
- Что такое бессвинцовая пайка?
- Что такое свинцовый припой?
- Сравнение бессвинцовой и свинцовой пайки
- Бессвинцовая пайка
- Преимущества
- Недостатки
- Свинцовый припой
- Преимущества
- Опасные вещества
- Нормативные ограничения
- Как выбрать тип припоя?
- Область применения
- Тип компонента
- Нормативные требования
- Требования к производительности
- Заключение
- О NeoDen
- Специализация по пайке
- Основные материалы для низкотемпературных процессов
- Линейка бессвинцовых припойных паст
- Таблица 1 – Линейка бессвинцовых припойных паст
- О висмуте
- Преимущества низкотемпературной технологии
- Сравнение технологий
- Температурно-временной профиль
- Структурная схема технологического процесса
- Линейка припойных паст марки ПП-42-3(4)-90(89)КН0(1)
- Технические характеристики
- Преимущества
- Изображения
- Применение
- Различия приложений
- Применение бессвинцового припоя
- Сравнение физических свойств
- Прочность и прочность
- Воздействие на здоровье и окружающую среду
- Экологические проблемы со свинцом
- Преимущества бессвинцового припоя
- Стоимость соображений
- Стоимость бессвинцовой пайки
- Бессвинцовый припой и свинцовый припой
- Заключение
Что такое бессвинцовая пайка?
Бессвинцовый припой — это тип паяльного материала, не содержащий свинца. Разработанный как экологически чистая альтернатива традиционному припою на основе свинца, он обычно содержит смесь металлов, таких как олово, медь, серебро, а иногда и висмут или сурьму.
Стремление к использованию бессвинцового припоя возникло из-за опасений по поводу токсичности свинца и его воздействия на окружающую среду, что привело к принятию таких правил, как RoHS (ограничение использования опасных веществ) в Европейском Союзе. Эти припои в настоящее время широко используются в бытовой электронике и других устройствах, где снижение рисков для окружающей среды и здоровья является приоритетом.
Что такое свинцовый припой?
Свинцовый припой, традиционный основной продукт в производстве электроники, представляет собой сплав, обычно состоящий из олова и свинца, часто в соотношении 60/40 или 63/37. Этот состав обеспечивает низкую температуру плавления около 183-190°C, что облегчает работу с ним.
Свинцовый припой известен своей превосходной электропроводностью и превосходными смачивающими свойствами, которые позволяют ему плавно растекаться по поверхностям соединений. Исторически сложилось так, что ему отдавалось предпочтение из-за простоты использования и надежности при формировании прочных и долговечных соединений. Однако из-за проблем со здоровьем и окружающей средой, связанных со свинцом, его использование во многих приложениях стало ограниченным.
Сравнение бессвинцовой и свинцовой пайки
Бессвинцовая пайка
Преимущества
- Снижение содержания вредных веществ: при пайке без свинца не используется этилированный припой, что снижает использование опасного свинца и помогает смягчить неблагоприятное воздействие на окружающую среду.
- Соответствие нормативам: пайка без свинца соответствует экологическим нормам многих стран и регионов, например, директиве ЕС RoHS (Директива об ограничении использования опасных веществ).
Недостатки
- Температуры пайки: для пайки без свинца обычно требуются более высокие температуры, чем для пайки свинцом, что может привести к повреждению некоторых термочувствительных компонентов.
- Механическая прочность: Бессвинцовый припой может иметь немного меньшую механическую прочность, чем свинцовый припой, поэтому с собранными печатными платами может потребоваться более осторожное обращение.
Свинцовый припой
Преимущества
- Низкая температура пайки: свинцовый припой обычно требует более низкой температуры пайки, что оказывает меньшее влияние на термочувствительные компоненты.
- Хорошая механическая прочность: свинцовый припой имеет более высокую механическую прочность, что может быть более благоприятно для некоторых применений (например, в аэрокосмической и военной промышленности).
Опасные вещества
Припой, используемый при пайке свинца, содержит опасный свинец, который может быть потенциально вредным для окружающей среды и здоровья человека.
Нормативные ограничения
Многие страны и регионы ввели ограничения на продукты, содержащие свинец, и не допускают их продажу.
Как выбрать тип припоя?
При выборе между бессвинцовой и свинцовой пайкой следует учитывать факторы окружающей среды и производительности, а также конкретное применение и требования. Ниже приведены некоторые соображения:
Область применения
- Для продукции, используемой на рынках с жесткими экологическими требованиями, такими как бытовая электроника, бессвинцовая пайка может быть более подходящим выбором.
- Для областей с высокими температурами и высокой надежностью, например, в военной и аэрокосмической промышленности, пайка свинцом может оставаться распространенной.
Тип компонента
- Учитывайте тип используемого компонента и его допуск. Некоторые компоненты могут быть чувствительны к высоким температурам и требуют более низких температур пайки.
