

Дефекты пайки
- дефекты заготовок и сборки изделия под пайку;
- дефекты паяных швов;
- дефекты готового паяного изделия.
Для обеспечения качества паяной конструкции в первую очередь необходимо обеспечить качество изготовления заготовок и сборки под пайку. При сборке обращают внимание на установление необходимых зазоров и надежное закрепление соединяемых элементов изделия.
Изделие, подлежащее пайке, после нанесения и закрепления припоя устанавливают в приспособление, обеспечивающее полное затекание припоя в зазоры и наименьшее коробление конструкции.
Характерные дефекты сборки под пайку: неравномерность зазора между соединяемыми поверхностями; смещение элементов паяемого изделия. Эти дефекты пайки возникают вследствие неточной обработки заготовок; смещения заготовок в процессе их закрепления при сборке; отсутствия приспособлений, обеспечивающихнадежную фиксацию изделия и отдельных его элементов.
Типичные дефекты паяных швов (соединений):
- непропай — несплошное заполнение зазора припоем, а также отсутствие связи между припоем и основным металлом;
- трещины;
- поры и раковины;
- шлаковые и флюсовые включения.
Непропай возникает в результате несмачивания паяемого металла припоем. Чтобы избежать непропаянных мест, необходимо тщательно удалить оксидную пленку и обеспечить установленные технологией пайки зазоры. Наличие вредных примесей в припоях отрицательно влияет на качество заполнения зазора.
Жидкотекучесть припоев резко снижается при их загрязнении оксидами.
Трещины в паяных швах могут возникнуть под действием собственных напряжений в основном металле или вследствие вибраций (см. Защита от вибрации) паяемой конструкции в процессе пайки, когда закристаллизовавшийся припой недостаточно прочен. К образованию трещин склонны швы, спаянные припоя ми, имеющими широкий интервал кристаллизации.
Различают ГТ и ХТ. Первые образуются в процессе кристаллизации и усадки припоя при высоких температурах, вторые — при температурах до 200 о С.
В зависимости от расположения трещины делят на три группы:
- в шве паяного соединения;
- в основном металле;
- в контакте припоя с основным металлом.
Трещины в припое паяного шва могут возникнуть вследствие усадки при кристаллизации и образовании галтелей в соединениях, паянных внахлестку. Трещины в контакте припой — основной металл могут появиться при пайке разнородных металлов с резко различными физико-химическими свойствами.
В основном металле ГТ и ХТ появляются под действием собственных напряжений, имеющих место при сборке, нагреве под пайку, кристаллизации металла шва и охлаждении паяного соединения. В основном металле трещины могут образовываться под действием расплавленного припоя.
Возникновение мелких пор, в том числе и непропаев, может вызвать выделение в процессе пайки газов, содержашихся в припое и образующихся при испарении отдельных компонентов флюсов и припоев. Усадочные раковины, поры и неспаи могут появиться также при недостаточном количестве внесенного при пайке припоя или слишком большом зазоре между кромками свариваемых деталей. Наличие адсорбированного слоя влаги во флюсе и на прутках припоя тоже способствует появлению пор инепропаев.
Шлаковые включения в паяном шве образуются вследствие плохой подготовки поверхности соединяемых элементов перед пай кой, наличия загрязнений (ржавчины, масла и т.д.), а также при длительном нагреве во время пайки, когда флюс, реагируя с основным металлом, переходит в шлак, плохо вытесняемый при поем. Избыток кислорода в пламени при пайке газовой горелкой также влечет за собой образование шлаковых включений.
К дефектам готового паяного изделия относятся деформации и коробление, вызванные неравномерными нагревом и охлаждением в процессе пайки, а также неправильной сборкой изделия под пайку.
Анализируя дефекты пайки, сварки, склеивания и причины их возникновения, можно утверждать, что для предотвращения образования дефектов в первую очередь необходимы строгое соблюдение технологии сварки, пайки, склеивания и надежный контроль качества в процессе производства.
