

- Что такое пайка печатных плат?
- Что такое бессвинцовая пайка?
- Что такое свинцовый припой?
- Пайка печатных плат: основные принципы и методы
- Этапы производства печатных плат
- Пайка без свинца
- Основные принципы пайки печатных плат
- Поверхности
- Температура
- Припой
- Поддержка и перемещение
- Безопасность
- Виды пайки печатных плат
- Использование флюса при пайке BGA
- Преимущества использования паяльной пасты
- Контроль процесса и автоматизация
- Поддержание стабильного процесса на линии SMT
- Рекомендации по использованию гель/липкого флюса
- Удаление остатков флюса
- Вывод
- Пайка BGA и свинцовая паста
- Оплавление BGA
- Необходимость флюса
- Процесс пайки плат
- Различные типы припоя
- Типы припоя
- Металлические составляющие
- Этапы пайки печатной платы
- Подготовка
- Воздействие на здоровье и окружающую среду
- Экологические проблемы со свинцом
- Преимущества бессвинцового припоя
- Как добиться идеальной пайки печатной платы?
- Материалы для пайки печатных плат
- Состав металлов
- Материал сердечника припоя
- Процессы пайки печатных плат
- Первое знакомство
- Крепление плат
- ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
- Работа со станком
- Бессвинцовый припой и свинцовый припой
- Тыкаем палкой и заставляем работать
- Различия приложений
- Применение бессвинцового припоя
- Припои, флюсы и дополнительные аксессуары для работы
- Инструменты для пайки – чем паять?
- Припои – одна цель, но разные качества
- Флюсы – зачем нужны и разновидности
- Ковыряем робота
- Стоимость соображений
- Стоимость бессвинцовой пайки
- Какое оборудование для пайки вам необходимо?
- Сравнение физических свойств
- Прочность и прочность
- Конструкция робота
- Программируем робота вручную
- Каковы наиболее распространенные неисправности при пайке печатных плат?
- Как вообще можно паять выводные компоненты?
- Заключение
Что такое пайка печатных плат?
Пайка печатных плат — это процесс соединения электронных компонентов путем расплавления припоя для скрепления компонентов на печатной плате (PCB). Припой — это расплавленный металлический сплав с низкой температурой плавления для соединения электрических компонентов.
Процесс пайки печатных плат включает в себя нагрев выводов компонентов и печатной платы с помощью паяльника или печи оплавления, а затем нанесение расплавленного припоя для создания прочного электрического и механического соединения. Пайка печатной платы требует высокой степени точности и мастерства, чтобы обеспечить надежное крепление компонентов без повреждения окружающей схемы.
Что такое бессвинцовая пайка?
Бессвинцовый припой — это тип паяльного материала, не содержащий свинца. Разработанный как экологически чистая альтернатива традиционному припою на основе свинца, он обычно содержит смесь металлов, таких как олово, медь, серебро, а иногда и висмут или сурьму. Стремление к использованию бессвинцового припоя возникло из-за опасений по поводу токсичности свинца и его воздействия на окружающую среду, что привело к принятию таких правил, как RoHS (ограничение использования опасных веществ) в Европейском Союзе. Эти припои в настоящее время широко используются в бытовой электронике и других устройствах, где снижение рисков для окружающей среды и здоровья является приоритетом.
Что такое свинцовый припой?
Свинцовый припой, традиционный основной продукт в производстве электроники, представляет собой сплав, обычно состоящий из олова и свинца, часто в соотношении 60/40 или 63/37. Этот состав обеспечивает низкую температуру плавления около 183-190°C, что облегчает работу с ним. Свинцовый припой известен своей превосходной электропроводностью и превосходными смачивающими свойствами, которые позволяют ему плавно растекаться по поверхностям соединений. Исторически сложилось так, что ему отдавалось предпочтение из-за простоты использования и надежности при формировании прочных и долговечных соединений. Однако из-за проблем со здоровьем и окружающей средой, связанных со свинцом, его использование во многих приложениях стало ограниченным.

Пайка печатных плат относится к процессу присоединения электронных компонентов к печатной плате. Пайка является важным этапом в производстве электронных устройств и включает в себя использование паяльника или машины для расплавления небольшого количества металлического сплава, называемого припоем, и нанесения его на место соединения вывода компонента и печатной платы.
Пайка печатных плат: основные принципы и методы
Пайка печатной платы создает механическое и электрическое соединение, которое обеспечивает фиксацию компонента на плате и надежный электрический путь между компонентом и схемой. Процесс пайки требует использования различных инструментов, оборудования и методов для обеспечения качественного соединения.
Этапы производства печатных плат
Производство печатных плат включает несколько этапов — от изготовления пустой платы до сборки компонентов и упаковки. В процессе сборки используются припои различных типов, учитывая их механические характеристики, требования к безопасности и утилизации.
Пайка без свинца
Современные тенденции перехода к использованию электроники без содержания свинца ставят вопросы о выборе материалов для пайки на повестку дня. Свинцовые припои постепенно уступают место альтернативным вариантам.
Основные принципы пайки печатных плат
Поверхности
- Подготовленные поверхности — чистые и правильно обработанные для пайки.
Температура
- Соответствующая температура припоя — равномерное плавление без повреждения.
Припой
- Размещение и количество припоя — должны быть правильно подобраны.
Поддержка и перемещение
- Адекватная поддержка во время и после пайки.
- Предотвращение ненужного перемещения компонентов после сборки.
Безопасность
- Соблюдение стандартных протоколов безопасности и ношение защитного снаряжения.
Виды пайки печатных плат
Существует несколько видов пайки печатных плат, различающихся по материалам и процессам. Выбор подходящего метода зависит от конкретной ситуации и требований проекта.
Для успешной пайки печатных плат важно следовать основным принципам, выбирать правильные материалы и инструменты, а также обеспечивать безопасность в процессе работы.
Использование флюса при пайке BGA
Самым большим риском использования только флюса будет повышенная склонность к открытым соединениям. Если BGA деформируется во время оплавления, корпус может подняться и потерять контакт с площадкой. По крайней мере, если на площадке есть от 4 до 6 мил пасты, это поможет заполнить любой зазор, возникающий из-за деформации компонента.
Преимущества использования паяльной пасты
Вообще говоря, дополнительный припой, входящий в состав пасты, улучшит механическую целостность паяного соединения. Это также поможет улучшить высоту зазора, что облегчит очистку под BGA, если это необходимо.
Kay Parker, Technical Support Engineer, Indium Corporation
Контроль процесса и автоматизация
При использовании только флюса для размещения BGA вы можете получить непропаяные соединения и недостаточное количество припоя, что приведет к дополнительному тепловому циклу для повторной обработки. Мы используем автоматический дозатор пасты, который позволяет лучше контролировать процесс.
