

Обзор основных ошибок начинающих
Для того чтобы начать проводить сварочные работы, сначала необходимо придать соответствующее положение электрода, зажечь его и удерживать дугу электрода при сварке. Для молодого сварщика зажигание дуги может вызвать определенные проблемы, но со временем они исчезают.
Второе немаловажное значение при проведении учения — это положение электрода во время сварки. Этому моменту придается особое значение во время учебы и в начале выполнения сварочных работ. Получив необходимый опыт, сварщик уже не обращает внимания на положение электрода во время сварки, его основное внимание сосредотачивается на том, что происходит при сварке в сварочной ванне. Положение электрода во время сварки для начинающего сварщика является очень важным этапом обучения.
На третьем этапе обучения, после того как человек сможет делать правильное положение электрода, надо научиться проводить разрыв дуги электрода при сварке, то есть выполнять окончание сварочного шва.
Так как работа выполняется с использованием электричества и при высоких температурах, то всегда имеется вероятность получения травмы. Можно травмироваться вследствие ожога, удара током, также можно получить травму сетчатки глаза от яркого света.
Перед началом работы, проверьте качество всех соединений, обязательно занулите корпус источника питания. Элетрододержатель должен быть рабочим и иметь неповрежденную изоляцию.
Работать без защитной маски категорически запрещено, надо правильно подобрать для нее светофильтр. Он считается нормальным, если при свете дуги видно 1-2 см шва. Если видно больше шва, то фильтр слабый, а если меньше, то он очень сильный.
Необходимо надеть специальную одежду и обувь, она делается из брезента. Таким образом, вы оградите себя от получения ожога.
Выполняя указанные рекомендации, даже новичок сможет сделать несложные сварочные работы, а со временем, приобретя опыт работы, вы сможете делать качественно и быстро любые сварочные швы.
К одному из важнейших критериев относится степень требуемых усилий (объём наплавленного металла) для качественного сваривания. Сварочные швы можно условно разделить на:
- нормальные (шов с плоской поверхностью);
- усиленные (выпуклый шов);
- ослабленный (вогнутый шов).
Для выполнения того или иного сварочного шва, кроме получения нужного объёма наплавляемого металла, важным является способ проплавления краёв, которые будут поддаваться свариванию. Этого можно достигнуть, зная как правильно держать электрод при сварке инвертором, а именно: соблюдение постоянной дистанции между электродом и деталью и выбор необходимой техники перемещения торца сварочного проводника электрического тока.
Типы одновременных движений электрода:
- поступательное;
- прямолинейное;
- колебательное.
Перемещение, выполняемое вдоль электродной оси, гарантирующее постоянную величину дуги, быстроту выполнения сварочного процесса, называется поступательным.
Движение электрода при ручной дуговой сварке производимое вдоль оси шва, позволяющее контролировать быстроту процесса плавления и качества образования шва, называется прямолинейным.
Колебательное перемещение, выполняемое поперёк шовной оси с наклоном 45 градусов, применимо для нагрева краёв, контроля ширины шва. Такого плана движения не выдерживают некоторые типы электродов для ручной дуговой сварки тонколистовых прокатов или для выполнения корневого шва.

