

Бессвинцовая пайка
Бессвинцовые компоненты или процессы, использующие бессвинцовые припои, такие как Sn96.5Ag3.0Cu0.5 или Sn96.5Ag3.5, требуют более высоких температур для формирования прочных паяных соединений. В этом случае может понадобиться увеличение времени предварительного оплавления (60–120 с) и более высокая максимальная температура смачивания (около 210°C).
Максимальная температура ликвидуса также должна быть адаптирована для данной технологии. Бессвинцовые материалы металлизации требуют нагрева до 260°C. Время нахождения сборки при температуре выше 200°C не должно превышать 180 с, при температуре более 225°C — 30 с.
Таблица. Рекомендуемые методы пайки отдельных типов корпусов.
Примечание: X — допустимо; NR — не рекомендуется; (а) — двойная волна.
Определение
и назначение
Настоящая
инструкция предназначена для анализа графика температурного профиля пайки
печатных узлов методом конвекционного оплавления паяльной пасты.
Инструкция
предназначена для инженеров – технологов сборочного цеха, инженеров,
управляющих оборудованием линии поверхностного монтажа.
Ручная пайка
Ручная пайка силовых компонентов Cree Inc. вполне допустима при соблюдении нескольких руководящих принципов. Во-первых, не допускайте, чтобы температура выводов, измеренная на границе их соединения с корпусом, превышала 300°C. Время пайки при температуре выше 250°C и ниже 300°C должно быть не более 5 с.
Стадия охлаждения
Процесс
пайки считается завершенным, когда сборка охлаждается с образованием прочных
паяных соединений. Скорость охлаждения непосредственно влияет на получаемую
микроструктуру соединения, а она, в свою очередь, на его механические свойства.
Высокая скорость охлаждения уменьшает размер зерна интерметаллических соединений
и упрочняет паяные соединения, увеличивает усталостную прочность, соединение
получается более блестящим.
С другой стороны, быстрое охлаждение вызывает
остаточные напряжения в материалах с различными ТКР (температурный коэффициент
расширения) и коробление ПП. Вследствие этого, следует контролировать процесс
охлаждения, как правило, снижением скорости в зависимости от возможностей печи
(скорости воздушного потока, расположения нагревательных элементов, ширины
конвейера и т.д.). Рекомендуемая скорость охлаждения (3÷4)°С/сек (не более
4°С/сек) до температуры ниже 130ºС.
Параметры профиля оплавления, рекомендованного
ассоциацией JEDEC, приведены в таблице 1. Следует отметить, однако, что этот
профиль использовался для оценки уровня чувствительности корпусов электронных
компонентов к влажности (MSL), но не для регулярного оплавления.
| Таблица 1. Профиль оплавления для эвтектического сплава (JEDEC J-STD-020С) | |
| Средняя скорость подъема температуры (Ramp up) от TL до TP | max 3°C/сек |
| Температурный диапазон предварительного нагрева | (100÷150)°C |
| Время выдержки при предварительном нагреве | (60÷120)сек |
| TL | 183°C |
| Время выдержки при T>TL | (60÷150)сек |
| Время выдержки в коридоре 5°C от TP | (10÷30)сек |
| Средняя скорость охлаждения (Ramp down) | max 6°C/сек |
| Время нахождения платы при температуре от 25°C до TP | 6 мин max |
TL – температура эвтектики; TP – пиковая температура.
Пиковая температура
зависит от толщины и объема корпуса электронного компонента (таблица 2).
| Таблица 2. Эвтектический сплав – пиковые температуры оплавления TP (JEDEC J-STD-020С) | ||
| Толщина корпуса, мм | При объеме корпуса <350 мм3 | При объеме корпуса ≥350 мм3 |
| <2,5 | (240 0-5)°C | (225 0-5)°C |
| ≥2,5 | (225 0-5)°C | (225 0-5)°C |
Начать составление профиля рекомендуется с рекомендаций
производителя паяльной пасты. Окончательный выбор режимов производится
технологом, исходя из конструкции печатной платы, типоразмеров компонентов, плотности
монтажа, особенностей используемого оборудования, результатов экспериментальных
паек, типа паяльной пасты. Следует также учитывать, что реальная температура на
плате в процессе пайки будет на (20÷30)ºС ниже установленной в печи.