Brien Bush, Manufacturing Applications Specialist, Cirtronics Corp.
Поддержание стабильного процесса на линии SMT
Когда дело доходит до бессвинцовой пайки, я предпочитаю наносить пасту на контактные площадки BGA, чтобы поддерживать стабильный процесс на линии SMT. Когда вы используете только флюс, вы полагаетесь на способность BGA припоя формировать паяное соединение с вашей печатной платой. Сформированный интерметаллический слой может быть не таким надежным, как слой, образованный паяльной пастой.
Edithel Marietti, Senior Manufacturing Engineer, Northrop Grumman
Рекомендации по использованию гель/липкого флюса
BGA можно паять, используя только гель/липкий флюс. Этот процесс хорошо работает при условии, что на шариках имеется достаточное количество припоя для формирования хорошего паяного соединения на контактных площадках печатной платы. Если вы собираетесь паять бессвинцовые BGA, рекомендуется использовать бессвинцовый гель-флюс и бессвинцовый профиль оплавления.
Удаление остатков флюса
Гель/липкие флюсы оставляют больше остатков, чем при использовании паяльной пасты, просто потому, что обычно наносится больше флюса, чем должно быть в паяльной пасте. Если вы используете водорастворимый гель/липкий флюс, возможно, придется отрегулировать параметры промывки, чтобы удалить все остатки флюса.
Вывод
При использовании паяльной пасты рекомендуется использовать бессвинцовую пасту вместе с бессвинцовыми BGA. Если это невозможно и вместе с бессвинцовыми BGA используется свинцовая паяльная паста, могут возникнуть проблемы. Освинцованный профиль оплавления не расплавит шарики припоя BGA полностью, что может привести к ненадежным паяным соединениям.
Пайка BGA и свинцовая паста
В этом случае мы рекомендуем использовать свинцовую паяльную пасту, которая также предназначена для бессвинцовых приложений, наряду с бессвинцовым профилем оплавления. Бессвинцовый профиль обеспечит полное расплавление шариков BGA и хорошее смешивание с паяльной пастой, содержащей свинец.
Tony Lentz, Field Applications, FCT Assembly
Оплавление BGA
Сценарий только с флюсом использовался в течение многих лет для флип-чипов и в некоторой степени для монтажа BGA с мелким шагом. Это приводит к несколько меньшему объему припоя и, следовательно, к небольшому уменьшению высоты зазора. Это может привести к снижению надежности теплового цикла, но является ли это проблемой среди других факторов, сильно зависит от конкретного компонента, печатной платы, на которой он установлен, и требованиям к надежности приложения.
Fritz Byle, Process Engineer, Astronautics
Необходимость флюса
Я не вижу риска в этом процессе. Мое личное мнение таково, что на контактных площадках BGA не должно быть паяльной пасты, а должен быть только флюс. Только флюс обеспечивает лучшее оплавление и схлопывание, чем пасты.
Georgian Simion, Engineering and Operations Management, Independent Consultant
Процесс пайки плат
Подробнее в Обсуждении. Еще статьи по теме монтажа и изготовления печатных плат:
Различные типы припоя
Процесс производства и сборки печатных плат включает в себя множество этапов, от проектирования до сборки и упаковки. Пайка печатных плат играет важнейшую роль в сборке печатных плат, и существуют различные типы припоев для печатных плат с различными характеристиками, соображениями безопасности и утилизации, которые следует учитывать при использовании для сборки компонентов.
Типы припоя
Типы припоя для печатных плат различают по материалу сердечника, металлической составляющей:
- Припой с канифольным сердечником
- Припой с кислотным сердечником
- Припои с твердым сердечником
Металлические составляющие
К двум основным относятся свинцовый припой и бессвинцовый припой, а также другие, такие как серебряный припой, алюминиевый припой, медный припой, латунный припой.
Этапы пайки печатной платы
Подготовка
- Соберите материалы: паяльник, проволока для припоя, флюс, плата печатной платы и компоненты.
- Подготовка поверхности: Подготовьте рабочее место, убедившись, что оно чистое и не содержит легковоспламеняющихся материалов.
- Разместите компоненты: Разместите компоненты на плате печатной платы в соответствии с принципиальной схемой и используйте подручные средства, чтобы зафиксировать их на месте.
- Нанесите флюс: Нанесите флюс на соединения, где будут спаиваться компоненты.
5. Применить тепло: Нагрейте паяльник и приложите его к соединению, позволяя теплу расплавить проволоку припоя.
6. Пайка: Прикоснитесь кончиком проволоки припоя к соединению и дайте ему расплавиться и растечься по соединению, образуя прочное соединение.Перейдите к следующему соединению и повторяйте процесс, пока все компоненты не будут припаяны на место.
7. Чистота: Очистите излишки флюса с платы печатной платы с помощью кисточки и изопропилового спирта.
8. Осмотрите: Осмотрите паяные соединения на наличие дефектов или мостиков и при необходимости устраните любые проблемы.
9. Тест: Протестируйте схему, чтобы убедиться в ее правильном функционировании.
Воздействие на здоровье и окружающую среду
Свинцовый припой представляет значительный риск для здоровья, особенно в производственных условиях. Воздействие свинца может привести к неврологическим и респираторным проблемам, что делает его серьезной проблемой для безопасности работников.
Экологические проблемы со свинцом
Загрязнение окружающей среды свинцом может нанести вред экосистемам. Его использование в электронике усугубляет проблемы с электронными отходами, поскольку свинец может проникать в почву и грунтовые воды.
Преимущества бессвинцового припоя
Переход на бессвинцовый припой снижает эти риски для здоровья и снижает воздействие на окружающую среду, что соответствует глобальным усилиям по более безопасному и экологичному производству электроники.
Как добиться идеальной пайки печатной платы?

Как добиться идеальной пайки печатной платы?
Достаточное освещение: Выбирайте хорошо освещенное рабочее место, так как оно позволяет работать свободно, не щуря глаза, что может привести к ошибке.
Подготовьте поверхность, очистив ее: Поверхность вашей печатной платы (PCB) необходимо очистить изопропиловым спиртом или любым другим чистящим средством, чтобы избавиться от масел и грязи.
Используйте правильную температуру припоя: У каждого припоя есть температура плавления, за пределами которой он начинает корродировать. Для достижения наилучших результатов нагревайте утюг до тех пор, пока его температура не превысит температуру окружающего материала примерно на 10°C.
Не держите утюг в одном месте слишком долго: Нагревая паяльник до нужной температуры, помните, что он не должен быть постоянно горячим.
