

на все виды работ и услуг.
Варшавское шоссе 170Г
Режим работы отдела: с 9:00 до 23:00, ежедневно.
+7 (495) 320-89-89
В любом автомобиле имеются трубопроводы для подачи топлива и воздуха, отвода газов и воздухозабора; циркуляционные системы охлаждения и смазки, отопления и кондиционирования. Без всевозможных труб, трубочек, шлангов и штуцеров не сможет работать ни один двигатель, ни один механизм, ни автомашина в целом.
Для присоединения трубопроводных систем к двигателям и агрегатам применяются различные штуцера и фитинги, которые, в свою очередь, должны быть прочно соединены с металлическими трубами и трубками. Классическими способами таких соединений являются сварка и пайка. Тип соединения выбирается в зависимости от материала и назначения трубопровода.
Компания «Техком» обладает современной производственной базой для производства всех видов работ по изготовлению новых и ремонту старых автомобильных трубопроводов. У нас имеются квалифицированные специалисты, которые используют самые совершенные методы по созданию неразъемных соединений любых трубных деталей и фитингов. Нами досконально освоена работы с самым разным сочетанием материалов при пайке трубок кондиционеров автомобилей и иных магистралей.
- Электросварка в среде инертных газов, чаще всего аргонно-дуговая. Инертные газы препятствуют выскотемпературному окислению металла. Однако ее применение невозможно при работе с тонкостенными и мелкими изделиями большинством цветных металлов. Сварка неприменима и при неразъемном стыковании меди и ее сплавов с материалами на основе стали и алюминия.
- Высокотемпературная пайка посредством нагрева деталей до температуры плавления специальных припоев и флюсов. Нагрев производится либо индукционными катушками для деталей, в которые входит сталь, либо с помощью газовых горелок и электронагревателей для пайки медных трубок и их соединений с другими металлами. Этот метод используется при создании большинства неразъемных стыков автомобильных трубопроводов.
- Низкотемпературная пайка при сборке трубопроводов используется редко, поскольку такие соединения обладают недостаточной прочностью и не выдерживают сильного нагрева.
Сварные швы прочнее паяных, т.к при сваривании, под воздействием высокой температуры электрической дуги происходит плавление металла в зоне стыка, при котором расплавляются кромки обеих свариваемых деталей и электрод. Происходит смешивание металла в единую массу, которая при остывании кристаллизуется и образует неразъемный сварной шов. При пайке расплавлению подвергается только материал припоя, который в жидком виде покрывает
поверхность соединяемых деталей и заполняет пустоты между ними. Плавления материала основных деталей соединения не происходит.
Главное достоинство пайки ― это возможность прочно соединять мелкие, тонкостенные детали из цветных и стальных сплавов в самом разном сочетании без нарушения структуры основного материала. Немаловажно, что применение специальных припоев и флюсов устраняется опасность преждевременного выхода из строя сборных трубопроводов из-за электролитической коррозии, которая возникает при соединении металлов, создающих гальваническую пару. В частности, относится к сочетанию алюминиевых сплавов с медными.
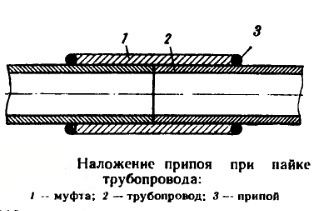
Если сварка трубопроводов и соединение их с фитингами может производится как встык, так и внахлест, и это не оказывает значительного влияния на прочность шва, то создание прочного соединения методом пайки, возможно только при нахлестном соединении. Для развальцовки (развертки) концов трубок применяются специальные приспособления ударного или нажимного расширяющего действия. После чего трубки вставляются одна в другую, и производится их спайка.
Для крепления трубопроводов к исполнительным механизмом используются подвижные фитинги, по типу штуцеров тормозных трубок, которые обеспечивают плотность соединения за счет развальцовки концов медных или стальных трубных деталей под конус или грибок. Пайка стальных кольцевых штуцеров, присоединяемых к агрегатам с помощью штуцерных болтов с внутренними сверлениями, производится только индукционным методом, который обеспечивает прочность изделия при пульсации рабочего тела и вибрации автомобиля.
Очень часто владельцы транспорта, желая уменьшить стоимость ремонта, прибегают к покупке трубопроводов на рынках. Нередки случаи, когда недобросовестные изготовители создают красивый внешний вид и иллюзию прочности, пайкой с применением медно-фосфорного припоя. Такие изделия не выдерживают даже незначительной вибрации и нагрузок на изгиб. Опасайтесь подделок.
Прочность спаянного стыка зависит от состава припоя и флюса и квалификации исполнителя. Работники компании “Техком” применяют только специальные составы и приспособления для высокотемпературной пайки, которые обеспечивают надежность соединения и придают ему технически безупречный внешний вид. Престиж компании поддерживается использованием прогрессивных методов работы и припоев типа Castolin, с новыми формулами флюсового покрытия, что обеспечивает высокое качество выпускаемой продукции и безопасность наших клиентов.
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ ПАЙКОЙ
Пайка — нагревание и расплавление в месте
соединения присадочного материала – припоя.
Соединение припоя с металлом — за счет диффузии
припоя в металл.
Применяют для устранения трещин и пробоин в
радиаторах, топливных баках и трубопроводах,
приборах электрооборудования, кабин, оперения и т.д.
Преимущества:
— сохранение точной формы, размеров и химического
процесса;
— простота и легкость последующей обработки;
— небольшой нагрев деталей;
— возможность
металлов;
соединения
деталей
из
разных
— достаточно высокая прочность соединения деталей;
— низкая себестоимость восстановления детали.
Недостатки:
— снижение прочности соединения по сравнению со
сваркой,
— качество паяния зависит от скорости диффузии
припоя в основной металл.
Увеличению степени диффузии способствуют:
— чистота металлических поверхностей;
— предотвращение окисления расплавленного припоя
(флюсы);
— паяние при температуре, близкой к температуре
плавления спаиваемой детали;
— медленное охлаждение после паяния.
Родственным пайке процессом является лужение, при
котором поверхность металлической детали покрывают
тонким слоем расплавленного припоя.
Лужение можно применять как:
— предварительный процесс с целью создания более
надежного контакта между основным металлом и припоем,
— покрытие для защиты металлов от коррозии.
