
- Как проводится сварка полиэтиленовых труб в соответствии с ГОСТ
- Основные методы сварки
- Стыковой способ
- Электромуфтовый метод
- Особенности монтажа
- Порядок сварки стыковым способом
- Процедуры сварки по стыковой технологии согласно ГОСТ
- Требования к сварному соединению
- Контроль качества
- Назначение аппарата
- Диаметры сварки
- С низким сварочным давлением
- Степень автоматизации
- Центратор аппарата
- Торцеватель и нагреватель
- Комплектация
- Как купить
- Электромуфтовая сварка труб ПНД (сварка закладными электронагревателями)
- Преимущества сварки муфтами по сравнению с другими способами сварки ПНД труб
- Видео сварки муфт ПНД
- Документы
- Сварочное оборудование от производителя в России
Как проводится сварка полиэтиленовых труб в соответствии с ГОСТ
Трубы из полиэтилена (ПЭ) рассчитаны на монтаж водопроводных и газопроводных сетей, вентиляционных каналов. Материал не подвержен коррозии, не накапливает отложений, морозостоек (до -70 С), безопасен для экологии. Показатели термостойкости варьируются в интервале +40+50 С, сшитый полиэтилен сохраняет свойства до +95
Сварка полиэтиленовых труб ГОСТ обеспечивает стабильные характеристики на протяжении всего контура, включая стыковые участки.
Основные методы сварки
Полиэтилен относится к материалам с расширенным диапазоном вязкотекучих состояний и характеризуется свариваемостью без ограничений. На практике используют два варианта формирования систем:
- Стыковая сварка ПЭ ГОСТ: технология образования неразъёмных соединений позволяет получить трубопровод с высокой герметичностью зон. Области стыков по прочности не отличаются от гладких участков.
- Электромуфтовый метод: для работы используют специальные сварочные аппараты, благодаря которым можно соединять элементы в стеснённых условиях. Сваривание выполняют с использованием закладных нагревательных спиралей на участках труб от 20 мм.
Для каждого метода разработаны условия формирования прочных и герметичных соединений, рассчитанных на определённую сферу использования.
Стыковой способ
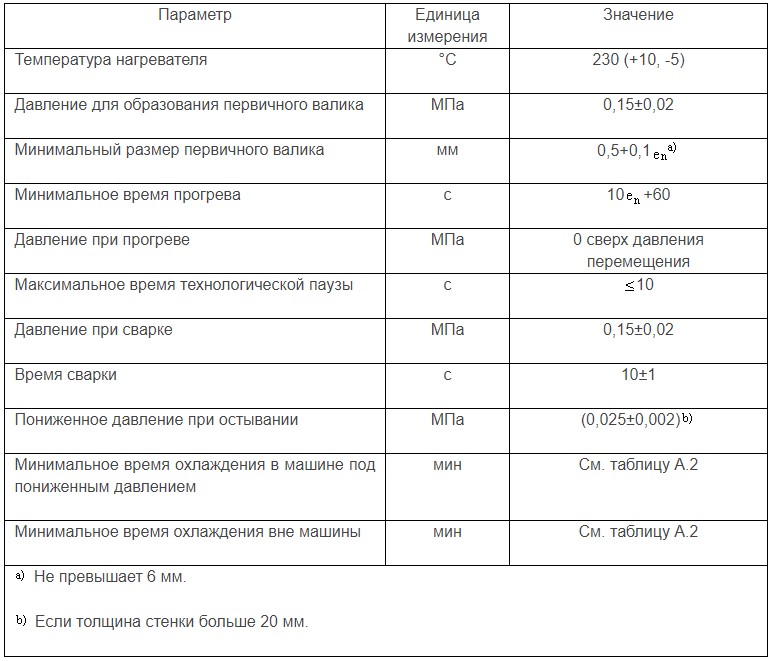
Условия процесса контролируются показателями давления и временными отрезками на нагревание и охлаждение соединяемых частей. Зависимости показаны в таблице.
Сварка полиэтилена ГОСТ стыковым способом применяется для соединения участков труб с диаметрами от 50 мм. Вариант не рекомендуется для изделий с меньшим сечением из–за образования внутреннего грата, уменьшающего проходной канал.
