

- Все о флюсе для пайки алюминия
- Особенности
- Распространённые виды
- Канифоль
- Порошковые
- Жидкие
- Популярные марки
- Как сделать своими руками?
- Как пользоваться?
- Все о флюсах для пайки микросхем
- Требования
- Разновидности
- Популярные производители
- Как использовать?
- Припой припою рознь, или Несколько слов о флюсах
- ROL0
- ORL0
- ROL1 и ORL1
- ROM0
- ROM1
- ROH1
- TL;DR
- Особенности пайки с флюсом
- Какими характеристиками должен обладать флюс для пайки медных труб
- Разновидности флюса
- Каким припоем паять медные трубы
- Особенности самостоятельного изготовления флюса
- Этапы пайки медных труб
- Рекомендуемые товары
- Что это такое — паяльные флюсы
- Основные функции и свойства
- Требования к флюсам
- Классификация по типу
- Активные
- Бескислотные
- Антикоррозийные
- Защитные флюсы
- Активированные
- По состоянию
- Твердые
- Пастообразные
- Как правильно выбрать флюс
- Как пользоваться флюсом для пайки
- Удаление остатков
- Как приготовить паяльный флюс своими руками
- Техника безопасности
- Хранение — срок годности
- Каким бывает флюс для пайки и как его выбрать?
- Что это такое и зачем нужен?
Все о флюсе для пайки алюминия

В отличие от спаивания деталей из других металлов и сплавов соединение алюминия при помощи пайки является наиболее трудновыполнимым. Оно требует специальных флюсов.
Особенности
Флюс для пайки алюминия существенно отличается от составов, используемых для паяния меди и стали. Для него применяются реагенты, легко растворяющие окисную плёнку на поверхности алюминиевой детали, препятствующую пайке.
По сравнению с цинком и железом алюминий более активен – за считаные секунды тщательно зачищенная алюминиевая деталь образует новую оксидную пленку. Причем последняя не менее плотная, чем только что счищенная. Чтобы при зачистке алюминиевой детали не допустить образования новой оксидной пленки, и нужен слой флюса, закрывающий доступ к алюминию кислорода из воздуха.
В отличие от меди и стали алюминий обладает низкой температурой плавления – всего 660 градусов. Из-за этого перегрев алюминия чреват уменьшением прочности самой детали. Нагрев алюминия до 300 градусов приводит к уменьшению устойчивости детали или всей конструкции, на которой производится пайка.
Алюминиевые сплавы по сравнению с чистым алюминием плавятся при температуре менее 600 градусов. Чтобы этого избежать, применяются более низкотемпературные припои, содержащие олово, кадмий, висмут и индий. За слишком низкотемпературную пайку пользователь расплачивается неудовлетворительной прочностью паяного соединения. Поэтому в припой, предназначенный для пайки алюминия, вводят цинк, хорошо растворяющийся в алюминии.
Соединение на основе цинксодержащего припоя удаётся более прочным – сам цинк плавится при 420 градусах.
Распространённые виды
Имея в наличии специальный высокотемпературный паяльник и такой же припой, алюминий можно спаять, к примеру, с использованием канифоли.
Канифоль
Хотя канифоль является простейшим органическим флюсом, такой способ пайки требует отсека, из которого откачан воздух. Самостоятельно в домашних условиях спаять алюминий в безвоздушной среде весьма затруднительно. Жало паяльника обработано так, что на его конце имеется специальная канавка, облегчающая зачистку алюминиевой проволоки.
Порошковые
Чтобы избежать данных затруднений, и придуманы высокоактивные флюсы. Один из таких видов – порошковый состав. Пайка с его помощью требует паяльной лампы – газовой горелки, создающей концентрированный, узконаправленный поток пламени. Но отдельно вводить кислород в пламя запрещается – флюс быстро выгорает, а на спаиваемых деталях в точке соединения образуется новая окисная пленка.
Простейшие порошковые флюсы – лимонная и ацетилсалициловая кислоты. При пайке они выделяют большое количество паров, содержащих органические соли на основе этих кислот. Вдыхание этих паров небезопасно. Альтернатива – высокотемпературный порошковый флюс на основе натриевой соли борной кислоты: только при температуре свыше 700 градусов он приобретает вязкость, и его применение для алюминиевых сплавов весьма ограничено.