Если держать утюг на одном месте печатной платы, это может повредить проводящие дорожки внутри площадки.
Используйте флюс: Добавление флюса повышает растекаемость жидких припоев по металлическим поверхностям, делая их прилипание более легким и точным.
Предельное использование припоя: Не наносите чрезмерное количество припоя на печатную плату. Вместо этого используйте минимально необходимое количество припоя, чтобы он впитался и затвердел вокруг оголенных металлических контактов или отверстий.
Проверьте соединения после пайки: Убедитесь, что все соединения, на которые воздействовал припой, являются токопроводящими после того, как дадите им достаточно времени для остывания.Правильное выполнение этих действий позволит вам добиться удовлетворительных результатов пайки печатных плат!
Материалы для пайки печатных плат
На рынке предлагается множество различных видов припоя, поэтому начинающему конструктору выбор лучшего типа припоя может показаться сложной задачей. Припои используются для создания электрических соединений между металлическими контактами за счет формирования расплавленным припоем (представляющим собой мягкий сплав) эвтектики, которая спаивается при остывании. Состав металлов, используемых для пайки печатной платы, определяет ее механическую прочность после затвердевания, температуру плавления и выделение паров во время пайки. Материалы для пайки печатных плат различают по материалу сердечника, металлическим компонентам и типам паяльного флюса.
Состав металлов
Припои на основе свинца относятся к мягким припоям, и именно они дали импульс развитию электронной промышленности. Температура их плавления составляет около 180-190 °C, а срок хранения — около 2 лет. Наиболее широко применяются следующие сплавы на основе свинца:
Существуют также припои с соотношениями Sn/Pb 50/50, 30/70 и 10/90. В качестве основного металла главным образом используется олово, поскольку оно снижает температуру плавления сплава, а свинец препятствует образованию оловянных усиков. Чем выше содержание олова, тем выше прочность паяного соединения на скол и растяжение. Компонент серебра в сплаве 62/36/2 Sn/Pb/Ag обеспечивает более низкое сопротивление контакта и устойчивость к коррозии. Обратите внимание, что существуют и другие типы припоя (индий, цинковый сплав и т. д.). Однако для печатных плат они не используются, поскольку они несовместимы с процессом производства плат.
Припой 60/40 Sn-Pb для ручной пайки по-прежнему продается в таких катушках.
Припои, не содержащие свинца, приобретают все большую популярность с тех пор, как в ЕС была принята директива об ограничении использования опасных веществ (RoHS), которая ограничивает применение свинца в электронике. Одна из проблем при использовании таких припоев заключается в том, что они в большей степени подвержены образованию оловянных усиков. Чтобы не допустить образования оловянных усиков, а также обеспечить защиту от влажности и коррозии, часто используются конформные покрытия.
Припой с флюсовым сердечником продается в виде единой катушки и содержит в сердечнике восстановитель. Этот восстановитель (о котором я расскажу ниже) удаляет с металлических контактов любые оксидные пленки, чтобы обеспечить высокую проводимость электрического контакта. Если вы паяете вручную, то следует обратить внимание на материал, содержащийся в сердечнике.
Материал сердечника припоя
В катушках припоя или паяльных пастах содержится один из перечисленных ниже типов материалов для нанесения флюса на металлические контакты при пайке:
Процессы пайки печатных плат
Сегодня при производстве печатных плат наиболее часто используется бессвинцовый (Sn-Cu) канифольный припой. Если только ваш специалист по сборке не работает с единичным образцом или вы не собираете свою собственную плату, пайка плат не будет производиться вручную. Вместо этого будет применяться автоматизированный процесс:
Автоматическая селективная пайка компонентов сквозного монтажа печатной платы.
Сначала флюс/паста наносится на металлические контакты на плате, чтобы снизить степень окисления и распределить поток расплавленного припоя, что позволяет повысить прочность готового паяного соединения на печатной плате. Большинство конструкторов, вероятно, полагают, что для деталей с бессвинцовыми выводами следует использовать бессвинцовую паяльную пасту, однако строгих правил на этот счет нет. По мнению группы экспертов по пайке, эти материалы нередко смешивают, но при этом следует учитывать, что механические свойства конечного сплава могут оказаться где-то между свойствами сплавов на основе свинца и без него.
Если вам необходимо подготовить производственную документацию для вашей платы, включая все необходимые этапы сборки, в соответствии с нормативными требованиями, воспользуйтесь полным набором функций проектирования и производства печатных плат в Altium Designer®. Сформировав файлы Gerber и другие файлы для изготовления, можно быстро создать сборочные чертежи и добавить аннотации для уточнения требований к сборке. С легкостью можно указать различные типы материалов для пайки печатных плат, которые могут потребоваться при создании следующей сборки.
Когда проектирование будет завершено, а данные готовы для передачи на производство, платформа Altium 365™ поможет наладить совместную работу и доступ к проектам. Мы лишь поверхностно рассмотрели некоторые возможности Altium Designer на Altium 365. Вы можете зайти на страницу продукта, чтобы посмотреть более подробное описание функций, или посетить один из Вебинаров по запросу.
Первое знакомство
На пробу сначала купили один робот BBA-5331HX (пункт номер 6 выше) за $3500 в Китае, распаковали и приступили к настройке первого опытного образца. Инструкция была хорошей, краткой. Но там нет половины настроек, и вообще не написано, как надо настраивать, чтобы оно работало. Когда паяешь вручную, то напаяешь как в кулинарных книгах пишут — до готовности, а с роботом такое не прокатывает — ему надо точно в секундах, миллиметрах и координатах все задать. Параметров пайки — с десяток, при неверной комбинации результат один — «ну чет не припаяло». Подбор оптимальных параметров — та еще веселая задачка (эх, нейросеть бы сюда, да оставить ее на ночь с кучей плат обучаться). Потребовало переосмысления: а как же мы вообще вручную-то паяем? Стало понятно, что легко робот не сдастся.
Для управления роботом прилагается пульт, через который он программируется. Совершенно верно: каждую точку нужно заносить вручную, вбивать координаты или подвести жало куда нужно и запомнить эти координаты, вписать настройки этой точки. Да, есть функции группового копирования, редактирования, и в целом работать можно, но назвать это удобным никак нельзя. Затем программа сохраняется во внутренней памяти устройства. Чуть позже расскажем, как удалось ее достать.

Пульт программирования робота
Крепление плат
Производитель станков предлагал сделать оснастки по 100$ на каждую плату, но для этого еще все в 3Д отрисовать, а это уже не очень радостно. Но у нас уже был опыт разработки прижимных оснасток для ручной пайки, и решили что для роботов мы и сами что-нибудь сделаем. Получилось даже лучше, чем хотели: эти же оснастки удалось приладить и на станок. На 3Д-принтере распечатали упоры: слева жесткие, справа — упругие, так достигаем повторяемости положения и быстрого съема/установки. Все работает и точности этой механики вполне хватает.