Источник
Ключевые свойства паяльной пасты
Свойства паяльной пасты важны для решения проблем, связанных с бессвинцовой пайкой. Химический состав флюса этих бессвинцовых паяльных паст должен обладать свойствами, достаточными для формирования годных паяных соединений. В данной работе будут проиллюстрированы три ключевых свойства паяльной пасты, оказывающих влияние на образование дефектов типа «голова на подушке» — стабильность паяльной пасты с течением времени и под воздействием температуры, смачиваемость пастой меди и стойкость пасты к образованию шариков припоя и окислению.
Стабильность паяльной пасты с течением времени и под воздействием температуры [3]
Стабильность материала паяльной пасты зависит от воздействия на нее температуры и прошедшего времени. Во время поставки, хранения и трафаретной печати внутри флюса в пасте может произойти преждевременная реакция. Это ведет к ослаблению способности флюса очищать паяемые поверхности во время пайки оплавлением в воздушной среде.
Чтобы оценить стабильность паяльных паст, были проведены испытания на вязкость и уровень pH в условиях ускоренного старения. Результаты показали рост вязкости и снижение уровня pH при старении паст. Суммарные результаты продемонстрировали, что паяльная паста A более стабильна, чем паста B, так как у первой из них свойства (вязкость и pH) изменились при старении в меньшей степени (см. рис. 21).
Рис. 21 — Сравнение свойств паяльных паст A и B в условиях 4-дневного старения при 29°C; изменения вязкости и pH записывались одновременно с образованием дефектов «голова на подушке».
Этот результат предполагает, что преждевременная реакция приведет к увеличению вязкости паяльной пасты. Уменьшение окислов на поверхности металлических частиц припоя за счет действия флюса вызовет образование солей металлов в качестве побочных продуктов реакции и приведет к повышению вязкости паяльной пасты. Преждевременная реакция вызовет снижение уровня pH вследствие высвобождения ионов H .
Применительно к паяльной пасте, в результате прохождения реакции ковалентно связанный активатор в составе пасты диссоциирует с высвобождением ионов H . Эта реакция гипотетически представляется как реакция отщепления бромистого водорода с образованием HBr.
Таким образом, повышенные степени изменения вязкости и pH являются индикаторами преждевременной реакции. Результатом этого является образование дефектов «голова на подушке» вследствие недостаточной способности флюса к выполнению своих функций в процессе пайки оплавлением в воздушной атмосфере.
Была установлена сильная корреляция между стабильностью паяльной пасты и уровнем образования дефектов «голова на подушке». Паста A, обладающая лучшей стабильностью свойств во времени и под воздействием температуры, демонстрирует меньший уровень образования дефектов «голова на подушке» при таких условиях испытаний по сравнению с пастой B.
Смачиваемость пастой меди и припоя.
Предполагается, что более быстрое смачивание паяльной пастой меди благоприятствует смачиванию. Причина этого в том, что флюс более эффективен в деле удаления поверхностных слоев окислов, что обеспечивает лучшее взаимодействие поверхности с пастой. Более быстрое смачивание обычно отражает ускоренное реагирование флюса. По этой причине паяльные пасты, обладающие коротким временем смачивания, демонстрируют хорошую смачивающую способность.
Хорошая способность паяльной пасты смачивать шариковые выводы из припоя — еще одно ключевое свойство пасты, обеспечивающее формирование годных паяных соединений. Чтобы исследовать способность паяльной пасты смачивать шариковые выводы из припоя, был проведен описанный ниже эксперимент.
Компонент BGA был перевернут, и паяльная паста нанесена трафаретной печатью на шарики припоя. В идеальном случае паяльная паста должна слиться с шариками. Если такого слияния не происходит, то на верхушке большого шарика припоя BGA-компонента будет наблюдаться маленький припойный шарик.
