
- Цены на станки и изделия
- Зубья и карман измельчителя пнев
- Введение в изнашиваемые детали
- Что такое измельчитель пней?
- Что такое фрезерование с ЧПУ?
- Нестинговая и фуговальная фрезы
- Какой припуск снимать?
- Фрезы для фугования
- Современные кромкооблицовочные станки
- Интервью с Рахмилем Турецким
- Фуговальные фрезы
- СТАЛЬ ИЛИ АЛЮМИНИЙ
- ПОПУЛЯРНЫЕ РАЗМЕРЫ И ЦЕНЫ
- Этапы фрезеровки металла
- Фрезы по алюминию
- Как происходит фрезеровка металла?
- Фрезерование металла
- Виды фрез для обработки
- Зубья фрезы для измельчителя пней
- Отличия фрез по алюминию от обычных
- Способы фрезеровки металла
- Особенности фрез по алюминию
- Различные изнашиваемые детали для измельчителя пней доступны в JYF Machinery
- Карманы измельчителя пней
- Факторы, влияющие на качество результата
Цены на станки и изделия
Уважаемые клиенты, цены на наши станки и изделия находятся на изменении, просим отнестись с пониманием и уточнять актуальные цены у менеджеров.
Зубья и карман измельчителя пнев
Производим зубья измельчителя пней, резак для пней и карманы для greenteeth, bandit, morbark, bluebird, rayco, carlton, vermeer, включая серию желтой куртки, измельчитель пней доско и sandvik.
Введение в изнашиваемые детали

Что такое измельчитель пней?
Измельчитель пней представляет собой тяжелое оборудование с вращающимся стальным колесом с твердосплавными наконечниками спереди. Опускаем колесо на край пня и покачиваем его из стороны в сторону по мере вращения. Затем втираем колесо все глубже в культю с каждым движением. В конце концов, весь пень будет измельчен в мелкую щепу, включая основные корни под пнем.

Что такое фрезерование с ЧПУ?
ЧПУ — это станок с компьютерным управлением, который предназначен для автоматизированной обработки различных материалов. ЧПУ расшифровывается как числовое программное управление (Computer Numerical Control).
Фрезерный станок с ЧПУ заключается в том, что он заранее запрограммирован таким образом, что может повторять одни и те же действия бесконечное количество раз. Это позволяет одинаково обрабатывать большое количество изделий. Технологии продолжают развиваться, и в ряде случаев целесообразно использовать фрезерные станки с лазерной рабочей головкой или для резки металла.
Рост технической оснащенности — это для мебельных производств не самоцель, а реакция на требования рынка. Покупатели становятся более опытными и взыскательными к качеству материалов и фурнитуры. Если раньше усредненному мебельщику требовалось только пилить без сколов, то теперь нужно еще и наклеивать кромку с минимальной толщиной клеевого шва. Поэтому обязательным этапом обработки детали из ЛДСП становится фугование, то есть выравнивание плоской вертикальной грани.
О том, чем полезно фугование, как устроены фуговальные фрезы, каков ресурс алмазного инструмента и о многом другом мы поговорили со специалистами компаний Лейтц Инструменты, Лойко Рус, МДМ-Техно и GT.
Технический консультант Лейтц Инструменты
## Облицовка кромки в производстве мебельных деталей: важность и технологии
Облицовывание кромки должно обеспечить защиту щитовой ламинированной детали от влаги, - говорит технический консультант Лейтц Инструменты Рахмиль Турецкий. Но есть и эстетические требования. Никто не хочет видеть клеевой шов, поэтому появились технологии со швом так называемой нулевой толщины. Если раньше обычно клей наносили на кромку детали, а облицовочную ленту к ней прикатывали, то сейчас клей наносят на некоторые кромочные материалы практически мономолекулярным слоем, и клеевой слой активируют горячим воздухом или лазером. Для того, чтобы кромка, особенно тонкая, была гладкой и соответствовала оптическим требованиям, качество и шероховатость поверхности торца детали должно быть чрезвычайно высоким. Фугование имеет целью выпустить кромку готовой детали с высоким качеством по прямолинейности, по плоскостности и по шероховатости поверхности.
## Роль фугования в процессе облицовки
За фугование отвечает агрегат предварительного фрезерования, который устанавливают на кромкооблицовочный станок перед узлом нанесения клея. Его задача в том, чтобы насадная фреза на вертикальном шпинделе удаляла с торца проходящей детали припуск — небольшой слой материала.
### Фуговальный узел кромкооблицовочного станка
Помимо основной задачи (получить ровный, плоский и прямолинейный торец заготовки), фугование решает еще несколько дополнительных:
- убирает ступеньку от подрезного диска форматно-раскроечного станка или пильного центра;
- удаляет сколы и микросколы, появившиеся на ламинате после раскроя;
- срезает микродеформированный слой плиты и предотвращает зарезание ламината;
- освежает торец, убирает с него пыль и другой мусор.
## Нестинг вместо фугования?
Продавцы оборудования говорят о возможности использовать нестинговый раскрой для получения ровной кромки без необходимости фугования. Нестинговая фреза оставляет ровный рез без сколов, что позволяет экономить на процессе облицовки.
Нестинговая и фуговальная фрезы
Руководитель отдела продаж Лойко Рус Фарид Акчурин:
Не думаю, что найдется производитель мебели, который скажет, что нестинговая фреза обрабатывает кромку лучше, чем прифуговочная. Во-первых, при раскрое методом нестинга фреза работает в более тяжелых условиях, чем фуговальные фрезы кромкооблицовочного станка: она находится полностью в материале (закрытое фрезерование), отвод стружки хуже, скорость подачи меняется, снижается и возрастает при поворотах, режимы резания не такие стабильные.
Во-вторых, диаметр инструмента для нестинга намного меньше диаметра прифуговочных фрез, поэтому на нем труднее расположить резцы с большими осевыми углами. Все-таки, после раскроя методом нестинга лучше делать прифуговку с минимальным съемом. Здесь многое зависит от того, как выстроена технология, и каковы требования к качеству.
Технический директор GT Александр Шилов:
Нестинговая фреза оставляет фрезерованную поверхность достаточно хорошего качества, другое дело, что производительность будет ниже. Для крупных предприятий это нереально, а для небольших может быть выходом, хотя с точки зрения экономики тоже сомнительно. Ведь не надо забывать про дополнительные расходы: во–первых, по 12 миллиметров с каждой стороны детали будет уходить в стружку, а во–вторых, фуговальная фреза менее прихотлива в обслуживании и ходит раз в 10 дольше, чем нестинговая. Все надо считать в комплексе.
Какой припуск снимать?
Есть два варианта.
