

Бессвинцовые припои и их свойства
Замена традиционных типов припоев на материалы, не содержащие свинца, является не только веянием времени, но и требованием многочисленных международных комиссий по экологии. В статье рассмотрены свойства различных типов бессвинцовых припоев, даны рекомендации по их применению.
Версия в PDF (909Kb)
Следует отметить, что продолжается работа по оптимизации составов бессвинцовых припоев для достижения ими необходимых свойств. По этой причине составы припоев, приведенных в таблице 1, могут время от времени несколько отличаться от серийно производимых припоев. Например, в таблице 2 показаны торговые марки некоторых серийно производимых припоев различных производителей.
Бессвинцовым припоям с высоким содержанием индия (например, первому из припоев в таблице 2) свойственна несовместимость материалов индия и свинца, независимо от того, присутствует ли последний на поверхности печатной платы или на выводах компонентов. Для реализации полностью бессвинцового процесса в некоторых случаях (например, при использовании сплавов, содержащих индий) необходимо задействовать бессвинцовое покрытие паяемых поверхностей печатного монтажа и выводов компонентов.
Из таблицы 1 видно, что бессвинцовые припои характеризуются либо слишком низкой, либо слишком высокой температурой плавления по сравнению с эвтектическими свинцово-
оловянным припоями. В таблице 2 приведены, в основном, бессвинцовые припои с высокой температурой плавления.
При использовании низкотемпературных припоев необходим специальный флюс, поскольку стандартный флюс при низких температурах малоактивен. Еще одним ограничением, связанным с низкотемпературными припоями, является уменьшение их смачивающих свойств, вызванное пониженной текучестью при субэвтектических температурах.
Еще одним бессвинцовым припоем с низкой температурой плавления является припой 42 Бп/58 Ы. Если посмотреть на фазовую диаграмму припоя БпЫ, то можно увидеть, что температура плавления находится на
уровне 138°С. Висмут используется в паяльных сплавах для достижения низких температур плавления, но висмутсодержащие сплавы обычно имеют плохие характеристики смачивания.
Многие другие сплавы, представленные в таблице 1, обладают более высокой температурой плавления, чем свинцово-оловянный эвтектический сплав с температурой плавления 183°С. Это, например, цинк-оловянный высокотемпературный бессвинцовый припой с температурой плавления 198°С.
Высокотемпературные припои несовместимы с широко распространенными материалами для изготовления печатных плат, такими как РИ-4. Помимо этого, более высокие температуры при повторной пайке могут увеличить риск повреждения платы.
В целом, почти все бессвинцовые припои имеют меньшую смачиваемость (текучесть), чем эвтектические оловянно-свинцовые, и потому первые из них хуже заполняют необходимую площадь. Для улучшения текучести требуются специальные составы флюсов. Усталостные характеристики бессвинцовых припоев также недостаточно хороши, хотя в одном
Таблица 2. Примеры бессвинцовых припоев различных производителей (с любезного разрешения Dr. Raiyoman Aspandiar, Intel Corporation)
монтажники во избежание теплового повреждения.
В спецификации J-STD-006, разработанной IPC, приведен подробный список оловянно-свинцовых и бессвинцовых припоев. Однако ни один из бессвинцовых припоев не считается полной заменой эвтектического оловянно-свинцового. В настоящее время ведутся исследования по разработке бессвинцового припоя, который станет полноценной заменой упомянутому выше оловянно-свинцовому. Это насущное требование, которое неизбежно следует учесть.
1. Socolowski, Norbert. Lead free alloys and limitations for surface mount assembly. Proceedings of Surface Mount International, 1995, pp. 477—480.
2. Keeler, R. Specialty solders outshine tin/lead in problem areas. EP&P, July 1987, pp. 45—47.
3. Seelig, Karl. A study of lead free solder alloys. Circuit Assembly, October 1995, pp. 46 — 48.
4. Melton, Cindy. How good are lead free solders. SMT, June 1995, pp. 32—36.
Статья подготовлена no материалам сайта
Сплав Sn/Ag/Cu (олово/серебро/медь, или иначе SAC-сплав) наиболее
часто используют в качестве бессвинцового припоя,
хотя возможно применение и других сплавов, содержащих, например, висмут, индий и другие элементы.