Прижимные оснастки состоят из двух половин, соединенных шарнирами. Основной материал — фанера, в качестве шарниров используем небольшие шарикоподшипники. Под каждую модель устройства отдельно делаем вкладыши из фольгированного стеклотекстолита с впаянными пого пинами, для прижима к плате компонентов выводного монтажа и последующей пайки. Выглядит это так: открыли оснастку, положили платы, установили компоненты, закрыли оснастку. Фиксация в закрытом положении происходит за счет стоек с неодимовыми магнитами, переворачиваем — и можно паять.

ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
Что такое резистор печатной платы?
Резистор печатной платы — это устройство, преобразующее электрическую энергию в тепловую. Он имеет две клеммы, одна из которых подключена к положительной стороне цепи, а другая — к земле. Когда вы прикладываете к нему напряжение, через него протекает ток и выделяется некоторое количество тепла, пропорциональное разности напряжений.
Цель использования резистора в печатной плате — ограничить ток, рассеивая его тепло по своему сопротивлению, а не позволяя ему сразу же нагревать ваши компоненты или вызывать их повреждение из-за перегрева.
Как правильно выбрать резистор для печатной платы?
Наиболее важным параметром, который необходимо учитывать при выборе подходящего резистора для печатной платы, является номинальная мощность (Вт) и допуск (в процентах).Резистор меньшей мощности имеет меньший температурный коэффициент сопротивления, чем резистор большей мощности. Это означает, что он будет рассеивать меньше тепла и, следовательно, будет более стабильным при высоких температурах.
Чтобы правильно выбрать резистор для печатной платы, необходимо знать следующие параметры:Номинальная мощность (Вт) и допуск (в процентах).Температурный коэффициент сопротивления.Диапазон рабочего напряжения.
Как понять код резистора на печатной плате?
1. Резисторы имеют трех- или четырехзначные коды, которые определяют сопротивление и допуск резистора. Такой способ маркировки резисторов называется кодом резистора печатной платы.
2. Трехзначные коды состоят из трех цифр, первая из которых указывает на значение сопротивления в омах, а вторая — на допуск.
3. Четырехзначные коды состоят из четырех цифр — по одной на каждую цифру трехзначного кода. Первые две цифры всегда равны нулю — они указывают, что данный резистор не имеет допуска или спецификации. Последние две цифры всегда равны единице — они указывают, что данный резистор имеет спецификацию между 1% и 10%.
Работа со станком
Главная проблема станка — зажевывает припой. Если пин плохо прогрелся и припой не расплавляется — он сразу зажевывается в механизме подачи. Станок надо остановить, откусить и вытащить полметра припоя с трубки, заново заправить. И это вызывает прям страдания. Но если хорошо настроить, то такое случается не очень часто, но все равно далеко отходить от станка не надо.
Поэтому робота без присмотра не оставляем: оператор приглядывает за роботом, расставляет компоненты и потом делает визуальный контроль пайки. Единичный брак исправляется вручную. Если сбой повторяется, то оператор бежит за инженером.

Коробка с испорченным припоем рядом с роботом

Механизм протяжки припоя
Бессвинцовый припой и свинцовый припой

Традиционно свинцовый припой был предпочтительным выбором из-за его превосходной электропроводности и низкой температуры плавления. Однако с ростом обеспокоенности по поводу безопасности для здоровья и окружающей среды бессвинцовый припой становится все более популярным. В этом блоге подробно проводится сравнение свинцового и бессвинцового припоев, изучаются их свойства, использование и влияние как на производственный процесс, так и на окружающую среду в целом. Понимание этих различий жизненно важно для производителей, любителей и профессионалов при принятии обоснованных решений в своей практике пайки.
Тыкаем палкой и заставляем работать
Время на прочтение

Паяльных роботов на выставках мы видели давно, но ценники были негуманные, и экономика не сходилась. По расспросам окружающих было понятно, что дальше разовых внедрений дело не идет. Но в последнее время на видео в запрещенных соцсетях видно, как паяльные роботы стали массово применять. Что изменилось? Подтянулись китайские производители станков, цена в разы (если не на порядок) уменьшилась. Теперь это всего несколько месячных зарплат монтажника — надо брать!
Но сначала расскажем о вариантах пайки выводных компонентов. Кроме паяльного робота есть еще несколько, однако не все они нам подходят.

Пока робот паяет левую оснастку, можно закладывать платы в правую
Различия приложений
Свинцовый припой традиционно предпочтителен в тех случаях, когда требуется более низкая температура плавления и более высокая пластичность. Он часто используется в старых электронных устройствах и некоторых специализированных приложениях, где его уникальные свойства имеют преимущество.
Применение бессвинцового припоя
Бессвинцовый припой все чаще используется в большинстве современных производств электроники, особенно в бытовой электронике, в целях соблюдения санитарных и экологических норм. Его также предпочитают в тех случаях, когда ключевыми факторами являются долгосрочная надежность и снижение воздействия на окружающую среду.
Припои, флюсы и дополнительные аксессуары для работы
Пайка это соединение проводов и металлических предметов с помощью текучего легкоплавкого металла, который прилипает к обеим соединяемым деталям, обеспечивая их соединение. Как выполнять пайку, какие бывают припои и зачем нужны флюсы – читайте в статье ниже!
Инструменты для пайки – чем паять?
Самый распространённый инструмент для пайки – паяльник. Он может быть электрическим (чаще всего), либо газовым. Электрические паяльники бывают разной мощности: для пайки мелких деталей и тонких проводов подойдёт паяльник мощностью 10-25 Вт, для чего-то более массивного – мощностью 40 Вт и выше. Современные паяльники имеют керамические сменные жала, классические «советские» — медные. Керамические жала не требуют обслуживания, а медные нужно периодически зачищать и облуживать.
Для пайки массивных деталей или, например, медных труб, понадобится газовая горелка – она способна разогреть даже массивную деталь до температуры, нужной, чтобы припой растёкся и «прилип» к поверхности детали. Нужно помнить, что для пайки труб, которые используются для водопровода, можно использовать только бессвинцовые припои. Кстати, о припоях – давайте рассмотрим, какие существуют сплавы для пайки и чем они отличаются.
Припои – одна цель, но разные качества
Самый распространённый припой для пайки проводов и других целей – марки ПОС-61. Он содержит 61% олова (отсюда название) и 39 процентов свинца, его температура плавления равна 183 градуса, но пайку рекомендуют проводить при 240 градусах, для оптимальных условий смачивания и образования паяного шва. Более редкие виды припоев:
Для бытовых целей будет достаточно иметь припой ПОС-61 (ПОС-60) – его будет достаточно для 99% случаев.