Паяльный жир можно измельчить в порошок. Он изготавливается на основе любого тугоплавкого жира, технического вазелина, парафина и иных органических реагентов, сохраняющих твёрдость при комнатной температуре. В качестве основных неорганических реагентов – вода, «очищенная» от ионов, хлорид цинка и хлорид аммония.
Жидкие
Жидкий флюс часто содержит в себе минеральную кислоту либо соль на её основе. Испарение этого флюса при пайке ещё более опасно для глаз и органов дыхания, чем всё те же лимонная и «аспириновая» кислоты.
Его основное достоинство – наивысшее качество пайки. Кислота, вступая в реакцию с алюминием, образует на его поверхности солевой слой, легко поддающийся пайке. Недостаток жидких флюсов – их остатки нужно смывать после окончания работ, чтобы не допустить коррозии.
Популярные марки
Ф-34А. Выполнен по ТУ 48-4-229-87 и содержит хлорид калия 50%, хлорид лития 32%, хлорид цинка 8%, фторид натрия 10%. Облегчает пайку с припоем различных температур плавления. Может быть приготовлен на водной основе.
Ф-64 включает в себя тетраэтиламмоний, фториды, деионизированную воду, увлажняющие и задерживающие коррозию реагенты. Удаляет окисную пленку большой толщины и подходит для пайки массивных деталей. Паяет не только алюминий, но и бериллиевую бронзу.
Ф-61 включает в себя триэтаноламин, фторборат цинка, фторборат аммония. Работает всего при 250 градусах, подходит для алюминиевых сплавов.
Castolin Alutin 51 L – 32% олова, также добавлены свинец и кадмий. Годен при температуре от 160 градусов.
Как сделать своими руками?
Зачастую под рукой нет крепких минеральных кислот. Их могут заменить кислоты органические: лимонная, уксусная, ацетилсалициловая и другие. Флюс также готовится на основе любого масла, в котором не содержится большого количества воды. Чтобы выпарить из масла воду, его прогревают при температуре до 200 градусов. При более высокой температуре оно пережигается до углерода.
Если нет технического или индустриального масла, воспользуйтесь солидолом, вазелином или парафином, в который добавляется стальная или медная стружка.
Его назначение – зачистить алюминий, счистить с поверхности детали оксидную пленку, а органический наполнитель не даст кислороду вновь окислить алюминий. Это и есть самодельный флюс с медью или железом. Некоторые паяльщики применяют в качестве наполнителя китовый жир.
Поскольку цинк лучше соединяется с алюминием, хлорид цинка готовится на основе соляной кислоты. Такой простой, но весьма активный, действенный флюс может применяться не только при пайке алюминия, меди, стали и цинка. Препараты, например, содержащие соляную кислоту таблетки, продаются в аптеке – они используются пациентами, у которых нарушена выработка этой кислоты для желудочного сока.
Чтобы приготовился раствор хлорида цинка, несколько таких таблеток растворяют в дистиллированной воде, а затем опускают туда цинковые пластины, вырезанные из металлического стакана солевых батареек. Когда выделение водорода прекратится – реакция окончена, флюс готов к применению.
Как пользоваться?
Паять алюминий следует только после полного удаления оксидной пленки. Зачистить соединяемые точки деталей наждачкой не удастся – на месте старой пленки оксида алюминия тут же образуется новая, хоть и более тонкая. Перед удалением окисной плёнки поверхность деталей обезжиривают с помощью ацетона, 646-го растворителя или спирта.
После растворения оксидной пленки детали зажимают в тисках, прогревают паяльником и наносят слой припоя. При отсутствии флюса под разогретой и размягченной канифолью поверхностные слои, включая оксидную пленку, соскабливаются при помощи жала паяльника; такое место спайки не будет отличаться повышенной прочностью.
Если есть возможность, мелкие детали в точке спайки погружаются в предварительно расплавленный припой, при этом паяльник должен иметь повышенную мощность – вплоть до 100 Вт.
Подробнее о флюсе для пайки алюминия смотрите в видео ниже.
Все о флюсах для пайки микросхем

Надежность и производительность электронных систем зависит от прочности и надежности соединения отдельных элементов. Значительно повысить прочность соединений, выполняемых пайкой, можно с помощью флюса. Поэтому стоит ознакомиться с основными требованиями, предъявляемыми к качественному флюсу для пайки микросхем, рассмотреть их разновидности и ассортимент, а также ознакомиться с советами по правильной пайке с их применением.