Технологические процессы паяния и лужения
— механическая или химическая очистка.
Следы жира или масла обрабатывают горячим раствором щелочи.
Обычно берут 10%-ный раствор соды.
-травление деталей в кислотах.
10%-ный раствор серной кислоты для меди и ее сплавов,
для черных металлов — 10 %-ный раствор соляной кислоты
раствор должен быть подогрет до 50 — 70 °С;
— покрытия флюсом;
— нагревания (паяльником, паяльной лампой и другим способом);
— предварительного облуживания припоем (паяльником, или
натиранием, или погружением в припой);
— скрепления мест для спаивания, покрытия их флюсом и
нагревания.
— введение припоя, его расплавление.
Методы паяния:
— паяльником с применением мягких припоев;
— ручной паяльной лампой с применением обычно
твердых припоев;
— электрическое паяние
При паянии паяльником обычно применяют припои,
температура плавления которых не выше точки плавления
свинца (327 °С).
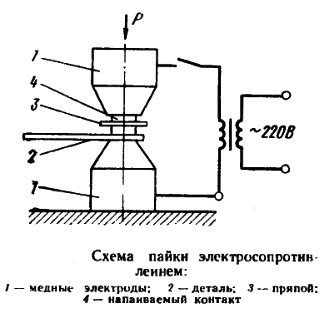
При электроконтактной пайке нагревание происходит
за счет тока, проходящего через контакт, соединение
припоя и паяемых деталей.
Припои и флюсы
Два основных вида:
-легкоплавкие (мягкие) припои, (температура плавления
ниже 450 °С,)
-тугоплавкие (твердые) припои (температура плавления
выше 450 °С,)
Требования к припоям:
-высокая жидкотекучесть и хорошая смачиваемость;
-устойчивость к коррозии;
достаточная
прочность
и
пластичность;
температура плавления ниже, чем у соединяемых
металлов.
Легкоплавкие припои
Оловянно-свинцовые припои ПОС-18, ПОС-30, ПОС-40,
ПОС-50 и ПОС-61.
Цифры показывают процентное содержание олова в
припое.
Чугун.
При пайке трещин или иного дефекта в чугунной детали мягким
припоем, производят:
— механическую очистку места паяния,
— смачивают его соляной кислотой.
— обрабатывают водным раствором хлористого цинка,
— посыпают порошком нашатыря (хлористого аммония),
— подогревают паяльником или паяльной лампой до начала
плавления припоя,
— натирают припоем место спайки и сейчас же протирают его
порошком нашатыря, нанесенного на густую металлическую щетку
или паклю.
Эта операция — предварительное лужение перед паянием.
Пока деталь еще горячая, запаивают трещины или иные дефекты
паяльником, перемещая его от одного конца трещины к другому.
Алюминий.
При пайке алюминия, образующаяся окисная пленка
оседает вниз и если ее не удалить, соединения не
произойдет.
Для ее удаления используют абразивный
или
ультразвуковой паяльник.
На паяльник надевают рифленый наконечник.
Техника безопасности при выполнении паяльных
работ
Припои и флюсы — содержат вредные для здоровья
работающих элементы — это свинец, цинк, литий,
калий, натрий, кадмий и др.
Эти элементы и их окислы в виде пыли, паров и
аэрозолей загрязняют воздух в помещении.
Поэтому, кроме общей вентиляции, рабочие посты
паяльщиков должны быть оборудованы местными
отсосами.
Для защиты рук от попадания на них кислотных флюсов и
от ожогов расплавленным припоем следует применять
рукавицы из асбестовой ткани.
При работе паяльником
следующие правила:
обязательно
соблюдают
— ручка электрического паяльника должна быть сухой, не
проводящей тока;
— горячий паяльник укладывают на специальную
металлическую подставку;
— перегретый паяльник не охлаждают в жидкости;
— запрещено выполнять пайку деталей, в которых
находились легковоспламеняющиеся материалы без
предварительной очистки и промывки деталей, а также
вблизи
легковоспламеняющихся
материалов,
при
отсутствии местной вентиляции;
— тщательно моют руки после работы.

Пайка — это процесс соединения двух или более металлических поверхностей путем подачи расплавленного металла в место соединения. Расплавленный металл имеет более низкую температуру плавления, чем соединяемые детали, чтобы предотвратить их расплавление.
Хотя пайка является одним из самых старых методов соединения, она по-прежнему используется сегодня по веской причине.
- Что такое пайка?
- Процесс пайки
- Различные методы пайки
- Необходимость ремонта плат с BGA
- Реболлинг, что это?
- Техника безопасности
- Безопасность компонентов
- Демонтажные работы
- Убираем компаунд
- Извлекаем микросхему
- Подготовка деталей к пайке
- Проверяем состояния элементов
- Подбор материалов для пайки
- Подбираем трафаретную пластину
- Выбор пасты или шариков
- Технологии реболлинга
- Реболлинг пастой
- Накатываем шарики при помощи трафарета
- «Горячая» накатка
- «Холодная» накатка шаров BGA
- Накатываем шары на микросхему без использования трафаретов
Что такое пайка?
Пайка соединяет металлические поверхности вместе с помощью присадочного металла, имеющего низкую температуру плавления. В процессе используется капиллярное действие, при котором однородный жидкий поток присадочного материала соединяется с основным металлом.
Уникальное качество процесса пайки заключается в том, что он сохраняет механические свойства металлов, что полезно в таких областях, как пайка серебра или других подобных металлов.
Процесс пайки
Одним из наиболее важных этапов процесса соединения металлов является очистка поверхности основного металла. Наждачная бумага или проволочная щетка являются отличными инструментами для удаления загрязнений.
Операция пайки начинается с правильного позиционирования, необходимо рассчитать зазоры между швами, чтобы жидкий присадочный металл достиг поверхностного натяжения с заготовкой. Обычно используется горелка для медленного нагрева металлической поверхности заготовки и присадочного металла до температуры пайки.
По мере того как присадочный металл расплавляется, капиллярное действие позволяет ему проходить через узкие пространства, образуя таким образом связь между поверхностями основных металлов.
Паяные соединения формируются по мере остывания вместе со сборкой.
Вот металлы, которые часто соединяются пайкой:
- Алюминий;
- Чугун;
- Магний;
- Медь и медные сплавы;
- Серебро.