Нормативные требования
- Ознакомьтесь с экологическими нормами в вашем регионе и убедитесь, что ваш продукт соответствует этим требованиям.
Требования к производительности
- Примите во внимание требования к производительности вашего продукта, включая механическую прочность, термостойкость и ожидаемый срок службы.
Заключение
Бессвинцовая пайка стала основой производства электроники, но в определенных ситуациях пайка свинцом все еще может быть логичным выбором. Независимо от выбранного метода, необходимо тщательно оценить его с учетом ваших конкретных потребностей и обеспечить соответствие всем применимым нормам и стандартам.

О NeoDen
Компания Zhejiang NeoDen Technology Co., Ltd. специализируется на производстве и экспорте различных небольших машин для захвата и размещения продукции с 2010 года. Имея огромный опыт в исследованиях и разработках, хорошо обученное производство, NeoDen завоевала отличную репутацию среди клиентов по всему миру.
С более чем 130 странами в списке своего глобального присутствия, отличной производительностью, высокой точностью и надежностью, машины NeoDen PNP являются идеальным выбором для исследований и разработок, профессионального прототипирования и мелко- и среднесерийного производства. Компания предлагает профессиональное решение комплексного оборудования SMT.
Мы уверены, что наши выдающиеся сотрудники и партнеры делают NeoDen замечательной компанией, и наше стремление к инновациям, разнообразию и устойчивому развитию гарантирует, что автоматизация SMT доступна каждому энтузиасту по всему миру.
Специализация по пайке
На рынке сегодня представлено множество импортных низкотемпературных бессвинцовых паяльных паст. Однако в условиях современной ситуации стоит задача использования российских материалов для пайки, включая безотмывочные низкотемпературные припойные пасты.
Основные материалы для низкотемпературных процессов
Основными материалами, которые могут быть использованы при низкотемпературных процессах, являются сплавы олово-висмут (Sn58Bi) и олово-висмут-серебро (Sn57–57,6Bi0,4–1Ag), с температурой плавления +138 °С, которые будут иметь максимальную температуру термопрофиля около +180 °С. При использовании низкотемпературных оловянно-висмутовых паяльных паст также снижается потребление энергии, если сравнивать их с паяльными пастами на основе Sn3Ag0,5Cu.
Линейка бессвинцовых припойных паст
В данной статье рассмотрим линейку бессвинцовых припойных паст производства АО НИТИ АВАНГАРД.
Таблица 1 – Линейка бессвинцовых припойных паст
| Марка припойной пасты | Размер частиц порошка, мкм | Характеристика флюса |
|---|---|---|
| ПП-42-3-90КН0 | От 25 до 45 | Канифольный некоррозионный слабоактивированный водонесмываемый |
| ПП-42-4-90КН0 | От 20 до 38 | |
| ПП-42-3-90КН1 | От 25 до 45 | Канифольный некоррозионный с малым содержанием галогенов, водонесмываемый |
| ПП-42-4-90КН1 | От 20 до 38 |
Паяльные пасты в составе которых свинец заменен на висмут называются низкотемпературными бессвинцовыми паяльными пастами.
О висмуте
Висмут — Химический элемент 15-й группы шестого периода периодической системы химических элементов Д. И. Менделеева; имеет атомный номер 83. Обозначается символом Bi. Простое вещество представляет собой при нормальных условиях блестящий серебристый с розоватым оттенком металл. Висмут входит в категорию тяжелых металлов и обладает умеренной токсичностью в сравнении с тем же свинцом, который близок ему по свойствам.
Преимущества низкотемпературной технологии
В настоящее время существуют три основные причины перехода к низкотемпературной бессвинцовой технологии.
- Увеличенный срок службы.
- Улучшенное хранение.
- Возможность использования компонентов, не выдерживающих высокую температуру.
Сравнение технологий
Чем же отличается традиционно оловянно-свинцовая технология от низкотемпературной бессвинцовой технологии? У низкотемпературных бессвинцовых припойных паст по сравнению с оловянно-свинцовыми припойными паяльными пастами выгодно отличается срок службы, хранение, текучесть, и самое главное возможность применения компонентов, которые не выдерживают высокую температуру.
Предприятиям, переходящим на низкотемпературную бессвинцовую технологию необходимо понимать, что при оплавлении этой припойной пасты потребуется более низкая температура пайки. Низкие температуры позволяют уменьшить нагрузки, которым подвергаются печатные платы и установленные на них компоненты, а также уход от высоких температур помогает уменьшить интерметаллические образования в паяных соединениях.
Температурно-временной профиль
Оптимальный профиль может отличаться от рекомендованного из-за типа печи, типа сборочной линии или других переменных процесса. На рисунке 1 представлен Температурно-временной профиль оплавления пасты олово-висмут.