На рис. 3 приведен типовой пример
«традиционного температурного профиля пайки для паяльных паст со сплавом Sn62/Pb36/Ag2.
Такой профиль более оптимизирован для печей с инфракрасным методом нагрева. В
современных конвекционных печах при использовании паяльных паст с флюсами, не
требующими отмывки, часто применяют «новый» тип профиля пайки.
Рис.
3. Типовой термопрофиль пайки с применением паяльной пасты со сплавом Sn62/Pb36/Ag2.
Стадия предварительного нагрева
При достижении температуры
150ºС паяльная паста высушивается, испаряются ее
наиболее летучие компоненты (органические наполнители), удаляется влага из
компонентов и печатной платы, флюс активируется, равномерно распределяется
тепло на плате. Постепенно флюс становится очень мягким, переходит в
жидкое состояние, равномерно обволакивает частицы припоя, защищая их от повторного
окисления, и растекается по площадкам платы.
Одновременно с повышением температуры и плавлением компонентов флюса начинают
работать канифоли и активаторы, которые удаляют пленку окиси с частиц припоя и
с паяемых поверхностей. Скорость подъема
температуры обычно составляет (1÷3)°С/сек., максимальная температура на стадии
предварительного нагрева составляет от 100 до 150°С.
(появление трещин в керамических чип- резисторах,
конденсаторах, резонаторах и т.п.).
Бессвинцовые сплавы требуют более высоких температур
предварительного нагрева – до (150÷200)°С.
Реальный термопрофиль оказывается сглаженным за счет теплоемкости платы и компонентов (рис. 2). Профиль также зависит от точки на плате, поскольку разные области печатного узла обладают различной теплоемкостью.
Рис. 2. Деление термопрофиля на этапы
Стадия стабилизации (выдержка)
Стадию стабилизации также называют стадией температурного выравнивания, так как эта стадия должна обеспечивать нагрев всех компонентов на плате до одинаковой температуры. На стадии стабилизации (выдержки) происходит минимизация градиентов температур компонентов и всех областей печатной платы, активация флюса, очистка паяемых поверхностей.
Максимальная активация флюса происходит при температуре около 150ºС. Скорость подъема температуры на стадии выдержки выбирается предельно низкой. Температура в конце этапа приближается к точке плавления (150÷170)°С для эвтектических припоев, (180÷200)
°С для бессвинцовых. Следствием слишком быстрого подъема температуры является недостаточное флюсование и образование шариков припоя; с другой стороны, низкая скорость обуславливает избыточное окисление пасты и, в результате, ее разбрызгивание, а также увеличивает без необходимости время операционного цикла.
Рекомендуемое
время стабилизации составляет 60 – 90 сек.
Если стадия
стабилизации проводится недостаточное время, результатом могут быть дефекты типа «холодная пайка» и
эффект «гробового камня».
В случае
длительного времени и/или высокой температуры стадии стабилизации флюс может
потерять защитные свойства, его активность снижается, что приводит к ухудшению
паяемости и разбрызгиванию шариков припоя на стадии пайки.
Рекомендуется,
чтобы разница температур между фазами предварительного нагрева и оплавления
была меньше 100°С.
Вторая ступень
термопрофиля представляет собой собственно пайку. В этой части профиля
осуществляется испарение большей части органических растворителей, используемых
во флюсе, включая флюс, и оплавление припойных шариков.
Стадия
оплавления
В процессе оплавления температура повышается
на (1÷3)°С/сек. Чтобы избежать перемычек припоя, недостаточной смачиваемости,
эффектов «холодной» пайки и коробления печатной платы, необходимо выдерживать
паяемые электронные компоненты по меньшей мере в течение (30÷90) секунд
(предпочтительно 60 сек.) при температуре выше точки плавления сплава паяльной
пасты:
- 183°C для сплава Sn63 (олово, свинец),
- 179°C для сплава Sn62 (олово,свинец, серебро),
- 217°C для бессвинцовых сплавов.