Требования к присадочному металлу
- После застывания расплавленного флюса и присадочного металла паяное соединение должно обладать ожидаемыми механическими свойствами.
- Температура пайки должна эффективно обеспечивать надлежащий поток жидкости из расплавленного припоя в соединение.
- Присадочные металлы должны иметь надлежащие условия смачивания для создания прочных связей.
В целом, техника пайки в каждом из данных случаев практически идентична. Единственное исключение состоит в том, что используя при пайке мягкие припои, следует придерживаться температуры не более отметки в 450 градусов Цельсия. Тогда, как производя пайку припоем твердой категории, эта температура существенно превышает 450 градусов, в некоторых случаях эта цифра может быть даже удвоена или утроена, с целью получения качественных и прочных соединений.
При сварке помимо присадочного металла расплавляются заготовки. Это позволяет создавать более прочные соединения, чем при пайке. Такие процессы, как сварка TIG, MIG и электродуговая сварка, работают при гораздо более высоких температурах.
Пайкосварка является разновидностью сварки MIG/MAG. Разница заключается в температуре плавления присадочной проволоки, которая значительно ниже, чем основной металл. Присадочный металл осаждается, чтобы заполнить зазоры посредством капиллярного действия. При этом не происходит значительного сплавления основного металла, но оно может происходить в ограниченном количестве.
Различные методы пайки
При пайке используются различные методы нагрева для различных целей и применений. Тепло может быть приложено либо непосредственно к соединению (локализованный), либо ко всей заготовке (диффузный нагрев).
Методы локализованного нагрева:
Пайка с нагревом пламенем — горючий газ образуется при сжигании ацетилена, пропана или водорода с воздухом для нагрева и расплавления присадочного металла. При использовании этой техники требуется флюс для защиты соединения, которое впоследствии необходимо зачистить. Пайка с нагревом пламенем в основном используется для небольших производственных узлов, где вес металла неравномерен.
Индукционная пайка — высокочастотный переменный ток подается в катушку для достижения температуры пайки, которая нагревает заготовку и расплавляет присадочный материал.
Пайка сопротивлением — тепло выделяется за счет электрического сопротивления паяемого сплава, что идеально подходит для высокопроводящих металлов. Этот метод нагрева лучше всего подходит для создания простых соединений между металлами.
Техники диффузного нагрева:
Пайка в печи — Для доведения печи до нужной температуры используется газовый обжиг или нагревательные элементы. Присадочный металл наносится на соединяемые поверхности, затем весь узел помещается в печь и доводится до температуры пайки. Пайка в печи позволяет точно контролировать циклы нагрева и охлаждения металлов. Процесс часто выполняется в вакууме для защиты паяемого сплава от атмосферных условий. При этом также отпадает необходимость в защите флюсом.
Пайка погружением — деталь или узел погружается в ванну с расплавленным присадочным металлом. Для предотвращения окисления на детали наносится паяльный флюс.
- Можно соединять разнородные металлы, в отличие от большинства методов сварки.
- Высокая производительность.
- Потребляет меньше энергии, чем сварка.
- Получение более чистых соединений по сравнению с большинством сварочных процессов.
- Цветные металлы не плавятся, сохраняя свою форму и механические свойства.
- Более слабые результаты по сравнению со сварными соединениями.
- Невозможно соединить компоненты, работающие при высоких температурах.
- Требуются плотные, равномерные зазоры между швами для достижения капиллярного эффекта.
- Нечистые или загрязненные металлы могут стать причиной негерметичности соединений.
Пайкой (паянием) называют процесс получения неразъемного соединения металлов, находящихся в твердом состоянии, при помощи расплавленного вспомогательного (промежуточного) металла или сплава, имеющего температуру плавления ниже, чем соединяемые металлы.
При ремонте автомобилей пайку применяют для устранения трещин и пробоин в радиаторах, топливных и масляных баках и трубопроводах, приборах электрооборудования, кабин, оперения и т. д.
Пайка как способ восстановления деталей имеет следующие преимущества:
простота технологического процесса и применяемого оборудования;
высокая производительность процесса;
сохранение точной формы, размеров и химического состава деталей (а при пайке легкоплавкими припоями — сохранение структ¬ры и механических свойств металла);
простота и легкость последующей обработки, особенно после пайки тугоплавкими припоями;
небольшой нагрев деталей (особенно при низкотемпературной пайке);
возможность соединения деталей, изготовленных из разнородных металлов;
Основной недостаток пайки — некоторое снижение прочности соединения деталей по сравнению со сваркой.
Припой в процессе паяния в результате смачивания образует с поверхностью спаиваемой детали зону промежуточного сплава, причем качество паяния в таком случае при наличии чистых металлических поверхностей будет зависеть от скорости растворения данного металла в припое: чем скорость растворения больше, тем качество пайки лучше.
Иначе говоря, качество паяния зависит от скорости диффузии.
наличие чистых металлических поверхностей спаиваемых деталей. При окисленной поверхности степень диффузии припоя значительно уменьшается или полностью отсутствует;
предотвращение окисления расплавленного припоя в процессе пайки, для чего применяются соответствующие паяльные флюсы;
паяние при температуре, близкой к температуре плавления спаиваемой детали;
В зависимости от назначения спаиваемых деталей швы пайки подразделяются:
на прочные швы (должны выдерживать механические нагрузки);
плотные швы (не должны пропускать жидкостей или газов, находящихся под слабым давлением);
прочные и плотные швы (должны выдерживать давление жидкостей и газов, находящихся под большим давлением).
В паяемых конструкциях применяют стали всех типов, чугуны, никелевые сплавы (жаропрочные, жаростойкие, кислотостойкие), медь и ее сплавы, а также легкие сплавы на основе титана, алюминия, магния и бериллия.
Ограниченное применение имеют сплавы на основе тугоплавких металлов: хрома, ниобия, молибдена, тантала и вольфрама.
Родственным пайке процессом является лужение, при котором поверхность металлической детали покрывают тонким слоем расплавленного припоя, образующего в контакте с основным металлом припой-сплав переменного состава с теми же зонами, что и зоны при пайке.
Лужение можно применять как предварительный процесс с целью создания более надежного контакта между основным металлом и припоем или как покрытие для защиты металлов от коррозии.