При переходе к припоям на основе SAC-сплавов
наблюдается увеличение числа дефектов пайки. Это
результат неправильного выбора параметров процесса пайки. При правильно выбранных параметрах и
надлежащем контроле процесса пайки число дефектов практически соизмеримо.
Оловянно-свинцовые и бессвинцовые припои
имеют следующие основные отличия:
• различны температуры плавления припоев, поверхностное натяжение, способность к окислению и выщелачиванию
• в бессвинцовых припоях выше температурный профиль пайки
• для бессвинцовых припоев необходимо бессвинцовое покрытие выводов компонента и площадок платы
• различны скорости смачивания и растекания припоя
• при использовании бессвинцовых припоев снижена способность к выравниванию положения компонентов.
Температура плавления SAC-сплавов составляет
217-220 °С, что более чем на 30 °С выше, чем оловянно-свинцовых сплавов. Поэтому при пайке следует
обеспечить их нагрев до 235-245 °С. При пайке печатных плат с компонентами, имеющими примерно одинаковую теплоемкость, температура пайки может
быть снижена до 229 °С.
Для пайки бессвинцовыми припоями необходимо
применять флюсы, специально разработанные для
использования при более высоких температурах.
Флюс занимает примерно половину объема паяльной пасты и определяет ее реологические свойства,
осадку, клейкость и др.
Основным назначением флюса является предохранение спаиваемых поверхностей от окисления при
действии высокой температуры пайки. Флюс улучшает смачивание их припоем, способствуя растеканию
его по площадкам платы и выводам компонентов. После пайки остатки флюса удаляют, смывая их, либо
оставляют на плате, если использовалась паста, не
требующая очистки.
Основные составляющие флюса:
• канифоль
• активаторы, органические кислоты и/или гидрогалоиды
• растворители
• гелеобразующие вещества
• поверхностно-активные вещества
• хелатные добавки.
Оптимизация состава флюса, пригодного для
применения при более высоких температурах пайки, необходимых для бессвинцовых припоев, является основной задачей производителей паяльных
паст. Основные составляющие флюса представляют
собой органические соединения, которые должны
сохранять стабильность при температуре около
245 °С, чтобы предотвратить появление проблем
при пайке.
Наиболее часто встречающиеся дефекты пайки:
• образование мостиков припоя между площадками
• образование шариков припоя между площадками
• недостаточная смачиваемость спаиваемых поверхностей
• образование пустот в паяном соединении
• отрыв вывода компонента от площадки (эффект
«надгробия»)
• отсутствие смачивания.
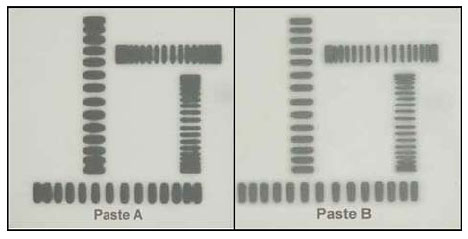
Рис. 1. Два образца паяльных паст, оплавленных
при температуре 180 °С
Недостаточная смачиваемость
выводов компонентов и площадок платы
При испытании на паяемость было замечено, что
смачивающая способность SAC-припоев улучшается
с использованием водосмываемых флюсов. Флюсы,
не требующие отмывки, содержат меньше активаторов и не содержат галоидов, вследствие чего способность смачивания снижается.
После воздействия нескольких температурных
циклов пайки на площадки печатных плат, защищенные лишь органическими покрытиями (т. наз., OSP-плат), число случаев неполного их смачивания припоем возрастает. Покрытие площадок оловом или
иммерсионным серебром способствует лучшему растеканию припоя. Хорошо паяется также покрытие Ni/Au при отсутствии в нем окислов. На рис. 2 показаны примеры пайки SAC-припоями выводов
микросхем на площадки из чистой меди и площадки, покрытые иммерсионным серебром.
