

- Компания Morena: авторизованный дистрибьютор HARRIS в России
- О HARRIS PRODUCTS GROUP
- Об HARRIS PRODUCTS GROUP
- Международная присутствие компании
- Качество и стандарты
- Преимущества продукции
- Применение серебра в пайке
- Монтажников металлоконструкций в Казани
- Задачи, которые доверили Профи
- Вы профи?
- Вы часто спрашиваете
- Как обрабатывать материалы с высоким коэффициентом отражения?
- Использование коротковолновых лазеров
- Использование защитных устройств
- Использование газовой подушки
- Обработка специальным способом
- Заключение
- Поверхность исходных материалов
- Самые отражающие металлы
- Отражение нержавеющей стали
- Проблемы с резкой отражающих металлов
- Необходимая минимальная пиковая мощность
- Почему сложно резать отражающий металл?
- Волоконные лазеры для резки металла
- Что необходимо для резки меди и латуни волоконным лазером?
- Положение фокуса
- Регуляция мощности
- Повышение надежности
- Рекомендуемые методы резки отражающих материалов
Компания Morena: авторизованный дистрибьютор HARRIS в России
Компания Morena является авторизованным дистрибьютором и представителем группы компаний HARRIS на территории России. HARRIS PRODUCTS GROUP производят высококачественный припой уже более 100 лет.
О HARRIS PRODUCTS GROUP
Компания HARRIS является мировым лидером в разработке припоя с содержанием серебра от 0 % до 56 % и пайки продуктов, для удовлетворения потребностей промышленности. А именно качественной высокотемпературной пайки меди, латуни, стали и др. металлов.
Об HARRIS PRODUCTS GROUP
Фирма Harris Products Group образовалась путём объединения двух сильных субъектов, действующих в сварочной отрасли — Harris Calorific и J.W. Harris и входит в состав Компании Lincoln Electric, лидирующей на мировом рынке сварочного оборудования и материалов для пайки.
Harris Calorific является производителем оборудования для твёрдой и мягкой пайки, а J.W. Harris дополнительных материалов для твёрдой и мягкой пайки, в результата Harris Products Group является одним комплексным поставщиком в отрасли.
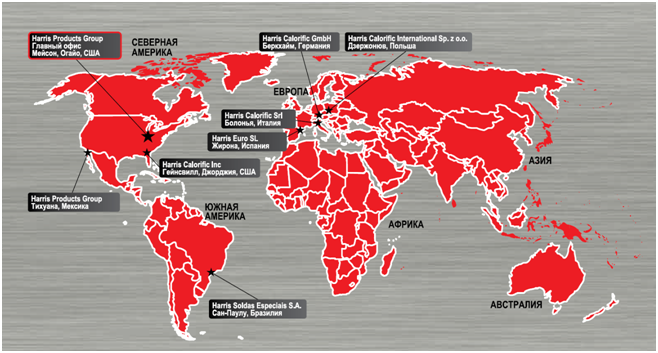
Международная присутствие компании
Международная фирма Harris, имеет свои отделения в Соединённых Штатах Америки, Италии, Польше, Испании, Германии, Мексике и Бразилии а также поставляет самого высокого качества материалы и оборудование для резки и пайки в свыше 95 стран.
Качество и стандарты
Линейка расходных материалов Компании Harris соответствует международным стандартам качества и сегодня популярна во всем мире. Изделия марки Harris производятся опытными специалистами с применением наиболее современных технологий. С целью предоставления самых хороших и надёжных изделий, главное внимание направляется на качество и испытания изделий.
Компания обеспечивает самые высокие стандарты качества и надежности. Изделия марки Harris проверяются в 100%, что обеспечивает их высокое качество и точность. Все производственные площадки сертифицированы по стандартам ISO 9001 И ISO 14000
Преимущества продукции
Припои Харрис характеризуются высокой степенью химической чистоты, благодаря чему достигается необходимый уровень надежности соединения. Детали, соединенные с их помощью, выдерживают нагрузки, превосходящие давление на разрыв трубы. Благодаря тщательному отслеживанию концентрации фосфора, материал для пайки выдерживает точно заданный интервал температур плавления. Погрешность не превышает 3,3 градусов в ту или иную сторону. Она гораздо меньше, чем пределы погрешности, допустимые в отрасли. Продукты Харрис обладают и другими достоинствами:
- отсутствием в сплаве кадмия, который во время пайки образует токсичные оксиды;
- отсутствием свинца, ядовитые пары которого вдыхаются во время работы;
- возможностью применения материалов Харрис в пищевой промышленности без всяких ограничений.