Как правильно варить сваркой – разобрались. По стандартам, основные ошибки делятся на 6 критериев:
- несоответствие размер и форм;
- наличие пустот и полостей;
- трещины;
- непроваренные участки;
- твердые включения;
- прочие дефекты.
Чтобы все получалось быстро и качественно, предлагаем ознакомиться с самыми распространенными ошибками сварки металла, которые совершают новички:
- Выбор неверной длины дуги – самая частая оплошность, которую допускают новички и не очень опытные мастера. При короткой длине поверхность сплавления получается неравномерной и слишком грубой. При этом шов получается не качественным из-за большого содержания шлаков. Когда дуга наоборот, длинная, сваривание получается неравномерным, с большим количеством разбрызгиваемых капель металла. Кроме этого, большое расстояние электрода и детали способствует нестабильности дуги, что провоцирует «пробелы» в шве.
- Неправильная скорость управления аппаратом. При быстром перемещении проводника получается неравномерный валик, который содержит много шлаков. Такая электросварка долго не продержится, так как считается, что деталь сваренна плохо из-за тонкости шва. При слишком медленном перемещении, валик получается толстым и громоздким.
- Не так установленные настройки на аппарате. Важно установить ампераж, в соответствии с типом рабочего изделия и размером проводника. При низком ампераже дорога будет тонкой и неравномерной, что приводит в неполному сплавлению. Что касается чрезмерно высокого напряжения, то дорожка в итоге выходит плоская и плотная, содержащая большое количество шлака.
- Некачественная подготовка поверхности. Недостаточная очистка от остатков лакокрасочных изделий, масла, жира или пыли приводит к «пробелам» и неровностям дорожки. В результате полоса будет хлипкой, что в будущем приведет к деформации данного изделия.
- Наклон проводника также играет важную роль в создании плотного и надежного соединения. При сильном наклоне по отношению к горизонтали получается неравномерная дорожка с острыми чешуйками. Если же его поставить слишком прямо, то есть перпендикулярно, тогда чешуйки получаются слишком плотные и создают высокий валик с большим количеством шлака.
Кроме описанных технических недочетов, часто результатом неудачного совмещения становится неисправный аппарат, несоответствие тока и материала, неправильно подготовленная рабочая поверхность и другие правила сварки, которые следует учитывать.
В завершении стоит отметить, что при электродуговой сварке электродом надо учитывать ряд критериев, от которых будет зависеть результат. Самое основное – это создание качественного и ровного шва. Для этого требуется знать, как правильно варить металл и гармонично сочетать несколько факторов:
- ампераж;
- тип электрода;
- наклон рабочего изделия;
- высота дуги;
- скорость перемещения аппаратом.
При полном соответствии всех критерий получится качественное неразъемное сплавление, которое прослужит долгие годы без поломок и деформаций.
Технология сварки – это та база, которую необходимо досконально изучить. К практике рекомендуется приступать тогда, когда начинающий мастер полностью ознакомится с теоретическим фундаментом. А зная, как правильно сваривать металл, на практике остается только отточить мастерство.
Устройство и принцип работы изделий
Для тех, кто не имеет большого опыта, лучшим способом освоить соединение металлов является сварка полуавтоматом для начинающих. Видео сварочного процесса с подробными комментариями можно посмотреть в интернете. Полуавтомат относится к типу приборов, эффективность работы которого наполовину зависит от умения оператора. Конструкция сварочного полуавтомата состоит из определенного числа узлов:
- прибор преобразования напряжения в сети до нужных параметров;
- горелка сварочная для среды углекислого газа;
- механизм для постоянного передвижения проволоки;
- автоматическая система поступления газа.
Тем, кто увлечён изготовлением самодельных мобильных электротехнических устройств, порой просто необходимо обзавестись аппаратом контактной сварки. Созданная точечная сварка своими руками для литиевых аккумуляторов практически их не нагревает, что сохраняет чувствительную структуру изделий от разрушения.

Контактная сварка металлических элементов осуществляется на узкой мини площадке диаметром около 2 мм. Мощный электрический импульс электрического тока в рабочей зоне плавит металл и этим скрепляет детали. Нагрев высокого уровня (около 10000С) происходит только в точке контакта и дальше не распространяется.
Время прохождения импульса составляет не более 450-500 мл сек. На самодельной установке временной промежуток устанавливают резистором (переменного сопротивления). Сила сварочного тока может достигать в пределах 450-1300 ампер. Технические параметры сварочного оборудования регулируются конденсатором и трансформатором.
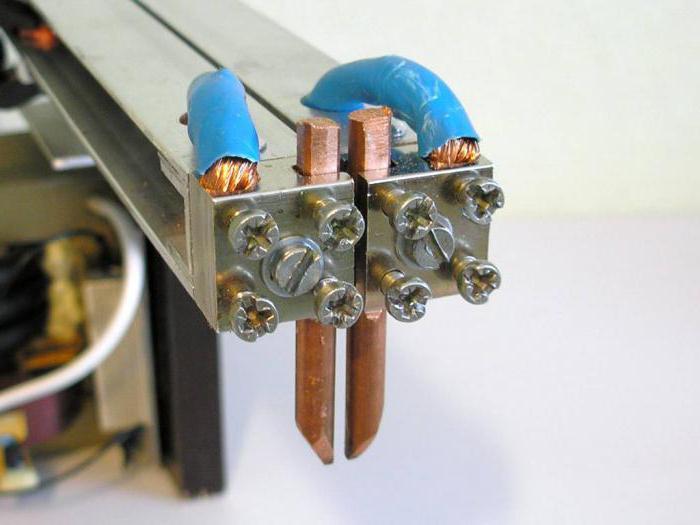
В сварочных устройствах устанавливают контакторы, изготовленные из медных заготовок. В домашней мастерской электроды можно изготовить из обточенных жал ненужных паяльников. Цветной металл является эффективным проводником большой силы тока. Соединительные медные кабели подбирают равными по площади поперечного сечения с диаметром электрода.
Сварочные электроды
Соединение точечной сваркой клемм акб происходит следующим образом:
- Никелевую полоску укладывают на выводы полюсов батарей.
- Пару электродов опускают на полосу в месте положения клеммы.
- Нажимают на пусковую кнопку сварочного аппарата. Происходит подача мощного импульса в рабочую зону.
- В результате происходит сваривание никельной пластины с выводом аккумулятора.
- Передвигая оборудование, продолжают заваривать очередные контакты.
- Сварка аккумуляторов обязательно должна сопровождаться каждый раз сменой полярности полюсов очередной батареи.
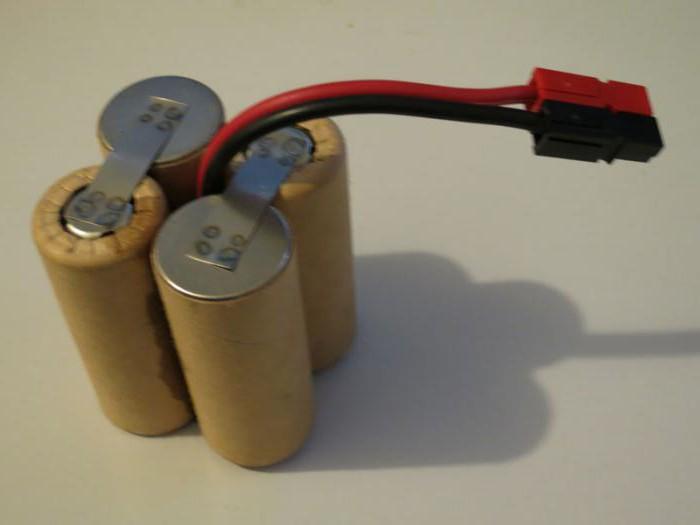
Блок аккумуляторов