В первом, более распространенном случае габариты детали уменьшают на толщину кромки. То есть, заготовку раскраивают в чистовой размер, а прифуговочный узел срезает 0,4 – 2 мм, эквивалентно толщине последующей облицовки. Плюсы этого способа – совпадают размеры заготовки после раскроя и после кромления. Минусы — узел прифуговки нужно регулировать под каждую толщину кромки.
Второй вариант — глубину фугования настраивают один раз на все толщины кромки и срезают, условно, 1 мм. Этого с запасом хватает, чтобы избавиться от подрезной ступеньки и сколов (если сколы больше, значит, есть проблема на участке раскроя). Плюсы варианта – не нужно перенастраивать оборудование. Минусы — нужно держать в голове, что после кромления габариты детали изменятся.
Александр Шилов:
Величину съема регулирует технолог на производстве, который в первую очередь составляет оптимальную карту раскроя. Допустим, компания кроит на пильном центре, и допускается наличие каких-то дефектов: сколов, отсутствие параллельности. Нужно заложить такой съем, чтобы убрать сколы, которые появляются при пилении затупливающимся инструментом, а не бежать останавливать оборудование и менять пилу при появлении первого микроскола. Или при изготовлении небольших деталей возможно варьировать съем для получения оптимального количества.
Фрезы для фугования
Современные кромкооблицовочные станки
Современные кромкооблицовочные станки уже из коробки оснащают алмазными прифуговочными фрезами. Говорят, что на бюджетных китайских станках еще можно встретить твердосплавный инструмент, но это уже экзотика.
Интервью с Рахмилем Турецким
Рахмиль Турецкий: Наша продукция недешевая, потому что в ней заключен опыт, который мы накопили: особенности обрабатываемого материала, геометрия резания, особенности станочного парка и другое. Для тех, кто проводит анализ затрат и серьёзно относится к эффективности, к достижению возможно высокой производительности и сокращению брака, наш инструмент оказывается эффективней, чем то, что можно купить за меньшие деньги. Алмазные инструменты дороже, чем твердосплавные, но зато дают высокую стойкость, уменьшают простой станка и неоднократно себя окупают.
Фуговальные фрезы
Фуговальные фрезы с асимметричным и симметричным расположением зубьев
Фуговальной фрезе приходится грызть ламинированное ДСП. Чтобы твердое, но хрупкое облицовочное покрытие не скалывалось, усилие резания должно быть направлено внутрь плиты, тогда ламинация прижимается, опираясь на внутренние слои ДСП, и зубья фрезы ее аккуратно срезают. Зубья располагают под углом к вертикальной оси фрезы, этот угол называют осевым или аксиальным (от англ. axis — ось).
Зубья делятся на негативные (выбрасывают стружку вниз), и позитивные (стружка вверх). Соответственно, позитивные ножи прижимают облицовку на детали снизу, а негативные — сверху. Вместе они напоминают букву V.
В общем случае, чем больше аксиальный угол, тем резец плавнее заходит в материал, тем меньше усилие резания и тем ровнее обработанная поверхность. Усилие резания уменьшается по чисто геометрическим причинам. Возьмем, для примера, плиту толщиной в 10 мм. Нож, расположенный перпендикулярно, задействует для обработки так же 10 мм режущей кромки. Но если его повернуть на 45 градусов, то длина режущей кромки, приходящейся на эти 10 мм, вырастет в 1,4 раза. Вместе с этим на отдельный участок зуба будет приходиться меньшая нагрузка и, соответственно, вырастет срок его службы. Но у каждой медали есть оборотная сторона.
Рахмиль Турецкий: Чем больше осевой угол, тем медленнее фреза тупится, но тем больше алмазного материала ты должен потратить на то, чтобы ее оснастить. Это многогранная практика, которая на каждой грани имеет свои особенности. Например, если резание организовано нерациональным образом, то стружки внутреннего слоя ЛДСП, которые потолще, испытывают при резании большие усилия, и иногда они не режутся, а вытягиваются наружу затупленным зубом фрезы. Когда ведешь по торцу пальцем, ощущаешь шероховатость.
На рынке можно найти многих производителей фрез с аксиальными углами от 30 до 54 градусов. Но фрезы с осевыми углами от 55° и выше — это эксклюзив компании Leuco, защищенный патентом.
Фарид Акчурин: «Из практики можем сказать, что оптимальным осевым углом является 70 градусов. Все фрезы с увеличенным осевым углом (≥ 55°) мы называем P-System. По сравнению, например, с фрезой с осевым углом в 35°, они раз в 5 дороже, но стойкость инструмента в 8-10 раз выше. То есть, вы реже отправляете фрезы в заточку, реже платите за это, а бонусом получаете повышенное качество обработки, особенно в среднем слое.
Мы рекомендуем эти фрезы тем, кто хочет добиться «нулевого» шва, тем, кто использует, например, станки с лазерным нанесением кромки. Там требуется очень высокое качество обработки торца, но потом невозможно определить, где кромка переходит в пласть».
Менеджер по продукту «МДМ-Техно» Дмитрий Толчеев: «Выбор осевого угла — это всегда компромисс между ценой фрезы и качеством обработки. По моему опыту, оптимальный угол — это 45°, он дает лучшее соотношение цены и качества, хотя чаще берут фрезы с углом 30°, ориентируясь на более низкую стоимость. Есть тенденция, что крупные предприятия чаще берут фрезы с увеличенным осевым углом, которые показывают большую стойкость между переточками, а средние и малые — те, что подешевле».
У асимметричной фрезы только нижний ряд состоит из «позитивных» зубов, остальные — «негативные». Такая конфигурация позволяет фуговать плиты разной толщины вперемешку, без перенастройки, если толщина плиты меньше рабочей высоты фрезы. Инструмент выставляют так, чтобы нижний резец находился на уровне нижнего слоя ламината, тогда верхнюю пласть будет обрабатывать любой подходящий зуб. Другими словами, фреза с рабочей частью в 43 мм без поднастройки справится и с 16-миллиметровой ЛДСП, и с 38- миллиметровой столешницей.

Асимметричные фрезы GT
Слабое место асимметричных фрез — это тот участок нижнего зуба, который приходится на жесткое ламинированное покрытие. В этом месте нож быстрее теряет ресурс и начинает выщербляться. Чтобы продлить срок службы, фрезу сдвигают по вертикали буквально на 0,5 мм, ставят на нагруженный участок менее изношенную часть резца и продолжают работать. Вся регулировка ограничивается примерно 6 мм (это проекция резца на вертикальную ось), а это не так много.
Симметричной называется фреза, у которой количество тех и других зубов одинаково, и обе «нитки» сходятся посередине высоты рабочей части. При работе нужно настраивать высоту так, чтобы горизонтальная ось фрезы находилась на уровне середины детали, чтобы «негативные» и «позитивные» резцы перекрывали пласти заготовки.