Меньшие
значения (30÷60 сек) рекомендуются в случае использования в печатных платах
финишного покрытия HASL (горячее
лужение).
Температура
должна быть достаточной для обеспечения хорошего смачивания и флюсования,
обычно (205÷225)°C (на плате), и на (30÷40)°С превышать температуру эвтектики
(температуру плавления паяльной пасты). Низкая температура пайки обеспечивает
слабую смачиваемость,для компонентов с плохой паяемостью, повышенная
температура может активизировать окисление пасты, что ухудшает смачивание.
Скорость повышения температуры в зоне оплавления должна составлять (2÷4)º/сек. Электронный компонент должен находиться при температуре, отличающейся от пиковой не более, чем на 5°С, в течение (10÷30) сек. Более длительная, чем необходимо, выдержка ведет к избыточному росту интерметаллических соединений, что придает паяному соединению хрупкость и уменьшает его усталостную прочность.
Температура корпуса электронного компонента, которая может отличаться от температуры выводов на 15°С, не должна превосходить 220°С. Небольшие электронные компоненты (объем корпуса V< 350 мм3) подвергаются большему нагреву, чем крупные. Максимальное значение температуры корпуса для небольших электронных компонентов составляет 240°С.
В процессе
оплавления не должно происходить изменения цвета или обугливания печатной
платы.
Бессвинцовые
припои отличаются более высокими температурами оплавления: (240÷260)°С.
Пиковая температура в
процессе оплавления имеет нижний и верхний пределы:
Нижний предел – температура, минимально необходимая для получения надежных
паяных соединений (определяется, прежде всего, характеристиками паяльной
пасты). Верхний предел – максимальная температура оплавления, которая должна
быть ниже, чем:
тестовая
температура, используемая для оценки уровня чувствительности корпуса
электронного компонента к влажности (MSL);
температура,
при которой происходит повреждение печатной платы Диапазон между нижним и верхним пределами пиковой температуры
определяет так называемое «окно» процесса. Шириной этого окна для традиционной
технологии составляет около 35°С.
Для
бессвинцовых сплавов окно процесса значительно уже (10÷20°С), и существенно
возрастают требования к контролю параметров процесса.
Время
нахождения платы под воздействием температуры выше температуры стеклования Tg
(125÷175)°C должно быть менее 4 минут. Продолжительность процесса оплавления
при подъеме температуры от 45°C до пиковой (205÷225)°С составляет, как правило,
от 3,5 до 4 минут; общее время пребывания платы в печи – от 4 до 6 минут.
Термины
и определения
- Эвтектический сплав — легкоплавкий металлический сплав, имеющий низкую температуру плавления, не превышающую температуру плавления олова. Для получения легкоплавких сплавов используются свинец (PB), висмут (Vi), олово (Sn), кадмий (Cd), таллий (Tl),индий (In), галлий (Ga), иногда цинк (Zn). За нижний предел температуры плавления всех известных легкоплавких сплавов принимается температура плавления амальгамы таллия (61 °C), за верхний предел взята температура плавления чистого олова (231,9°C).
- Тиксотропность — свойство текучего материала увеличивать текучесть (вязкость) при перемешивании. Тиксотропный материал хорошо расжижается при механическом перемешивании (взбалтывании) и увеличивает вязкость (cгущается) в состоянии покоя.
- Солидус (лат. solidus «твёрдый») — линия на фазовых диаграммах, на которой исчезают последние капли расплава, или температура, при которой плавится самый легкоплавкий компонент.
- ТКР — температурный коэффициент расширения (объемного или линейного).
- Tg — температура стеклования — температура, при которой полимер переходит при охлаждении из высокоэластичного или вязкотекучего в стеклообразное состояние. Полимеры при температурах выше температуры стеклования находится в пластичном состоянии, а при температурах ниже температуры стеклования — в твердом и достаточно хрупком состоянии.
- MSL (Moisture Sensitivity Level) — уровень чувствительности электронного компонента к влажности.
- JEDEC — Joint Electron Devices – международная ассоциация по стандартизации в области электроники.