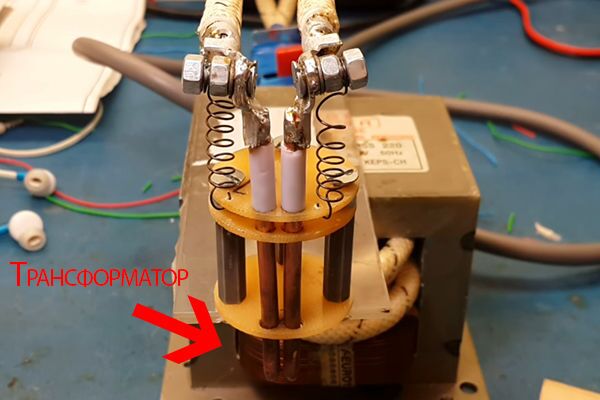
Схема подвесных сварочных клещей.
Ручные изделия включают в себя трансформатор, который обеспечивает работу щипцов, предназначенных для электродов. Лицевая сторона корпуса оснащена рычагом. Он служит для регулировки такого параметра, как ширина, на которую раскрываются держатели. Работа всего агрегата осуществляется без необходимости присоединения электродов к самостоятельным источникам тока с помощью особых проводов. Подобные клещи для контактной точечной сварки являются практичными элементами, ведь их вес составляет 12 кг.
Выработка изделием сварочного тока происходит именно в тот момент, когда оно подключается к электрической сети. Это явление тут же передается на электроды, с помощью которых зажимаются заготовки, сделанные из металла. Плавление исходного вещества осуществляется благодаря воздействию большого количества сварочного тока, а в том месте, где находился зажим, формируется сварочная точка.

Использование подвесных клещей зачастую сопряжено с такими условиями, где обычная продукция может не подойти. Например, промышленность требует наличия серьезных изделий, без которых выполнение процессов невозможно. Отличительной чертой многих продуктов является огромная производительность, благодаря которой они могут применяться в совершенно разных производственных областях.
Для формирования качественной контактной сварки необходимо использовать специфические сварочные атрибуты (электроды), без которых невозможно выполнить процесс. Для этой цели лучше всего применять прямые электроды, которые позволят создать идеальное контактное соединение. Изготавливаются они из тонких прутов, имеющих диаметр 12-40 мм.
Крепление же сварочных электродов, обладающих сменной рабочей частью, осуществляется с использованием накидных гаек.
Подобные изделия выполняются с применением сплавов на основе меди, имеющих в своем распоряжении довольно большой срок службы и отличные эксплуатационные характеристики. Медь легируется при помощи хрома, кадмия, бериллия и других схожих элементов. Небольшое электрическое сопротивление и жароустойчивость делают электроды такого типа незаменимыми помощниками в любой сварке. Они в полной мере справляются с основными задачами, создавая контакт при сварке двух разных поверхностей.

Самодельные клещи для сварки точечным методом.
Сборка клещей для точечной сварки требует от хозяина соблюдения всех пунктов плана, терпения и усидчивости. Необходимо подготовить дротик, выполненный из меди, имеющий длину 2 м, диаметр которого составляет 30 мм. Эти параметры могут быть немного больше, чтобы изделие можно было эффективно согнуть. Требуется осуществить сгибание дротика таким образом, чтобы он стал похож на букву U.