Технологический процесс паяния состоит из следующих операций:
предварительного облуживания припоем (паяльником, или на-тиранием, или погружением в припой). Предварительное лужение имеет весьма важное значение, так как в этом случае достигаются повышенные прочность и плотность спая. В случае невозможности предварительного лужения паяние ведут и по чистой поверхности, но результаты будут более низкими. Для предварительного лужения применяется тот же припой, какой применяется и для последующего паяния;
скрепления мест для спаивания, покрытия их флюсом и нагревания. Детали скрепляют, чтобы места соединений не расходились при небольших механических воздействиях, например при наложении паяльника;
введение припоя, его расплавление и удаление излишков припоя, а также остатков флюса.
Метод паяния в значительной мере зависит от типа применяемого припоя.
Наиболее характерные случаи паяния:
ручной паяльной лампой с применением обычно твердых припоев;
электрическое паяние (место спая служит сопротивлением, через сопротивление пропускается ток низкого напряжения).
При паянии паяльником обычно применяют припои, температура плавления которых не выше точки плавления свинца (327 °С).
Такое паяние производят тогда, когда детали не подвергаются большим нагрузкам или требуют в дальнейшем распаивания.
Если детали подвергаются в процессе работы нагреванию до высоких температур, паяние паяльником с применением мягких припоев исключается.
Подготовку паяльника для работы производят одновременно с подготовкой деталей.
Паяльник слегка проковывают (частично для удаления нагара и окислов), зажимают в тиски и опиливают так, чтобы рабочая часть его была полукруглой.
Если опиливать паяльник без предварительной проковки, то он скоро изнашивается.
Конец паяльника делают полукруглым потому, что в этом случае он не так быстро охлаждается, как острый, лучше прогревает места спайки и равномернее разъедается жидким припоем.
После механической подготовки паяльник облуживают, для чего нагревают его не выше 400 °С; конец паяльника опускают в водный раствор хлористого цинка, после чего горячим паяльником трут о кусок припоя до тех пор, пока вся рабочая часть не покроется слоем полуды.
Во время работы температура паяльника должна быть такова, чтобы капли припоя, приставшие к паяльнику, были в жидком состоянии.
Более удобный способ облуживания паяльника заключается в следующем: в куске нашатыря (хлористого аммония) делают небольшие углубления и туда кладут кусочки припоя.
Проводя горячим паяльником вперед и назад по твердому нашатырю, одновременно касаются и припоя.
Таким образом паяльник облуживается быстрее.
Если нагретым паяльником коснуться шва и одновременно к шву подложить кусок припоя в виде прутка, ленты или проволоки, то припой расплавится и проникнет в шов.
Излишек припоя разглаживают по шву паяльником.
Припой также наносят на шов паяльником, так как к паяльнику всегда прилипают капли припоя, и если концом паяльника проводить по шву, жидкий припой всасывается в шов.
Чтобы новые капли припоя перешли на паяльник, его снова отнимают от шва и прикладывают к куску припоя.
Технологический процесс лужения состоит из следующих операций:
очистки поверхности от посторонних веществ металлической щеткой, песком, известью или шлифовальной шкуркой;
обезжиривания бензином или горячим водным раствором соды или едкого натра;
промывки в воде;
химической чистки от окислов травления в кислотах;
покрытия флюсами (хлористым цинком) кистью или погружением в водный раствор флюса;
подогревания до температуры плавления полуды и лужения.
Лудят небольшие предметы паяльником.
Лужение больших предметов производят методом натирания.
Для этого изделие смачивают раствором хлористого цинка и нагревают до температуры плавления олова, после чего посыпают порошкообразной смесью олова с хлористым аммонием (нашатырем).
Олово при этом плавится и, растертое паклей, образует на поверхности ровный слой.
После лужения остатки флюса отмывают горячей водой.
Чтобы запаять трещину или иной дефект в чугунной детали мягким припоем, производят тщательную механическую очистку места паяния и хорошо смачивают его соляной кислотой.
Затем это место обрабатывают водным раствором хлористого цинка, посыпают порошком нашатыря (хлористого аммония) и подогревают паяльником или паяльной лампой.
Нагревать место пайки надо до тех пор, пока не станет плавиться поднесенный к нему припой.
Тогда натирают припоем место спайки и сейчас же протирают его порошком нашатыря, нанесенного на густую металлическую щетку или паклю.
Пока деталь еще горячая, запаивают трещины или иные дефекты паяльником, перемещая его от одного конца трещины к другому.
Если припой не проходит в трещину, необходимо с обоих краев ее снять небольшую фаску, вылудить это место и снова произвести паяние.
Излишек припоя снимается шабером или напильником.
Для паяния алюминия на паяльник надевают рифленый наконечник (рабочая часть его пропилена трехгранным напильником).
Насадку изготовляют из стали и закаливают, с тем чтобы зубцы не срабатывались.
Насадку вытачивают на токарном станке, и ее конец спиливают.
Трубку насадки пропиливают ножовкой на четыре части, это создает пружинистость насадки, и она плотно вставляется в рабочую часть обычного паяльника.
Диаметр отверстия в насадке высверливают в соответствии с диаметром рабочего конца паяльника.
Места спая тщательно очищают до блеска, на зубчики насадки берут расплавленную канифоль и наносят на спаиваемое место.
Когда в процессе облуживания канифоль начнет покрывать алюминий, паяльник короткими движениями передвигают взад и вперед, и зубцы будут скоблить металл.
Таким методом очищают всю поверхность места спая, после чего облуживают очищенные места.
Затем приступают к паянию.
Для этого берут на паяльник каплю олова, предварительно посыпанную канифолью, и подносят к облуженному месту.
Если оно шероховатое, то паяльником снимают эту шероховатость, которая представляет собой пористое олово, смешанное с частичками окиси алюминия, образующейся из за недостатка флюса.
Предварительно на место спая насыпают канифоль, берут на паяльник каплю олова и наносят на спаиваемый шов.
Как только олово смочит место спая, паяльник снимают с металла.
Затем паяние производят вторично, для этого место спая снова посыпают канифолью.
При паянии алюминия, особенно в процессе его лужения, паяльник следует хорошо разогреть и длительное время держать на одном месте и после прогрева металла медленно водить по спаиваемому шву.