Плюсы этих фрез в том, что они не делятся на «правую» и «левую». Благодаря этому они, во-первых, несколько дешевле асимметричных, т. к. серийнее, проще в производстве, а во-вторых, дают большое пространство для комбинирования. Так, когда основная фреза затупилась, на ее место можно поставить фрезу попутного вращения, у которой остается еще значительный ресурс, а на освободившееся место поставить новую/заточенную фрезу. Кроме того, если производство использует плитные материалы разной толщины, то износ ножей на ламинации будет происходить равномернее. В результате, умелый (и незагруженный работой) оператор станка может дотянуть общий ресурс до 2-2,5 раз относительно асимметричной фрезы.
Минус симметричных фрез в том, что для полноценной работы им нужен значительный диапазон регулировки высоты, а эта функция есть не на каждом станке. К примеру, если работать с фрезой 43 мм без регулировки, то всю толщину 16-миллиметровой плиты перекроют «позитивные» резцы, которые будут верхний слой ламинации выламывать наружу.

Симметричные фрезы Leuco
Так все-таки, какие фрезы лучше?
Фарид Акчурин: «Чем крупнее производство, тем меньше стоимость инструмента отражается на стоимости изделия. Кто умеет считать, тот не заморачивается перестановками симметричных фрез. На асимметричных фрезах меньше перенастройки, меньше риск ошибки и меньше потери времени».
Дмитрий Толчеев: «Не на всех станках есть возможность регулировать высоту фрезы. Значит, мы можем использовать только ассимметричную фрезу: один раз устанавливаем положение нижнего зуба и обрабатываем деталь любой толщины. А с симметричной фрезой так не получится. Современные станки стараются делать с большой регулировкой фуговальных фрез по высоте, но старых станков с малой регулировкой на рынке еще очень много».
Александр Шилов: «Что касается симметрии/асимметрии — это зависит от оборудования. Некоторые клиенты пытались ставить симметричные фрезы вместо асимметричных, но столкнулись с проблемами: симметричные предполагают наличие большого хода регулировки, а асимметричные — гораздо меньшего. Их нельзя просто так заменить и при этом сохранить унификацию толщин обрабатываемых материалов. Мы производим инструмент как для поставляемого сейчас оборудования, так и для старого, на котором клиенты работают уже давно, и симметричных/асимметричных фрез примерно поровну. Европейское оборудование никуда не делось, а нового еще не так много».
Ни один поставщик фуговальных фрез не застрахован от того, чтобы купленный у него (особенно по телефону, заочно) инструмент не оказался в ситуации «не лезет». Дело в том, что для правильного заказа нужно знать не только внешний диаметр и рабочую высоту, но и форму ступицы, грубо говоря, то, как фреза выглядит в сечении. Например, итальянский производитель инструмента Microtech представляет в своем каталоге 10 типов корпусов, каждый из которых может быть выполнен в симметричном или несимметричном варианте. В 9 случаях из 10 можно сориентироваться по модели кромкооблицовочного станка, но из любого правила бывают исключения.

Фарид Акчурин: «Разные производители станков устанавливают разные двигатели, с разными валами. Поэтому у каждого станкопроизводителя фрезы разные. Клиент говорит, какая у него модель, и если это общеизвестные станки, то обычно у нас есть информация, какая там высота вала и так далее.
У нас в каталоге для каждого станка имеется своя фреза. Но, по сути, это может быть одна и та же фреза: для SCM, условно, она может иметь дополнительные проставочные кольца, а для Homag не иметь. Никакого люфта, конечно, не будет, потому что и фрезы, и кольца отбалансированы».
Дмитрий Толчеев: «Если клиенту нужно заказать фрезу, а у него нет параметров старого инструмента, то нам для корректного подбора нужно провести замеры вала и прифуговочного агрегата. Если производство находится вне зоны нашей досягаемости, то вопрос можно решить дистанционно. Мы просим клиентов произвести замеры самостоятельно, приложить линейку к валу и сфотографировать, выслать нам эскиз с размерами. После этого подбираем инструмент из стандартной программы или изготавливаем под заказ. Бывает, что нужно дополнительно сделать проставочное кольцо, чтобы плотно посадить фрезу».
Александр Шилов: «В основном фрезы можно так разделить по конструкции: без выборок, с выборкой сверху, с выборкой снизу, выборки с обеих сторон. Но у одинаковых в сечении фрез могут отличаться и диаметр, и высота этих выборок. Раньше было проще: клиент говорил, какой тип, на какой станок, и в 90% случаев мы подбирали инструмент по таблице сечений из нашего каталога. А сейчас, с появлением новых производителей оборудования, приходится помимо типа корпуса уточнять длину вала и диаметр выборки, чтобы инструмент точно подошел, и не было нюансов как с посадкой на ступицу, так и с прижимными кольцами. Мы, конечно, можем их изготовить, но это время.
Как правило инструмент на неизвестный станок подбираем по фотографии/образцу старой фрезы и измеряем только габаритные размеры выборок. Альтернатива — это анкета, по которой клиент у себя на производстве в удобное время может замерить необходимые параметры».
СТАЛЬ ИЛИ АЛЮМИНИЙ
По материалу корпуса фрезы можно разделить на два типа. Первый — это классический стальной корпус с напайными пластинками, для которого обычно используют среднеуглеродистую сталь 45 или аналоги, применяемые в машиностроении для ответственных деталей.
Второй — это алюминиевый корпус, к которому зубья затруднительно припаять, поэтому их просто фиксируют винтами. Эти фрезы гораздо проще ремонтировать, если они наскочили на металлическое включение в плите. Достаточно заменить поврежденные ножи, и можно продолжать работу.

Фрезы Leuco с алюминиевым корпусом и сменными ножами
Рахмиль Турецкий: «Одни люди пользуются оборудованием, а другие его проектируют и хотят его удешевить. Например, использовать менее крепкие двигатели, а для этого нужно ставить фрезы с корпусами из легкого сплава. На первых порах такие фрезы были дороже, чем остальные. Пластинки невозможно напаять, поэтому их стали оснащать перетачиваемыми сменными ножами, которые можно заменить и продолжать работать, не тратясь на лишние корпуса. Но мы часто производим фрезы со стальными корпусами, они многим нравятся, а тех крепких станков еще достаточно много. У них, в основном, зоны переточки больше, чем у легкосплавных, то есть, они дольше работают».
Фреза GT с алюминиевым корпусом и стальными кассетами
Александр Шилов: «В последнее время из Германии приходили станки, укомплектованные алюминиевыми фуговальными фрезами со сменными пластинами. Но на практике оказалось, что стойкость данных фрез ниже, чем у аналогичных со стальным корпусом. Причина в более низкой динамике и жесткости. Учитывая одинаковую, а в некоторых случаях и более высокую стоимость, клиенты отдавали предпочтение фрезам со стальными корпусами.