Флюсы – зачем нужны и разновидности
Флюс это специальный материал, который смачивает поверхность пайки и удаляет с неё окислы. Без флюса пайка будет затруднительной, так что примите как данность – флюс нужно применять всегда. Самый частый флюс для пайки меди и медных сплавов — сосновая канифоль, как в твёрдом виде, так и в виде спиртового раствора, либо пасты (паяльный жир). Для пайки стальных оцинкованных деталей понадобится паяльная кислота – но применять её для электроники нельзя – кислота будет разъедать место пайки и портить электронные компоненты. Кроме канифоли и кислоты встречаются более специфические флюсы – например флюс Ф-61А для алюминия и другие, но они применяются редко.
Спасибо, что дочитали – в следующих статьях мы рассмотрим, как правильно производить пайку, так что оставайтесь с нами!
Возврат к списку
Ковыряем робота
Конечно, такой ручной режим не устроил. Нам нужен удобный перевод из Eagle в электронную программу станка, а не вот это все.
Пошли методом «научного тыка». На пульте есть порт mini-USB. При заказе роботов нас уверяли что порт нерабочий, и такой функции нет. Через переходник подключили флешку — питание 5 В на разъеме есть, но флешка не определялась. Сделали переходник на компьютер, отрезав питание, и тоже ничего не определилось, поэтому идею поначалу забросили.
Роботов у нас четыре, и программы, которые заложены на одном устройстве, нужно клонировать на другие. Сначала поменяли местами пульты: оказалось, что программы хранятся в самом роботе. Но как до них добраться?
Начали «терроризировать» китайцев, которые присылали малополезные видео. В итоге все же узнали, как подключить пульт по USB к компьютеру. Надо зажать хитрую кнопку, после чего подключить к ПК, тогда пульт определяется как съемный диск. Но это мало что дало, так как программы хранились внутри робота, не в пульте. Снова обратились к китайцам, они сказали, что есть команда «Экспорт». Она выгружает написанную программу из памяти контроллера в пульт. Ура! Все проделали, подключили пульт к ПК и увидели наши написанные программы: файлы с расширением .lua. Посмотрели в текстовом редакторе — ничего сложного, разобрались. Команда «Импорт» выполняет обратную функцию и загружает программы с пульта в память контроллера.
Здесь подключились программисты. Они написали скрипт на Python, который конвертирует файл формата Eagle в точки пайки .csv с названием компонента и названием сигнала, подключенного к пину. Чтобы сразу видеть, что это и где, и например, сразу увеличивать время пайки пинов с земляным полигоном.
Данные из .csv затем вставляем в Google-таблицу, делаем сортировку по осям (X или Y) и приоритетам, выбираем название нужного компонента, после чего подставляются значения настроек пайки. Все настройки пайки изначально подбирались опытным путем.
Выбираем пин для реперной точки первой оснастки, задаем координаты реперной точки на втором столе. Указываем количество плат на оснастке (например, три), с каким шагом они расположены. Формулы пересчитывают координаты точек паек, и пару раз последовательно применив функцию TEXTJOIN, собираем все в одну ячейку и получаем содержимое программы в .lua
Остается записать программу на пульт, после чего импортировать в станок.