Электромуфтовый метод
Расплавление участков закладными спиралями ведётся в условиях контролируемой герметизации, создаваемой благодаря тепловому расширению материала.
- сварки ПЭ труб ГОСТ на нагревательный элемент подаётся ток, плавящий полимер.
- Нагрев передаётся на торцевые части под муфтой.
- Участок расширяется, при этом возникает необходимое для процесса давление.
После отключения подачи тока материал остывает с образованием равномерно герметичного стыка.
Особенности монтажа
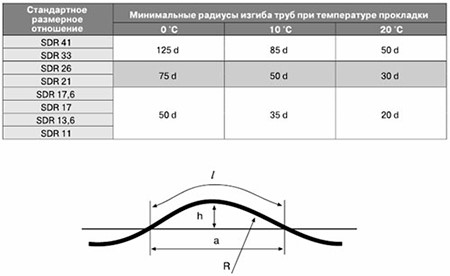
Для полиэтилена характерно изменение линейных параметров в процессе нагрева и охлаждения. У контуров подземной прокладки расширение и сжатие менее выражены. Для того чтобы снизить влияние эффекта используют схему укладки с изменением направления («змейкой»). Также необходимо учитывать снижение гибкости с понижением температуры. В таблице приводится соотношение допустимых радиусов изгиба к температуре среды.
Готовое сварное соединение проверяется по следующим критериям:
- Симметрия шва: зона выглядит одинаковым по обеим сторонам от места стыка. Отсутствие видимой симметрии указывает на отличие в вязкости частей, то есть прочность шва не соответствует ГОСТ.
- Качество грата: в стыке по требованиям оттенок совпадает с цветом трубы, поверхность не содержит трещин, пор и инородных включений.
- Положение: грат охватывает зону равномерно, смещение стенок остаётся в пределах 10% от толщины.
Порядок сварки стыковым способом
Соединение ПЭ–труб проводится в следующим порядке:
- Подготовительный этап: концевые части торцуют, после чего разогревают выровненные участки до плавления. Нагревательным элементом только касаются поверхности, при этом температура расплава снаружи постепенно распространяется к внутренним частям.
- Основной процесс: после прогрева полиэтилена нагревательный элемент аккуратно отводят от поверхности, наблюдая, чтобы размягчённые торцевые части не повредились.
- Соединение встык: сразу после удаления нагревателя торцы соединяют со сдавливанием до образования симметричного валика, контролируя, чтобы части стыковались без смещения. В результате приложения давления в зоне соприкосновения образуются прочные межмолекулярные связи.
- Завершающий этап: в процессе охлаждения полиэтилен структурируется, образуя прочный шов.
Расплавленные концы труб остаются зафиксированными в сварочном аппарате, соединяясь под давлением в течение заданного периода до полного охлаждения участка.
Процедуры сварки по стыковой технологии согласно ГОСТ
Требования к качеству соединения предусматривают три метода:
- При низком давлении (таблица 1).
- С применением двойного пониженного давления (таблица 2).
- В условиях высокого давления (таблица 3).



Требования к сварному соединению
Процесс соединения расплавленных торцов с последующим охлаждением даёт прочный стык, при этом обе части трубы должны сохранять гибкость. Для того чтобы получить преимущества стыкового метода, важно соблюдать рекомендации к каждому этапу:
- В процессе торцевания необходимо добиваться максимально ровных стыков.
- После застывания шов должен быть визуально однородным и симметричным. Если заметны дефекты и перекосы, прочность соединения окажется ниже.
- Сварочное оборудование должно выдавать необходимую температуру.
Удаление нагревателя и последующий прижим торцов выполняют быстро и аккуратно, чтобы расплавленный полимер не деформировался. Необходимо следить, чтобы на поверхность не попадала влага, пыль и другие загрязнители — всё перечисленное ослабляет шов, снижая долговечность стыка.
Контроль качества
Характеристики соединения проверяют следующими методами:
- Тест на растяжение (согласно требованиям ИСО 13953).
- Проверка на сопротивление гидростатическому давлению (ISO 1167–1,3,4 при +80 С на протяжении 1000 ч).