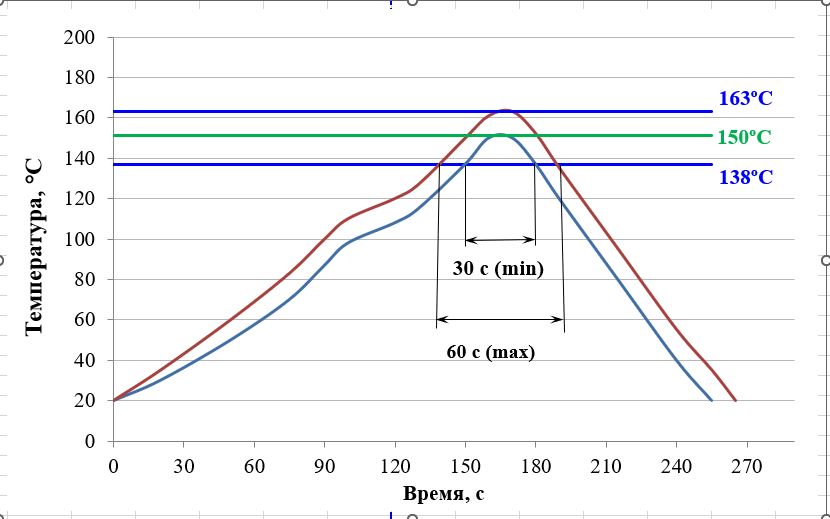
Рисунок 1 – Температурно-временной профиль оплавления пасты олово-висмут.
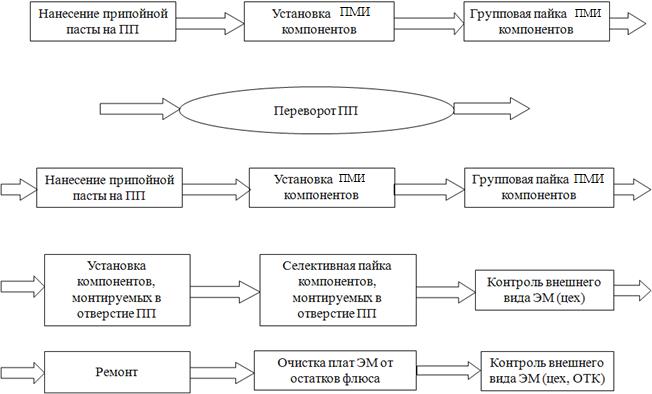
Структурная схема технологического процесса
На рисунке 2 представлена типовая структурная схема технологического процесса изготовления электронных модулей сложного смешанного монтажа.
Линейка припойных паст марки ПП-42-3(4)-90(89)КН0(1)
Предприятие АО НИТИ АВАНГАРД предлагает применения низкотемпературные бессвинцовые припойные пасты марки ПП-42-3(4)-90(89)КН0(1), которая изготовлена из высокочистого сплава и является легкоплавкой бессвинцовой и низкотемпературной паяльной пастой с содержанием висмута, за счет которого улучшается легкоплавкость паяльной пасты.
Припойная паста на основе сплава олова-висмут является однородной смесью паяльного порошка, шарики припоя изготовлены только из припоя наивысшей чистоты.
НИТИ АВАНГАРД уделяет огромное внимание при изготовлении паяльной пасты на минимальное количество окислов и высокую сферичность шариков припоя. Пасты предназначены для сборки электронных устройств в том числе и оборонной промышленности при условии выполнения ступенчатой пайки.
Технические характеристики
Характеристика припойных паст марок ПП-42-3(4)-90(89)КН0(1) представлена в таблице 2:
| Характеристика | Значение |
|---|---|
| Доля флюса (% от массы) | От 8 до 10% |
| Удаление остатков флюса | Безотмывная (возможна отмывка при необходимости) |
| Пик оплавления | 138 °С |
| Срок жизни на трафарете | До 10 часов |
| Срок жизни после вскрытия упаковки | 30 дней и более* |
| Отмывочная жидкость | ОЖ 21А, ОЖ-27А |
| Тип оплавления | Конвекционный |
| Вязкость | Печать, дозатор |
| Проникающая коррозия после пайки на медном купоне | Отсутствие |
| Кислотное число, мг/г КОН | Не менее 38 |
| Поверхностное сопротивление изоляции (SIR) | ≥100 |
| Электрохимическая миграция (ЕСМ) | Тест пройден |
* при условии правильного хранения
Преимущества
Припойные пасты марки ПП-42-3(4)-90(89)КН0(1) (рис 3,4) полностью прошли все указанные испытания, являются высокотехнологичными, современными и наиболее рентабельными припойными пастами.
Они прекрасно подходят для применения в технологии поверхностного монтажа, для пайки светодиодных изделий и компонентов, не выдерживающих высокие температуры, а также при изготовлении высокоточных плат поверхностного монтажа широкого диапазона процесса.