В итоге нам удалось автоматизировать процесс перевода платы из Eagle в программу с координатами для станка.
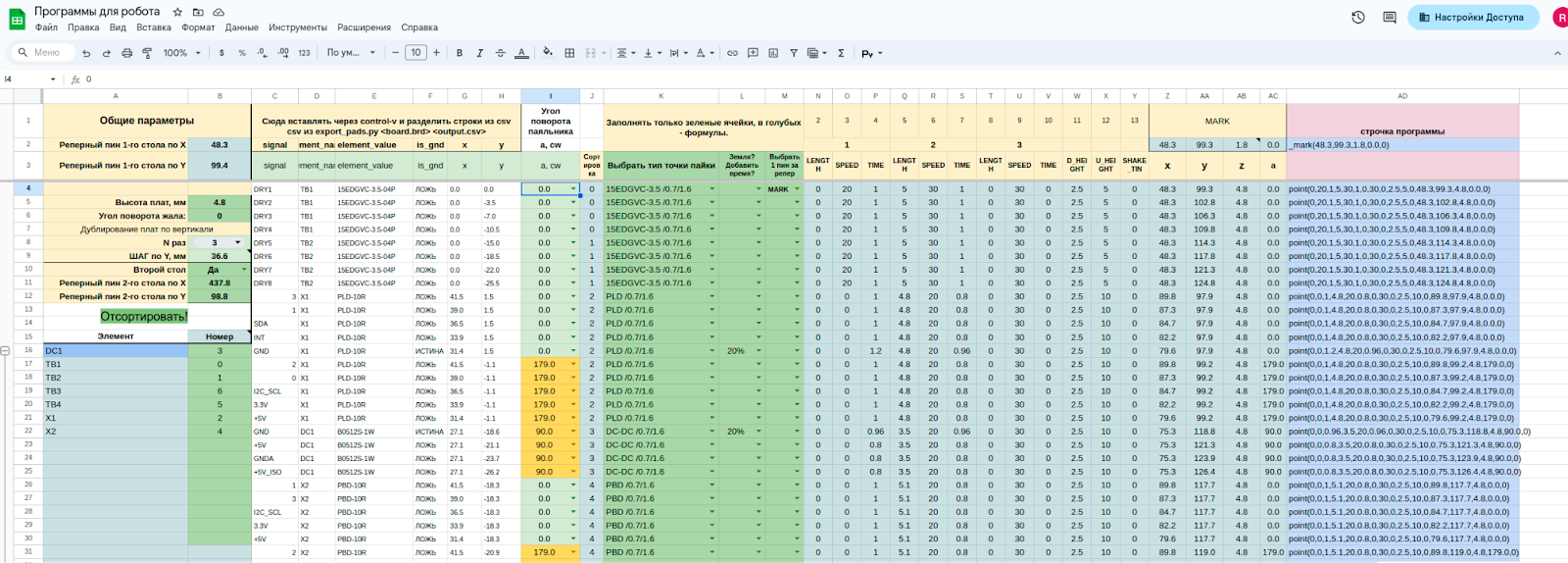
Таблица, с помощью которой мы программируем роботов
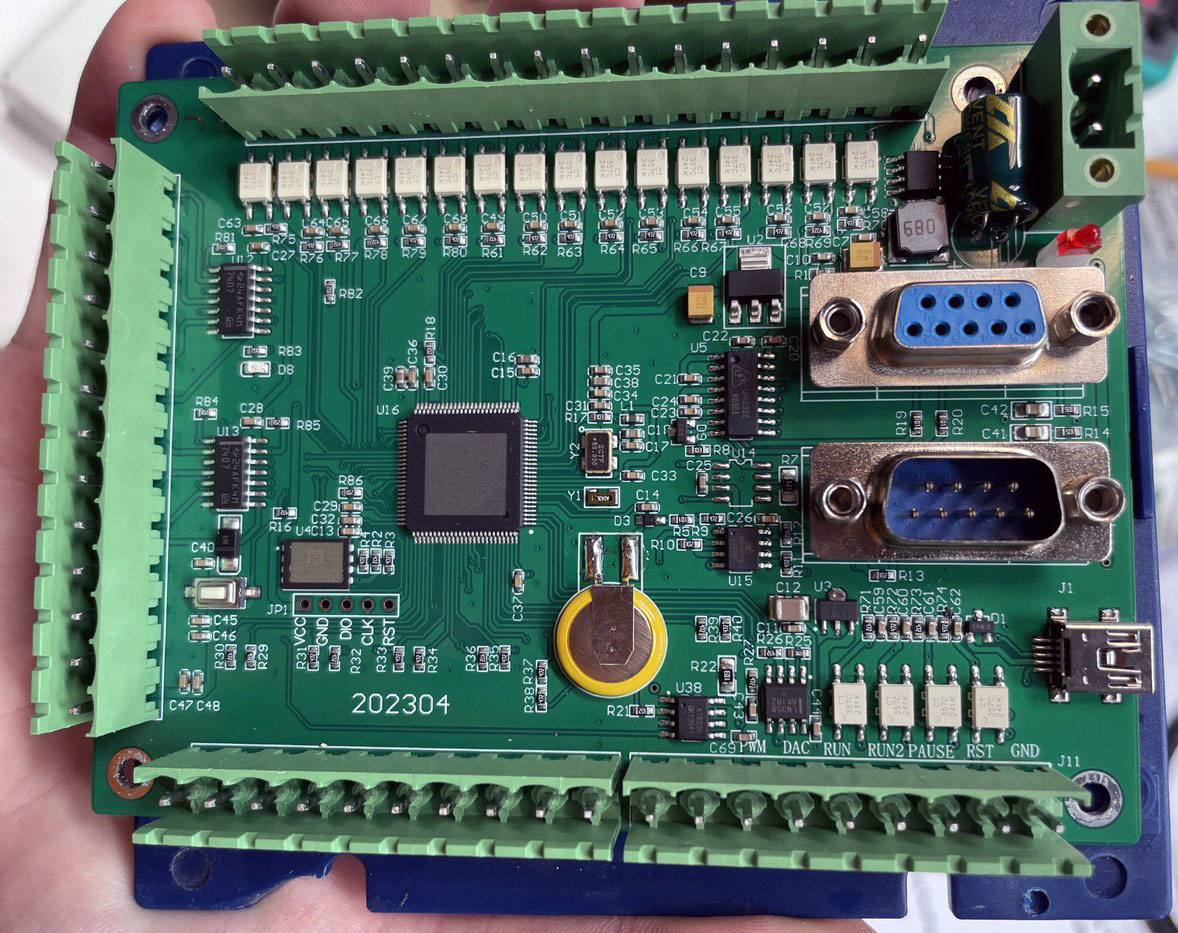
Плата контроллера робота
Стоимость соображений
Свинцовый припой обычно дешевле из-за его широкой доступности и более низкой стоимости. Его многолетнее использование в промышленности также способствует его доступности.
Стоимость бессвинцовой пайки
Бессвинцовый припой, как правило, дороже, отчасти из-за стоимости альтернативных металлов, таких как серебро или медь. Процесс производства бессвинцового припоя также может быть более сложным, что приводит к более высокой стоимости.
Какое оборудование для пайки вам необходимо?
Паяльник — инструмент, обеспечивающий нагрев для расплавления припоя.
Ножницы для снятия изоляции — используются для снятия изоляции с провода.
Защитные очки — защищают глаза от летящих осколков или расплавленного припоя
Сравнение физических свойств
Свинцовый припой обычно имеет более низкую температуру плавления, около 183°C, что облегчает работу с ним. Бессвинцовые припои, часто изготовленные из смеси олова, меди и серебра, имеют более высокие температуры плавления, обычно выше 217°C.
Прочность и прочность
Свинцовый припой известен своей долговечностью и отличными смачивающими свойствами. Однако бессвинцовый припой, несмотря на то, что он менее пластичен, часто обеспечивает превосходную механическую прочность, что может быть полезно в условиях высоких напряжений.
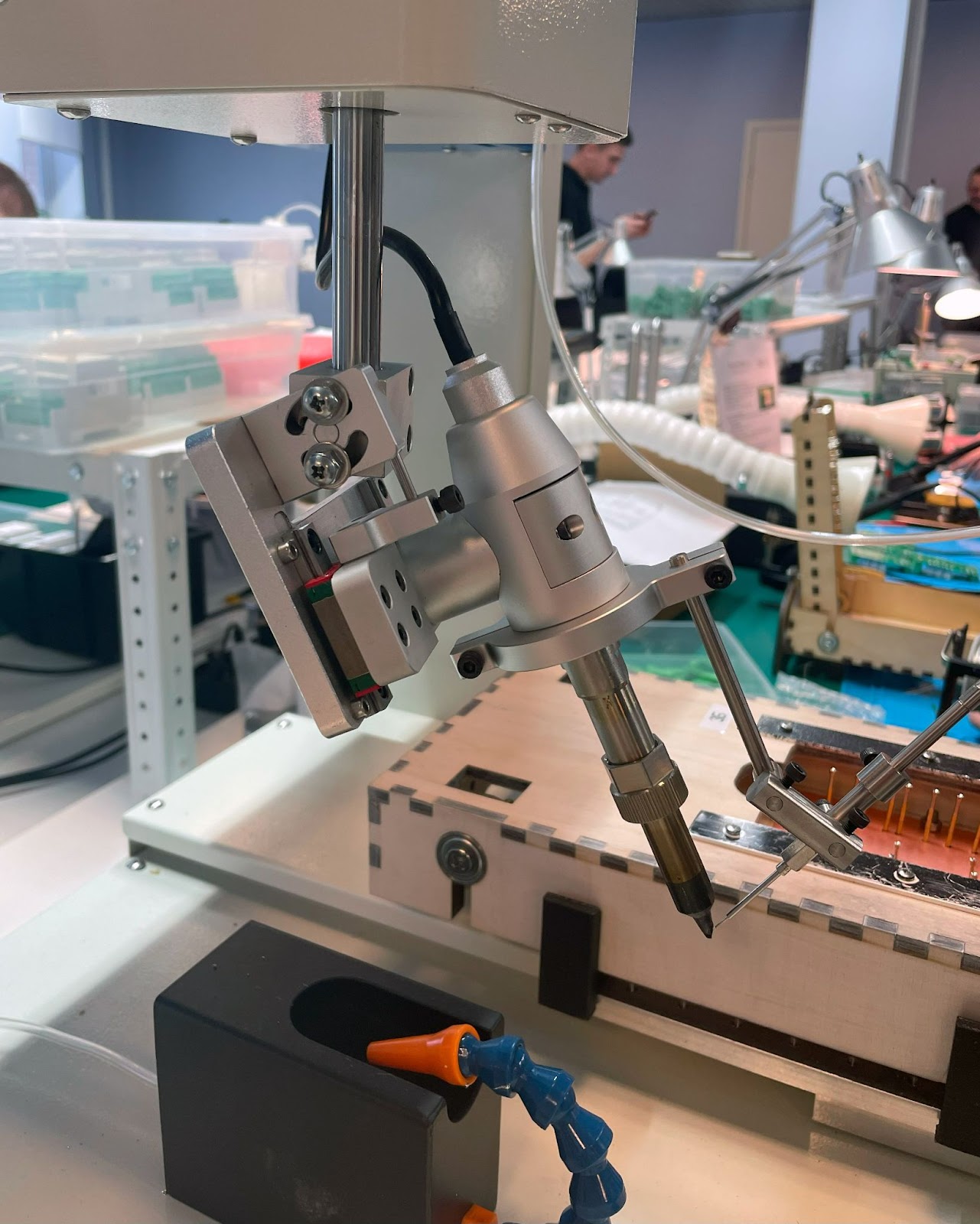
Конструкция робота
Конструктивно все роботы-пайщики устроены плюс-минус одинаково, различия могут быть в количестве паяльных столов, голов и системе управления всем этим добром. В нашем случае мы имеем конструкцию с двумя паяльными столами и одной паяльной головой. Два паяльных стола дают большое преимущество — пока один стол паяется, для второго уже расставляются монтажником компоненты в платы, получается непрерывный процесс, в котором оборудование не простаивает.
Столы наших роботов-пайщиков из коробки представляют из себя толстые фрезерованные алюминиевые пластины с кучей резьбовых отверстий.
Немаловажным действием при паяльных работах является очистка жала паяльника. При ручной пайке монтажники это делают с помощью специальной губки, смоченной водой. А как быть бездушной машине, которая не имеет такой гибкости, как человеческие руки? Здесь используется для очистки струя сжатого воздуха давлением 2-3 атмосферы. По команде паяльник опускается в бункер, подается немного припоя и сдувается все импульсом воздуха. Подробности — на фото ниже.
Важно правильно настроить точку подачи припоя: если подавать непосредственно на жало, то флюс быстро выгорает и качество пайки плохое. Лучше подавать в угол между разогретой ножкой компонента и контактной площадкой платы. Но для очистки жала припой надо подавать на жало. Есть небольшое противоречие :), но оно решается установкой большого угла подачи с прицелом на самый кончик жала. Выбор жал у производителя скудный — всего три варианта ширины обычного скошенного наконечника. Беглый поиск совместимых жал результатов не дал — слишком уж у робота они хитрые. Может, кто-нибудь из читателей по внешнему виду подскажет, как модель называется?