Каждый из концов продукта должен иметь одно отверстие, имеющее диаметр 18 мм, которое можно просверлить. После этого элементы разворачиваются, делается пропил. На выходе получаются два зажима, предназначенные для рабочих электродов. Трансформаторы необходимо соединить параллельно. Для этих целей лучше всего использовать такие элементы, первичная и вторичная обмотка которых соединена напрямую, а сила тока равна 9 А.
Подача тока в любом случае должна регулироваться хозяином самостоятельно, без использования каких-либо сторонних элементов. Иногда есть смысл обзавестись семисторным коммутатором, обладающим обычным ждущим мультивибратором, обрабатывающим выдержки. Именно такой элемент можно создать самостоятельно, даже не прибегая к покупке некоторых функциональных частей.
Такой вариант не всегда подходит. Большинство людей стремится к минимизации всех функций, но зачастую он является оптимальным решением.
Ручные клещи для сварки, созданные самостоятельно или купленные в специализированной торговой точке, включают в себя такие элементы, как трансформатор, рычаг, некоторое количество электродов и рукоятки с толкателем. Специальный рычаг осуществляет удерживание шарниров. Во время работы их оси находятся в противоположных сторонах, что облегчает использование всего агрегата и способствует формированию качественного и быстрого процесса.
Иногда изделие включает в себя специальную пружину, располагающуюся между толкателями для обеспечения лучшего эффекта сварки. Но подобные изделия довольно сложны и непрактичны, потому что сжимание пружины при некотором повороте является затруднительным действием, из-за чего эффективность аппарата заметно снижается.
Все элементы установки чрезвычайно важны. Необходимо помнить, что выход из строя отдельного компонента очень часто заканчивается невозможностью эксплуатировать всю систему в целом. Поэтому необходимо тщательно следить за исправностью всех функциональных частей созданного агрегата и не допускать даже малейших поломок.
Прежде всего нужно подготовить оборудование и спецодежду.
Работа устройства очень проста. При нажатии на кнопку, которая установлена на сварочной вилке, происходит зарядка конденсаторов до 30 В. После этого на сварочной вилке появляется потенциал, так как конденсаторы подключены параллельно вилке. Для того чтобы сварить металлы соединяем их и прижимаем вилкой. При замыкании контактов происходит короткое замыкание, в результате чего проскакивают искры и металлы свариваются между собой.
https://www.youtube.com/watch?v=NnaJTrs2qQA
Контактная точечная сварка для аккумуляторов своими руками сконструирована из источника тока и рабочих элементов управления. Именно с помощью их осуществляется сам процесс сварки.
В состав конструкции входят:
- электроды, именно они отвечают за проведение электричества,
- компоненты, которые сжимают детали непосредственно в процессе сварки,
- сварочный трансформатор.
Принцип схемы функционирования контактной сварки аккумуляторов основан на том, что тепло воздействует на детали, которые соединяются друг с другом. Подобные приборы нашли свое широкое применение в монтажных и ремонтных работах.
Предназначение точечной сварки состоит в следующем: данный метод позволяет соединять аккумуляторные клеммы посредством небольших по размеру пластин из металла.
Процесс соединения деталей при помощи контактной точечной сварки происходит благодаря тепловой энергии, которая выделяется под воздействием электрического тока.
Благодаря применению контактной сварки аккумуляторов 18650, вы сможете осуществлять ремонт бытовых приборов, а также прочно закреплять выводы аккумуляторных батареек. Помимо этого широко она используется и в замене аккумуляторов в ноутбуках и подобных устройствах. Таким образом, целесообразность использования точечной сварки очевидна.

На рынке присутствует большое разнообразие моделей аппаратов для контактной сварки. Однако, такие устройства стоят достаточно дорого и не каждому они по карману. Поэтому, при необходимости можно изготовить аппарат для точечной сварки аккумуляторов своими руками.
Технические характеристики самодельных агрегатов значительно ниже, чем у аппаратов для сварки аккумуляторов, выпускаемых на заводах, но самодельная точечная сварка вполне пригодна для пользования в домашних условиях.
Обзор основных ошибок начинающих
Бывает, что зажечь дугу становится очень сложно. Это зависит не только от того, какое положение инструмента во время работы вы примите, есть и другие причины.
Причины, по которым не получается зажечь дугу:
- Плохой контакт «массы». Надо проверить правильно ли вы ее установили.
- Наличие на металле краски не дает возможности зажечь дугу. Если слой краски небольшой, то его можно пробить путем резкого удара. После образования дуги будет создаваться высокая температура, краска начнет выгорать и уже не будет помехой. Лучше очистить от краски место шва, так вам будет работать намного проще.
Окончание сварки
Немаловажным этапом проведения сварочных работ является окончание сварочного шва. По окончании работы сразу обрывать дугу нельзя. Надо приподнять рабочий инструмент из сварочной ванны, затем возвратиться по шву на несколько миллиметров назад и только потом его быстро отвести в сторону.
Можно закончить сварочный шов и другим способом. В конце сварочного шва обрывают дугу и сразу же ее зажигают в центре кратера, а затем медленно смещают инструмент к его краю. В зависимости от ситуации, смещение выполняется на 10-15 мм. После того как сделана необходимая высота сварочного шва, меняют положение инструмента во время работы и отводят его в сторону.
Изготовление сварочного оборудования своими руками