Изображения

Применение
Припойные пасты марки ПП-42-3(4)-90(89)КН0(1) предназначены для эксплуатации изделий в районах с умеренным и холодным климатом с категорией размещения 1 (на открытом воздухе).
Данные припойные пасты применяют уже многие отечественные предприятия после проведения испытаний, результаты которых показали, что паяльная паста обладает низкой температурой плавления и высокими прочностными характеристиками соединения, а так же устойчива к появлению трещин при термических нагрузках.
Линейка припойных паст марок ПП-42-3(4)-90(89)КН0(1) выгодно отличается от других низкотемпературных паст тем, что не проседает не только при комнатной температуре, но и на фазе предварительного разогрева, таким образом, она превосходно подходит для всех процессов оплавления, где используется мелкий и сверхмелкий шаг.
В завершение подчеркнем, что линейка бессвинцовых низкотемпературных припойных паст ПП-42-3(4)-90(89)КН0(1) на основе сплава олово-висмут обладают отличной паяемостью, оставляют минимальное количество остатков после пайки, разработана специально для обеспечения качественной пайки при температуре ниже необходимой для пайки припоями олово-свинец. Паста полностью соответствует требованиям бессвинцовой технологии, а флюс создан специально с низкой точкой активации. Паяльная паста поставляется в банках по 500 и 250 гр. в шприцах по 105 и 38 гр.
Припойные пасты производства АО «НИТИ «АВАНГАРД» помогают решать сложные задачи при низкотемпературной пайке и гарантируют надежный результат.
Выбор подходящего припоя является ключевым этапом процесса пайки. Различные материалы обладают уникальными свойствами, которые влияют на качество и долговечность паяного соединения, а следовательно, и на надежность всего процесса сборки. Безусловно, каждый разработчик электронных схем должен быть знаком с основными типами припоев, их характеристиками и областями применения.Припои: разновидности, характеристики и области применения Пайка предполагает заполнение места соединения двух материалов (металлов) припоем, то есть другим металлом в жидком состоянии. Успех процесса пайки зависит от свойств припоя – температура его плавления должна быть значительно ниже, чем у соединяемых металлов. Пайка – это древний процесс, известный человечеству задолго до появления современной электроники. Он использовался в течение веков в различных областях, включая ювелирное дело и металлургию.Основные параметры припоев Перед началом процесса пайки необходимо выбрать припой, то есть материал (обычно в виде проволоки или пасты), который будет использоваться для создания паяного соединения.Выбор припоя зависит от многих факторов, включая материалы, которые необходимо соединить, и условия, в которых будет использоваться паяное соединение. Важными характеристиками припоя являются его температура плавления, прочность, электропроводность, коррозионная стойкость и устойчивость к окислению.На рынке представлено множество различных видов продукции, но их можно классифицировать по нескольким основным параметрам.Свинцовые и бессвинцовые сплавы Припой обычно представляет собой смесь нескольких различных металлов, выбранных на основе их свойств, таких как температура плавления и электропроводность. Свинец, обычно в сочетании с оловом, был основой большинства припоев с момента появления современной электроники.Этот металл характеризуется низкой температурой плавления, хорошей адгезией и текучестью, что делает процесс пайки быстрым, эффективным и надежным. Однако в целях охраны окружающей среды и здоровья были введены нормы, ограничивающие использование свинца в производстве электроники.Вероятно, наиболее эффективной является директива ЕС RoHS (Ограничение использования опасных веществ), целью которой является сокращение количества опасных веществ, попадающих в окружающую среду из электрических и электронных отходов.Бессвинцовые припои часто изготавливаются на основе смеси олова и серебра. Они обычно характеризуются более высокой температурой плавления и требуют использования большего количества флюса (или флюса с более высокой активностью) при пайке.В случае классической ручной пайки при правильном проведении процесса надежность соединений, выполненных свинцовыми и бессвинцовыми сплавами, должна быть сопоставима. Однако в случае электронных систем высшего класса, предназначенных для использования в сложных климатических условиях (например, в авиации), имеются определенные оговорки относительно надежности соединений, выполненных из бессвинцовых материалов.Особую тревогу вызывает явление так называемых “оловянных усов”, то есть волосообразных структур, возникающих на поверхности паяного соединения. Они могут привести к коротким замыканиям в системе, что является одной из причин выхода из строя электронного оборудования.Для определения возможности использования свинцовосодержащих сплавов в конкретном проекте необходимо проанализировать правовой статус и определить нормативы, которые распространяются на данную продукцию. Если это устройство бытовой электроники, изготовленное или предназначенное для экспорта в Европу, вполне вероятно, что потребуются бессвинцовые сплавы. Однако использование свинца может быть разрешено в случае оборудования специального назначения, например, предназначенного для авиационной и космической промышленности.Диаметр паяльной проволоки следует выбирать в зависимости от размеров паяемых деталей и соединений. Изделия, предназначенные для пайки электроники, имеют диаметр не более 1,5 мм, более толстые проволоки предназначены для других целей.Для электронных компонентов, где требуется высокая точность, часто используют проволоку с диаметром 0.5 мм или меньше. Это позволяет точно контролировать количество припоя и избегать перегрева чувствительных компонентов. При работе с более крупными деталями, такими как коннекторы или клеммы, может потребоваться проволока с диаметром 1 мм или более, чтобы обеспечить достаточную механическую прочность соединения.