должен быть выдержан определенный зазор между соединяемыми частями заготовки для его заполнения расплавленным припоем.
- стальная проволока при нагревании расширяется значительно меньше, чем фиксируемые ею заготовки;
- при нагревании железная окалина может восстановиться, что приведет к диффузии железа в металл соединяемых заготовок, поэтому изменятся физико-механические свойства соединяемых заготовок.
Часто приваривают обмоточную проволоку к поверхности соединяемых заготовок.
Нанесение флюса и припоя. При пайке твердыми припоями флюсы выполняют ту же функцию, что и при пайке мягкими припоями. Выбор флюса зависит от материала соединяемых заготовок. К твердым припоям относятся медно-цинковые (ПМЦ) и серебряные (ПСр). В обозначении марок припоев цифры показывают процентное содержание меди или серебра.
Инструменты для нагрева места спая. Нагрев заготовок при паянии твердыми припоями осуществляется газовыми и бензиновыми горелками, в муфельных печах, соляных ваннах. Для создания газового и бензинового пламени используют — горелки.
Основные правила паяния твердыми припоями. При паянии твердыми припоями необходимо соблюсти следующие правила:
- проверить работоспособность и исправность источника нагрева места спая;
- проверить чистоту поверхности мест спая, плотность пригонки спаиваемых поверхностей;
- протравить место пайки раствором соляной кислоты;
- припой или место спая с прикрепленной пластиной припоя нужно нагреть в пламени горелки или в муфельной печи до температуры, близкой к температуре плавления припоя;
- припой следует расположить в месте спая смазать его флюсом и продолжать разогрев места спая до полного расплавления припоя и заполнения им швов паяного соединения.
Правила безопасности труда при паянии. При паянии необходимо выполнять следующие правила безопасности:
- Запрещается пользоваться неисправными инструментами и приспособлениями;
- Запрещается прикасаться к неисправным инструментам и нагретым частям инструмента для паяния;
- Нельзя наклоняться близко к месту паяния;
- Работу следует выполнять под вытяжкой;
- Для удерживания спаиваемого изделия необходимо использовать плоскогубцы;
- При пайке тугоплавкими припоями нужно работать в перчатках и защитных очках;
- Следует тщательно мыть руки с мылом после окончания работ.
Специальные методы паяния. Наиболее производительной является низкотемпературная пайка погружением в расплавленный припой. Паяние таким способом выполняется на специальных установках, на которых смонтированы ванны с флюсом и расплавленным мягким припоем. Детали предварительно очищают и обезжиривают, потом погружают в ванну с флюсом, а затем с расплавленным припоем, после чего вынимают и охлаждают на воздухе до комнатной температуры. Заданную температуру припоя контролируют и поддерживают при помощи специального устройства с термопарой, помещенного в ванну.
Кроме описанного метода паяния для улучшения качества паяных соединений применяют пайку в защитных газах, вакууме и активной газовой среде. Основная особенность этих методов паяния состоит в том, что они выполняются без применения флюсов.
Лужение — процесс покрытия поверхностей деталей тонким слоем расплавленного оловянно-свинцового сплава. Лужение осуществляется для защиты деталей от коррозии и окисления, подготовки поверхностей заготовок и инструмента к паянию мягкими припоями. Перед лужением поверхность заготовки тщательно очищается и обезжиривается.
Паяные соединения обозначают по ГОСТ 2.313 — 82 условным знаком, который наносят на линию-выноску сплошной основной линией. На чертежах паяные соединения изображают, как показано на рис. 4.

Рис. 4. Условное изображение паяного шва на чертеже:
а — паяного шва; б — по замкнутому контуру
Преимущества и недостатки пайки
К технологическим преимуществам пайки относятся:
- возможность одновременного соединения нескольких узлов сложной геометрической формы или деталей со значительной протяженностью паяных швов, в том числе и в труднодоступных местах;
- получение высокого качества соединений, часто независимо от субъективных факторов;
- достижение более высокой производительности;
- снижение себестоимости продукции по сравнению с другими методами соединения. При общем нагреве изделия для пайки не имеют существенного значения площадь соединения и количество пересекающихся швов, отсутствует проблема напряжений и деформаций при соединении однородных материалов. Процессы легко поддаются механизации и автоматизации.
При соединении многих металлических материалов не допускается их перегрев выше определенной температуры во избежание потери ими структуры и свойств. Такой перегрев всегда можно исключить при пайке, выбирая соответствующие припои и способы.
К недостаткам пайки обычно относят низкую прочность паяного соединения, необходимость тщательной подгонки соединяемых поверхностей, использование в припоях дорогих и дефицитных металлов. Более низкая, чем у основного металла, коррозионная стойкость.