Может быть установлена взаимосвязь между формированием маленьких шариков припоя и уровнем образования дефектов «голова на подушке», проведя пайку оплавлением BGA- компонентов с применением одной и той же паяльной пасты и теми же самыми параметрами процесса.
Стойкость паяльных паст к окислению.
Стойкость паяльных паст к окислению — важная составляющая флюса. Флюс, не способный защитить порошок припоя, вызовет сильное окисление внешней поверхности отпечатка паяльной пасты. Этот окисный слой станет на паяльной пасте барьером для формирования паяного соединения, и таким образом увеличит склонность к образованию дефектов «голова на подушке». Механизм воздействия стойкости к окислению на образование дефектов «голова на подушке» представлен на рис. 25.
Для нанесения трафаретной печатью различных паяльных паст на тестовые купоны применялся трафарет с несколькими размерами апертур. Затем данные купоны подвергались пайке оплавлением в воздушной атмосфере. Полученные отпечатки паяльной пасты были проверены на наличие «эффекта клубники» (отсутствие слипания частиц пасты на внешней поверхности).
Если на отпечатке конкретной паяльной пасты наблюдался «эффект клубники», то подразумевалось, что данная паста не обладает хорошей стойкостью к окислению. Результаты эксперимента представлены на рис. 26a. Они показывают, что проявление «эффекта клубники» возрастает с уменьшением объема отпечатка пасты для всех испытанных паяльных паст.
Более того, две паяльные пасты (W и Z) продемонстрировали повышенный в сравнении с другими тремя пастами «эффект клубники» при уменьшении размеров апертур, что является индикатором того, что эти две пасты обладают пониженной стойкостью к окислению. В результате пасты W и Z также продемонстрировали повышенный % образования дефектов «голова на подушке» (см. рис. 26b).
Из данных результатов вытекает, что для формирования годного соединения паяльная паста, помимо хорошей смачивающей способности, должна также демонстрировать достаточную стойкость к окислению.
Конструкция платы
Конструкция платы оказывает вторичное воздействие на образование дефектов «голова на подушке». Было установлено, что различные платы обладают различной чувствительностью к образованию дефектов «голова на подушке» при использовании одного и того же корпуса.
Эта чувствительность определяется передачей тепла, наложением слоев платы и внутренними слоями меди под площадкой. Все это влияет на разность температур между площадками. Это может вызвать задержку времени в оплавлении пасты, увеличивая окисление в присутствии зазора между шариком BGA-корпуса и пастой. На рис.
42 представлено полученное с высокоскоростной камеры изображение контактных площадок BGA-компонента с нанесенной пастой в процессе пайки оплавлением. Первый кадр (рис. 42a) показывает нагрев посадочного места; второй кадр (рис. 42b) показывает несколько оплавленных площадок со слиянием пасты, в то время как остальные площадки не оплавлены.
Рис. 42 — Задержка оплавления пасты.
Другой пример плотности меди показан на рис. 43. В этом примере наблюдается 15% различие уровня образования дефектов «голова на подушке» на одной и той же плате, изготовленной двумя поставщиками. Обнаруженная чувствительность к образованию дефектов «голова на подушке» связана с тем, что антиплощадки были обрезаны одним поставщиком и полностью оставлены другим.
Эта дополнительная медная плоскость, окружающая переходные отверстия, изменила скорость нагрева, вызвав различие в задержке времени оплавления. Это нефункциональные площадки, которые были не видны специалистам контрактного сборщика и конструктору платы.
Под большинством BGA-компонентов имеются промежуточные переходные отверстия. закрытие переходных отверстий под BGA-компонентом может повлиять на разницу температур между внешними и внутренними шариками. Когда переходные отверстия не закрыты, больше тепла может достичь центра корпуса.