При использовании слишком толстого провода сложно контролировать процесс, что может привести к перегреву платы или даже короткому замыканию. С другой стороны, слишком тонкий провод потребует нанесения большого количества припоя на поверхность платы, что затруднит контроль его распределения.Паяльная проволока: с флюсом или без Большинство видов паяльной проволоки, доступных на рынке, содержат добавку флюса, которая значительно облегчает процесс пайки за счет химической очистки поверхности соединяемых металлов.Флюс в пайке — это вещества или смеси, предназначенные для удаления оксидов с паяемых или свариваемых поверхностей, снижения поверхностного натяжения и улучшения растекания жидкого припоя. Флюсы также защищают область пайки от воздействия окружающей среды.В зависимости от технологии, флюс может использоваться в виде жидкости, пасты или порошка. Существуют также паяльные пасты, содержащие частицы припоя вместе с флюсом. Иногда трубка из припоя содержит внутри флюс-заполнитель.Обычно рекомендуется использовать припой с добавкой флюса, за исключением случаев, когда требуется использовать определенный тип флюса, который недоступен в виде готовой смеси с припоем.Однако, паяльная проволока без флюса также имеет свои преимущества. Она позволяет более точно контролировать количество и тип флюса, который вы хотите использовать. Это может быть особенно полезно в сложных или деликатных проектах, где необходима высокая точность. Кроме того, паяльная проволока без флюса может быть предпочтительней, если вы хотите избежать остатков флюса на плате после пайки.В любом случае, выбор между паяльной проволокой с флюсом или без него зависит от конкретной задачи и личных предпочтений.Популярные виды свинцовых сплавов для припоев1) Сплав олова и свинца Сплав Sn/Pb отличается высокой универсальностью, что позволяет широко использовать его при пайке свинцом. Характеристики сплава меняются в зависимости от пропорций металлов.Обычно, самым распространенным сплавом является Sn60/Pb40 или Sn63/Pb37, где числа обозначают процентное содержание олова и свинца соответственно. Этот сплав обладает низкой температурой плавления, что делает его идеальным для большинства приложений пайки.2) Свинцово-цинковый сплав Сплавы Pb/Zn дешевле, чем Sn/Pb, из-за относительно высокой стоимости олова. Сплавы Pn/Zn также подходят для соединения оцинкованных поверхностей. Добавление цинка снижает температуру плавления сплава и снижает затраты на производство.Однако, несмотря на свои преимущества, свинцово-цинковые сплавы имеют и некоторые недостатки. Они менее устойчивы к коррозии по сравнению с оловянно-свинцовыми сплавами, что может привести к снижению долговечности соединений. Кроме того, цинк имеет тенденцию испаряться при высоких температурах, что может привести к образованию пустот в паяных соединениях.Популярные виды бессвинцовых сплавов для припоев1) Индиевые сплавы Индий широко используется в производстве электронных устройств. Его сплавы активно используются в процессе поверхностной сборки SMT (технология поверхностного монтажа). Для них характерна низкая температура плавления (около 157°С). Паяные соединения из этого материала характеризуются высокой устойчивостью к низким температурам.Кроме того, индиевые сплавы обладают отличной пластичностью и эластичностью, что делает их идеальными для создания надежных и долговечных соединений. Они также обладают высокой теплопроводностью, что позволяет эффективно рассеивать тепло в электронных устройствах.Однако, стоит отметить, что индий является довольно дорогим материалом, и его использование может значительно увеличить стоимость производства.2) Сплав олова и сурьмы Сплав Sn/Sb характеризуется высокой прочностью и устойчивостью к высоким температурам. Его температура плавления составляет около 235°C, что позволяет использовать этот материал, в частности, в процессе установки систем охлаждения и вентиляции.Кроме того, сплав Sn/Sb обладает отличной химической стойкостью, что делает его идеальным для использования в коррозийных средах. Он также обладает высокой электрической проводимостью.Однако, стоит отметить, что сурьма является токсичным элементом, и его использование должно быть строго контролируемым.3) Сплавы олова и серебра Сплавы Sn/Ag часто используются в процессах пайки волной и оплавлением. Добавка серебра повышает механическую стойкость паяного соединения, но обычно не превышает 3% от массы сплава. Увеличение примеси серебра может привести к ослаблению пластичности сплава.Однако, несмотря на это, серебро добавляет ряд важных преимуществ. Оно улучшает теплопроводность сплава, что может быть критически важно там, где эффективное рассеивание тепла является ключевым. Кроме того, серебро улучшает устойчивость соединения к коррозии, что может продлить срок службы паяного соединения. Наконец, серебро может улучшить электрическую проводимость сплава.Однако, стоимость серебра может сделать эти сплавы более дорогими по сравнению с другими вариантами.4) Сплав кадмий-цинкСплавы Cd/Zn обладают температурой плавления около 265°C. Паяное соединение, созданное с использованием этих сплавов, выделяется своей высокой прочностью. Это делает его идеальным выбором для систем, которые подвергаются интенсивным ударам и вибрациям.Однако, стоит отметить, что кадмий является токсичным элементом, и его использование в пайке подлежит строгому контролю. Несмотря на это, сплавы Cd/Zn обладают отличной устойчивостью к коррозии, что делает их подходящими для использования в суровых условиях. Однако, из-за своей токсичности и потенциального вреда для окружающей среды, использование этих сплавов становится все менее популярным, и они часто заменяются более безопасными альтернативами.