- Исследование показателей при высокоскоростном растяжении (регламент АСТМ Ф2634).
Неразрушаемый контроль по месту работ проводится путём визуальной оценки качества шва.
Характеристики образовавшегося соединения должны соответствовать параметрам полиэтилена, а также условиям проведения сварочных работ. Дополнительно могут использоваться методы ультразвуковой диагностики и рентгенографии для обнаружения внутренних пустот и инородных включений.
Сварка ПЭ труб с соблюдением нормативов ГОСТ гарантирует образование герметичных соединений, не уступающих по техническим характеристикам бесстыковым участкам. Аппараты для стыковой и электромуфтовой технологии представлены в каталоге ПРОСВАР. По вопросам, связанным с техническими возможностями, консультируем бесплатно, помогаем с выбором.
Назначение аппарата
PT-355-LDU от фирмы Tecnodue (Италия) – полуавтоматический гидравлический сварочный аппарат для полиэтиленовых труб, применяется при строительстве трубопроводов в полевых условиях.
Диаметры сварки
Варианты рабочего диапазона диаметров:
40-125 40-160 63-200 63-250 90-315 90-355 200-500 315-630 450-800 630-1000 630-1200 1000-1600 1600-2000
Данный аппарат для полиэтиленовых труб рассчитан на номинальные диаметры DN 90, 110, 125, 140, 160, 180, 200, 225, 250, 280, 315, 355 с любой нормативной толщиной стенки, без ограничений.
Зажимы центратора имеют внутренний рабочий диаметр Ø355 мм. Для меньших диаметров следует использовать редукционные вкладыши (см. «Сопутствующие товары» ниже).
С низким сварочным давлением
Варианты сварочной процедуры:
С низким давлением С высоким давлением
Процедура «с низким сварочным давлением» для стыковой сварки полиэтиленовых труб – наиболее популярная и традиционная. Аппарат рассчитан на создание сварочного давления 1,7 кг на каждый квадратный сантиметр торца трубы, согласно Процедуре No1 по ISO 21307 и ГОСТ Р 55276.
Такое оборудование применимо не только к полиэтилену, но и к ПП и другим трубным пластикам.
Прилагаемые сварочные таблицы составлены на основе норм DVS (Германия). Для удобства сварки труб малых диаметров с малой толщиной стенки из ПЭ-80 и ПЭ-100 в сварочную таблицу выборочно добавлена «Процедура сварки при единственном высоком давлении» согласно ГОСТ Р 55276.
Программа модуля автоматизации LDU включает сварочные стандарты DVS, ISO и др.
Степень автоматизации
Варианты степени автоматизации:
С ручным управлением Средняя Высокая

Степень автоматизации формально определяется сводом правил СП 62.13330 (п.10.4.5).
Аттестация НАКС по запросу.
Гидроагрегат всех аппаратов для полиэтиленовых труб от производителя Tecnodue оборудован гидроаккумулятором. Когда насос выключен, давление в системе остается стабильным, даже при значительных подвижках каретки центратора.
На панели управления размещены:
• Регулирующий клапан – для ограничения давления;
• Рычаг управления перемещением – переключает направление, включает-выключает насос;
• Клапан байпаса – для быстрого сброса и плавного подъема давления;
• Манометр с заполняющей жидкостью.
Центратор аппарата

Для перемещения подвижных хомутов служат два гидроцилиндра, расположенные в одной плоскости с осью трубы. Это исключает перекосы при сжатии торцов. Для подключения шлангов гидроагрегата в задней части центратора расположены муфта и ниппель БРС.
Торцеватель и нагреватель
Аппарат для полиэтиленовых труб укомплектован подставкой для парковочного положения торцевателя и нагревателя (т.н. сварочного зеркала).
Комплектация
В базовый комплект аппарата для полиэтиленовых труб PT-355-LDU включены:
• центратор,
• электрогидравлический агрегат,
• модуль автоматизации LDU с креплением на гидроагрегат,
• электроторцеватель,
• сварочное зеркало,
• подставка для торцевателя и зеркала,
• ЗИП, инструкция,
• деревянный ящик.