Прежде, чем приступить к изготовлению аппарата, надо определиться с его конструкцией. В сети интернет публикуют массу вариантов, как изготавливается контактная сварка для пальчиковых аккумуляторов. Один из вариантов устройства изготавливают в таком порядке.
- Аппарат помещают на верстак или на рабочий стол так, чтобы оператор мог комфортно управлять процессом сварки:
- Пальчиковые акб вставляют в проёмы платформы. Гнёзда сделаны так, чтобы, кроме батарей, свободно помещалась контактная лента (см. видео ниже).
- Платформу подводят под электроды.
- Рукой опускают верхнюю планку с медными контакторами, прижимая ленту к очередной клемме.
- Пальцем другой руки нажимают на кнопку микровыключателя. Происходит точечное сваривание никелевой полоски с выводом аккумулятора.
- Планку возвращают в первоначальное положение.
- Платформу передвигают, подставляя очередное соединение.
- Процесс сварки повторяют.
- После того, когда заварены верхние клеммы, блок переворачивают и ленту загибают вверх, заводя её на очередные клеммы.
- Сваривают выводы полюсов с никелевой полосой.
- Остаётся приваривать к конечным сварным узлам блока соединительные клеммы, с помощью которых блок подсоединяют к потребителю.

Процесс сварки
Осуществляя производство точечной сварки своими руками для литьевых аккумуляторов, следует очень внимательно и последовательно подходить к выполнению всех необходимых требований.
Чтобы создать качественный аппарат для контактной сварки, в первую очередь, необходимо обзавестись следующими компонентами, которые являются неотъемлемой частью аппарата для сварки.
Вам потребуются: трансформатор, основа из древесины, бруски для стоек, кнопка включения, широкий кабель для вторичной обмотки, тонкий провод для запитки из электрической сети, медные наконечники, болты, гайки и саморезы, которые будут нужны для крепления.
В начале работы следует определить и подобрать силу тока, зависящую от толщины соединяемого металла. Эту работу делают с помощью таблицы, напечатанной в инструкции к агрегату. Снижение силы тока приводит к уменьшению производительности сварочного полуавтомата.
Настраивают необходимую скорость подачи проволоки к автомату, это делают подбором разного типа шестеренок, продаваемых вместе с агрегатом. Выбирают необходимую величину напряжения тока.

Для определения правильности подбора вышеуказанных параметров делают пробную сварку на участке металла с подобными характеристиками. Правильные настройки позволят автомату дать устойчивую дугу и выделить достаточное количество флюса.
Выбирают положение «вперед» на переключателе подачи проволоки и наполняют флюсом приемную воронку. Устанавливают держатель, подводя мундштук в рабочую сварочную зону. Открыть заслонку для флюса, нажать «пуск» и выполнять касательные движения к месту предполагаемого шва для зажигания дуги.
В ремонтных мастерских часто осуществляют замену израсходовавших свой ресурс аккумуляторов различной строительной, компьютерной и бытовой техники. Поскольку АКБ в них состоят в блоке, где контактные соединения выполнены микросваркой, при ремонте требуется извлечь отработанный элемент и поставить на его место новый, воссоздав надежный контакт между ними. При этом используется точечная сварка для аккумуляторов. Такой аппарат можно создать самому по одной из нескольких технологий, описанных ниже.
Можно ли собрать аппарат для точечной сварки своими руками? Да, для этого можно применить различные бытовые приборы. Точечная пайка подходит для работы с листами металла с толщиной порядка 1,5 мм. В данном случае аппарат должен выдавать ток до 110А. Этого вполне можно достичь в домашних условиях на основе, например, аккумулятора для перепайки батарей – это идеальный вариант. Также сварка может быть использована и для нужд автолюбителей. В общем, применений такому устройству много.
Для правильного выбора сварочного аппарата необходимо учесть все плюсы и минусы различных типов и моделей сварочников.
Трансформаторы – самые простые и традиционные аппараты, довольно тяжелые по весу, сделанные на основе понижающего трансформатора, который доводит значение напряжения до необходимого для работы. Особенность трансформаторов состоит в работе на переменном токе, что создает нестабильную дугу. В сочетании с увеличенным количеством шлаков и газовых примесей такая дуга способствует разбрызгиванию металла и портит вид шва. Качественный шов таким аппаратом может сделать опытный сварщик с навыками работы на трансформаторе.