Телеграмм канал для тех, кто каждый день хочет узнавать новое и интересное: Школа для электрика
Сплав Sn/Ag/Cu (или иначе SAC-сплав) наиболее часто используют в качестве бессвинцового припоя, хотя возможно применение и других сплавов, содер- жащих, например, висмут, индий и другие элементы.
При переходе к припоям на основе SAC-сплавов наблюдается увеличение числа дефектов пайки. Это результат неправильного выбора параметров процесса пайки. При правильно выбранных параметрах и надлежащем контроле процесса пайки число дефектов практически соизмеримо.
Оловянно-свинцовые и бессвинцовые припои имеют следующие основные отличия:
Температура плавления SAC-сплавов составляет 217-220 °С, что более чем на 30 °С выше, чем оловянно-свинцовых сплавов. Поэтому при пайке следует обеспечить их нагрев до 235-245 °С. При пайке печатных плат с компонентами, имеющими примерно одинаковую теплоемкость, температура пайки может быть снижена до 229 °С.
Для пайки бессвинцовыми припоями необходимо применять флюсы, специально разработанные для использования при более высоких температурах.
Флюс занимает примерно половину объема паяльной
пасты и определяет ее реологические свойства, осадку, клейкость и др.
Основным назначением флюса является предохранение спаиваемых поверхностей от окисления при действии высокой температуры пайки. Флюс улучшает смачивание их припоем, способствуя растеканию его по площадкам платы и выводам компонентов. После пайки остатки флюса удаляют, смывая их, либо оставляют на плате, если использовалась паста, не требующая очистки.
Основные составляющие флюса:
Оптимизация состава флюса, пригодного для применения при более высоких температурах пайки, необходимых для бессвинцовых припоев, является основной задачей производителей паяльных паст. Основные составляющие флюса представляют собой органические соединения, которые должны сохранять стабильность при температуре около 245 °С, чтобы предотвратить появление проблем при пайке.
Наиболее часто встречающиеся дефекты пайки:
Образование мостиков и шариков припоя
Эти дефекты возникают при неправильном выборе параметров пайки. При повышенной температуре в зоне предварительного нагрева следует выбирать пасту с малой осадкой. Особенно важно учитывать это при пайке компонентов с малым шагом выводов.
Обычные пасты на основе оловянно-свинцовых сплавов при высокой температуре (около 185 °С) начинают плавиться и растекаться из-за разложения их гелеобразующих компонентов. На рис. 1 показано “поведение” паст, имеющих различную осадку. Как видно из рисунка, паста “В” имеет меньшую осадку, чем паста “А”, а, следовательно, меньшую вероятность образования мостиков и шариков припоя.

Рис. 1. Два образца паяльных паст, оплавленных при температуре 180 °С
Недостаточная смачиваемость выводов компонентов и площадок платы
При испытании на паяемость было замечено, что смачивающая способность SAC-припоев улучшается с использованием водосмываемых флюсов. Флюсы, не требующие отмывки, содержат меньше активаторов и не содержат галоидов, вследствие чего способ- ность смачивания снижается.
После воздействия нескольких температурных циклов пайки на площадки печатных плат, защищенные лишь органическими покрытиями (т. наз., OSP- плат), число случаев неполного их смачивания припоем возрастает. Покрытие площадок оловом или иммерсионным серебром способствует лучшему растеканию припоя. Хорошо паяется также покрытие Ni/Au при отсутствии в нем окислов. На рис. 2 показаны примеры пайки SAC-припоями выводов микро- схем на площадки из чистой меди и площадки, покрытые иммерсионным серебром.