Дополнительная медь на металлизированных сквозных отверстиях Чувствительность к образованию дефектов «голова на подушке» была обнаружена у площадок, ограниченных паяльной маской (SMD) и металлом (MD). Обычно ограниченные маской площадки заканчиваются бо льшим диаметром площадки, что вызывает образование меньшего по размеру пика припоя после пайки оплавлением (см. рис. 44).
Чувствительность к контактной площадке означает, что дефекты «голова на подушке» с большей вероятностью образуются на площадках, ограниченных паяльной маской, чем на ограниченных металлом. Данные показывают, что у первых из них таких дефектов больше на 87%.
Окисление шариков припоя
Как показано на диаграмме Эллингема [2], олово в припоях SAC будет окисляться в воздушной атмосфере более охотно, чем остальные два присутствующих в сплаве важных элемента — Ag и Cu. Диаграмма Эллингема для Sn/Sn02 также демонстрирует, что Sn будет окисляться на воздухе при всех температурах, представляющих интерес с точки зрения пайки.
Флюс в составе паяльной пасты выполняет функцию уменьшения окислов олова у металлических частиц припоя в процессе пайки оплавлением, предпочтительно — перед тем, как шарик припоя оплавится. Однако, если во время пайки оплавлением происходит разделение шарика припоя и паяльной пасты до того, как шарик припоя оплавится (как показано на рис. 2), окисление шарика припоя не будет уменьшено и может продолжиться в сторону еще большего окисления при оплавлении шарика в зоне оплавления печи.
Образование дефекта «голова на подушке», % Паста Паста Паста Паста Паста Паяльная паста Тем не менее, чтобы уменьшить окисление поверхности оплавленного шарика припоя и обеспечить слияние этого оплавленного шарика с оплавленной массой паяльной пасты с целью формирования годного паяного соединения, требуется, чтобы a) в составе флюса все еще присутствовало достаточное количество кислоты, чтобы снизить окисление металлического олова и пары воды и b) и шарик припоя, и масса паяльной пасты все еще находились в расплавленном состоянии, когда происходит это уменьшение окисления.
Чтобы подтвердить тезис о том, что избыточное окисление шарика припоя реально имеет отношение к образованию дефектов «голова на подушке», три различных BGA-компонента, обозначенных Компонент A, P и E, были подвергнуты сушке в воздушной атмосфере на период 24, 48 и 72 часа, а затем — пайке оплавлением в идентичных условиях.
Результаты исследования показаны ниже на рис. 27. Очевидно, что с увеличением времени сушки уровень образования дефектов «голова на подушке» растет. Однако, это увеличение у различных типов компонентов варьируется, и один из корпусов, компонент E, не продемонстрировал какого-либо заметного образования дефектов «голова на подушке» даже после 72-часовой сушки в воздушной атмосфере перед пайкой оплавлением по технологии поверхностного монтажа.
Чтобы подтвердить, что на поверхности шариков припоя во время операции сушки образовалось больше окислов, толщина окислов на поверхности шарика припоя измерялась для всех трех корпусов после различной продолжительности сушки в воздушной атмосфере. На рис.
Для двух из трех измеренных корпусов (компонентов A и P), увеличение толщины окисного слоя привело к росту уровня образования дефектов «голова на подушке» с формированием устоявшегося значения этого уровня при толщине слоя около 15 нм. Однако, для компонента E увеличение толщины окислов не принесло видимого увеличения уровня образования дефектов «голова на подушке».
Корпус E продемонстрировал минимальное коробление при высоких температурах, и потери контакта между шариком припоя и паяльной пастой не произошло. Таким образом, флюс в составе пасты смог уменьшить оксидирование шариков припоя и защитить их от дальнейшего окисления.
Учитывая вышесказанное, данные результаты позволяют констатировать, что более толстый слой окислов на поверхности шарика припоя может вызвать повышение уровня образования дефектов «голова на подушке», но может и не быть определяющим фактором появления таких дефектов.