Термобарьеры, надгробные камни и прочие прелести печатных плат
Пока крутые конструкторы проектируют правильные платы и заказывают производство на суперсовременных американо-европейских заводах, обратимся к опыту разработки печатных плат под возможности срочного производства одного из подмосковных (на самом деле Зеленоград – район Москвы) заводов с ручным подвальным монтажом (на самом деле ручные монтажники у них сидят аж на втором этаже, а в подвале стоит линия на 60,000 компонентов в час).
Дальнейший текст – личное мнение автора. Это не истина в последней инстанции, а лишь один из возможных срезов того огромного пласта информации, который доступен в настоящее время обычному конструктору.
Поговорим немного о САПР. Несмотря на то, что их достаточно много, почти все они предоставляют в распоряжение конструктора примерно одинаковый базовый функционал. Обладая необходимыми знаниями, можно и в Sprint-Layout (без обид!) сделать высокоскоростную диф.пару, которая будет нормально работать. Вопрос лишь в том, сколько времени займет трассировка этой пары.
При этом можно накосячить в том же PADS так («работаем с трассировкой» с электроникса пестрит примерами интересных дизайнов), что расхлебывать придется долго и нудно:

К чему это? А к тому, что если конструктор — идиот, то никакой суперсовременный САПР не решит за него конструкторские задачи. Да, будет проверка всевозможных правил и много чего еще. Но учесть абсолютно всё невозможно. Особенно это касается вопросов пайки и монтажа (хотя с проверкой размещения в последнее время всё лучше и лучше).
К сожалению, при проектировании ПП зачастую встречаются абсолютно взаимоисключающие параграфы. Типичный пример – блокировочные конденсаторы по питанию. С одной стороны, необходимо разместить их как можно ближе к выводу питания микросхемы.

С другой стороны, нельзя ставить компоненты впритык друг к другу, если планируется автоматический монтаж (мало ли, какие ограничения у конкретного автомата, который будет расставлять комплектующие) и пайка оплавлением (конденсатор может оказаться в так называемой «тени» от высокого компонента, и при нагреве паста на его контактных площадках не расплавится, как надо).
А еще надо не забыть о частотах, на которых у нас всё работает, и как индуктивность трасс отк конденсатору повлияет на его свойства в конкретной схеме (сильно рекомендую почитать это и вот это для лучшего понимания вопроса).
Но вернемся к нашим камням и барьерам. Если не знаешь, что делать, то что нужно делать? Читать документацию, разумеется! И она есть, причем много!
Не будем трогать наши ГОСТы, некоторые из которых не обновлялись уже более сорока лет. Обратим свой взор на стандарты IPC, которыми пользуется большая (ни чем не обоснованное личное мнение автора, поскольку не знаю точных цифр) часть конструкторов ПП во всем мире.

В дереве стандартов видно, что прежде всего можно почитать что-то из 2220 и 7351.
Из 2220 нас прежде всего интересует 2221 — Generic Standard on Printed Board Design. По ссылке прошлая версия стандарта, поскольку текущая только за деньги (ну мы то знаем, что всё при желании можно найти).
В частности про термобарьеры написано в разделе 9.1.3. Если вкратце переводить то, что там написано, то всё сводится к тому, что если компонент выводной (а 2221 посвещен исключительно выводным компонентам), то желательно делать термобарьеры, поскольку их наличие облегчает пайку.
Давайте теперь посмотрим, что такое термобарьер:

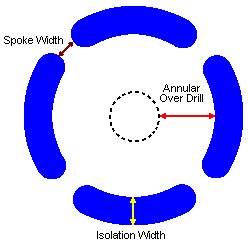
И в чем же он помогает?
Ну, во-первых, при пайке волной.

Такой вид пайки в основном используется в очень крупносерийном производстве. При этом для волны припоя есть ряд ограничений по размещению компонентов и куча рекомендаций по посадочным площадкам для компонентов.
Дэйв, как всегда, просто и понятно объясняет, что к чему:
Оптимизация, одним словом, с целью уменьшения количества брака.
Занятный процесс:
Проблема тут в том, что не во всех машинах есть зона преднагрева, да и она не всегда помогает, если полигоны большие. Получается, что если вести плату медленнее, чтобы большие полигоны прогревались, то велик шанс перегреть мелкие компоненты. Термобарьеры помогают решить эту проблему. Но дьявол в деталях, как всегда.