Требования
Любой используемый флюс для пайки микросхем должен одновременно способствовать:
- повышению смачиваемости элементов припоем за счет снижения его поверхностного натяжения;
- удалению оксидов, жиров и загрязнений с поверхности металла (а также предотвращению его дальнейшего окисления в процессе пайки);
- увеличению коэффициент текучести припоя для лучшего заполнения шва.
Кроме этого, такой расходник должен отвечать ряду требований.
- Температура, при которой плавится материал флюса, не должна быть выше точки плавления используемого припоя. В противном случае флюс не будет должным образом смешиваться с припоем и не только не принесет пользы, но может даже ухудшить качество пайки.
- В большинстве случае (за исключением применения реактивно-флюсовой пайки) флюс должен быть химически нейтрален по отношению к припою, не образуя при взаимодействии с ним никаких новых химических веществ.
- Остатки использованного флюса должны легко удаляться со шва после его застывания.
- Ток утечки в соединениях, выполненных с применением смеси, должен быть как можно ниже.
С точки зрения безопасности и удобства использования стоит также учитывать такие свойства смеси:
- опасность для здоровья;
- количество дыма, образующегося при нагревании;
- запах при нагреве.
Разновидности
По химическому составу и достигаемому эффекту все флюсы принято разделять на 3 категории.
- Нейтральные составы – имеют слабую химическую активность, поэтому отличаются относительно слабой эффективностью удаления жировых и оксидных пленок. Применение нейтральных флюсов требует использования легкоплавких припоев. В большинстве случаев нейтральные смеси добавляют при пайке медных компонентов. К этой группе относятся такие вещества, как канифоль (и другие древесные смолы), стеарин, а также различные виды воска.
- Слабокоррозионные паяльные флюсы – в их состав входят как небольшое количество сильнодействующих веществ, так и растворители (спирт, слабые кислоты, вода, жиры). Еще одним обязательным компонентом этих флюсов является канифоль, призванная снизить коррозионный эффект активных компонентов.
- Сильнокоррозионные смеси – отличаются наличием в составе высокоактивных и даже агрессивных компонентов (неорганических кислот, хлоридов или фторидов). Из привычных радиолюбителям «старой школы» к этой категории относится паяльная кислота (раствор хлорида цинка либо различные составы с применением ортофосфорной и/или соляной кислоты), а современные производители предпочитают выпускать такие флюсы в виде гелей и паст с дозатором. Вещества этой категории стоит выбрать для ответственных профессиональных работ (например, для пайки дорожек в телефоне), когда важно убрать с поверхности малейшие остатки оксидных пленок. Нарушение технологии нанесения и удаления флюса может привести к безвозвратной порче микросхемы и ее элементов.
По агрегатному состоянию паяльные флюсы делятся на:
- твердые – к ним, например, относят канифоль;
- порошкообразные – представителем этой группы является бура;
- гели и пасты – в таком виде поставляются современные комбинированные флюсы от ведущих мировых производителей.
По температуре активации действующего вещества смеси разделяют на низкотемпературные (требуется нагрев до температуры ниже 450°С) и высокотемпературные (активируются при температуре выше 450°С).
Популярные производители
Среди российских любителей и профессионалов наибольшей популярностью пользуются несколько компаний-производителей флюсов.
Как использовать?
Паять с применением флюса, особенно сильнодействующего, нужно очень осторожно. В первую очередь важно соблюдать рекомендованную производителем концентрацию, а также следовать всем указаниям по нанесению и удалению использованного состава во время пайки.
Правильная последовательность действий:
- механическая очистка поверхности;
- нанесение флюса;
- нагрев поверхности с нанесенной смесью;
- нанесение припоя;
- остывание шва;
- удаление остатков флюса.
В большинстве случаев лучше всего промывать швы с помощью этилового спирта или ацетона. А также можно применять специальные жидкости для смывания флюса (например, Kontakt PCC или Flux-Off), которые можно найти в свободной продаже.
Особое внимание отмыванию флюса стоит уделять при использовании составов, содержащих глицерин – это вещество отличается высокой гигроскопичностью, поэтому плохо отмытый шов может очень быстро окислиться.
При выборе конкретной разновидности флюса стоит учитывать материал, который вы собираетесь паять.
- Алюминий из-за его высокой скорости окисления лучше всего паять с ортофосфорной кислотой или «безотмывочными» флюсами. Можно также применять канифоль, но наносить ее стоит сразу после зачистки.