Потом мы вернулись к этой теме уже с другой стороны: когда оборудование не очень новое и подшипники уже подразбиты, то большие тяжёлые фрезы дают ещё больший дисбаланс и эту ситуацию усугубляют. Допустим, оборудование работало на маленьких фрезах, 30-40 мм, а потом появлялась необходимость фрезеровать на большую высоту. Туда ставили стальные фрезы, и буквально через неделю на этом оборудовании приходила в негодность подшипниковая группа. В этих ситуациях, конечно, алюминиевый корпус лучше.
Новые поставщики оборудования также привозят станки, укомплектованные фрезами с алюминиевым корпусом, но клиенты чаще переходят с них на стальной инструмент: в случае фрез небольшого диаметра, обрабатывающих детали малой толщины, эффективность стальных выше, а их влияние на подшипники не столь значительно».
Один из самых животрепещущих вопросов – сколько же километров ЛДСП/ЛМДФ можно обработать алмазной прифуговкой?
В значительной мере ресурс зависит от высоты алмазной напайки, которая может варьироваться от 2,5 до 6 мм. К примеру, высота сменного зуба алюминиевой фрезы Leuco составляет 3,5 – 4 мм, из них под заточку намечено 1,5 мм. Если на режущей части нет щербин, то при заточке снимают 0,2 – 0,3 мм, соответственно, этот зуб может выдержать 5 переточек.
Алмазные напайки на фуговальной фрезе
На «пробег» фрезы влияет большое количество внешних факторов: качество материала, отсутствие вибраций в станке, величина съема и так далее. Осевые углы тоже нужно учитывать, чем они больше, тем меньше сила резания и нагрузка на режущую кромку. Алмаз – стекловидное вещество, он не любит ударные нагрузки. При больших осевых углах ударная нагрузка меньше, и инструмент дольше работает.
В результате все оценки «пробега» носят приблизительный характер, и в конкретной ситуации он определяется эмпирически.
Зависимость между величиной осевого угла и ресурсом (в погонных км) алмазных фуговальных фрез Leuco
Фарид Акчурин: «Фрезы показывают ресурс и 100, и 150, и 400 км, вплоть до 800 км для P–System. Но это ориентировочные данные, у одного клиента фреза может отработать один путь, у другого — другой.
С высотой заточки все просто: у фрез с алюминиевым корпусом она равна 1,5 мм, у стальных фрез Diamax с напайными резцами 35° тоже 1,5 мм, у фрез Diarex осевой угол уже 48° и зона заточки 3 мм, а у P–System и то и другое еще больше».
Дмитрий Толчеев: «Стойкость инструментов зависит от многих факторов, но в среднем, если предприятие работает стандартно, 8 часов 5 дней в неделю, то комплект фрез служит до заточки приблизительно полгода».
Александр Шилов: «Средняя стойкость фуговальных фрез больше 100 километров. Для примера, их приносят в заточку раз в полгода — раз в год, а нестинговые фрезы раз в месяц. В стандартном исполнении мы делаем алмазные напайки высотой 4,5 мм. При среднем съеме в 0,2 мм и зоне переточки в 2,5 мм (фуговальные фрезы это позволяют) получается где-то до 10 заточек.
Раньше выпускали «эконом-вариант», но отказались, потому что основная стоимость фрезы — это не цена самого алмаза, а цена его обработки. Условно, напайка в 3 мм не будет в 2 раза дешевле, чем напайка в 6 мм, разница будет около 15%. И клиент выиграет на том, что будет перетачивать эти фрезы, а не выбросит корпуса через несколько заточек».
Алмазный инструмент, в отличие от твердосплавного, затачивают не абразивным методом, а электроэрозионным — специальным электродом в диэлектрической жидкости. Этим занимается станок с ЧПУ, и не каждый сервис заточки инструмента может позволить себе такое оборудование. Так что у владельцев алмазных фрез, по существу, два варианта: либо искать сервис самостоятельно, либо делегировать это другим.
Фарид Акчурин: «У нас жёсткие требования: инструмент точится на высокоточных станках, используются специальные зажимы, чтобы затачивать инструмент с лучшей концентричностью. Чем лучше концентричность, тем дольше инструмент «ходит» после заточки. По нашим заводским нормам радиальное биение для фуговальных фрез составляет максимум 0,02 мм — это разница между самым низким зубом и самым высоким».
Дмитрий Толчеев: «Не во всех городах есть сервисы заточки алмазного инструмента, но мы представлены в 12 регионах России, и можем помочь. Заказчику достаточно принести фрезу к нам в офис, мы ее сами отправим в сервисный центр, заточим и вернем обратно. Заточка алмазного инструмента обходится недешево, но это окупается, поэтому лучше заплатить за логистику, обслужить фрезы в качественном сервисе и получить гарантированно хороший результат».
ПОПУЛЯРНЫЕ РАЗМЕРЫ И ЦЕНЫ
Спикеры единодушно отмечают, что наиболее востребованы фуговальные фрезы диаметром 100 – 125 мм, зубом 3+3, высотой рабочей части 43-44 мм. Это оптимальный вариант, чтобы обработать как 16-миллиметровые плиты, так и 38-миллиметровые столешницы.
Фарид Акчурин: «В зависимости от исполнения фрезы с диаметром 100–125 мм, зубом 3+3 и высотой 43 мм могут стоить от 350–400 € и выше, фрезы P–System могут стоить 2 000–2 500 €».
Дмитрий Толчеев: «Комплект стандартных фрез в стальном корпусе обойдется примерно в 60–80 тысяч рублей. Это обычные рабочие лошадки с хорошим соотношением цены и качества».
Александр Шилов: «Комплект стальных или алюминиевых фрез нашего производства с высотой рабочей части 43 мм и диаметром 125 мм будет стоить около 80 тысяч рублей. Само изготовление занимает в среднем 2–3 недели».
.jpg)
Фуговальные фрезы Leuco с пониженным уровнем шума
Разработчики режущего инструмента постоянно работают над его улучшением, думают над тем, как повысить производительность оборудования и даже как облегчить жизнь работнику. У каждого производителя есть интересные технологии, своего рода конкурентные преимущества, зачастую защищенные патентами.
• Фреза с ребристым корпусом — это технология подавления шума airFace от Leuco. В Европе требования по охране труда достаточно высоки, и естественно, что производители заинтересованы понижать уровень шумов. В России борьба с шумом менее распространена, но когда-то и до нас этот тренд дойдет.
При вращении у обычной фрезы с гладким корпусом за зубом возникают турбулентные завихрения воздуха, которые и создают шум. Каналы, которые нанесены на корпус фрезы airFace, направляют потоки воздуха и убирают завихрения. Сам принцип разработчики подсмотрели у природы, точнее, у совы, которая летает практически бесшумно. За счет сходного аэродинамического эффекта эти фрезы работают тише, чем другие.