Для паяния алюминиевых сплавов рекомендуются припои ПОС- 50 и ПОС-90.
Флюсом служит минеральное масло (особенно рекомендуется оружейное).
Предварительно на спаиваемые швы наносят флюс и затем зачищают места пайки.
Паяние ведут мощным, хорошо прогретым паяльником.
Перед началом паяния металл следует хорошо прогреть.
Для паяния алюминиевых сплавов выпускается и специальный припой П-250А, он состоит из 80 % олова и 20 % цинка.
Перед работой паяльник необходимо облудить указанным припоем, пользуясь канифолью.
Спаиваемые поверхности очищают от остатков флюса марлевым тампоном, смоченным в ацетоне.
Металл или сплав, при помощи которого ведется пайка, называется припоем.
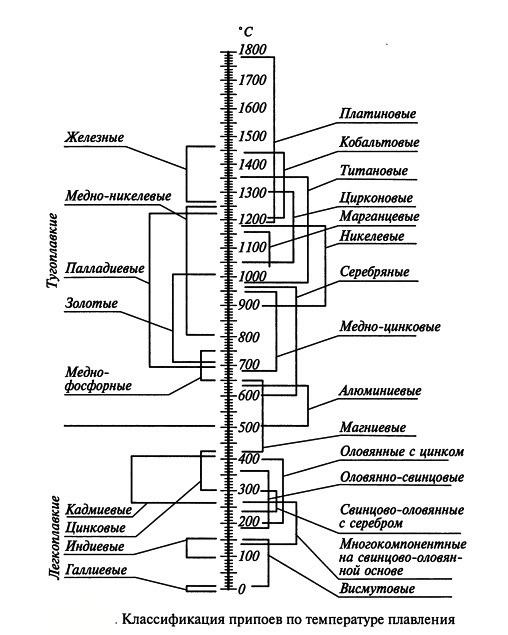
По температуре плавления припоев процессы пайки подразделяются на два основных вида:
пайка легкоплавкими (мягкими) припоями
пайка тугоплавкими (твердыми) припоями
К легкоплавким относятся припои, температура плавления которых ниже 450 °С, а к тугоплавким — припои, температура плавления которых выше 450 °С.
К припоям предъявляются следующие основные технологические требования:
высокая жидкотекучесть и хорошая смачиваемость соединяемых поверхностей;
достаточная прочность и пластичность;
температура плавления ниже, чем у соединяемых металлов
Легкоплавкие припои представляют собой сплавы цветных металлов.
Наибольшее применение получили оловянно-свинцовые припои ПОС-18, ПОС-ЗО, ПОС-40, ПОС-50 и ПОС-61.
Цифры показывают процентное содержание олова в припое.
Эти припои имеют хорошую смачиваемость поверхности большинства металлов и высокую пластичность.
Их низкая температура плавления (менее 450 °С) позволяет проводить пайку простейшими средствами (паяльниками).
С увеличением содержания олова в припое повышается механическая прочность и коррозийная стойкость соединения, но также увеличивается и стоимость припоя.
Свинец повышает пластичность припоя.
Эти припои применяют для восстановления деталей, работающих при высоких температурах и небольших нагрузках, т. е. для радиаторов, коллекторов генераторов, топливных баков, электропроводов и др.
Легкоплавкие припои оловянно-цинковые типа П-200, П-250А дспользуют для пайки алюминия, его сплавов и меди.
Тугоплавкие припои представляют собой чистые цветные металлы и их сплавы.
Для пайки черных металлов применяют медные припои марок М1 и М2.
Они весьма жидкотекучи, хорошо смачивают поверхности и дают прочные и пластичные соединения.
Недостаток — высокая температура плавления (1083 °С).
Медно-цинковые припои марок ПМЦ-36, ПМЦ-48, ПМЦ-54, Л-62 и Л-68 (цифры указывают процентное содержание меди в припое) применяют для пайки меди, бронзы, латуни и черных металлов.
С увеличением содержания цинка в этих припоях уменьшается прочность и возникает хрупкость, но цинк снижает температуру плавления припоя.
Поэтому пайку латуни проводят припоем ПМЦ-36, а сталь и чугун лучше паять припоем Л-62.
Лучшие тугоплавкие припои — серебряно-медно-цинковые марок ПСр10, ПСр12М, ПСр25, ПСр45, ПСр65 и ПСр70 (цифры указывают процентное содержание серебра в припое) — позволяют получать высокопрочные и пластичные соединения, но очень дорогие.
Эти сплавы применяют для пайки ответственных деталей из стали, меди и ее сплавов.
Флюсы при пайке используют жидкие и твердые.
В случае применения легкоплавких припоев берут жидкие флюсы, представляющие собой водные растворы хлористого аммиака (нашатырь) и хлористого цинка (цинк, протравленный соляной кислотой).
Для пайки меди (проводов) в качестве флюса часто используют чистую канифоль или соединения на ее основе.
Пайку тугоплавкими припоям ведут с твердыми флюсами, представляющими собой порошки буры и ее смеси с борной кислотой и борным ангидридом.
Для пайки алюминия и его сплавов удобны флюсы Ф320А, Ф380А и другие, содержащие хлористый литий, фтористый натрий и хлористый цинк, активно разрушающие окисную пленку алюминия.
Материал обновлён 10.02.2023
Время чтения: 24 минуты
BGA-микросхемы используются во всех современных устройствах, будь то компьютер, ноутбук, смартфон или игровая приставка.
Свое название они получили в честь применяемой технологии изготовления контактов – BGA (от англ. Ball Grid Array – массив шариков). В ней, для присоединения BGA компонентов к печатной плате используется припой в виде шариков.
Как паяют такие микрочипы? Что такое реболлинг? Какое оборудование, а также какие приемы используют? Обо всем об этом мы поговорим в этой статье.
Необходимость ремонта плат с BGA
Замена BGA чипов в первую очередь обусловлена выходом их из строя, во вторую — обрывом паяного контакта. Повреждение контактного соединения приводит к тому, что микросхема перестает полностью или частично осуществлять свои функции. Это отрицательно влияет на функционирование самого устройства и может привести к его полному выходу из строя.
Признаки повреждения BGA компонентов:
- после включения устройства дисплей остается черным, хотя индикаторы включения горят;
- устройство самостоятельно отключается через несколько минут или секунд после включения;
- устройство самопроизвольно многократно перезагружается;
- нет изображения;
- устройство включается не с первого раза.