- Нержавеющую сталь обычно паяют с безотмывочными смесями или фосфорной кислотой.
- Латунь паяют только с применением составов промышленного производства.
- Серебро требует промышленных составов с температурой активации от 520 до 820°С.
- Черные металлы паяют с хлоридом аммония или пастообразными составами.
- Для электронных компонентов нежелательно использовать канифоль – стоит применять специализированные пастообразные составы. Обратите внимание, что SMD-компоненты можно паять с составами для любой электроники, а вот для пайки BGA-схем стоит применять только BGA-флюсы (например, RMA-223-UV).
О том, какой флюс выбрать, рассказано в следующем видео.
Припой припою рознь, или Несколько слов о флюсах
Общаясь сейчас со связистами на предмет «сообщите, кому какой припой нужен», получил достаточно типовой ответ — «хороший, чтобы всё паял». Углублённое обсуждение вопроса вынесло на поверхность несколько запомнившихся людям торговых марок — в первую очередь Asahi — но и только. Про флюсы и их различия сказано ничего не было.
Спектр задач по пайке при этом у связистов простирается от антенно-фидерного хозяйства (кабели, разъёмы), через аксессуары (зарядки, гарнитуры) и до ремонта собственно радиоаппаратуры (SMD-компоненты).
В связи с этим я не только провёл краткий ликбез и показал пару табличек, но и хочу написать про это здесь, чтобы потом было удобно давать ссылку 🙂
Итак: какие бывают флюсы в припоях, что лучше — ORL0 или ROM1 (я проверил гуглем, обе аббревиатуры на Хабре встречались 0 раз), где искать эту информацию и зачем вообще это надо.
Как известно, припой для радиомонтажных работ бывает проволокой или трубчатый — с флюсом внутри. Второй намного удобнее в большинстве случаев, так как требует меньше операций для работы (при хорошем флюсе предварительно чем-либо смазывать паяемые поверхности вообще не требуется), лучше смачивает спаиваемое соединение, более толерантен к передержке и перегреву места пайки, и так далее.
Вместе с тем, флюсы в припоях — как и вне припоев — очень существенно различаются по своим свойствам, простираясь от обычной канифоли до пригодных для лужения кастрюль агрессивных составов. И мало того, что магазины — но и производители ширпотребных припоев часто вообще не указывают, что именно за флюс они применяют (впрочем, обычно это оказывается просто канифоль, как самая дешёвая).
Между тем, нас на практике интересуют по сути только две характеристики флюса: наличие остатков и агрессивность. По крайней мере, если рассматривать только обычные оловяно-свинцовые или оловяно-медно-серебряные припои для пайки РЭА, а не специфических металлов и сплавов типа алюминия.
Наличие остатков определяет вид места пайки после, собственно, её завершения. Идеальный флюс оставляет после себя полностью прозрачный или слегка желтоватый остаток, который — даже без отмывки — минимально портит внешний вид места пайки. Флюс похуже оставляет после себя коричневый, хорошо заметный остаток, который очень хочется так или иначе отчистить.
Наличие остатков и их цвет зависит от базового материала флюса.
Агрессивность определяет, насколько хорошо флюс помогает паять не идеально чистые поверхности — то есть покрытые тем или иным слоем окислов — без предварительной механической зачистки. С другой стороны, агрессивный остаток, не отчищенный с платы после пайки, может вызвать коррозию дорожек и выводов (особенно при работе устройства в среде с высокой температурой и влажностью), а также уменьшить сопротивление между соседними выводами, вплоть до фатальных сбоев устройства.
Агрессивность определяется содержанием во флюсе галогенов (фтора и брома).