Как купить
Наша компания АДР-Технология является официальным и эксклюзивным дистрибьютором фирмы Tecnodue (Италия) в России.
Все аппараты для полиэтиленовых труб импортируются по прямым импортно-экспортным контрактам с производителем.
Всё оборудование сертифицировано.
Гарантия и техническая поддержка осуществляется авторизованным сервис-центром.
Для приобретения аппарата для сварки ПНД труб оформите заказ в нашем интернет-магазине или отправьте заявку в отдел продаж.
Аппараты для полиэтиленовых труб моделей PT фирмы / Текнодуэ (Италия) ранее были известны в России под брэндом KWH-Tech (КВХ-Тех), затем (Упонор). С 2016г. поставляются напрямую от производителя.
У нас гибкая ценовая политика. Запрашивайте спец. предложение у наших менеджеров.
Для соединения ПНД труб используйте сварочные аппараты серии КС. Диаметральный ряд свариваемых труб от 63 до 200 мм. Аппараты серии КС являются уникальными: позволяют сваривать трубы из различных материалов: полипропилен (ПП), ПНД, полиэтилен (ПЭ).
Сварочные аппараты для сварки труб ПНД, ПП, ПЭ серии КС позволяют создать неразъемные соединения, что является единственно возможным способом для монтажа трубопроводов с большим диаметром.
Стыковая сварка труб на аппарате КС обеспечивает высокий уровень герметичности, так как под воздействием высоких температур создается высокомолекулярное соединение, которое можно сравнить с целостной поверхностью. Полиэтилен относится к материалам с хорошей свариваемостью, так как поддерживает вязкотекучее состояние в широком температурном диапазоне и имеет небольшую вязкость расплава.
Стыковая сварка пнд труб является наиболее часто используемым способом сварки. Соединяются торцы двух деталей с одинаковым диаметром и одинаковой толщиной стенок с помощью сварочного аппарата. Соединение труб встык требует высокой точности и аккуратности исполнения особенно для напорных систем. Работы производятся в промышленных условиях специальными машинами (механическими и электрогидравлическими). Сварку вручную можно делать только для безнапорных трубопроводов.
- Подготавливается идеально ровная рабочая поверхность.
- Детали очищаются, обезжириваются, торцуются.
- Трубы проверяются на отсутствие деформаций, повреждений, эллипсности.
- Торцы труб нагреваются аппаратом до температуры размягчения материала равномерно по всему диаметру.
- Размягченные концы совмещаются и прижимаются под давлением на протяжении времени, необходимого для остывания полиэтилена.
В результате получается идеально ровный симметричный шов, обеспечивающий равнопрочный участок трубопровода по отношению к цельному материалу.
Электромуфтовая сварка труб ПНД (сварка закладными электронагревателями)
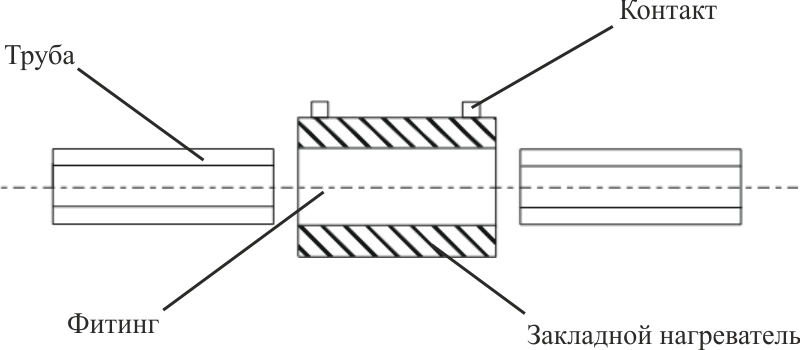
Процесс сварки пластиковых труб с помощью электросварных фитингов (чаще всего – полиэтиленовых, реже технология используется для полипропилена и других материалов) состоит в соединении труб с помощью закладных нагревателей (металлическая спираль, установленная внутри пластиковой соединительной детали – фитинга). Сварочный аппарат подключается к контактам фитинга и подает на спираль ток строго определенных параметров. Выделяемое при этом тепло расплавляет полиэтилен, материал пластифицируется и соединяет свариваемые элементы, заполняет пространство между ними. После остывания и кристаллизации полиэтилена трубы и соединительная деталь образуют единую конструкцию. Получающееся с помощью данной технологии сварное соединение считается наиболее надежным вариантом сварки ПЭ труб.