Рис. 2. Пайка выводов корпусов QFP с применением SAC-сплавов на площадки из чистой меди (а) и площадки, покрытые иммерсионным серебром (б)
Плохая паяемость, недостаточная смачиваемость, плохая растекаемость припоя и большие углы контакта между площадками и выводами могут также явиться следствием неправильно выбранного профиля пайки. Очень важно достичь равномерного распределения температуры по всей площади платы, так как допустимый интервал пиковых температур бессвинцовых припоев более узок, чем оловянно-свинцовых.
Корпуса BGA во время пайки ведут себя как теплоотводы, из-за чего паста под ними может не расплавиться полностью, в то время как более мелкие компоненты могут быть припаяны достаточно хорошо.
Поэтому необходимо правильно определить профиль пайки, а после ее выполнения проконтролировать качество соединений с использованием рентгеновских или оптических методов.

Рис. 3. Дефект пайки, вызванный недостаточным нагревом
На рис. 3 показаны выводы корпуса BGA, не припаянные к плате из-за недостаточного нагрева. Для определения причины этого дефекта необходимо измерить температуру непосредственно в местах контакта этих выводов с площадкой, как показано на рис. 4.

Рис. 4. Измерение температуры выводов корпуса BGA на контрольной печатной плате для определения требуемого профиля пайки
На рис. 5 показан результат пайки выводов при слишком высокой температуре (более 265 °С), а на рис. 6 – при параметрах пайки, близких к оптимальным.

Рис. 5. Результат чрезмерного нагрева вывода

Рис. 6. Пайка с профилем, близким к оптимальному
Основные причины ухудшения смачивающих свойств бессвинцовых припоев:
Активность бессвинцовых паст должна сохраняться вплоть до температуры плавления SAC-сплавов (217 °С). Содержащийся в пасте флюс должен эффективно предохранять плату и компоненты от окисления.
Способность SAC-сплавов смачивать металлические поверхности относительно невелика, поэтому для лучшего растекания припоя во время пайки необходимо, чтобы время воздействия температур, превышающих температуру плавления, было достаточным.
Обычно это время составляет 60-90 с при температуре пайки 235-245 °С.
Наличие окислов на плате можно обнаружить, про- ведя один из тестов на паяемость, например, выполнение баланса смачивания.
Пустоты в бессвинцовых соединениях и выводах BGA
При наличии большого числа пустот в паяном со- единении снижается его надежность, что наиболее часто проявляется при эксплуатации изделий в условиях большого перепада температур, вибраций либо воздействия изгибающих усилий. Пустоты являются
также причиной ухудшения тепло- и электропроводности соединений (рис. 7).

Рис. 7. Пустоты, возникшие при пайке выводов корпусов QFP (a) и BGA (б)
Если суммарный объем пустот не превышает 25% объема соединения, их влияние на надежность незначительно. Они могут даже играть роль амортизаторов механических нагрузок.
Появление пустот могут вызывать следующие факторы:
Поверхностное натяжение бессвинцовых припоев выше, чем оловянно-свинцовых. Поэтому необходимо выбирать пасту такого состава, чтобы содержащийся в ней флюс не терял активности при высоких температурах пайки. Для уменьшения числа пустот в первую очередь следует выбирать пасту, не содержащую канифоли, а также активаторов, разлагающихся при воздействии повышенных температур.
Удалению пузырьков газа из припоя способствует также оптимизация профиля пайки, заключающаяся в увеличении продолжительности пребывания паяного соединения в зоне прогрева, а также в зоне температур, превышающих температуру плавления припоя.
Необходимо также следить за тем, чтобы плата и компоненты были свободны от влаги и загрязнений. Замечено, что на OSP-платах образуется несколько больше пустот, чем на платах, покрытых сплавом Ni/Au или иммерсионным серебром.
В некоторых случаях на количество пустот влияет и форма паяного соединения. Если размеры и форма компонентов препятствуют выходу пузырьков газа, число пустот увеличивается.
Подъем одного из выводов компонента над платой (эффект “надгробия”)
При пайке малогабаритных компонентов бессвинцовыми припоями возрастает число случаев подъема над платой одного из выводов компонента (эффект “надгробия”). Это объясняется, в частности, меньшей смачивающей способностью этих припоев. Поэтому необходимо позиционировать компоненты на плате с достаточно высокой точностью, так как выравнивающий эффект в бессвинцовых пастах выражен слабее.
Припой SAC305 обеспечивает меньшую вероятность образования “надгробия”. Его состав: 96.5% олова, 3% серебра и 0.5% меди, температура плавления 217-220 °С. Во время начальной фазы плавления этот припой удерживает компоненты, как бы приклеивая их к плате, в результате чего число “надгробий” уменьшается.
Применение паяльной пасты с повышенным газовыделением в начальной фазе плавления припоя также может быть причиной образования “надгробий”.