Чтобы быстро понять, куда применяется тот или иной флюс, человечество разработало довольно удобную 4-символьною систему обозначений:
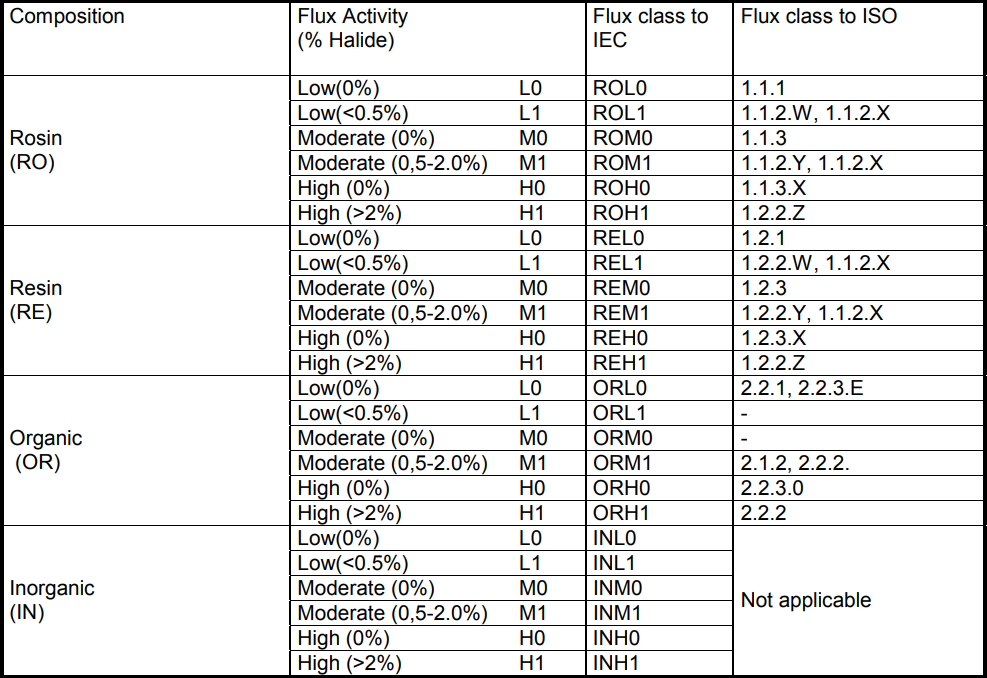
(c) Stannol GmbH, https://www.soselectronic.com/a_info/resource/pdf/ine/Fluxes_EN.pdf
Первые две буквы означают базовый материал флюса, то есть, дают нам примерное понимание количества и качества остатков.
- RO — rosin — канифоль. Та самая, тёплая и ламповая, по сию пору остаётся основным базовым материалом для флюсов. Увы, даёт тот самый характерный коричневый остаток.
- RE — resin — смола. Сюда относятся натуральные смолы (канифоль же — не смола, а получаемый из неё продукт).
- OR — organic — синтетическая органическая основа. Вторая по популярности основа флюсов, и большое её преимущество — отсутствие тёмного остатка после пайки.
- IN — inorganic — синтетическая неорганическая основа.
Третья буква означает класс активности флюса: от низкой (L) через среднюю (M) к высокой (H).
Четвёртый символ — для разнообразия, цифра — означает содержание галогенов. 0 — отсутствуют, 1 — присутствуют в количестве, определяемом классом активности (до 0,5 % в L, от 0,5 до 2 % в M, более 2 % в H).
Практические последствия высокой активности с точки зрения применимости флюса также несложно пояснить:

Флюсы класса L не вызывают коррозии и проходят тест на минимальное сопротивление более 100 МОм даже без отмывки их после пайки. Их можно использовать без последующей отмывки.
Флюсы класса M могут вызвать незначительную коррозию места пайки, но по-прежнему проходят 100-МОм тест. Их желательно смывать с платы после пайки.
Флюсы класса H вызывают серьёзную коррозию и без отмывки не проходят тест на сопротивление. Их необходимо смывать с платы после пайки.
Что из этого на практике мы можем встретить в магазинах?
ROL0
Большинство дешёвых припоев не имеют внятной (или никакой вообще) сопроводительной документации относительно используемого флюса, но обычно это просто канифоль — что, очевидно, относит их к классу ROL0. К таковым, например, относятся распространённые, недорогие и в целом вполне приличные отечественные припои ООО «ПМП».
Официальное указание на класс ROL0 из отечественных припоев имеет, например,«Изагри» с флюсом ФВК 525-2-T1 (обратите внимание, у «Изагри» именно последняя цифра в маркировке определяет активность флюса!).
Из зарубежных — широко известны припои Asahi с флюсами FC5000 и FC5005 (если вам интересна разница, то первый допускает низкотемпературную пайку от 270 °С, а второй только для 320 °С и выше), а также Felder ISO-Core EL (не путать с ISO-Core ELR) и Stannol HF32-SMD.
Эти припои хорошо паяют только чистые поверхности (более-менее свежее лужение, иммерсионное золочение и т.п.), кроме того, после них остаётся некрасивый коричневатый остаток подгоревшей канифоли.