Раздвижные фуговальные фрезы Leitz
• Раздвижные фрезы Leitz состоят из верхней и нижней части и смонтированы на специальной втулке. Нижняя часть зафиксирована жестко, а верхнюю можно перемещать по вертикали за счет резьбового соединения и тарельчатой пружины между фрезами. То есть, не используя настройку самого кромкооблицовочного станка, можно вручную менять положение зубьев фрезы относительно ламинированного слоя. Таким образом, можно 5-7 раз вывести из зоны резания выщербленный участок режущей кромки зубьев и продлить пробег фрезы до заточки.
Фреза GT 54Gr с осевым углом 54° и патентованной стружечной канавкой
• Разработчики GT по-своему подошли к проблеме шума и пыли. Аспирация — больная тема для кромкооблицовочных станков, потому что не каждой вытяжке хватает мощности протянуть воздух по всем узким и кривым вентканалам. Стружка, которую генерирует при работе любая прифуговочная фреза, тоже не удаляется из зоны резания полностью. Она остается на режущих кромках, делает вместе с фрезой полный оборот и вновь попадает в зону резания, где и превращается в мелкую пыль. Самое обидное, что на это двойное перемалывание расходуется ресурс инструмента.
Стружечная канавка фуговальной фрезы имеет особую форму, ее геометрия рассчитана так, чтобы стружка эффективно удалялась из зоны резания, ее оттуда буквально выдувает набегающим потоком воздуха. А раз нет вторичного перемалывания, то ресурс режущих кромок возрастает примерно на 30%.
Фуговальные фрезы для кромкооблицовочных станков помогают подготовить детали к нанесению кромки. Они снимают пыль, уплотняют рыхлое ДСП и выравнивают плоскость торца. Без прифуговки добиться тонкого шва сложно, а «нулевого» — вообще невозможно. Но к обработанному торцу кромка прилегает практически идеально.
Прифуговочный узел чаще настраивают так, чтобы фрезы заходили в материал на глубину, эквивалентную толщине кромки. В этом случае деталь раскраивают сразу «в размер». Эксперты не советуют заглубляться на 3 мм и более, оптимальными считаются 1–2 мм.
Сами фрезы различаются типами корпусов, материалами корпусов, расположением резцов и высотой напаек. Два последних пункта оказывают непосредственное влияние на ресурс фрез. Усредненно, можно сказать, что прифуговка пробегает до заточки около 100 км, хотя наиболее выдающиеся фрезы дорабатывают до 800 км. Алмазный инструмент может выдержать 5–10 заточек, если не доводить дело до сколов на режущей кромке, не ронять его на пол и обслуживать в правильном заточном сервисе.
Статья вышла в журнале «Мебельщик» № 5 за 2023 год
Этапы фрезеровки металла
включает в себя несколько этапов:
Заготовки аккуратно устанавливаются вблизи зоны фрезерования, при этом фреза находится в движении. После установки рабочего стола шпиндель временно отключается и вновь включается только после установки необходимой глубины резания.
Далее рабочий стол, надежно удерживающий заготовку, подводится к фрезе. Особое внимание уделяется креплению для предотвращения возможных смещений и аварий. Оператор должен соблюдать правила по безопасности, используя средства защиты, такие как защитные очки и одежду с плотными манжетами. Строгое соблюдение последовательности выполнения работ, смена инструмента должна производиться только при выключенном станке.
Приступая к работе, необходимо убедиться в исправности оборудования. Запускается аппарат в режиме холостого хода, постепенно увеличивая обороты. Для проверки достаточно 2-3 минутного пробега, а при остановке следует проверить надежность тормозов.
Подход заготовки к фрезе должен быть плавным, чтобы избегать ударов. Вектор скорости вращения шпинделя и глубина резания регулируются в зависимости от обрабатываемого материала. Например, мягкий алюминий обычно фрезеруется при 1500 об/мин, а для твердой инструментальной стали требуется более низкая скорость — 600 об/мин. Необходимо постоянно следить за техническим состоянием станка и обязательно проводить очистку. Мусор следует сметать щетками, не допуская обдува, а масляные пятна можно удалить тряпкой, смоченной керосином. Для более эффективной и контролируемой работы с крупными фрезами диаметром более 10 мм целесообразно использовать револьверный упор, особенно для уменьшения боковых сил при использовании параллельного упора.

Рис. 5. Фрезерное оборудование для резки металла
Фрезы по алюминию
используются для производства двигателей, шасси и элементов конструкций самолетов. Они обеспечивают высокую точность и качество, необходимые для изготовления качественных деталей летательных аппаратов разного назначения.
Производство автомобильных деталей
Фрезерование применяется для изготовления деталей двигателей, трансмиссий, элементов шасси и других частей автомобилей. Получаются качественные изделия с оптимальными эксплуатационными характеристиками.
Производство медицинского оборудования
Фрезерная обработка необходима для изготовления медицинских имплантатов (например, ортопедических) и хирургических инструментов.
Изготовление пресс-форм и штампов
Обработка фрезером используется для создания пресс-форм и штампов при производстве пластмассовых и металлических деталей.