Применение серебра в пайке
Материалы, содержащие до 56% серебра, применяются при проведении высокотемпературной пайки, для соединения элементов из железа и его сплавов с цветными металлами. Работа с серебряными изделиями требует применения флюсов. Их состав подбирается на основе серебра с добавлением меди, цинка и других металлов, в зависимости от требуемых свойств.
- Добавление олова позволяет заменить кадмий и снизить температуру паяния;
- Никелевые добавки повышают смачиваемость твердых сплавов и их устойчивость к коррозии;
- Магний необходим для улучшения смачиваемости деталей из нержавеющих сталей.
За свою более чем столетнюю историю Компания Harris создала множество инновационных материалов и постоянно улучшала качество изделий. Их рекомендуют для замены материалов, в составе которых имеются кадмий или свинец. Изделия отличаются удобной в применении формой – их выпускают в виде прутков, упакованных в картонные пеналы, некоторые — в оболочке из флюса.
Продукцию фирмы HARRIS можно заказать в нашем интернет-магазине.
Монтажников металлоконструкций в Казани
18 отзывов оставили клиенты за последние 12 месяцев. Из них 16 — положительные
Айрат оставил отзыв
Пригласил для сварки металлической конструкции. Приехал точно к назначенному времени, сделал все оперативно и качественно. Рекомендую данного мастера.
Тимур оставил отзыв
Про таких людей говарят,, сварщик от бога,, советую всем
Олег оставил отзыв
Очень воспитанный и адекватный мастер. Помимо сварочных работ, еще и отремонтировал дверь. Остался доволен его работой. Обращусь по надобности еще однозначно.
Задачи, которые доверили Профи
- Электрическая дуговая сварка
- Недорогой сварщик в Казани
- Требуется сварщик в Казани
- Лучшие сварщики в Казани недорого
- Сварщики в Казани: цены
- Подробный прайс на сварочные работы
- Лучшие цена на сварочные работы
- Почитайте прайс лист на сварочные работы
- Отзывы о специалистах — и сделайте выбор
- Нужен репетитор по физике
- 2000 ₽ за час
- Небольшой ремонт ванной
- До 100 000 ₽
- До 8000 ₽
- До 2000 ₽
- Ищем скрипача на свадьбу
- До 5000 ₽
Вы профи?
Выбирайте заказы и работайте на себя
Как вылечить ломкие ногти?
Как помыть большую люстру?
Специалисты бесплатно ответят на ваши вопросы.
Вы часто спрашиваете
- Сварка: какие цены в Казани?
- Цены начинаются от 1500 рублей. В среднем 3000 рублей, а максимальные цены на уровне 9880 рублей. Но вы можете назвать свою цену, а специалисты, которые откликнутся на вашу заявку — свою.
- Как найти сварщика в Казани?
- Сейчас на Профи готовы помочь 212 специалистов. Просто оставьте заявку на услугу сварка.
- Где найти достоверные отзывы?
- В Казани на услугу сварочные работы мы получили и проверили 18 отзывов. Отзывы есть у каждого сварщика с высоким рейтингом.
- Сварщики — как выбрать в Казани?
Свойства материалов, которые делают их высокоотражающими, включают высокий коэффициент отражения, малую способность к поглощению энергии лазера и хорошую теплопроводность. Последние два свойства являются основными причинами трудностей при резке отражающих металлов.
Как обрабатывать материалы с высоким коэффициентом отражения?
Есть несколько способов справиться с проблемой отражения лазерного света:
Использование коротковолновых лазеров
Коротковолновые лазеры, такие как лазеры на основе нд:YAG или фемтосекундные лазеры, имеют более низкое поглощение лазерного излучения металлическими материалами, что уменьшает отражение.
Использование защитных устройств
Установка специальных устройств для защиты оборудования и операторов от отраженных лучей.
Использование газовой подушки
Создание защитной газовой подушки между лазером и резываемым материалом для уменьшения отражения.
Обработка специальным способом
Применение специальных методов обработки, таких как маркировка или гравировка для уменьшения отражения.