Замечу, что хороший припой в этой категории уже будет отличаться от плохого: так, Asahi, Stannol и Felder в пайке ощутимо превосходят продукцию ПМП, подозреваю, из-за наличия в их флюсе дополнительных присадок. Между собой, впрочем, они тоже отличаются — у Felder содержание флюса аж 3,5 %, у Asahi 2,0 %, у Stannol всего 1,0 %.
ORL0
Перестановка букв даёт нам припои с флюсом без канифоли — к таковым на российском рынке относятся «Изагри» ФР 544-2-Т1, а также припои Felder серии ISO-Core ELR.
Скажу честно — ISO-Core ELR однозначно является моим любимым припоем для ручной пайки вот уже много лет, вытеснив в этом качестве Asahi FC5005. Во-первых, в нём физически мало флюса, всего 1 %, соответственно, немного и остатков. Во-вторых, он обеспечивает великолепную паяемость чистых поверхностей. В-третьих, не оставляет чёрных горелых остатков.
ROL1 и ORL1
Встречаются довольно редко — например, теоретически есть «Изагри» ФРК 525-2-Т4 с активированной канифолью с добавлением галогенов, но практически в руках его держать не доводилось.
Впрочем, производители второго эшелона довольно часто указывают в качестве флюса «activated rosin» — что это значит и к какому классу относится, ROL1 или уже ROM, остаётся только гадать (а также не брать эти припои ни для чего, кроме ёлочных гирлянд и одноразовых поделок в радиокружке).
ROM0
Встречаются нечасто, хотя весьма интересны для пайки выводных компонентов, разъёмов и т.п. деталей на платах в не очень хорошем состоянии — так как, с одной стороны, имеют активность выше припоев категории L, а с другой, не требуют отмывки и не содержат галогенов.
Тем не менее, при некотором желании найти можно, например, «Изагри» выпускает модель ФРК 525-2-Т2, а Asahi — припой с флюсом HF-532.
ROM1
Хороший вариант для проводов, разъёмов, контактов и прочих крупных элементов, которые некритичны к отмывке слабокоррозионного флюса, абсолютно некритичны к сопротивлению этого флюса, но зато часто бывают в той или иной степени окисленными и сопротивляющимися пайки.
Паять же платы флюсами группы **M1 в принципе можно, но не нужно — такая степень окисления, чтобы не справился **L0, на живых печатных платах встречается редко.
К этой группе из встречающегося в продаже относятся, например, Felder ISO-Core RA — характерные зелёные катушечки, в отличие от синих ELR.
ROH1
Агрессивные флюсы для лужения кастрюль пайки сильно окисленных поверхностей. Высокое содержание галогенов, тщательная отмывка после пайки крайне желательна или строго обязательна (зависит от конкретного флюса) — иначе будет и коррозия, и пониженное до единиц мегаом сопротивление между соседними ножками компонентов, и все прочие прелести жизни.
Исходя из этого — если говорить прямо, применение ROH1 обосновано довольно редко. При этом ROH1 — чуть ли не на втором месте по распространённости в розничной продаже после дешёвых канифольных ROL0. Например, Asahi CF-10 составляет большую часть ассортимента Чип-и-Дипа по этой марке. Да и сегодняшняя беседа со связистами началась со ссылки на CF-10 на Алиэкспресс. Причиной тому цена или впечатление «да он вообще всё паяет» у начинающих радиогубителей — сходу сказать трудно.
С тем же CF-10 делает припои и «Изагри», и многочисленные китайцы.
Спасает CF-10 в основном довольно низкая коррозионная активность флюса после пайки: у него твёрдые негигроскопичные остатки, не склонные вступать в химические реакции с окружением. Тем не менее, если вы паяли CF-10 печатную плату, лучше будет протереть места пайки растворителем или помыть всю плату в УЗ-ванночке.
Помимо CF-10, Asahi делает ещё и водосмываемый ROH1 флюс C6. И казалось бы, виден его очевидный плюс — собственно заключающийся в отсутствии необходимости использовать для смывания изопропиловый спирт или иные специальные растворители. Однако, если с CF-10 производитель настаивает на том, что даже его остатки удалять не всегда обязательно, то вот C6 гигроскопичен и электропроводящ, поэтому тщательное удаление его остатков категорически необходимо — включая механическое, если это требуется. В качестве его достоинства указывается, что это допустимо сделать «в течение нескольких часов после завершения монтажа», а не немедленно.