Основная причина отсутствия смачивания – малая активность флюса. В начальной стадии пайки расплавленный припой покрывает всю площадку. Одна- ко, если из-за малой активности флюса образование интерметаллического соединения невозможно, силы сцепления между припоем и площадкой малы, в результате чего из-за поверхностного натяжения при- пой собирается в каплю.
С использованием водосмываемых паст отсутствие смачивания проявляется достаточно редко благодаря тому, что активность их флюса весьма высока.
В менее активных пастах серии ROLO, а также в не требующих отмывки пастах, не содержащих галогенидов, отсутствие смачивания проявляется при пайке площадок, покрытых органическими соединениями или сплавом Ni/Au при наличии на нем окислов никеля или загрязнений. На рис. 8 приведены фотографии площадок с оплавленной пастой; на рис. 8, а явно видно отсутствие смачивания.

Рис. 8. Примеры различного смачивания площадок бессвинцовым припоем: отсутствие смачивания (а) и удовлетворительное смачивание (б)
Для обеспечения смачивания необходимо:
Внешний вид бессвинцовых соединений
Поверхность бессвинцовых соединений более матовая, чем оловянно-свинцовых, а галтель из-за меньшей текучести бессвинцовых сплавов имеет другую форму (рис. 9). Это не должно рассматриваться как дефект пайки.
Различия приложений
Свинцовый припой традиционно предпочтителен в тех случаях, когда требуется более низкая температура плавления и более высокая пластичность. Он часто используется в старых электронных устройствах и некоторых специализированных приложениях, где его уникальные свойства имеют преимущество.
Применение бессвинцового припоя
Бессвинцовый припой все чаще используется в большинстве современных производств электроники, особенно в бытовой электронике, в целях соблюдения санитарных и экологических норм. Его также предпочитают в тех случаях, когда ключевыми факторами являются долгосрочная надежность и снижение воздействия на окружающую среду.
Сравнение физических свойств
Свинцовый припой обычно имеет более низкую температуру плавления, около 183°C, что облегчает работу с ним. Бессвинцовые припои, часто изготовленные из смеси олова, меди и серебра, имеют более высокие температуры плавления, обычно выше 217°C.
Прочность и прочность
Свинцовый припой известен своей долговечностью и отличными смачивающими свойствами. Однако бессвинцовый припой, несмотря на то, что он менее пластичен, часто обеспечивает превосходную механическую прочность, что может быть полезно в условиях высоких напряжений.
Воздействие на здоровье и окружающую среду
Свинцовый припой представляет значительный риск для здоровья, особенно в производственных условиях. Воздействие свинца может привести к неврологическим и респираторным проблемам, что делает его серьезной проблемой для безопасности работников.
Экологические проблемы со свинцом
Загрязнение окружающей среды свинцом может нанести вред экосистемам. Его использование в электронике усугубляет проблемы с электронными отходами, поскольку свинец может проникать в почву и грунтовые воды.
Преимущества бессвинцового припоя
Переход на бессвинцовый припой снижает эти риски для здоровья и снижает воздействие на окружающую среду, что соответствует глобальным усилиям по более безопасному и экологичному производству электроники.
Стоимость соображений
Свинцовый припой обычно дешевле из-за его широкой доступности и более низкой стоимости. Его многолетнее использование в промышленности также способствует его доступности.
Стоимость бессвинцовой пайки
Бессвинцовый припой, как правило, дороже, отчасти из-за стоимости альтернативных металлов, таких как серебро или медь. Процесс производства бессвинцового припоя также может быть более сложным, что приводит к более высокой стоимости.
Бессвинцовый припой и свинцовый припой

Традиционно свинцовый припой был предпочтительным выбором из-за его превосходной электропроводности и низкой температуры плавления. Однако с ростом обеспокоенности по поводу безопасности для здоровья и окружающей среды бессвинцовый припой становится все более популярным. В этом блоге подробно проводится сравнение свинцового и бессвинцового припоев, изучаются их свойства, использование и влияние как на производственный процесс, так и на окружающую среду в целом. Понимание этих различий жизненно важно для производителей, любителей и профессионалов при принятии обоснованных решений в своей практике пайки.
Заключение
Выбор между свинцовым и бессвинцовым припоем зависит от различных факторов, включая требования к применению, соответствие нормам охраны труда и окружающей среды, а также соображения стоимости. Хотя свинцовый припой предпочитают из-за простоты использования и низкой температуры плавления, его существенными недостатками являются риски для здоровья и воздействие на окружающую среду. Бессвинцовый припой, несмотря на то, что он дороже и имеет более высокую температуру плавления, все чаще становится стандартом в отрасли, что обусловлено нормативными стандартами и соображениями безопасности. В конечном итоге решение должно основываться на конкретных потребностях проекта, балансируя факторы производительности, соответствия требованиям и стоимости.