Заключение
Лазерная резка отражающих металлов действительно вызывает определенные трудности, но с правильным оборудованием и методами обработки эти материалы могут быть успешно обработаны. Важно помнить о возможности отражения лазерного света и принимать меры предосторожности для предотвращения повреждений оборудования и обеспечения безопасности операторов.
Поверхность исходных материалов
Металлическая поверхность имеет большой коэффициент отражения. Это обусловлено наличием в металлах большого числа свободных электронов (т.е. электронов не связанных с конкретным атомом, а могущих перемещаться внутри кристаллической решетки). Вторичные волны, обусловленные вынужденными колебаниями этих электронов, ведут к образованию сильной отраженной волны (отражается 95% и больше) и слабой волны, идущей внутрь металла.
Самые отражающие металлы
Серебро и алюминий считаются двумя самыми отражающими металлами на земле (серебро само по себе может отражать до 95% видимого света) и широко используются в зеркалах, солнечных стеклах, солнцезащитных очках и ювелирных изделиях. Другие отражающие металлы, которые трудно поддаются лазерной резке с помощью , включают желтые металлы, такие как золото, медь, латунь и бронза.
Отражение нержавеющей стали
Хотя нержавеющая сталь обычно не считается отражающим металлом, она может проявлять некоторые отражающие свойства при зеркальной полировке. Это может вызвать проблемы при лазерной резке, поэтому обычно поставляется с пластиковым покрытием со стороны резки, чтобы минимизировать риск.
Проблемы с резкой отражающих металлов
Необходимая минимальная пиковая мощность
| Таблица 1: Необходимая мощность лазера для резки меди |
|---|
 |
Почему сложно резать отражающий металл?
Причина, по которой использование технологии лазерной резки CO2 на вышеупомянутых отражающих материалах является проблематичным, заключается в том, что лазерные резаки используют пучки света и зеркала. При разрезании такого материала, как алюминий, лазерный луч может отразиться от металлического листа и попасть обратно в линзу или зеркала.
Длина волны излучения волоконных лазеров составляет около 1,07 мкм, по сравнению с 10,6 мкм у традиционных альтернатив CO2. Лазерный свет с длиной волны 1,07 мкм не только меньше отражается и, следовательно, легче поглощается, но и более короткая длина волны может быть сфокусирована в пятно, диаметр которого составляет примерно 1/10 диаметра луча CO2.
Поверхность металлического листа — не единственный источник, который может вызвать вредное отражение. В силу присущей лазерной резке природы существует вероятность присутствия некоторого количества расплавленного металла в процессе резки, часть расплавленного металла также может обладать высокой отражающей способностью и стать источником опасного отражения.