Прежде, чем двинуться дальше, поговорим еще немного о ручной, а не машинной пайке.
Представьте, что у вас многослойная плата, как на кдпв в начале статьи, и надо в неё запаять разъемы. Но некоторая проблема в том, что плата шестислойная, причем четыре слоя тупо земля на всю плату. А половина контактов в разъемах — именно земля. Можно, разумеется, воспользоваться преднагревом до 100-110 градусов и потом уже паять. Но это не всегда возможно. Да и танталы лишний раз греть не хочется (ведь сначала была напаяна вся мелочевка, а разъемы в последнюю очередь). Вот тут и помогают термобарьеры. Паяльник греет только вывод разъема, стакан металлизации и контактные пятачки, а не все полигоны во всех слоях.
И вот тут начинаются проблемы.
Вполне очевидно, что термобарьер уменьшает общую площадь меди, через которую происходит контакт компонента и полигона. То есть, увеличивается физическое сопротивление контакта. Также возрастает паразитная индуктивность соединения.
Довольно беглый поиск показал, что есть как минимум три статьи, в которых изучается вопрос сопротивления, индуктивности и взаимосвязи всего этого.
Вот они:
Все статьи опубликованы
IEEE
, что позволяет полагать, что там не откровенный бред.
Опять же, очень рекомендую ознакомиться.
Выводы всех статей, если вкратце: да, термобарьеры — это круто и полезно, но использовать нужно с умом (кто бы сомневался, да?). Если есть сомнения, то надо как минимум просимулировать. В основном, это всё касается компонентов для поверхностного монтажа, поскольку выводные компоненты и так обладают достаточной паразитной индуктивностью выводов.
Что же касается сопротивления, то да, оно немного возрастает в месте контакта. Примерно на единицы миллиом. Если это не критично, то можно использовать. И, разумеется, необходимо принимать во внимание ток, который будет протекать через это соединение. Если он такой, что будет нагрев, то следует смотреть, что важнее: некоторый локальный перегрев или удобство монтажа.
Для себя я вывел такое правило. На макетах можно смело использовать термобарьеры, поскольку всё равно макеты в основном паяются вручную. На серийных изделиях следует посоветоваться с конкретным производством, где будут монтироваться платы (это вообще полезно делать, в смысле советоваться с производством), поскольку технолог лучше вас знает свою линию сборки и её возможности.
Но это всё касалось выводных компонентов. А как же быть с поверхностным монтажом? А вот тут всё еще несколько сложнее. В стандарте 7351 — Generic Requirements for Surface Mount Design and Land Pattern Standard вообще не упоминаются термобарьеры.
Есть интересный документ, в котором автор советует не использовать термобарьеры из-за увеличения импеданса соединения. Действительно, в этом есть смысл: при проектировании источников питания и других силовых схем.
Немного отвлечемся.
Надеюсь, как выглядит плэйсер компонентов, многие представляют.
Если же нет, то вот неплохая иллюстрация процесса:
После набивки платы она по конвейеру уходит в печку для пайки оплавлением.
Выглядит это примерно вот так:
К сожалению, иногда возможен вот такой эффект:
Причин его возникновения может быть несколько (можно ознакомиться с основными, например, тут).
Одна из них — кривой термопрофиль пайки. Далее идут (не в порядке важности): просроченная (или неправильно хранившаяся) паста, неправильный трафарет для переноса пасты, криво запроектированные посадочные площадки компонентов, ошибки плэйсера.
Если термопрофиль, паста, плэйсер и иногда трафарет — это головная боль производства, то кривые площадки — это непосредственный косяк конструктора.
Главная идея в том, что площадки должны быть одинаковой геометрии, чтобы при растекании пасты возникали одинаковые силы поверхностного натяжения. Ведь подъем компонента возникает именно из-за различных сил поверхностного натяжения, которые действуют на планарный компонент. Также бывает, что площадка очень большого размера сама по себе (подключение к земляному полигону, например), термобарьера нет, и при кривом термопрофиле площадка прогреется медленнее, чем другой вывод. В итоге, паста быстрее расплавится на не полигональной площадке, и компонент может встать.