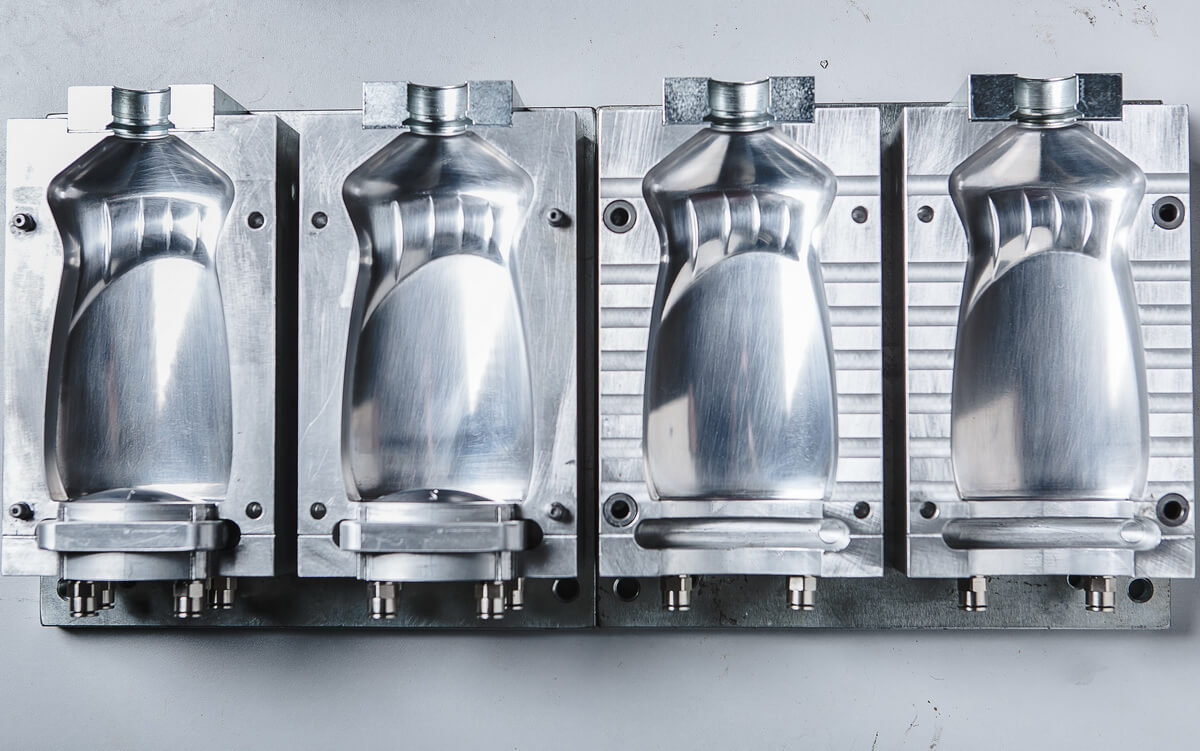
Рис. 6. Фрезеровка полостей пресс форм на чпу станке
Изготовление металлоконструкций на заказ
Для придания формы и создания нестандартных металлических архитектурных элементов, таких как лестницы, перила и декоративные элементы зданий и сооружений.
Производство турбинных лопаток
Фрезерная обработка металла необходима для производства турбинных лопаток, используемых в энергетическом оборудовании, таком как газовые турбины и реактивные двигатели.
Производство ювелирных изделий на заказ
Ювелиры используют фрезерование для создания сложных и индивидуальных металлических украшений. Сначала фрезеры используются для создания восковых 3D моделей, а после уже и для металлических изделий.
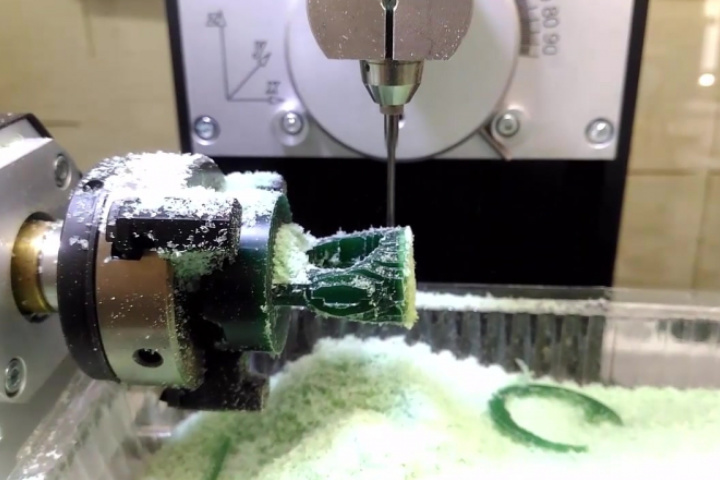
Рис. 7. Фрезеровка восковых изделий
Металлические детали общего назначения
Фрезерная обработка широко используется в металлообработке и производстве для изготовления широкого спектра деталей, от кронштейнов и крепежных элементов до шестерен и шкивов.
Производство компонентов ветряных турбин
Технология применяется для производства компонентов ветроэнергетических установок, включая ступицы, мотогондолы и редукторы.
Изготовление судовых деталей
Фрезерная обработка металла необходима для изготовления таких деталей, как гребные винты, валы и корпуса судов, соответствующих стандартам морской промышленности.
Фрезеры используются для изготовления рельсов, колес и других деталей в железнодорожной промышленности.
Как происходит фрезеровка металла?
Фрезерная обработка металла с ЧПУ — это процесс удаления материала с заготовки фрезером с компьютерным управлением. Данная технология применяется для создания деталей сложной формы, изготовления прототипов и мелкосерийного производства деталей.
Работа на фрезерных станках с ЧПУ позволяет минимизировать объем ручного труда. Участие оператора сводится к смене рабочего инструмента, установке и закреплению заготовок на столе и настройке программы. После включения двигателя фрезеровщику достаточно контролировать процесс обработки, а затем заменить готовую деталь.
Первым этапом фрезерной обработки металла является создание компьютерной модели детали. Модель может быть создана с помощью программного обеспечения CAD или 3D-сканера. Готовая модель преобразуется в траектории движения инструмента, которые указывают станку с ЧПУ, как двигаться, чтобы удалить материал с заготовки.
Следующий шаг — настройка станка. Он должен быть оснащен соответствующими режущими инструментами и патронами, а заготовка надежно закреплена на устройстве. Определяются точки начала и окончания обработки, устанавливаются нулевые координаты и оси координат. В металлообработке часто применяются многошпиндельные станки, где несколько фрез работают одновременно в разных направлениях.
Когда все готово, станок начинает фрезерную обработку детали. В процессе режущий инструмент снимает с заготовки небольшое количество материала. После фрезерования деталь подвергается последующей обработке традиционными методами, такими как шлифовка и полировка.