Механизм протяжки припоя спрятан в аккуратную коробку с дверцей. Внутри два колеса с насечками (ведущее и ведомое) и два обводных ролика для предварительного выпрямления припоя. Диаметр протягиваемого припоя настраивается регулировочным винтом, который поджимает ведомое колесо к ведущему. Выходя из механизма протяжки, припой попадает в трубку из фторопласта, по этой трубке он движется вплоть до металлической иглы, из которой припой прицельно попадает в зону пайки. Фторопластовая трубка дополнительно защищена от перегибов трубкой из прозрачного ПВХ.
Паяльная станция представлена в виде отдельно навешиваемого на корпус робота модуля. Возможности программной регулировки температуры нет — выставляется кнопками. Но и не сильно-то хотелось. Один раз выставили на ней оптимальную температуру — так и используем.
А еще в нем стояли настолько шумные вентиляторы, что мы во второй же день его разобрали и поменяли на более тихие.
Оригинальное положение держателя, но мы его перевернули, что показано на других снимках
Дополнительные фотоБлок паяльной станции Голова робота с паяльником Очистка жала паяльника сжатым воздухом Механизм протяжки припоя в аккуратной коробочке с дверцей
Программируем робота вручную
Разобравшись с конструкцией, приступили к программированию через пульт. Сначала мы сделали чертеж платы с расстояниями и точками. Все точки платы задавали через пульт, что очень и очень муторно. Например, для платы контроллера Wiren Board 7.4 необходимо задать 150-160 точек (а со вторым столом их число удваивается). Возможности проверить конкретную точку нет, если где-то закрадется ошибка, то придется заносить программу сначала.
Каждая точка задается координатами XYZ и углом поворота паяльника, но к нему поначалу прибегали как можно реже. Дело в том, что из-за крепления паяльник поворачивался не вокруг своей оси, а с радиусом порядка 5 см. От этого сложно точно рассчитать координаты точек пайки. Еще это сдвигало рабочее поле пайки. Интересно, что у других моделей станков крепление реализовано сразу нормально, когда ось вращения проходит через кончик жала. Но путем переворачивания крепления паяльника получилось сделать примерно так же.
Есть общие настройки робота, которые влияют на скорость перемещения, например. К сожалению, функции обратной подачи припоя не нашли. Настройки «тряски» тоже есть, но не работают.
Робот последовательно проходит через точки пайки, которые задаются в программе. Предусмотрена более гибкая настройка: пайка каждой точки разделяется на три этапа, для каждого задается скорость подачи припоя, время и длина (количество) припоя. Обычно настраиваем так: первый этап — преднагрев без подачи припоя, второй — подача припоя, а третий не используем.

Дополнительные фотоРобот перешел к пайке правой оснастки
Каковы наиболее распространенные неисправности при пайке печатных плат?
Холодные паяные соединения возникают, когда припой не растекается должным образом, что приводит к неполному соединению.
Паяные мостики: Это происходит, когда избыток припоя соединяет два соседних штырька или ножки компонента.
Забивание камнями могил: Обычно это происходит, когда один конец компонента для поверхностного монтажа приподнимается над печатной платой, в результате чего компонент встает как надгробный камень.