Неплохая иллюстрация и сопутствующая статья: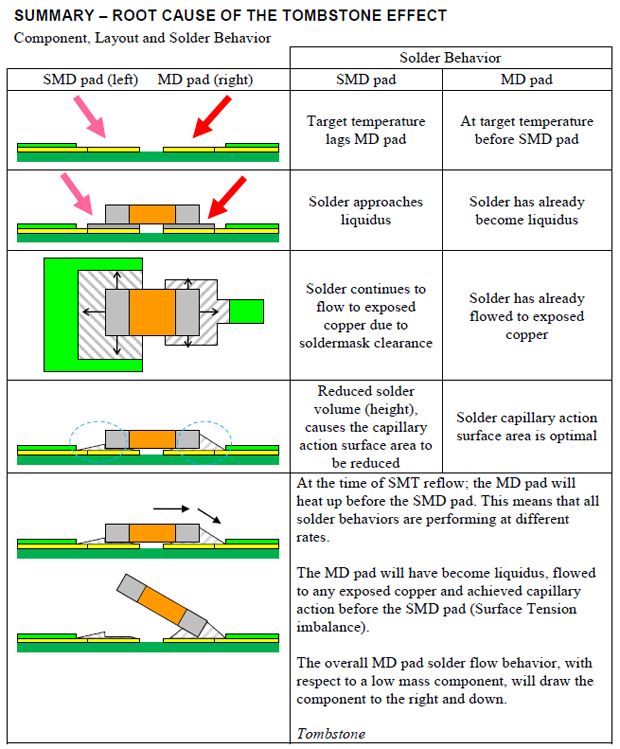
Почему компонент встал? Потому что даже если вырез в трафарете под пасту был одинаковый на обеих площадках, то в процессе плавления пасты у того вывода, где большая открытая от паяльной маски площадь, не только нагрев идет медленнее, но и паста растекается по большей площади, что в общем случае сильно ухудшает характеристики паяного соединения (недостаточное количество припоя) и может привести к повороту компонента относительно посадочной площадки.
Одна подмосковная, в смысле московская, контора предлагает в таком случае компромиссный вариант: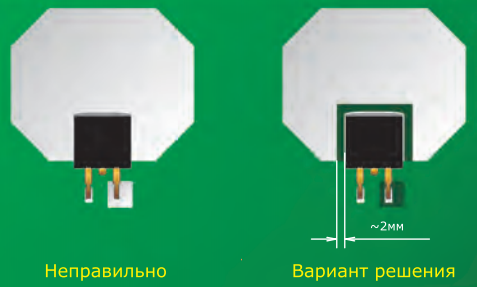
Если есть необходимость в большом открытом от маски полигоне, чтобы не произошло растекания пасты по полигону, можно сделать стопорный мостик из маски небольшой ширины, который предотвратит растекание припоя при оплавлении.
Всё сказанное выше в основном касается легких компонентов с типоразмерами меньше 0603 (в дюймах), хотя бывают и исключения.
Что в сухом остатке?
Термобарьеры, безусловно, нужны. Применять их везде, где нужно и не нужно — не стоит. Особенно это касается СВЧ-техники. В повседневном проектировании несложных микроконтроллерных проектов, на мой взгляд, они приносят больше пользы, чем вреда. Но многое зависит от технологии пайки и последующей необходимости в ремонтопригодности изделия.
При пайке в печи следует помнить о возможности подъема компонентов из-за неправильного проектирования посадочных площадок и косяков технолога, обслуживающего линию.
В любом случае, при трассировке печатной платы, в первую очередь, включайте головной мозг и анализируйте!
Спасибо, что дочитали!
Обо всех замеченных ошибках прошу сообщать в личку.
Технические
данные
Процесс
оплавления припоя, содержащегося в паяльной пасте, выполняется в конвекционной
печи путем нагрева печатной платы с компонентами. Конвекционная пайка
осуществляется с помощью потоков горячего воздуха. Многозонные печи,
предназначенные для серийного производства, позволяют получить достаточно
равномерный нагрев.