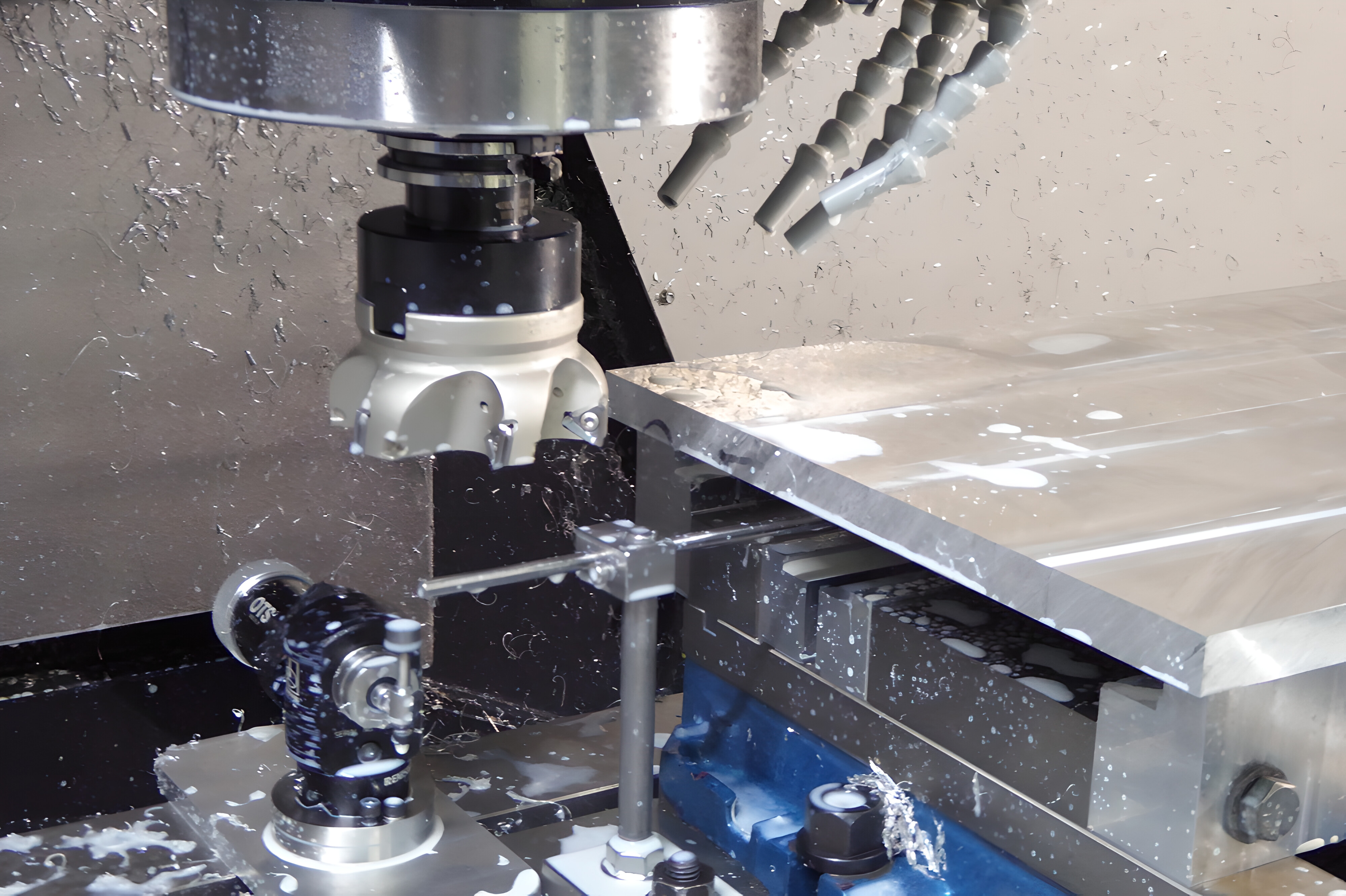
Рис. 2. Процесс фрезеровки металла на ЧПУ станке
Фрезерование металла
Фрезерование металла в контексте производства относится к прецизионной механической обработке, которая заключается в удалении материала с заготовки, посредством вращательного движения режущего инструмента. Технология предназначена для:
При фрезеровании заготовка надежно закрепляется на рабочем столе станка, а режущий инструмент, чаще всего концевая или торцевая фреза, выполняет обработку, срезая излишки материала. Технические тонкости заключаются в таких параметрах, как скорость, подача и глубина резания. Они настраиваются под материал и задачи производства. Фрезеровка выполняется на станках с компьютерным управлением, также известным как ЧПУ.
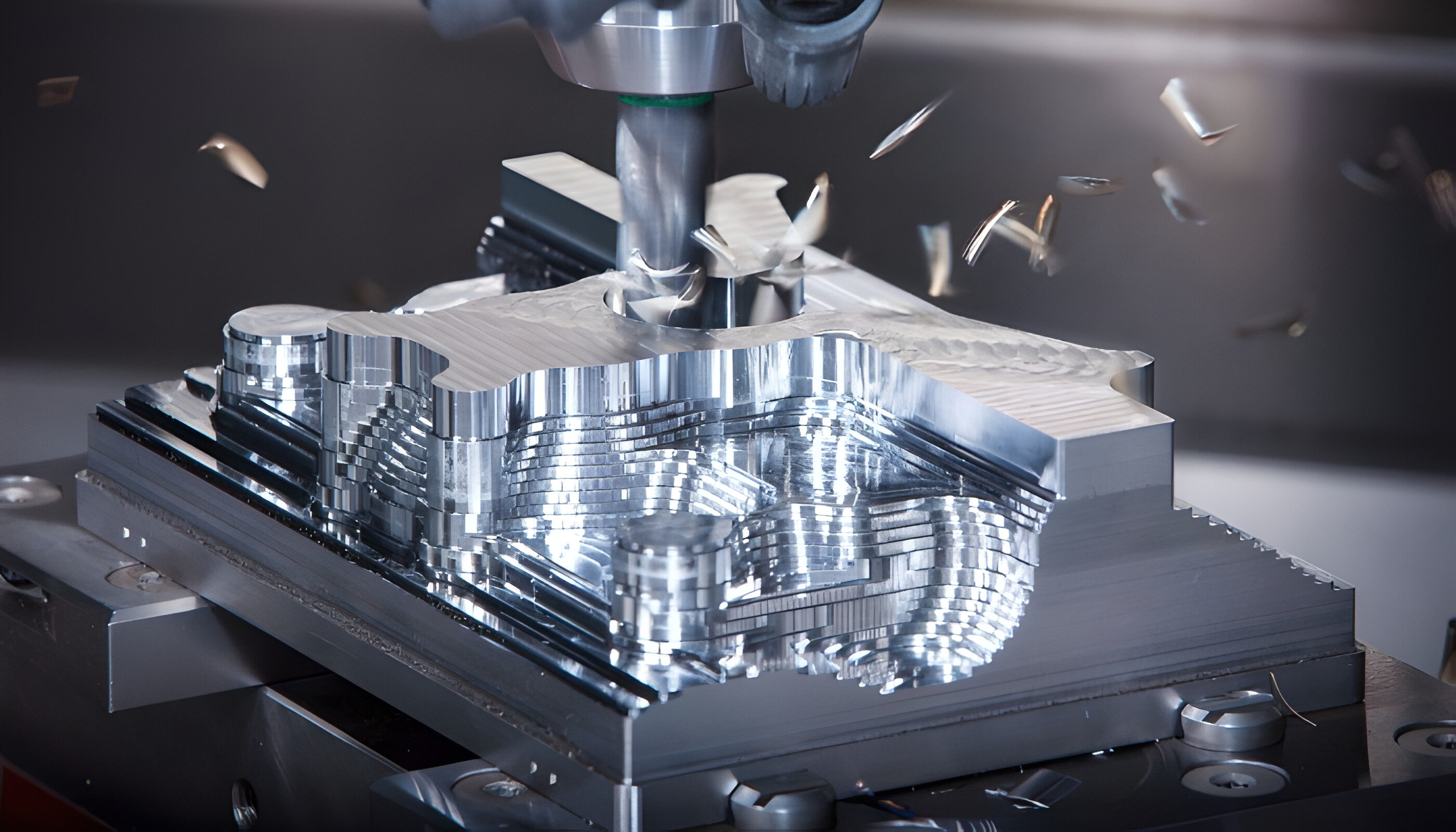
Рис. 1. Процесс фрезерования металлических листов
Виды фрез для обработки

Рис. 3. Виды фрез
Зубья фрезы для измельчителя пней
JYF Machinery производит и продает режущие инструменты и ряд быстроизнашивающихся деталей. Мы производим режущий инструмент и быстроизнашивающиеся детали для измельчителя пней следующих марок:
GREENTEETH, BANDIT, MORBARK, BLUEBIRD, RAYCO, CARLTON, VERMEER (ВКЛЮЧАЯ СЕРИИ ЖЕЛТЫХ КУРТКОВ), DOSKO, SANDVIK
Наши режущие инструменты и изнашиваемые детали предназначены для шлифовальных машин, в том числе зубья измельчителя пней, и резчик пней. Мы также производим культевые зубья пальцев, круглые зубья культи, карманы, держатели, отрезные круги, болты и многое другое. Мы стремимся помочь нашим клиентам максимально эффективно использовать измельчители пней. Для достижения этой цели мы разработали различные формы зубьев измельчителя пней, которые повышают производительность вашего оборудования за счет повышения скорости и эффективности измельчения.