Преимущества сварки муфтами по сравнению с другими способами сварки ПНД труб
- Низкая стоимость электромуфтовых сварочных аппаратов: по сравнению с аппаратами для сварки встык цена оборудования может быть ниже на порядок, особенно это актуально для труб больших диаметров;
- Оборудование для электромуфтовой сварки легче, компактнее и универсальное. Работы по сварке могут вестись в стесненных условиях, где нет возможности выполнить сварку встык, в том числе при ремонте существующих сетей. Кроме того, при использовании электросварных фитингов становится возможной сварка трубопроводов не только в горизонтальной плоскости, но и под различными углами, в том числе наклонных и вертикальных участков.
- Немаловажный момент: технологический процесс электромуфтовой сварки выполнить значительно проще, чем сварку встык. Это сводит к минимуму вероятность человеческой ошибки. Собственно, сам процесс сварки выполняется сварочным аппаратом автоматически. Большее значение здесь приобретает правильное выполнение подготовительных операций: фиксация свариваемых элементов, зачистка и обезжиривание рабочих поверхностей и т.п.
- Сварка закладными нагревателями позволяет соединять между собой элементы с разными SDR и изготовленные из разных композиций полиэтилена (PE80, PE100 и т.д.).
- При электромуфтовой сварке, в отличие от сварки встык, не образуется внутренний грат (выдавленные внутрь валики расплавленного материала) – пропускная способность трубопровода не снижается.
Видео сварки муфт ПНД
Электромуфтовую сварку необходимо выполнять в соответствии с инструкциями производителя используемого фитинга, действующими национальными правилами и нормативными документами, а также с учетом следующих общих рекомендаций:
Диаметр свариваемых труб: 1200 — 1600 мм.
Самовывоз — Бесплатно
Доставка по России — Транспортными компаниями
Технические характеристики
Габаритные размеры и характеристики не являются определяющими проектируемой конструкции
Документы
ООО «Волжанин» осуществляет сервисное обслуживание, гарантийный и послегарантийный ремонт сварочного оборудования для полиэтиленовых труб. Кроме того, у нас всегда в наличии широкий ассортимент запчастей на самые современные аппараты для сварки труб.
Наши заказчики могут воспользоваться несколькими удобными предложениями на обслуживание и ремонт оборудования:
- на то время, что аппарат для сварки полиэтиленовых труб находился в ремонте, осуществляется продление гарантии;
- консультации по причинам возникновения неисправностей помогут вам оперативно определить, по какой именно причине стала невозможна сварка полиэтиленовых труб на вашем оборудовании и в какие сроки неисправность может быть устранена;
- наконец, в случае необходимости наши специалисты готовы отремонтировать машины стыковой сварки в любом регионе России и Ближнего зарубежья – соответственно, вам не придется транспортировать оборудование сварки полиэтиленовых труб к месту его ремонта
Всеми ремонтными работами занимаются исключительно высококвалифицированные и опытные специалисты.
Сварочное оборудование от производителя в России
Завод «Волжанин» — крупный российский производитель современного оборудования для сварки полиэтиленовых труб.
С момента основания в 2007 году, образовалось не мало ярких традиций, направленных на открытое и честное отношение к
потребителю. На плечи завода возложена задача — изменить мышление соотечественников яркими идеями российских умов,
воплощенных в серийной продукции.
Открытое отношение к потребителю позволило заводу в короткий срок занять лидирующие позиции на рынке России и стран СНГ,
расширить сферу влияния и получить признание именитых специалистов в области сварки полиэтиленовых труб. Современное
оснащение, развитые технологии и высокая культура производства, собственные запатентованные разработки и слаженная
работа команды дает энергию для новых достижений.