Причины выхода микросхем из строя:
- перегрев, вызванный нарушением охлаждения;
- подача высокого напряжения, вызванное коротким замыканием, пробоем изоляции и т.п.;
- физическое разрушение микрочипа, вызванное ударом или деформацией.
Причины повреждения шариковых выводов:
- нарушение технологии запайки (загрязнение, не верная температура, время нагрева или охлаждения);
- не верный подбор материалов (флюса, размера BGA шаров, припоя);
- разрушение из-за попадания влаги;
- механические воздействия (удары, деформация).
Реболлинг, что это?
Действительно частой причиной повреждения контактов становится простое механическое воздействие. Например, устройство в процессе эксплуатации уронили или оно получило удар при транспортировке или эксплуатации. Часто для ремонта таких повреждений достаточно восстановления шариковых выводов и повторной установки компонента.
Сам процесс восстановления шариковых выводов называется «реболлинг» (от англ. „reballing“).
Операция реболлинга является достаточно востребованной, но далеко не самой простой. Главная ее особенность заключается в том, что качественный реболлинг не сделать, как говорится, «голыми руками». Для этого требуется специальное оборудование, при этом сам мастер должен иметь соответствующие навыки и опыт.
Грубо говоря, все выполняемые ремонтные работы можно разделить на два вида: демонтаж микрочипа и его запайку. Но в начале надо позаботиться о безопасности выполняемых работ.
Техника безопасности
Все работы нужно проводить в хорошо вентилируемом помещении, так как при пайке образуются испарения, которые могут причинить вред вашему здоровью.
На некоторых этапах используются химикаты (например, при отмывке платы и компонентов). От них также выделяются испарения. Поэтому необходимо использовать средства личной защиты: очки, респиратор, перчатки.
Безопасность компонентов
Особую опасность для компонентов представляет статический заряд. Он способен вывести из строя электронные компоненты. Для защиты от статики необходимо использовать антиэлектростатические инструменты и принадлежности. А подробнее о статическом электричестве вы можете узнать в нашей статье: «Что такое электростатический разряд».
Следует помнить, что компонентам может нанести вред высокий уровень влажности, резкий перепад температур, а также любые непредвиденные механические воздействия. Поэтому в помещениях для их хранения и в самой мастерской должны быть приемлемые климатические условия. Рабочее же место мастера должно быть удобным, а также оборудовано всем необходимым оборудованием и принадлежностями.
Демонтажные работы
Прежде всего, необходимо извлечь печатную плату с микрочипом, которая находится в устройстве. Корпус надо вскрывать аккуратно, чтобы ни в коем случае не повредить его. Так как в ремонте нуждаются самые разные устройства: телефон, ноутбук, планшет, телевизор, то для их разборки требуется специальный инструмент. Неудобно и ненадежно каждый раз выискивать что-то подходящее из подручных средств для этого. Поэтому хорошим выбором станет универсальный набор инструментов, который поможет аккуратно вскрыть корпус любого современного устройства.
Универсальный набор инструментов ремонтника
Убираем компаунд
Часто, особенно в мобильных устройствах, можно встретить чипы залитые специальным веществом. Это вещество – специальный компаунд. Он позволяет надежно герметизировать элементы. Под них не попадает случайно пролитая вода, а также не сконденсируется влага. Дополнительно компаунд обеспечивает надёжную фиксацию микрочипа, защищая его контактные соединения от разрыва при вибрации, а также ударах. Однако за всеми этими преимуществами стоит сложность снятия зафиксированных компаундом электронных компонентов.
Удалите компаунд по периметру чипа, а также с прилежащих к нему областей. После этого можно приступать к процедуре нагрева микрочипа и его снятию.
Извлекаем микросхему
Ремонт начинается с демонтажа электронного компонента с печатной платы. Для удобства ремонтируемую PCB нужно зафиксировать. Для этого можно воспользоваться специальным держателем. Такое приспособление будет удобно даже при обычных ремонтных работах с электроникой. Определится с держателем вы можете, прочитав нашу специальную статью: «Обзор держателей для печатных плат «третья рука»».
Платодержатели: BEST BST-001C (слева) и BANGSTOOL LFJH400 (справа)
Для снятия микросхемы необходимо прогреть припой соединяющий её с PCB до температуры плавления. Для решения этой задачи можно воспользоваться термовоздушной паяльной станцией (ТВ ПС), либо инфракрасной паяльной станции (ИК ПС).
Термовоздушные станции удобны для выполнения большинства операций по BGA и SMD пайке. Эти устройства компактны, просты в эксплуатации и обслуживании. Подробнее о выборе термовоздушных ПС можно прочитать в статье: «Как выбрать термовоздушную паяльную станцию?».
Термовоздушная ПС Quick 857DW+ (слева) и YIHUA-852D+ (справа)
Инфракрасные ПС имеют больший функционал и предназначены для выполнения серьёзных ремонтных работ. Таких, как: пайка процессоров, видеочипов, реболл графического процессора, микрочипов памяти, а также других.
Их ключевые особенности:
- наличие верхнего и нижнего нагревателей;
- точный контроль температуры нагрева за счет применения термоконтроллера или ПЛК (программируемого логического контроллера);
- дополнительное оборудование в виде вакуумного пинцета, системы позиционирования.
Более подробно о преимуществах, а также критериях выбора ИК ПС можно прочесть в наших статьях: «Как выбрать ИК станцию» , «Обзор паяльных станций или как выбрать паяльную станцию», «ТОП ИК станций».
Инфракрасные ПС для BGA корпусов: ACHI IR 6500 (слева) и Dinghua DH-A2E (справа)
Если микросхема вышла из строя, то при демонтаже можно не сильно беспокоиться о ее перегреве. В такой ситуации важно не повредить саму плату, соседние электронные компоненты, а также пластиковые элементы. Для обеспечения этого надо:
- при работе с термовоздушными нагревателями использовать насадки концентрирующие воздушный поток;
- при использовании ИК станций – оснащать их концентратором, насадкой или диафрагмой фокусирующей, или ограничивающей поток инфракрасного излучения;
- для защиты термочувствительных деталей и электронных компонентов от высокой температуры наклеивать на них алюминиевую клейкую ленту, медный самоклеящийся скотч или полиимидный термоскотч.