На этом веб-сайте представлена только часть выбранных нами зубьев и фрез для измельчения пней. Если вы не можете найти нужный продукт на нашем веб-сайте или вам нужны индивидуальные аксессуары для дробилки пней, свяжитесь с нами.
Отличия фрез по алюминию от обычных
Инструмент с большим количеством зубьев позволил бы увеличить подачу, но уменьшение внутреннего объема канавки привело бы в этом случае к ее забиванию стружкой. Количество зубьев у фрез по алюминию – максимум три, для малых диаметров (меньше 10 мм) чистовых фрез без стружколомов – два.
Фрезы, спроектированные специально для обработки мягких металлов, отличаются более глубокой канавкой. Это предотвращает забивание канавок стружкой, но одновременно снижает прочность фрезы из-за уменьшения площади поперечного сечения, поэтому такой инструмент не рекомендуется использовать для фрезерования черных металлов.
Угол подъема винтовой линии составляет 45°, у фрез для обработки черных металлов он меньше (для термически необработанных конструкционных сталей – 38°). Это повышает сопротивление со стороны металла, но при обработке алюминия этот рост некритичен, а образуемая при резании такой фрезой стружка при одинаковых оборотах имеет меньшую толщину и лучше удаляется из зоны резания.
Нормальный задний угол (угол заострения) у таких фрез больше. Это уменьшает трение о металл и повышает чистоту обработанной поверхности. Для черных металлов и сплавов этот подход неприменим, поскольку увеличение угла заострения ведет к ослаблению зуба, режущая кромка начнет крошиться, но для мягкого алюминия это некритично.
Особенности геометрии фрез по алюминию не позволяют применять их для обработки стали. Но использование такого инструмента по прямому назначению (для обработки алюминия и мягких цветных металлов) повышает производительность и уменьшает опасность поломки инструмента. Фрезы из твердых сплавов при правильном выборе режимов резания и организации охлаждения обладают практически вечным ресурсом.
Отлично подходят для обработки алюминия и цветных металов
Способы фрезеровки металла
Фрезерование уступов: При обработке деталей с перпендикулярными поверхностями используются такие инструменты, как торцевые, дисковые и концевые фрезы. Эта технология применяется как на вертикальных, так и на горизонтальных фрезерных станках.
Торцевое фрезерование: При этом методе торцевые фрезы используются исключительно на горизонтальных фрезерных станках.

Рис. 4. Торцевое фрезерование металла
Профильная фрезеровка: При необходимости получения сложных вогнутых или выпуклых профилей применяется профильное фрезерование. Этот метод включает в себя черновую, получистовую и чистовую обработку и подходит для сложных деталей. Для изготовления сложных деталей часто используются специальные многокоординатные станки.
Фрезерование глухих и сквозных канавок: Для создания пазов с разным сечением, в том числе глухих и сквозных, используются концевые и дисковые фрезы.
Выбор метода фрезерования зависит от таких факторов, как геометрия детали, свойства материала и требуемый уровень точности.
Особенности фрез по алюминию
Алюминий и сплавы на основе этого металла относятся к легкообрабатываемым материалам. Но в процессе их фрезерования возникают некоторые проблемы. Увеличение оборотов шпинделя ведет к повышенному выделению тепла в зоне резания, увеличение подачи – к укрупнению стружки. Это приводит к забиванию канавок фрезы, что влечет за собой резкое повышение сопротивления резанию и налипание материала на режущую кромку. Из-за этого возрастает нагрузка на инструмент и ухудшается шероховатость обрабатываемой поверхности. Поэтому для обработки алюминия и цветных сплавов выпускаются специальные фрезы, отличающиеся от фрез по металлу своей геометрией.
Различные изнашиваемые детали для измельчителя пней доступны в JYF Machinery
Зубья измельчителя пней относятся к режущим инструментам, прикрепленным к вращающемуся режущему диску или барабану измельчителя пней. Эти зубы отвечают за измельчение и удаление пней. Они бывают разных форм и материалов, таких как карбид, сталь или алмаз, в зависимости от предполагаемого применения и типа удаляемой культи.
Карманы измельчителя пней
Карманы измельчителя пней, также называемые карманами зубьев или карманами фрез, представляют собой емкости или полости, встроенные в колесо или барабан измельчителя пней, где установлены зубья измельчителя пней. Эти карманы надежно удерживают зубы на месте и позволяют легко заменить или изменить положение при необходимости. Они рассчитаны на то, чтобы выдерживать удары и силы, возникающие при измельчении пней.
Фрезы для пней, также известные как колеса для резки пней или режущие диски, являются основными компонентами, в которых размещаются и удерживаются зубья для измельчения пней. Обычно они изготавливаются из сверхпрочной стали и крепятся к системе привода измельчителя пней. Измельчители пней обеспечивают вращательное усилие и корпус для зубов для эффективного измельчения и удаления пней.
Факторы, влияющие на качество результата
На качество изделий влияет несколько факторов, включая:
Эти параметры фиксируются в таблицах и записываются в журнал. Однако некоторые факторы, например, использование плохой стали или устаревшего оборудования, могут привести к некачественному результату. К браку также могут привести проблемы, связанные с плохим креплением заготовки или повышенными вибрациями. Появление технологии ЧПУ устранило эти ошибки и обеспечило точные и стабильные результаты независимо от качества материала, возраста оборудования и опыта оператора станка.