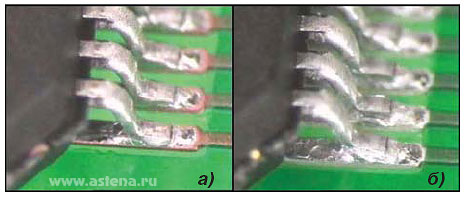
Рис. 2. Пайка выводов корпусов QFP
с применением SAC-сплавов на площадки
из чистой меди (а) и площадки,
покрытые иммерсионным серебром (б)
Плохая паяемость, недостаточная смачиваемость,
плохая растекаемость припоя и большие углы контакта между площадками и выводами могут также явиться следствием неправильно выбранного профиля
пайки. Очень важно достичь равномерного распределения температуры по всей площади платы, так как
допустимый интервал пиковых температур бессвинцовых припоев более узок, чем оловянно-свинцовых.
Корпуса BGA во время пайки ведут себя как теплоотводы, из-за чего паста под ними может не расплавиться полностью, в то время как более мелкие компоненты могут быть припаяны достаточно хорошо.
Поэтому необходимо правильно определить профиль
пайки, а после ее выполнения проконтролировать качество соединений с использованием рентгеновских
или оптических методов.
На рис. 3 показаны выводы корпуса BGA, не припаянные к плате из-за недостаточного нагрева. Для определения причины этого дефекта необходимо измерить температуру непосредственно в местах контакта
этих выводов с площадкой, как показано на рис. 4.
На рис. 5 показан результат пайки выводов при
слишком высокой температуре (более 265 °С), а на
рис. 6 – при параметрах пайки, близких к оптимальным.

Рис. 3. Дефект пайки, вызванный недостаточным нагревом
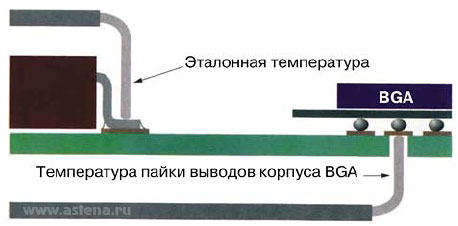
Рис. 4. Измерение температуры
выводов корпуса BGA
на контрольной печатной плате
для определения требуемого профиля пайки
Рис. 5. Результат чрезмерного нагрева вывода

Рис. 6. Пайка с профилем,
близким к оптимальному
Основные причины ухудшения смачивающих
свойств бессвинцовых припоев:
• малая активность флюса паяльной пасты
• слишком высокая температура в зоне прогрева
или большая продолжительность ее воздействия
• малая длительность нагрева места пайки выше
температуры плавления припоя
• наличие окислов на спаиваемых поверхностях.
Активность бессвинцовых паст должна сохраняться вплоть до температуры плавления SAC-сплавов
(217 °С). Содержащийся в пасте флюс должен эффективно предохранять плату и компоненты от окисления.
Способность SAC-сплавов смачивать металлические поверхности относительно невелика, поэтому для
лучшего растекания припоя во время пайки необходимо, чтобы время воздействия температур, превышающих температуру плавления, было достаточным.
Обычно это время составляет 60-90 с при температуре пайки 235-245 °С.
Наличие окислов на плате можно обнаружить, проведя один из тестов на паяемость, например, выполнение баланса смачивания.
Пустоты в бессвинцовых соединениях
и выводах BGA
При наличии большого числа пустот в паяном соединении снижается его надежность, что наиболее
часто проявляется при эксплуатации изделий в условиях большого перепада температур, вибраций либо
воздействия изгибающих усилий. Пустоты являются также причиной ухудшения тепло- и электропроводности соединений (рис. 7).
Если суммарный объем пустот не превышает 25%
объема соединения, их влияние на надежность незначительно. Они могут даже играть роль амортизаторов
механических нагрузок.