2022-12-30 06:18:15
:
2022-09-14 17:00:00
:
Тендер на поставку DIN-рейки, болтов, валиков малярных, ванночек малярных, ведер, водонагревателя, воздухотводчиков, выключателей, гипсокартона, гофры для унитаза, грунта, дюбелей, желоба водосточного, изоленты, кабель-канала ,кистей, клапанов писуарных, клея, колеров, коробок установочных, краски, краскораспылителей, кронштейнов для умывальника, кругов отрезных, ламп, ленты малярной, молотка, муфт, отводов, пасты пигментной, пены монтажной, перчаток, пистолетов для герметика, пленки п/э, пленки самоклеющейся, пленки стрейч, плитки-керамической, подводки гибкой, прокладок паронитовых, профиля, пьедесталов для умывальника, резьб, решеток вентиляционных, розеток, саморезов, сеток сварных, сифонов, смесителей, смеси сухой наливной пол, смеси сухой пескобетон, ступеней, трубы гофрированной ПВХ, уайт-спирита, уголка, умывальников, уровня строительного, фланцев, цемента, шнура для сварки линолеума, электродов, фонтанов питьевых, плит потолочных, переходов стальных, мешков для пылесоса, машин углошлифовальных
Тендер на поставку DIN-рейки, болтов, валиков малярных, ванночек малярных, ведер, водонагревателя, воздухотводчиков, выключателей, гипсокартона, гофры для унитаза, грунта, дюбелей, желоба водосточного, изоленты, кабель-канала ,кистей, клапанов писуарных, клея, колеров, коробок установочных, краски, краскораспылителей, кронштейнов для умывальника, кругов отрезных, ламп, ленты малярной, молотка, муфт, отводов, пасты пигментной, пены монтажной, перчаток, пистолетов для герметика, пленки п/э, пленки самоклеющейся, пленки стрейч, плитки-керамической, подводки гибкой, прокладок паронитовых, профиля, пьедесталов для умывальника, резьб, решеток вентиляционных, розеток, саморезов, сеток сварных, сифонов, смесителей, смеси сухой наливной пол, смеси сухой пескобетон, ступеней, трубы гофрированной ПВХ, уайт-спирита, уголка, умывальников, уровня строительного, фланцев, цемента, шнура для сварки линолеума, электродов, фонтанов питьевых, плит потолочных, переходов стальных, мешков для пылесоса, машин углошлифовальных
at
Город Москва;Курская обл;Брянская обл;Белгородская обл;Ярославская обл;Тверская обл;Орловская обл;Воронежская обл;Калужская обл;Владимирская обл;Тамбовская обл;Костромская обл;Ивановская обл;Рязанская обл;Липецкая обл;Тульская обл;Смоленская обл;Московская обл,
Белгородская область Брянская область Владимирская область Воронежская область Ивановская область Калужская область Костромская область Курская область Липецкая область Московская область Орловская область Рязанская область Смоленская область Тамбовская область Тверская область Тульская область Ярославская область Москва город
, Russia, RU
Белгородская область
Метизы, Крепежные изделия
Предмет тендера: Поставка DIN-рейки, болтов, валиков малярных, ванночек малярных, ведер, водонагревателя, воздухотводчиков, выключателей, гипсокартона, гофры для унитаза, грунта, дюбелей, желоба водосточного, изоленты, кабель-канала ,кистей, клапанов писуарных, клея, колеров, коробок установочных, краски, краскораспылителей, кронштейнов для умывальника, кругов отрезных, ламп, ленты малярной, молотка, муфт, отводов, пасты пигментной, пены монтажной, перчаток, пистолетов для герметика, пленки п/э, пленки самоклеющейся, пленки стрейч, плитки-керамической, подводки гибкой, прокладок паронитовых, профиля, пьедесталов для умывальника, резьб, решеток вентиляционных, розеток, саморезов, сеток сварных, сифонов, смесителей, смеси сухой наливной пол, смеси сухой пескобетон, ступеней, трубы гофрированной ПВХ, уайт-спирита, уголка, умывальников, уровня строительного, фланцев, цемента, шнура для сварки линолеума, электродов, фонтанов питьевых, плит потолочных, переходов стальных, мешков для пылесоса, машин углошлифовальных. Цена: 1034936 руб.