Выпрямители – сварочники, которые могут преобразовывать переменный ток в постоянный и понижать напряжение сети с помощью полупроводниковых диодов. Постоянный ток дает стабильную дугу и позволяет сделать сварочный шов однородным и герметичным, крепким и красивым. Выпрямитель универсален, к нему подходят все виды электродов, варить таким аппаратом можно все виды металлов: нержавеющую сталь, алюминий, медь, титан, разные сплавы.
Инверторы – очень популярны, так как имеют небольшой вес, отличную функциональность, автоматизированные настройки. Такие технические характеристики позволяют работать на нем новичкам. В конструкцию аппарата входит ряд блоков, преобразующих переменный ток сети в постоянный ток высокой мощности. Достоинством этого вида сварочников является:
- возможность точных настроек;
- выполнение широкого спектра задач;
- стабильная дуга;
- устойчивость к скачкам напряжения;
- высокое качество сварки, ровный шов;
- работа всеми видами электродов;
- соединение всех видов металлов любой толщины и положения в пространстве.
- обладает дополнительными функциями, предотвращающими залипание электрода и капли отрыва;
- возможность поджигания электрода при максимальной подаче тока;
Из минусов можно отметить:
- необходимость частой очистки от пыли;
- ограниченная длина кабеля, равная 2,5 м;
- невозможность работы при температуре воздуха ниже – 15 градусов.
Полуавтоматы – бывают двух типов. Первые повышают производительность сварочных работ за счет непрерывной подачи проволоки. В этом случае не нужно постоянно менять электроды. Шов получается ровный, сплошной и без дефектов. Вторые работают в газовой среде, для этого используют кислород, азот и углекислый газ, а также аргон и гелий. У газовой сварки есть следующие преимущества:
- один аппарат сконструирован для работы и с газом и с проволокой;
- прекрасное качество и эстетичность шва;
- стабильная ровная дуга;
- высокая функциональность;
- возможность сварки сложных соединений.
Виды положения электрода при сварке
Одним из важных параметров при проведении сварочных работ является положение электрода. Данный параметр важен для новичков, так как для профессиональных сварщиков, имеющих большой опыт работы, установка электрода вырабатывается до автоматизма.
Могут создаваться ситуации, когда сварочные работы надо проводить в труднодоступных и неудобных местах, тогда сварщик может выбирать любое положение инструмента, что позволит ему выполнить качественно и удобно указанную работу.
Установка инструмента при сварке может быть такой:
- Техника, при которой инструмент держат «углом вперед». Он наклоняется на угол 30-60° и движется вперед от сварщика. Данный способ подходит для потолочных вертикальных и горизонтальных швов, может он использовать и при необходимости выполнения неповоротных стыков труб.
- Инструмент держат под углом 90°. Данным способом можно делать любые швы, а также швы в операционных окошках и в местах, где нет возможности выполнить наклон. Этот способ сложнее, чем проведение работ, держа инструмент под углом.
- Инструмент также можно держать под углом от 30-60°, но движется он по направлению к сварщику. Этот способ удобен, когда надо делать угловые и стыковые швы, и применяется на коротких участках.
Серьёзным аспектом сварочной техники, для выполнения качественного сваривания металла, является правильный выбор положения проводника электрического тока. Угол наклона электрода при сварке напрямую зависит от положений. Есть три основных варианта расположения относительно плоскости поверхности:
- углом вперёд;
- под прямым углом;
- углом назад.
При положении углом вперёд, значение наклона будет находиться в диапазоне 30–60 градусов. В таком случае жидкий шлак движется в направлении сварочной ванны и успевает накрывать расплавленную область металла. Та небольшая часть попавшего жидкого шлака будет вытесняться более тяжёлым расплавленным металлом.

Если количество шлака впереди увеличивается, следует понизить угол наклона. Когда видно, что жидкий шлак полностью затапливает ванну и не успевает затвердеть, следует принять положение электрода «Под прямым углом». Потом постепенно уменьшать значение угла. Нужно придерживаться баланса. Для неглубокого проплава базового металла, нужно выбрать именно это положение электрода при ручной дуговой сварке.
Под прямым углом. Рабочий угол в этом положении равен 90 градусов. Это самое правильное положение электрода при сварке в труднодоступных местах, где отсутствует возможность выбора какого-либо другого угла наклона. Ещё такой подход необходим для получения проплава базового металла на среднюю глубину.
Углом назад. В этом подходе предусматривается диапазон значения угла наклона от 30 до 60 градусов назад. Применение такого положения, сильно оттесняет жидкий шлак назад и удерживает его позади проплавленной сварочной ванны. Нужно выбрать правильное значение угла для того, чтобы жидкий шлак успевал следовать за электродом и покрывать расплавленный металл. Такое положение электрода при сварке применяется для глубокого проплава базового металла.
Каждый тип работ нуждается в своем пространственном положении, а некоторые сложные металлоконструкции нуждаются и вовсе в различных пространственных положениях.
Положение шва при сварке может быть нижним, горизонтальным, вертикальным и потолочным. Рассмотрим каждый из поподробнее.
Положение и движение электрода при сварке также очень важно. Приведем простой пример. Вам нужно сварить нижний шов. В таких ситуациях качество шва во многом зависит от количества шлака, образующегося во время сварки. Шлак может либо испортить вашу работу, либо поспособствовать улучшению качества сварного соединения, нужно просто контролировать этот процесс. И правильное положение электрода как раз помогает следить за количеством шлака, увеличивать или уменьшать его количество.
Положение электрода при сварке бывает трех видов: углом вперед, углом назад и прямо (или под 90 градусов). Давайте подробнее рассмотрим каждый вид.
Для точечной контактной сварку лучше всего использовать промышленные электроды, изготовленные по ГОСТ14111-69. Такие можно купить на интернет сайтах или в магазинах сварочного оборудования. При использовании на самодельном оборудовании они будут служить практически вечно. Но они довольно дорогие, особенно с запрессованными наконечниками из вольфрама или другого тугоплавкого материала.
В большинстве случаев умельцы изготовляют электроды самостоятельно. В зависимости от мощности сварки, подходят медные стержни диаметром от 5 до 15 мм. С одной стороны они вставляются в металлическую гильзу с зажимными болтами, закрепленную на кабеле от трансформатора. Как и кабель, электроды прочно зажимаются болтами.
Второй вариант крепления электрода — пайка. Это тоже довольно надежный и эффективный способ, обеспечивающий надежный электроконтакт, но менять электрод в таком случае сложнее. Это не слишком влияет на продуктивность работы — электроды изнашиваются очень медленно, особенно при любительской сварке.