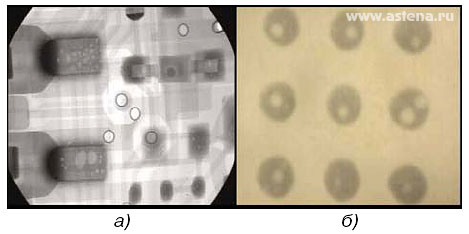
Рис. 7. Пустоты, возникшие
при пайке выводов корпусов QFP (a) и BGA (б)
Появление пустот могут вызывать следующие
факторы:
• состав паяльной пасты
• поверхностное натяжение припоя
• профиль пайки
• наличие окислов на спаиваемых поверхностях
• форма выводов компонентов и паяного соединения
• состав покрытия площадок платы и выводов компонентов
• выделение газа из корпуса компонента во время пайки.
Поверхностное натяжение бессвинцовых припоев
выше, чем оловянно-свинцовых. Поэтому необходимо выбирать пасту такого состава, чтобы содержащийся в ней флюс не терял активности при высоких
температурах пайки. Для уменьшения числа пустот в
первую очередь следует выбирать пасту, не содержащую канифоли, а также активаторов, разлагающихся
при воздействии повышенных температур.
Удалению пузырьков газа из припоя способствует
также оптимизация профиля пайки, заключающаяся в
увеличении продолжительности пребывания паяного
соединения в зоне прогрева, а также в зоне температур, превышающих температуру плавления припоя.
Необходимо также следить за тем, чтобы плата и компоненты были свободны от влаги и загрязнений. Замечено, что на OSP-платах образуется несколько
больше пустот, чем на платах, покрытых сплавом
Ni/Au или иммерсионным серебром.
В некоторых случаях на количество пустот влияет и
форма паяного соединения. Если размеры и форма
компонентов препятствуют выходу пузырьков газа,
число пустот увеличивается.
Подъем одного из выводов компонента
над платой (эффект «надгробия»)
При пайке малогабаритных компонентов бессвинцовыми припоями возрастает число случаев подъема
над платой одного из выводов компонента (эффект
«надгробия»). Это объясняется, в частности, меньшей
смачивающей способностью этих припоев. Поэтому
необходимо позиционировать компоненты на плате с
достаточно высокой точностью, так как выравнивающий эффект в бессвинцовых пастах выражен слабее.
Припой SAC305 обеспечивает меньшую вероятность образования «надгробия». Его состав: 96.5%
олова, 3% серебра и 0.5% меди, температура плавления 217-220 °С. Во время начальной фазы плавления
этот припой удерживает компоненты, как бы приклеивая их к плате, в результате чего число «надгробий»
уменьшается.
Применение паяльной пасты с повышенным газовыделением в начальной фазе плавления припоя также может быть причиной образования «надгробий».
Основная причина отсутствия смачивания – малая
активность флюса. В начальной стадии пайки расплавленный припой покрывает всю площадку. Однако, если из-за малой активности флюса образование
интерметаллического соединения невозможно, силы
сцепления между припоем и площадкой малы, в результате чего из-за поверхностного натяжения припой собирается в каплю.
С использованием водосмываемых паст отсутствие смачивания проявляется достаточно редко благодаря тому, что активность их флюса весьма высока.
В менее активных пастах серии ROLO, а также в не
требующих отмывки пастах, не содержащих галогенидов, отсутствие смачивания проявляется при пайке
площадок, покрытых органическими соединениями
или сплавом Ni/Au при наличии на нем окислов никеля или загрязнений. На рис. 8 приведены фотографии площадок с оплавленной пастой; на рис. 8, а явно
видно отсутствие смачивания.

Рис. 8. Примеры различного смачивания
площадок бессвинцовым припоем:
отсутствие смачивания (а)
и удовлетворительное смачивание (б)
Для обеспечения смачивания необходимо:
• предохранять спаиваемые поверхности от окисления
• выбирать флюс, соответствующий спаиваемым
металлам
• уменьшать температуру и продолжительность
прогрева для сохранения активности флюса.
Внешний вид бессвинцовых соединений
Поверхность бессвинцовых соединений более матовая, чем оловянно-свинцовых, а галтель из-за
меньшей текучести бессвинцовых сплавов имеет другую форму (рис. 9). Это не должно рассматриваться
как дефект пайки.