Ленты медная, лента алюминиевая, полиимидный скотч
Если предполагается, что компонент не поврежден, то контроль температуры при ее демонтаже очень важен. При использовании термовоздушных фенов выставляют температуру воздушного потока в 300-350 градусов, а на ИК ПС выбирается соответствующий профиль нагрева. В процессе нагрева обязательно выполняют контроль температуры термопарой, пирометром или тепловизором.
Для снятия еще горячего микрочипа, чтобы не обжечься, а также не повредить его при снятии, нужно воспользоваться вакуумным пинцетом.
Подготовка деталей к пайке
Перед монтажом микросхемы необходимо подготовить «пятаки» (контактные площадки) находящиеся на PCB. Надо убрать остатки припоя и компаунда. Для начала выставив 150 градусов, прогревают PCB термофеном или на столе преднагревателе. После размягчения компаунда его остатки соскребают деревянным шпателем или зубочисткой. По окончании операции посадочное место очищают изопропиловым спиртом и мягкой щеткой.
После очистки от компаунда приступают к удалению остатков припоя с контактных выводов. Эту операцию называют деболлинг. Для очистки используют паяльник с контролем температуры, например, это может быть паяльная станция YIHUA-852D+.
Передняя панель ПС YIHUA-852D+ отражающая текущую температуру нагрева
Как только площадка будет очищена можно приступать к удалению остатки флюса и других загрязнений.
Для облегчения снятия остатков припоя можно пролудить контакты низкотемпературным сплавом Розе.
При запайке старого или донорского чипа его контактные площадки также требуют очистки. Удаление припоя, а также остатков компаунда выполняется по той же технологии, что используется для PCB платы.
Для смывки различных загрязнений можно использовать: деионизованную (без ионов) воду, изопропиловый спирт или ацетон, а также обычную зубную щетку.
Проверяем состояния элементов
После очистки контактов выполняется оценка их состояния. Выявляются дефекты PCB, повреждения её контактных площадок и маски. Для этого необходимо воспользоваться микроскопом (МС).
Наиболее подходящими, для этого, считаются стереоскопические микроскопы. Однако некоторые мастера предпочитают промышленные микроскопы.
К преимуществам стереомикроскопов можно отнести:
- получение объемного изображения, что удобно для оценки компонентов, их состояния, отсутствия повреждений;
- большое рабочее расстояние позволяет работать различным инструментом (паяльник, фен и др.);
- защитное стекло, для протекции оптики от испарений, брызг припоя, а также высокой температуры.
Ряд моделей стереомикроскопов выполняются тринокулярными. Это позволяет установить на них камеру и выводить изображение на монитор или записывать видео рабочего процесса.
Стереоскопический микроскоп Crystallite ST-7045 (слева) и промышленный микроскоп Saike Digital SK2700HDMI-T2H (справа)
К достоинствам промышленных микроскопов можно отнести:
- компактность;
- большое рабочее расстояние;
- наличие цифровой видеокамеры.
Для выбора подходящего именно вам микроскопа ознакомьтесь со следующими статьями: «Как выбрать бинокулярный и тринокулярный стереомикроскоп», «Выбираем промышленный микроскоп» и «Обзор цифровых микроскопов Saike Digital».
При оценке контактов проверяют их состояния, а также необходимость выполнения восстановительных работ, качества пролуженности контактов, а также общее состояние электронного компонента и PCB.
Подбор материалов для пайки
После успешного прохождения проверки можно приступать к реболлингу. Операция состоит из двух основных этапов: «накатки» (наплавления) припоя и собственно припайки микрочипа на PCB. Каждый из этих этапов может быть выполнен с применением различного оборудования, а также по различной технологии.
Для реболла могут использоваться либо специальная паяльная паста, либо оловянно-свинцовый или бессвинцовый припой в виде шариков.
При наплавке часто пользуются трафаретными пластинами, однако даже при их отсутствии также возможно выполнить наплавку.
Трафаретодержатель (слева), набор из 18 универсальных трафаретов (справа)
Чтобы выполнить реболлинг чипа, потребуются дополнительные принадлежности:
Набор из 11 банок BGA паста для пайки Daikin Handa DK-309Bi и флюс MECHANIC MCN-UV10
Подбираем трафаретную пластину
Существует два типа трафаретных пластин для «холодной» и «горячей» накатки. Те, что предназначены для «горячей» накатки, не деформируются от температуры, по этому их используют как с пастой для пайки, так и с BGA шариками. Пластины для «холодной» накатки используют только для раскладки шариков по местам. При нагреве они сильно деформируются, что ведет к появлению серьёзных дефектов: непропай, слипание контактов, а также смещению припоя.
Различить их достаточно просто. Трафаретные пластины, применяемые для «горячей накатки» изготавливают в размер чипа или немного больше его. Это позволяет значительно уменьшить термическую деформацию. Все пластины, используемые для «холодной накатки» изготавливаются стандартного типоразмера на 80 мм
или 90 мм. Дополнительно они оснащаются отверстиями для фиксации в трафаретодержателе.
Всегда очищайте трафаретные пластины после использования. Это облегчит отделение его от чипа при будущих применениях.
Трафареты для «горячей» (слева) и «холодной» (справа) наплавки.
Также трафаретные пластины могут быть специальными или универсальными. Специальные изготавливаются под конкретный чип или его серию. На них выполняется надпись, указывающая для какого микрочипа он предназначен. Например, надпись «PS4 CXD90028G 0.5ММ» говорит нам, что трафарет предназначен для наплавления шариков размером 0,5 мм на чипы серии CXD90028G игровой консоли PlayStation 4.
На универсальных указывают два параметра: диаметр используемых шариков, а также шаг, с которым выполнены отверстия. Однако иногда вместо шага может указываться число отверстий по вертикали и горизонтали. Пример маркировки с указанием шага: «P=1.0 0.6MM». Пример маркировки с указанием числа отверстий: «0.76MM 34*34».
Если вы собираетесь серьёзно заниматься реболлингом, то нужно сразу приобрести крупный набор на 545 предметов. Это позволит вам быстро найти необходимую трафаретную пластину для конкретной микросхемы.