Электроды для точечной сварки
Намного важнее надежный контакт. Если соединение неплотное, то провод и электрод будут окисляться и перегреваться, а сила тока будет меньше требуемой. Также необходимо все соединительные кабели делать как можно короче — диаметр электрода и кабеля должны быть одинаковыми, иначе возможны сюрпризы в виде горящей изоляции или обгорания стержней.
Нелишним будет напомнить, что для медных электродов выбираются такие же медные провода. Сочетания алюминий/медь ненадежно и приводит к ненадежной сварке.
Рабочие концы электродов могут быть заостренными (коническими), овальными или плоскими. В бытовых самодельных аппаратах удобнее всего использовать плоский нижний и конический верхний электроды. Такое сочетание обеспечит и высокую плотность тока в точке сварки, и надежную опору для прижима деталей.
Кроме изучения, как правильно варить сваркой, нужно знать, что она имеет ряд преимуществ и недостатков. Качество работы напрямую зависит от оборудования. Чем оно дороже – тем мощнее и качественнее. Ручные аппараты должны выполнять следующие функции:
- соединять детали даже в труднодоступных местах:
- обладать возможностью сваривания во всех положениях;
- сваривать все типы металла.
Кроме этого, данный аппарат имеет и некоторые недостатки:
- низкий коэффициент полезного действия в сравнении с другими технологиями;
- качество совмещение металла напрямую зависит от умения сварщика;
- при работе возникаю вредные испарения и искры, негативно влияющие на зрение.
Касаемо последнего пункта: электродуговая сварка требует специальной формы одежды оператора и использование специальных очков и маска «хамелеон», которая защищает зрение, но при этом обеспечивает хорошую видимость.

Характеристики сварочных клещей.

Покупка клещей для точечной сварки начинается с проверки максимального значения тока. Чем выше этот показатель, тем вероятнее сцепка тех деталей, размер которых очень велик. В качестве примера есть смысл использовать ручные клещи, обладающие силой тока в 3800 А. Их применение приводит к соединению двух листов, имеющих толщину 1 мм.
Такой фактор, как длина кронштейнов, также играет большую роль при покупке изделий. Именно от него зависит, насколько далеко будут вылетать электроды. Этот параметр характеризуется как длина между корпусом клещей и электродом. Показатель определяет максимальное расстояние, на котором может удерживаться край листа при осуществлении процесса своими руками. Параметр характеризуется большим разбросом значений (120-500 мм).
Советы эксперта
- Короб силового блока из оргстекла должен представлять собой полностью закрытый корпус. Это исключит контакт оператора установки с внутренними деталями, находящимися под высоким напряжением;
- Корпус сварочной установки лучше окрасить изнутри чёрной эмалью. Это придаст ему красивый вид;
- Обязательно нужно выдерживать равенство площадей сечений силового кабеля и медных контакторов. Иначе могут возникать нарушения технических параметров рабочей силы и напряжения тока аппарата;
- При работе со сваркой на руках работника обязательно должны быть надеты диэлектрические перчатки;
- Если под рукой не оказалось фирменной контактной ленты, её можно вырезать из пивной банки.
Изготовленная своими руками точечная сварка существенно сэкономит финансовые затраты. Никогда нельзя забывать о правилах техники безопасности во время сборки и эксплуатации электротехнического оборудования.
Азы электросварки
Сегодня различают следующие типы дуговой сварки:
- ручная;
- полуавтоматическая;
- автоматическая.
Если в рамках строительного проекта нужно выполнять длинные швы, то рациональным решением будет использование автоматической сварки. Ручной тип больше подходит для более тривиальных задач. «Красота» при ручном сваривании зависит от профессиональности сварщиков. Есть несколько способов узнать, как варить сваркой электродам – видео и пошаговые инструкции имеют самую высокую информативность.
Ручной тип в основном применяется во время выполнения монтажных работ или строительства с использованием металла в форме широких листовых полос. Технология также позволяет соединять трубопроводы, поэтому широко применяется при выполнении сантехнических работ.
https://www.youtube.com/watch?v=16G9_QdADI4
Сварное соединения металла на сегодня — самое надежное: куски или детали сплавляются в единое целое. Происходит это в результате воздействия высоких температур. Большинство современных сварочных аппаратов для расплавления металла используют электрическую дугу. Она разогревает металл в зоне воздействия до температуры плавления, причем происходит это на небольшой площади. Так как используется электрическая дуга, то и сварка называется электродуговой.