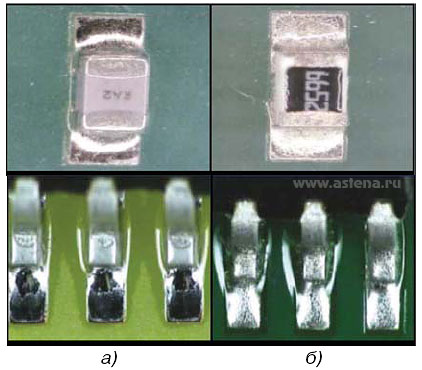
Рис. 9. Вид соединений после пайки
в воздушной среде
оловянно-свинцовым (а) и
бессвинцовым (б) припоем
После оплавления в воздушной среде SAC-припои
имеют более темный вид. На их поверхности образуется сеть мелких трещин, возникающих вследствие
образования интерметаллических соединений, а также окисления. В азотной среде образуется более
блестящее соединение с хорошим растеканием по
спаиваемым поверхностям.
Уменьшение продолжительности воздействия
температур, превышающих температуру плавления
припоя, замедляет рост интерметаллических соединений, в результате соединение приобретает более
светлый вид.
В заключение можно отметить, что переход к применению бессвинцовых припоев требует определенного времени, необходимого для получения навыков
обращения с ними как при пайке, так и оценке качества паяных соединений.
Более 50 лет пайка свинцовыми припоями использовалась практически во всей электронной промышленности при установке компонентов на печатные платы. Тем не менее будущее этой технологии находится под большим вопросом в связи с растущим беспокойством, вызванным увеличением содержания свинца в почве и, в конечном счете, проникновением свинца в питьевую воду. Несмотря на научное подтверждение, которое доказывает, что влияние электронной промышленности на содержание свинца в окружающей среде чрезвычайно мало, существует движение за запрещение использования свинца в электронной промышленности.
В октябре 2002 года в Европе было одобрено законодательство, запрещающее использование свинца в большинстве электротехнических и электронных изделий начиная с 1 июля 2006 года. Дополнительное законодательство, определяющее использование свинца в европейской автомобильной промышленности, вступило в силу 1 июля 2003 года. Хотя законодательство напрямую касается лишь Европейского Сообщества, все компании, которые осуществляют поставки в Европу, также должны подчиняться новым правилам.
Свинец в электронике
В электронных изделиях есть три основных компонента, содержащих свинец: припой, покрытие контактных площадок печатных плат и покрытие выводов электронных компонентов. В типичном паяном соединении припой является основным фактором, определяющим наличие свинца. Соответственно покрытие печатной платы и выводы электронных компонентов оказывают на содержание свинца значительно меньшее влияние. В результате, первые шаги к сокращению содержания свинца в электронных изделиях были направлены на поиск сплава, позволяющего заменить традиционные, содержащие свинец припои. В настоящее время припой используется в большинстве случаев установки электронных компонентов на печатную плату:
- технология поверхностного монтажа (используется припой в виде пасты, которая наносится на поверхность печатной платы с помощью специального шаблона или трафарета);
- монтаж в отверстия платы (используется расплавленный припой, который находится в специальной ванне);
- ручная пайка с помощью паяльника (как правило, припой применяется в виде проволоки, тонкой трубки или ленты).
В результате многочисленных экспериментов, которые проводились в течение последних нескольких лет, в качестве замены содержащих свинец припоев было предложено семейство сплавов олова, серебра и меди (SnAgCu).
Для технологии поверхностного монтажа сплав SnAgCu, по всей вероятности, станет наиболее популярным решением. Возможно, наибольшей проблемой для использования такого сплава в качестве припоя является более высокая температура плавления. Например, температура плавления сплава SnAgCu составляет 217°C, в то время как сплав олова и свинца Sn37Pb плавится при температуре 183°C. Соответственно, технологический процесс потребует увеличения температуры пайки до240–260°C.<
Европа стала инициатором движения за запрещение использования свинца в промышленности. В конце 2002 года европейский парламент одобрил две резолюции, регламентирующие влияние отходов электротехнической и электронной промышленности на окружающую среду. Как часть этих законодательных актов использование свинца в большинстве изделий запрещается или сильно ограничится. Резолюции, которые называются «Отходы электрического и электронного оборудования» (The Waste Electrical and Electronic Equipment— WEEE) и «Ограничение опасных веществ» (Restriction of Hazardous Substances — RoHS) требуют сокращения использования содержащих свинец материалов начиная с 1 июля 2006 года.