Параметры профиля оплавления
Параметры профиля оплавления оказывают сильное влияние на чувствительность к образованию дефектов типа «голова на подушке». Идеальным вариантом является одновременная пайка оплавлением всех компонентов на плате. Однако, на всех платах во время пайки оплавлением наблюдается некоторая степень колебания температур между различными компонентами и в пределах одного компонента.
Существует два сценария, при которых ΔT может повлиять на образование дефектов «голова на подушке». Сценарий 1 относится к легким BGA-компонентам. Если между сторонами BGA-компонента присутствует разница температур, одна из них подвергнется оплавлению раньше другой, что может вызвать наклон компонента, как это показано на рис. 12.
Паста оплавится в первом углу компонента, наклонит его, что приведет к воздействию высоких температур на другую сторону. На открытых шариках увеличится окисление, так как у них не будет защиты со стороны флюса из состава пасты, который, в свою очередь, снизит свою активность.
Корпус вернется обратно в плоское положение за счет смачивания пастой шарика, но то, насколько быстро это произойдет, зависит от силы смачивания пасты. К тому времени, когда это произойдет, в некоторых областях корпуса может возникнуть дефект типа «голова на подушке», так как в этих областях недостаточно активного флюса для уменьшения окислов на поверхности шариков.
Для имитации высокого значения ΔT в рамках легкого BGA-компонента размером 15×15 мм, была использована контрольная плата. Чтобы создать ΔT по площади BGA-компонента, к нижней части платы были прикреплены два куска материала FR4 таким образом, чтобы они располагались под половиной контактной площадки BGA-компонента (см. рис. 13).
Эти куски FR4 являются экранами для передачи тепла к BGA-компоненту снизу. При температуре 217°C было достигнуто значение ΔT=8°С. Результаты планирования эксперимента показали рост образования дефектов «голова на подушке» на 35% по сравнению с 0% без наличия кусков FR4 и ΔT=2°С.
Второй сценарий, при котором ΔT оказывает влияние на появление дефектов «голова на подушке», относится к крупным BGA-компонентам, обладающим большой разницей температур между внутренними и внешними шариками. Так как никой корпус не является абсолютно плоским, некоторые из шариков не войдут в контакт с пастой до тех пор, пока внутренние шарики не расплавятся, и корпус не будет испытывать осадку.
Разница во времени между тем, как два занимающих крайнее положение (внешний и внутренний) шарика расплавятся до состояния ликвидуса, очень важна и носит название временной задержки ликвидуса. Так как это время возрастает, происходит тот же эффект, что мы уже наблюдал в сценарии 1.
В его рамках увеличивается время, в течение которого происходит окисление открытых шариков, так как отсутствует защищающий их флюс, и к тому времени, как происходит полная осадка корпуса, флюс уже потерял бо льшую часть способности выполнять свои функции, что в результате ведет к появлению дефектов «голова на подушке» у некоторых паяных соединений.
Также истинное время пребывания выше температуры ликвидуса (шарик находится в состоянии ликвидуса и в контакте с пастой, также находящейся в состоянии ликвидуса), которое испытают внешние шарики, гораздо меньше, чем будет сообщено программным обеспечением устройства термопрофилирования.
На рис. 14 представлен термопрофиль для крупного BGA-компонента размером 50×50 мм. Временная задержка ликвидуса у этого профиля составляет 23,6 с при ΔT = 9,3°С при пиковой температуре и 22°С при 220°С. Истинное время пребывания выше температуры ликвидуса определяется как такое время, прошедшее с момента осадки корпуса до отверждения первого шарика. Из рис. 14 оно составляет 40,5 с, в то время как это же время из программы равно 72 с.
Временная задержка ликвидуса, удерживающая шарик компонента от осадки, сокращает окно времени пребывания выше температуры ликвидуса и подвергает пасту воздействию высоких температур, пока корпус находится в поднятом состоянии. Оба этих состояния — временная задержка ликвидуса и истинное время пребывания выше температуры ликвидуса (называемое нами также эффективным временем пребывания) — важные параметры для понимания и оценки риска образования дефектов «голова на подушке» в рамках техпроцесса поверхностного монтажа.