Создание оптимального температурного профиля оплавления
является одним из важнейших факторов в обеспечении качества паяных соединений,
получаемых на печатной плате методом поверхностного монтажа. Температурный
профиль непосредственно влияет на ряд характеристик печатного узла электронного
модуля:
- распределение температур по площади печатной платы (ПП);
- способность паяльной пасты к смачиванию соединяемых поверхностей;
- очищающую от окислов способность флюса;
- микроструктуру паяных соединений;
- плоскостность печатной платы;
- уровень остаточных напряжений в печатном узле и т.д.
Термопрофиль представляет собой зависимость температуры, воздействию
которой подвергается сборка в печи, от времени прохождения через печь. В
процессе оплавления паяльная паста подвергается нагреву. В типичном профиле
оплавления выделяют четыре этапа (рис. 1):
- постепенного нагрева с заданной скоростью до температуры предварительного нагрева (первый фронт);
- выдержки/активации флюса (первая ступень);
- нагрева до так называемой пиковой температуры (второй фронт), превышающей температуру плавления припоя;
- небольшой выдержки (вторая ступень);
- охлаждения с заданной скоростью.
Рис. 1. Типичный температурный профиль пайки
Основными
параметрами профиля оплавления на каждом этапе являются: максимальная и
минимальная температура, скорость нагрева/охлаждения (наклон соответстующего
участка профиля), время выдержки.
Неправильное
построение термопрофиля может приводить к образованию различных дефектов, в
частности, растрескиванию керамических и пластиковых корпусов компонентов и
короблению печатной платы, образованию шариков припоя, пустот в паяных
соединениях и пр.
Фронты
температурного профиля должны иметь определенный наклон, что необходимо для
снижения теплового удара. Наклон фронта определяется свойствами паяльной пасты,
требованиями, предъявляемыми изготовителями компонентов, и конструкцией платы.
Если нагрев оказывается слишком быстрым, это может привести к повреждению платы
или компонентов, а также неоптимальной работе паяльной пасты.
Первая ступень
термопрофиля необходима для прогрева платы и компонентов, удаления из них
влаги, активации флюса и частичного удаления органических наполнителей,
содержащихся в паяльной пасте (высушивание пасты). Температура ступени зависит,
в основном, от типа пасты и, как правило, лежит в пределах (100-150)ºС для паст
на основе эвтектического оловянно-свинцового припоя и (150-175)ºС для
бессвинцовых паст.
При повышении
температуры от температуры окружающей среды до 150 ºС начинают испаряться растворители,
содержащиеся во флюсе, смолы и тиксотропные материалы пасты начинают
размягчаться. Температура размягчения паяльной пасты находится в диапазоне
(100-140)ºС.
Если повышение температуры
происходит очень резко, то твердые компоненты флюса размягчаются, когда большая
часть растворителей еще находится в пасте, вязкость пасты резко уменьшается,
что может привести к осадке (растеканию) пасты, а затем, к образованию
перемычек и бусинок припоя.
Финишное покрытие
В зонах обрезки выводов, а также на некоторых других участках внутренние медные слои могут быть открыты. Эти участки находятся вдали от критических областей пайки и не влияют на надежность паяного соединения. Однако на открытых медных областях постепенно формируется тонкая пленка окиси, которая может препятствовать нормальному смачиванию их припоем.
Заключение
Выполнение приведенных рекомендаций обеспечивает формиро- вание надежных паяных соединений и снижает риск повреждения компонентов. Указания по режимам оплавления относятся ко всем силовым приборам Cree Inc. в SMT-корпусах. Компания Cree не рекомендует использовать инфракрасную технологию (IR) для пайки элементов большего размера из-за возможности перегрева вследствие поглощения IR черными корпусами.
Следует помнить, что технология пайки не является точной наукой. Представленные здесь рекомендации должны рассматриваться как руководство, а не абсолютная истина. В зависимости от сложности конструкции и размера компонентов, длительность и температура профиля пайки могут быть изменены для улучшения результата.
Статья была напечатана в журнале «Силовая электроника №4 2022»




")