Дополнительно к этим двум резолюциям Европейское Сообщество приняло также резолюцию «Утилизация автомобилей» (End-of-Life Vehicles-ELV), определяющую использование свинца в автомобильной промышленности. Хотя использование свинцовых припоев в автомобилях временно разрешено, это разрешение не распространяется на применение разъемов с покрытием, содержащим свинец.
В Японии нет законодательства, запрещающего использование свинца в электронике. Тем не менее существует два закона, которые, если применить их вместе, ясно указывают, что такой запрет может быть введен. Первый закон — «Переработка бытовых электронных изделий в Японии», определяет, что производители должны предпринять меры по утилизации телевизоров, холодильников, стиральных машин и т. д. начиная с апреля 2001 года. Второй закон запрещает производителям выброс любых вредных веществ в окружающую среду.
В Соединенных Штатах не существует четких ограничений по использованию свинца в электрическом или электронном оборудовании.
Как это влияет на разъемы
Сегодня достаточно подробно исследовано влияние, которое может оказать запрещение использования свинца на производителей разъемов и их изделия. Покрытие контактов и пластиковый корпус разъема являются основными элементами разъемов, наиболее чувствительными к последствиям применения сплавов, свободных от свинца.
Основным содержащим свинец элементом в разъеме является покрытие контактов (терминалов). Многие терминалы покрываются оловянно-свинцовым сплавом (как правило, гальваническим методом) для обеспечения пайки, а также для создания надежного электрического контакта при беспаечных технологиях, таких, как обжим проводников или запрессовка выводов в печатную плату. Требования, предъявляемые к покрытию терминалов при использовании любой из упомянутых выше технологий, должны учитываться при выборе альтернативного сплава для такого покрытия. Так, покрытие, предназначенное для пайки, должно обладать свойством смачивания поверхности расплавленным припоем и обеспечивать надежность паяного соединения. В случае непаяных соединений (обжим провода в контакте, соединение контактных элементов) покрытие должно обеспечивать соответствующее переходное сопротивление контактной пары, которое не должно ухудшаться со временем и под воздействием климатических условий. Кроме этого, покрытие должно обеспечивать определенное количество сочленений контактной пары. Технология запрессовки контактов в печатную плату требует от покрытия определенного коэффициента трения. Кроме перечисленных факторов не содержащее свинец покрытие должно быть устойчиво к росту «оловянных волосков». Под термином «оловянные волоски» подразумеваются микроскопически тонкие кристаллы чистого олова, которые появляются на поверхности сплава с большим содержанием олова. В случае роста «оловянных волосков» существует опасность, что кристаллы олова могут вызвать короткое замыкание соседних проводников или контактных пар.
Хотя диэлектрические материалы корпусов разъемов (в большинстве случаев — разного вида пластмассы) не содержат свинец, запрещение использования свинца оказало на технологию их производства значительное влияние. Это влияние в основном обусловлено повышенной температурой плавления (240–260°C) используемых припоев. Пластик корпуса должен выдержать такую температуру без сколько-нибудь заметной деформации материала. В настоящее время существуют специальные пластмассы, которые применяются при изготовлении корпусов разъемов для технологии поверхностного монтажа. Такие пластмассы выдерживают температуру пайки традиционных припоев, но их способность сохранять свои свойства при использовании свободной от свинца технологии еще до конца не исследована. При этом исследование пластмассы лишь как материала не дает требуемого результата, так как форма корпуса и толщина стенок оказывают значительное влияние на стойкость к деформации и изменению цвета при повышенных температурах.
- Вероятность роста «оловянных волосков» при использовании чистого олова, сплавов олова и висмута, олова и серебра немного выше, чем при использовании сплава олова и свинца. Использование никелевого барьера между материалом контакта и покрытием контакта существенно уменьшает такую вероятность. Многие компании, как правило, использует никелевый барьер толщиной 1,25 микрон.