Трафаретные пластины: универсальная (слева) и специальная (справа)
Не пренебрегайте рекомендациями производителя по выбору размера шаров. Используя слишком большой диаметр, вы рискуете получить слипание контактов. При использовании слишком маленьких – получите высокое переходное сопротивление контактов. Это может привести к нестабильному функционированию микрочипа.
Выбор пасты или шариков
Что использовать, паяльную пасту или шары? Здесь всё индивидуально. Каждый мастер выбирает самостоятельно, то с чем ему работать. С чем ему удобнее или к чему уже привык. Давайте обсудим нюансы использования каждого материала.
Особенности применения пасты для пайки:
- занимает мало места;
- есть срок годности;
- требуется соблюдение условий хранения;
- возможна только «горячая» BGA накатка;
- при избытке флюса припой может «выпрыгнуть» из ячейки;
- при неплотном прилегании трафаретной пластины или при её температурной деформации возможно слипание контактов.
- Особенности применения шаров для процесса напайки:
- надо иметь запас разных диаметров;
- можно использовать технологию как «холодной», так и «горячей» напайки;
- четко дозированный объем припоя;
- можно напаивать контакты при отсутствии трафарета.
Емкости с шариками-припоем
Технологии реболлинга
Технология наплавления контактных соединений едина для всех компонентов. Она не зависит от того выполняете вы реболлинг процессора, чипа памяти или же это реболлинг видеочипа. Для эффективного выполнения наплавки требуется только практика. Совершенствовать свои навыки можно на неисправных компонентах. Но для начала разберемся с основами технологии реболлинга.
Реболлинг пастой
Пасту для пайки можно использовать при отсутствии шаров подходящего диаметра. При использовании этой технологии нужно контролировать прилегание трафаретной пластины, а также наполненность его ячеек. Не должно быть избытка флюса, а также остатки паяльной пасты не должны находиться на его поверхности.
Ошибки в технологии могут привести к образованию перемычек между контактами, непропаю контактов или выпрыгиванию расплава из ячеек трафарета.
Последовательность операций следующая:
- нанесите флюс, а затем распределите его по контактным площадкам;
- разместите поверх чипа трафаретную пластину, выровняйте её, а затем зафиксируйте всю конструкцию в держателе;
- убедитесь в плотном прилегании пластины, а также отсутствии её изгибания;
- нанесите пастушпателем или лопаткой распределите ее по поверхности заполняя все свободные отверстия, излишки удалите;
- равномерно прогрейте конструкцию термофеном или ИК нагревателем до полного оплавления пасты;
- по окончании оплавления, дайте конструкции немного остыть, а затем аккуратно удалите трафарет;
- под микроскопом убедитесь в качестве наплавления; при необходимости еще раз прогрейте полученные соединения термофеном или допаяйте пропущенные участки;
- после полного остывания смойте с микрочипа остатки флюса.
Накатываем шарики при помощи трафарета
Преимущество шариков – это их строго выверенный диаметр. При их использовании формируются контакты единого размера. Также у них нет срока годности, а это значит, что им не требуется определенных условий хранения, как пастам для пайки. При всем при этом использование шаров значительно ускоряет процесс реболлинга.
В зависимости от используемого трафарета возможны два варианта накатки. Разберем оба.
«Горячая» накатка
При горячей накатке шарики BGA наплавляются без снятия трафаретной пластины.
- нанесите флюс и ровным тонким слоем размажьте его по поверхности микрочипа;
- разместите трафарет, а затем зафиксируйте всю конструкцию в держателе;
- разместите держатель в емкости для сбора излишков шаров;
- насыпьте немного шаров и распределите их по отверстиям кистью;
- выньте трафаретодержатель из емкости и разместите перед собой;
- равномерно прогрейте поверхность термофеном до полного оплавления припоя;
- дав конструкции немного остыть, аккуратно уберите трафарет;
- удостоверьтесь в качестве накатки, а при необходимости дополнительно прогрейте контактные соединения термофеном;
- после полного остывания чипа смойте остатки флюса.
Если трафаретодержатель не имеет площадки для сбора шариков, то разместите его в любой неглубокой емкости. Это позволит вам собрать просыпавшиеся шары и оставив рабочее место в чистоте.
«Холодная» накатка шаров BGA
Для выполнения «холодного» наката используют специальные трафаретожердатели со съемной верхней частью, а также трафаретные пластины с единым размером на 80 мм
или 90 мм.
- нанесите на микрочип флюс тонким слоем распределив его по поверхности;
- разместите чип в трафаретодержателе отцентрировав его;
- разместите трафарет в специальном держателе;
- соедините две части трафаретодержателя;
- выровняйте отверстия с контактными «пятаками» чипа, а затем зафиксируйте всю конструкцию винтами;
- насыпьте шары и распределите их по отверстиям;
- высыпьте излишки шариков, а затем аккуратно удалите трафарет;
- убедитесь, что все шары находятся на своих местах, а при необходимости скорректируйте их положение и доложите недостающие;
- извлеките микрочип из держателя и разместите на термостойкой поверхности;
- выставим минимальную скорость воздушного потока на термофене и равномерно прогрейте шары до их оплавления;
- удостоверьтесь в качестве напайки, в также отсутствии дефектов;
- после полного остывания промойте микросхему.
«Запекания» шаров можно выполнить на инфракрасных паяльных станциях. В таких установках отсутствует риск их сдувания потоком воздуха.
Накатываем шары на микросхему без использования трафаретов
Такой способ реболлинга достаточно трудоемкий. Его выполняют только шариками. Связано это с тем, что вручную нанести одинаковый объем пасты, даже используя шприц-дозатор, невозможно.
Оптимальный способ «накатки», в отсутствие трафарета, – это ручная раскладка шаров по контактным площадкам. Поверхность микрочипа предварительно покрывают флюсом, а затем используя пинцет, медицинский зонд или зубочистку для размещения по контактным площадкам.
По окончанию раскладки выполняется процедура запаивания. Она аналогична той, что применяется при «холодной» технологии.
Для снятия трафарета можно воспользоваться скальпелем либо тонким пинцетом. Помните, что для этого есть всего несколько секунд (не более 15 секунд с момента прекращения нагрева), пока флюс не застыл. Если же опоздать, то придется вновь прогревать микросхему, чтобы добиться размягчения флюса.