Электросварка – это надежный метод создания неразъемного соединения между деталями. Существует множество видов сварки, которая применяется для металла, пластмассы (без электродов), керамики и прочих материалов.
При сварке электродом совмещение деталей заключается в плавке краев двух деталей, под воздействие электрической дуги, в результате чего они соединяются в одно целое, создавая крепкий вечный шов.
Прежде чем приступить к работе, необходимо разобраться, как правильно варить металл. В первую очередь от умения пользоваться аппаратом и верно держать электрод зависит безопасность и качество соединения деталей.
Прежде всего, ва
жно запастись множеством проводников, чтобы учение довести до автоматизма. Лучше всего выбирать диаметр не более трех миллиметров, это самый оптимальный размер для обучения и электродуговой сварки тонких металлических изделий.
Чтобы приступить к работе, требуется к аппарату подключить обратный кабель к минусовому контакту. К плюсовому же подключается держатель проводников энергии.
Для начала, перед процессом сварки электродом, нужно полностью подготовить металлические изделия – очистить их от краски, масла, пыли и прочих частиц, которые могут помешать качественной электросварке.
Как научиться варить сваркой

Начинается все с подготовки рабочего места. Безопасности при работе с электросваркой необходимо уделять повышенное внимание: тут есть возможность получить травму и от электричества, и от высоких температур. Потому к подготовке отнеситесь серьезно.
Учится варить электросваркой удобнее на толстом куске металла: на нем лучше практиковаться. Кроме него и сварочного аппарата, понадобятся краги (толстые перчатки) и маска сварщика. Также необходима плотная одежда, защищающая все тело, прочная обувь толстой кожи. Они должны выдерживать попадание искры и окалины. Нужна будут также молоток и металлическая щетка для того, чтобы сбивать шлак. Для защиты глаз при этом нужны будут очки.
Сварка – высокотемпературный процесс. Для его осуществления образуется и удерживается электрическая дуга от электрода к свариваемому изделию. Под ее воздействием происходит расплавление материала основы и металлического стержня электрода. Образуется, как говорят специалисты, сварочная ванна, в ней перемешивается основной и электродный металл.
Покрытие электрода, так называемая обмазка, при расплавлении образует особую газовую зону в районе дуги и над ванной. Она вытесняет весь воздух из области сварки и препятствует взаимодействию расплавленного металла с кислородом. Кроме того в ней находятся пары как основного, так и электродного металлов.
Поверх шва образуется шлак, который так же препятствует взаимодействию расплава с воздухом, что отрицательно сказывается на качестве сварки. После постепенного удаления электрической дуги металл начинает кристаллизоваться и образуется шов, объединяющий свариваемые детали. Поверх него расположен защитный слой шлака, который впоследствии убирается.
Начинающим сварщикам лучше всего получать первый опыт под руководством специалиста, который сможет исправить возможные ошибки и дать полезный совет. Приступать к работе следует, надежно закрепив деталь. В целях пожарной безопасности около себя нужно поставить ведро с водой. По этой же причине нельзя выполнять сварочные работы на деревянном основании и небрежно относиться даже к очень небольшим остаткам использованного электрода.
Как правильно сваривать металл
Научится правильно держать электрод и двигать ванну для хорошего результата недостаточно. Необходимо знать, некоторые тонкости поведения соединяемых металлов. А особенность заключается в том, что шов «тянет» детали, из-за чего их может перекосить. В результате форма изделия может сильно отличаться от задуманной.
Потому перед работой детали закрепляют струбцинами, стяжками и другими приспособлениями. Кроме того делают прихватки — короткие поперечные швы, проложенные через несколько десятков сантиметров. Они скрепляют детали, придавая изделию форму. При сварке стыков их накладывают с двух сторон: так возникающие напряжения компенсируются. Только после тих подготовительных мероприятий начинают сварку.
О типах сварных швов и соединений (горизонтальные, вертикальные, потолочные ) и о том, как их правильно варить читайте тут.