- Исследования показали, что при использовании сплава олова и меди вероятность роста «оловянных волосков» выше, чем при использовании чистого олова.
- При использовании в качестве покрытия сплава олова и висмута есть вероятность того, что при контакте такого покрытия с традиционными покрытиями, содержащими свинец, может образоваться сплав олова, свинца и висмута с температурой плавления 96°C. Такой сплав трех металлов может образоваться в точке контакта, что может существенно повлиять на надежность изделий, работающих в условиях повышенных температур.
- Для сплавов олова и висмута, олова и меди очень трудно контролировать технологический процесс. Так, при использовании сплава олова и висмута, висмут может осаждаться существенно быстрее, что приведет к нарушению технологии.
- Использование для покрытия сплава олова и серебра требует применения специальных, очень сложных реагентов, обеспечивающих одновременное и равномерное нанесение олова и серебра. Изготовление и утилизация таких реагентов является чрезвычайно трудной задачей.
- Стоимость отходов производства при использовании контактов, покрытых сплавом олова и висмута меньше, чем при использовании сплавов олова и свинца, олова и меди. Такие отходы, как правило, подвергаются переработке производителями медных сплавов. Присутствие висмута является недопустимым при производстве таких сплавов.
Для обеспечения перехода на технологию, свободную от содержания свинца, существует универсальное решение, которое может использоваться в большинстве отраслей независимо от того, в какой стране размещается производство. Наилучшей заменой существующему сейчас сплаву для покрытия контактов является чистое олово. Производители разъемов применяют этот металл для покрытия контактов на протяжении более двадцати лет. Тем не менее при поиске наилучшего решения проводились эксперименты и с другими металлами и их сплавами. Так, помимо чистого олова, исследовались сплавы олова и висмута (SnBi), олова и меди (SnCu), олова и серебра (SnAg), золота, нанесенного на сплав палладия и никеля (Au flash/PdNi) и золота, нанесенного на палладий (Au flash/Pd). Результаты экспериментов сравнивались по многим параметрам с результатами, полученными при использовании традиционной технологии. В качестве основных параметров можно привести следующие:
- смачиваемость припоем (легкость пайки);
- обеспечение надежного паяного соединения;
- сопротивляемость росту «оловянных волосков»;
- совместимость с существующей технологией;
- переходное сопротивление в месте контакта;
- износостойкость;
- коэффициент трения;
- технология нанесения покрытия;
- стоимость отходов производства;
- стоимость сплава.
В настоящее время при пайке в качестве покрытия контактов применяется сплав, состоящий из 90 весовых частей олова и 10 весовых частей свинца. Таблица 1 показывает сравнение применения указанного сплава и металлов (и их сплавов), которые могли бы его заменить.
Как видно из таблицы 1, лучшим кандидатом для замены сплавов с содержанием свинца является чистое олово. Если бы не вероятность роста «оловянных волосков», чистое олово могло бы стать такой заменой в 100% случаев.
Выбор чистого олова для покрытия контактов был подтвержден и другими производителями разъемов. Такие компании, как Molex, Tyco Electronics, FCI и Amphenol опубликовали совместное заявление с обоснованием использования чистого олова для покрытия контактов разъемов.
Корпуса из пластмассы
Некоторые из термопластических материалов, используемых для изготовления корпусов разъемов, применяются при SMT-технологии. Однако сплавы, выступающие основными кандидатами на замещение сплавов с содержанием свинца, имеют существенно более высокую температуру плавления. Ожидается, что температура пайки при использовании новой технологии будет достигать 260°C. При этом устанавливаемые компоненты должны выдерживать такую температуру в течение 120 секунд.