Шаровидная пайка припоя: Это происходит, когда на площадке или компоненте образуются маленькие капельки припоя.Приподнятые площадки: Это происходит, когда медная площадка отходит от печатной платы, оставляя компонент без соединения.
Недостаточное количество припоя: Это происходит, когда наносится недостаточное количество припоя, что приводит к неполному соединению.
Избыток припоя: Это происходит, когда наносится слишком много припоя, в результате чего на печатной плате образуется сгусток металла.
Как вообще можно паять выводные компоненты?
Отметим, что ошибки монтажа (непропаи, спайки) будут при любых способах, хотя, конечно, при автоматических можно постараться и настроить так, чтобы брак был минимален.
Также для всех способов, кроме первого, есть отдельная операция установки компонентов. Да, есть специальные роботы-установщики выводных компонентов за такую большую кучу денег, что обычно даже на больших партиях серийного производства сажают людей в рядок за конвейер расставлять компоненты в платы.
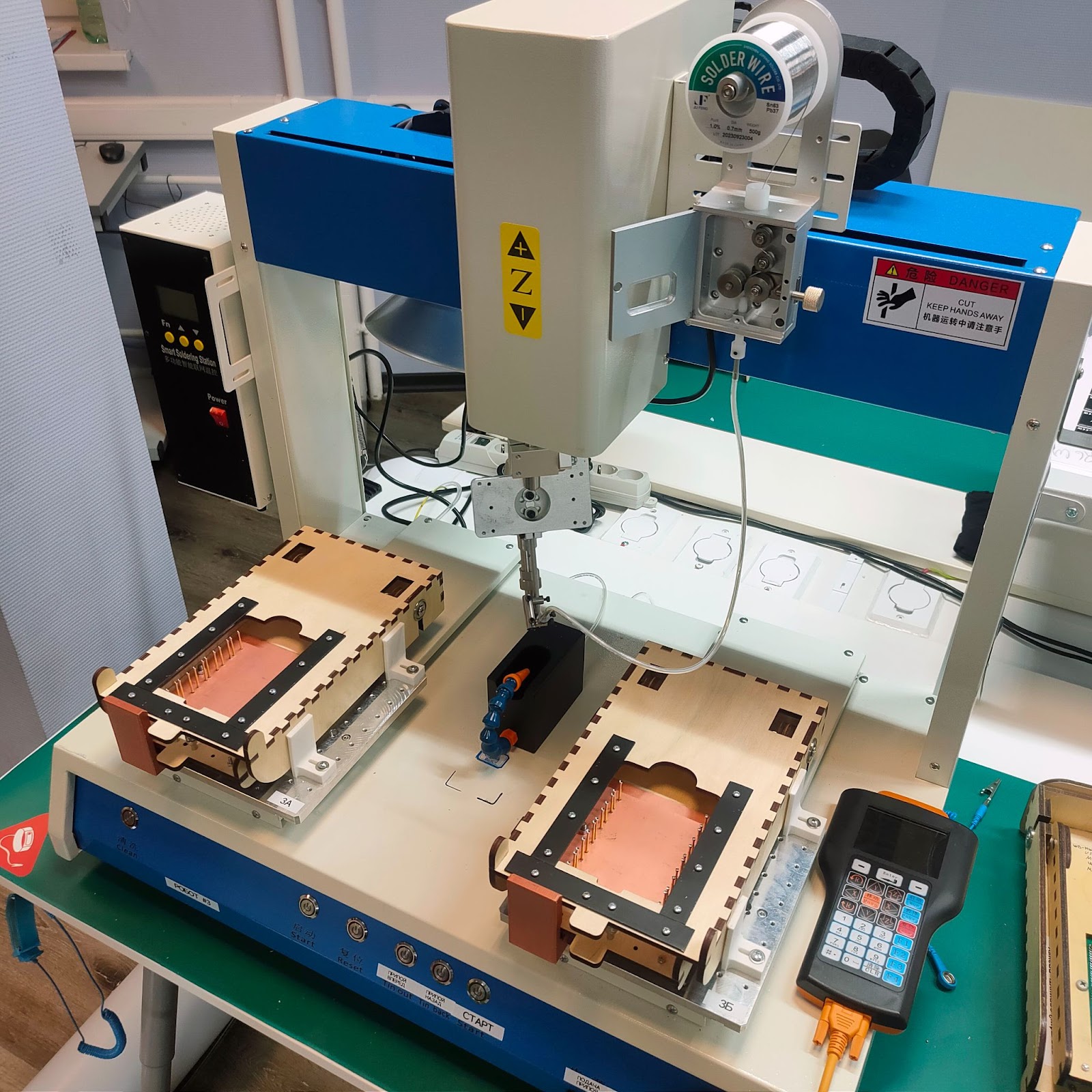
У нашего робота два паяльных стола
Заключение
Пока что у нас работает один, иногда два робота. Разных плат у нас много, изготовление оснасток и отлаживание займет время. Также надо часть панелей мелких плат переделать под оснастки. В планах — перевести на роботизированную пайку почти все, что можно паять роботом.
Сначала монтажники подходили и робко спрашивали: «А что, нас теперь всех заменят роботами?» — но увидев как оно все функционирует, поняли, что без работы они явно не останутся. Но увеличение производительности есть значительное, формула такая: один монтажник + робот = два монтажника. И он берет самую рутинную часть работы, и сопротивление и саботаж со стороны персонала, обычный при внедрениях чего-то нового, были недолгими.
Поэтому паяльным роботам — быть!
Остались вопросы? Смело задавайте в комментах!
Выбор между свинцовым и бессвинцовым припоем зависит от различных факторов, включая требования к применению, соответствие нормам охраны труда и окружающей среды, а также соображения стоимости. Хотя свинцовый припой предпочитают из-за простоты использования и низкой температуры плавления, его существенными недостатками являются риски для здоровья и воздействие на окружающую среду. Бессвинцовый припой, несмотря на то, что он дороже и имеет более высокую температуру плавления, все чаще становится стандартом в отрасли, что обусловлено нормативными стандартами и соображениями безопасности. В конечном итоге решение должно основываться на конкретных потребностях проекта, балансируя факторы производительности, соответствия требованиям и стоимости.
В заключение следует отметить, что пайка печатной платы является важнейшим процессом при изготовлении электронных устройств. Она требует точности и мастерства, чтобы обеспечить правильное соединение компонентов с платой.
Правильная подготовка, осторожное обращение с деталями, точное размещение и соответствующий температурный контроль — все это важные аспекты успешной пайки печатных плат. Обеспечение правильного выполнения этих элементов может помочь предотвратить повреждение оборудования, задержки из-за переделок или сбоев, и в конечном итоге повысить надежность и эффективность электронных устройств.