Временная задержка ликвидуса будет влиять на деградацию свойств пасты при высоких температурах, а истинное время пребывания выше температуры ликвидуса — на время контакта шарика и пасты. На рис. 15 представлена общая картина допустимых значений этих параметров для предотвращения образования дефектов «голова на подушке».
Пиковая температура и время пребывания выше температуры ликвидуса
Среди параметров оплавления, влияющих на образование дефектов «голова на подушке» — пиковая температура и время пребывания выше температуры ликвидуса. Имея дело с таким типом дефектов, увеличение обоих этих параметров может уменьшить уровень образования дефектов благодаря добавлению времени на контакт корпуса с пастой после полной осадки и слияния.
Для проверки окна процесса пайки оплавлением было выполнено планирование эксперимента. Результаты показали, что малое время пребывания выше температуры ликвидуса и малая пиковая температура термопрофиля повышает уровень образования дефектов «голова на подушке» (см. рис. 16 и таблицу 1).
Проверка окна процесса — Таблица 1
| Пайка оплавлением | Пиковая температура 230-250 °С | Выдержка 60-120 сек. | Время выше ликв. 30-60 сек. | Диапазон копланар. mils | Выход годных |
| Низкая температура | 231,7 | 61,1 | 28,5 | 3,97 – 6,46 | 98% (49/50) |
| Высокая температура | 247,1 | 119,4 | 59,6 | 3,55 – 6,94 | 100% (50/50) |
| Средняя температура | 239,3 | 90 | 47,3 | 3,71 – 6,83 | 100% (25/25) |
Время выдержки
Еще один параметр пайки оплавлением, который может оказать воздействие на образование дефектов типа «голова на подушке» — время выдержки. Воздействие зависит от типа используемой пасты и ее поведения при высоких температурах. Описанное ниже планирование эксперимента показывает значительное воздействие времени выдержки на образование дефектов «голова на подушке» для конкретной пасты LF.
В эксперименте использовались три различных термопрофиля с различными временами выдержки (коротким, средним и длительным), представленные на рис. 17. Короткая выдержка лучше всего подходит для уменьшения уровня образования дефектов «голова на подушке» для исследуемого типа пасты.
Планирование эксперимента по времени выдержки — Таблица 2
| Время между 150 – 175°C | Время между 175 – 217°С | Время выше ликв. 217°C | Пиковая температура, °C | Уровень дефектов «Голова на подушке» | |
| Короткая выдержка | 231,7 | 61,1 | 28,5 | 3,97 — 6,46 | 98% (49/50) |
| Средняя выдержка | 247,1 | 119,4 | 59,6 | 3,55 — 6,94 | 100% (50/50) |
| Длительная выдержка | 239,3 | 90 | 47,3 | 3,71 — 6,83 | 100% (25/25) |
Часть viii. дефекты пайки оплавлением – дефекты компонентов в корпусах bga
Компоненты в корпусах BGA являются наиболее сложными компонентами с точки зрения позиционирования при установке, пайки и контроля. Визуальный контроль паяных соединений для компонентов BGA крайне затруднен, требуется наличие специального оборудования, например систем визуального контроля ERSASCOPE.
Наиболее точные результаты контроля достигаются при рентгеновском контроле или при разрушающем контроле путем снятия микрошлифа.
Критерии качества паяных соединений BGA компонентов с применением визуального и рентгеновского методов контроля рассмотрены в новой версии международного стандарта IPC-A-610D «Критерии качества электронных сборок» (февраль 2005 года). А требования к конструкции BGA, контактных площадок, анализ и классификация дефектов пайки в зависимости от класса аппаратуры приведены в стандарте IPC-7095A «Конструкция и внедрение процессов сборки с применением BGA» (октябрь 2004 года).