Температура плавления и температура размягчения (Heat Deflection Temperature; стандарт ISO R 75) являются основными характеристиками, которые определяют способность пластмассы сохранять свойства при повышенной температуре. Температура плавления, определяющая момент перехода пластмассы из жидкого состояния в твердое, является важным параметром, так как пластмасса должна находиться в жидком состоянии при процессе формовки изделия. Температура размягчения — это относительная величина, определяющая способность пластмассы выдерживать под определенной нагрузкой заданную температуру в течение некоторого промежутка времени. В целом, применительно к свободной от свинца технологии поверхностного монтажа, пластмасса должна иметь температуру плавления выше 260°C. При этом температура размягчения тоже должна быть выше 260°C. Однако существует так называемая «серая зона», в которой материал с точкой плавления 260°C может иметь такую же или немного меньшую температуру размягчения. Причем и в этом случае применение конкретного изделия может быть признано допустимым при проведении ряда исследований и экспериментов. Такие исследования проводятся по утвержденной и открыто опубликованной методике тестирования изделий на совместимость с технологией поверхностного монтажа при использовании сплавов, не содержащих свинец.
В таблице 2 приведены температура плавления и температура размягчения для наиболее распространенных пластмасс, используемых в настоящее время при изготовлении корпусов разъемов.
Некоторые материалы, например, PPA, PA46 и LCP выдерживают температуру, требуемую технологией поверхностного монтажа при использовании сплавов, не содержащих свинец. Изделия из некоторых материалов (PCT и PPS) должны быть подвергнуты дополнительным испытаниям. В результате увеличится цена на все разъемы, в которых потребуется замена корпусов на новые, выполненные из высокотемпературных пластмасс.
Большинство компаний при разработке стратегии выбора материалов в этот переходный период исходят из уверенности, что в промышленности некоторое время будут использоваться как содержащие свинец, так и бессвинцовые сплавы. В течение этого времени будет создано и внедрено большое количество новых изделий, номенклатурных номеров, специальных маркировок и этикеток. Частью стратегии является стремление избежать появления новых номенклатурных кодов там, где это возможно.
Предлагается двухступенчатый переход к технологии, не содержащей свинец. В качестве первого шага будет осуществлен только переход на контакты с покрытием, не содержащим свинец. На этом этапе мы умышленно не касаемся температурной совместимости материала корпуса разъема. Современные технологии гарантируют отсутствие риска при переходе от традиционных сплавов, используемых для покрытия контактов, к покрытию из чистого олова при использовании припоев, содержащих свинец. Как результат, нет необходимости в создании новых номенклатурных номеров, поскольку потребительские свойства изделий не меняются. Такие контакты будут обозначаться как «не содержащие свинец».
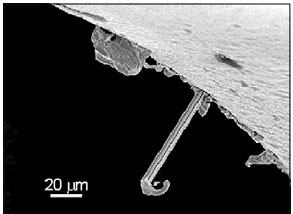
Фотография «оловянного волоска»
На втором этапе будет проведено испытание пластмасс, используемых для изготовления корпусов разъемов, при температуре, определяемой технологией поверхностного монтажа с использованием сплавов, не содержащих свинец. Для разъемов, которым потребуется изменение материала корпуса, будут созданы новые номенклатурные номера. Такие изделия будут обозначаться как «совместимые с технологией поверхностного монтажа при использовании сплавов, не содержащих свинец».
Техническая информация «оловянные волоски»
Чистое олово и сплавы с высоким содержанием олова попали в зону повышенного внимания в связи с проблемой образования «оловянных волосков». Такие «волоски», представляющие собой тонкие кристаллы олова, могут самопроизвольно вырастать на поверхности олова или оловосодержащего сплава и, в некоторых случаях, стать причиной короткого замыкания электрических цепей. Возможная причина появления этих кристаллов — внутреннее напряжение в структуре сплава.
Несмотря на значительные усилия в области исследования этого явления, фундаментальный механизм, который приводит к образованию «оловянных волосков», до сих пор не ясен. Хотя и не был выявлен единственный определяющий фактор, есть мнение, что на рост волосков оказывают влияние следующие факторы:
- внутреннее напряжение материала;
- температура;
- влажность;
- цикличность изменения температуры.
Для примера, компания Molex начала исследование природы этого явления в 1999 году и продолжает эксперименты в настоящее время.




")