Волоконные лазеры для резки металла
Используют оптические волокна, которые направляют лазерный луч, вместо сложной системы зеркал. Волоконно-оптические кабели вместо зеркал и газов более экономичный и быстрый метод резки тонких листов отражающих материалов.
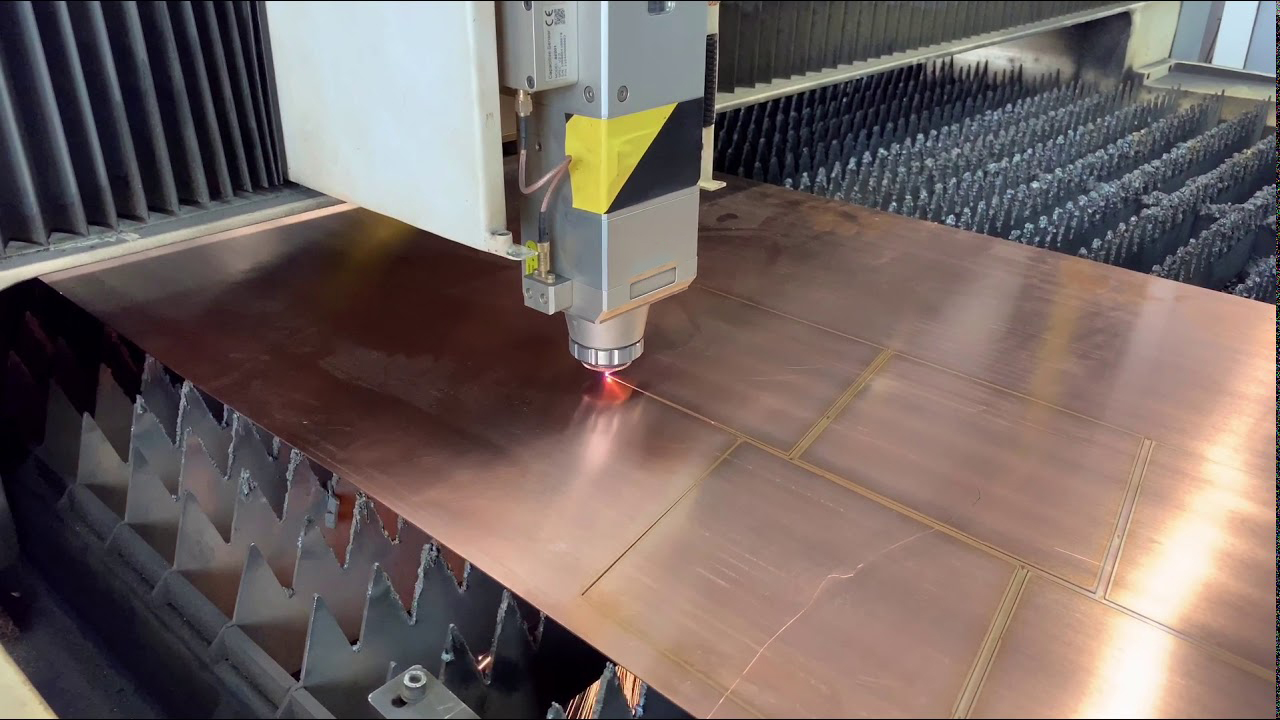
Без использования зеркал и хрупких линз отражающая природа алюминия, латуни, меди и т.д. не представляет опасности повреждения оборудования для резки, что означает, что оно быстрее и безопаснее в настройке.

Рис. 4. Лазерная резка отражающего металла
Что необходимо для резки меди и латуни волоконным лазером?
Одним из важнейших аспектов, который необходимо учитывать при резке меди и латуни волоконными лазерами, является скорость резки. Рекомендуется работать со скоростью подачи немного ниже максимальной примерно на 10-15%. Это небольшое снижение помогает минимизировать риск того, что резка пойдет не по плану, поскольку обеспечивает применение высокого уровня энергии луча к материалу, когда он находится в наиболее отражающем состоянии. Если вы не уверены, рекомендуется начать с более низкой скорости, чем та, которую может выдержать процесс.
Положение фокуса
Как при прожиге, так и при резке положение фокуса играет важную роль в достижении оптимальных результатов. В идеале, фокусное положение должно быть установлено настолько близко к верхней поверхности, насколько позволяет желаемое качество резки. Такой подход уменьшает взаимодействие между лучом и материалом поверхности в начале процесса, максимизируя плотность мощности луча и ускоряя процесс плавления. Точная настройка положения фокуса позволяет повысить эффективность и точность резки.
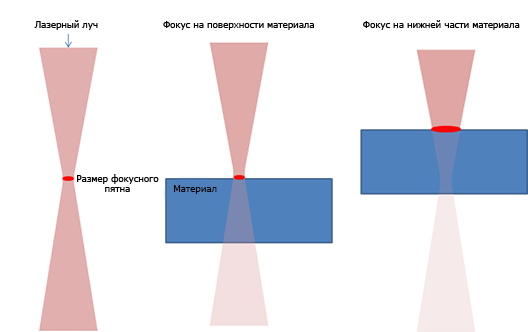
Рис. 5. Фокус лазерного станка
Регуляция мощности
Для оптимизации процесса резки очень важно использовать максимальную пиковую мощность. Такая стратегия минимизирует время, в течение которого материал остается в наиболее отражающем состоянии. Используя весь потенциал пиковой мощности как для прожига, так и для резки, вы можете значительно повысить эффективность и результативность операций волоконной лазерной резки.
Повышение надежности
Несмотря на все свои положительные стороны, у волоконно-лазерной резки есть недостаток. Волоконные лазеры действительно эффективны только на тонких листах толщиной до 5 мм. При превышении этой толщины шероховатость среза и скорость резки значительно ухудшаются, и становится более быстрым и эффективным вариантом. Технология CO2-лазера может толщиной только до 10 мм.
Рекомендуемые методы резки отражающих материалов
В приведенной ниже таблице указаны рекомендуемые методы резки для различных материалов разной толщины.
10 – 15мм
Таб. 2. Методы резки отражающих материалов