В настоящей публикации приведен анализ различных дефектов паяных соединений компонентов в корпусах BGA, причинами которых являются ошибки при разработке и производстве печатных плат, установке и пайке компонентов.
| Пример дефекта | Описание дефекта | Возможные причины | Методы предотвращения |
 | Эффект «Поп-корна» Метод контроля — рентген. В центре микросхемы паяные соединения отсутствуют (малый размер шариков свидетельствует об отсутствии механического контакта), вокруг центральной части большое количество перемычек припоя | Поглощение корпусом компонента влаги. В процессе пайки интенсивное испарение влаги может приводить к: | Обеспечить хранение BGA компонентов в соответствующей упаковке, предотвращающей поглощение влаги (dry pack), или в шкафах сухого хранения. Обеспечить предварительную сушку компонентов перед сборкой (125°С х 24 часа), однако подобная процедура может оказать негативное влияние на паяемость выводов компонентов |
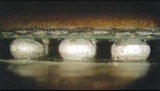
  | Неполное оплавление паяльной пасты в процессе пайки. Метод контроля — визуальный. Паяльная паста оплавлена не полностью. Поверхность паяного соединения шероховатая повторяет форму частиц паяльной пасты | Неправильный выбор температурного профиля. Недостаточное время и/или температура предварительного нагрева. Недостаточное время и/или температура пайки. | Измерить температурный профиль и откорректировать режимы предварительного нагрева и/или пайки. |
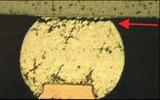
 | Трещины и разрывы в паяном соединении. Метод контроля – визуальный, рентген, снятие микрошлифа. | Плохая паяемость шариковых выводов, дефект сопровождается неправильной формой галтели припоя (см. рис.). Низкая температура и/или время пайки. | Использовать паяльную пасту с более активным флюсом. Повысить температуру и/или время пайки. |
 | Трещины и разрывы между шариком и подложкой микросхемы. Метод контроля – визуальный, рентген, снятие микрошлифа. | Высокие механические нагрузки, возникающие из-за разных коэффициентов теплового расширения, как правило, наблюдаются у керамических CBGA. | Снизить скорость охлаждения после пайки. |
  | Отсутствие смачивания контактных площадок. Метод контроля – визуальный, рентген, снятие микрошлифа. Полное отсутствие или слабый электрический и механический контакт паяного соединения. | Плохая паяемость контактных площадок. Загрязнение контактных площадок в процессе хранения и сборки ПУ. «Черные контактные площадки» — окисленное покрытие Ni/Au. | Произвести испытания печатных плат на паяемость в соответствии с требованиями стандарта J-STD-003A «Тесты на паяемость печатных плат» Обеспечить хранение печатных плат в вакуумной упаковке, произвести предварительную очистку контактных площадок перед сборкой (например, с помощью Vigon S100), для перемещения плат использовать защитные перчатки. Заменить поставщика печатных плат. |
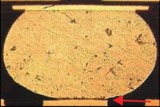
 | Затекание паяльной маски на контактную площадку. Метод контроля – визуальный, рентген, снятие микрошлифа. Дефект может стать причиной возникновения трещин в паяном соединении. | Ошибки при разработке или изготовлении печатных плат | Проконтролировать правильность конструкции контактных площадок на соответствие требованиям стандарта IPC-7095A. Ввести операцию контроля качества нанесения паяльной маски на входном контроле печатных плат. Заменить поставщика печатных плат. |
 | Окисленные паяные соединения. Метод контроля – визуальный. Дефект носит косметический характер. | Несколько циклов нагрева при пайке двухсторонних печатных плат. Высокая температура и время пайки. | Осуществлять пайку компонентов BGA после сборки первой стороны. Уменьшить температуру и/или время пайки. |




")