TL;DR
- для пайки SMD-компонентов и сложных печатных плат — флюсы категории ROL0 и ORL0. Если надо дёшево — то можно взять припои «ПМП» с канифолью, если есть средства — Stannol HF32-SMD, Asahi FC5005, Felder ISO-Core EL, а ещё лучше — Felder ISO-Core ELR.
- для пайки печатных плат и компонентов в не очень хорошем состоянии — флюсы категории ROM0 и ROM1. Felder ISO-Core RA, Asahi HF-532. Желательно, но не обязательно протереть или промыть место пайки после завершения работ.
- для пайки силовых проводов и разъёмов в плохом состоянии — флюсы категории ROH1. Asahi CF-10 и его аналоги, причём обратите внимание: если CF-10, несмотря на свою активность, довольно толерантен к нарушению техпроцесса и сохранению остатков флюса, то кажущиеся удобными водосмываемые флюсы на самом деле могут доставить куда больше проблем.
Что же касается трубчатых припоев других моделей и производителей — как правило, у серьёзных производителей есть даташиты, в которых указан класс флюса, условия его применения, температурные режимы, способы удаления.
Если же такого документа нет, а проводить самостоятельно тестирование на остаточное сопротивление (включая сопротивление через неделю работы устройства в тёплой влажной среде, а не только сразу после пайки), коррозию, содержание галогенов и так далее вы не готовы — таким припоем не стоит пользоваться ни для чего, кроме грубых работ или одноразовых поделок.
Пайка позволяет соединить трубы и другие детали при температурах значительно ниже сварки без расплавления основного материала и образования переходных зон прочности. Использование флюса при пайке меди гарантирует получение качественного и прочного шва. Он очищает поверхность от окислов и защищает готовый шов от контакта с воздухом.
Требования к прочности определяют температурный режим пайки. В зависимости от этого берутся компоненты. Флюс всегда должен соответствовать припою по температуре плавления и составу.

Флюс для пайки меди
Особенности пайки с флюсом
При соединении медных труб с применением флюса можно производить пайку с температурой до 450⁰. При низкотемпературной пайке основной металл не деформируется, шов получается ровный и однородный, поскольку флюс хорошо смачивает поверхность, проникает в капилляры. Благодаря ему припой распределяется равномерно, в шве отсутствуют поры и шлаковые включения.
В процессе пайки высокотемпературных соединений флюс растекается по шву и закрывает его от контакта с воздухом, предотвращая окисление.
Флюс следует подбирать по припою. Он должен расплавляться раньше, чем сам припой, и обеспечивать хорошее соединение на капиллярном уровне.
Какими характеристиками должен обладать флюс для пайки медных труб
На качество шва и прочность спаивания медных труб влияют характеристики флюса и их правильный подбор с учетом состава припоя и, следовательно, температуры его плавления. Флюсы представляют собой вещества, активно вступающие в химические реакции с окислами, и инертные к элементам, составляющим припой. Их температура плавления ниже, чем у меди.
Положительные качества флюса для пайки медных труб:
- легко наносится на поверхность;
- имеет однородную консистенцию;
- хорошо смачивает поверхность;
- очищает от оксидов;
- имеет вязкость меньше, чем у припоя;
- не разрушается при нагреве;
- после пайки равномерно растекается по поверхности шва;
- не взаимодействует с медью;
- не образовывает соединения с припоем.
Расплавленный флюс всплывает наружу, не оставаясь в шве. Он соединяется с припоем, покрывая зону пайки и защищая шов от окисления до полного остывания. Он должен равномерно ложиться на трубу в холодном состоянии и очищать ее при нагреве от окислов, не образуя поры.
Разновидности флюса
По степени активности и температуре плавления выделяют следующие разновидности флюса:
- некоррозионноактивные;
- слабокоррозионноактивные;
- корозионноактивные.
Некоррозионные составы проявляют слабую активность при удалении окислов и используются ограничено. Применяется флюс для пайки медных труб и при реставрации изделий, покрытых серебром и патированных оловом и медью. Плавится при температуре до 300⁰. Основу некоррозионных флюсов составляют:
- канифоль и другие смолы растительного происхождения;
- воск;
- вазелин.
Температура плавления большинства из них ниже 300⁰.
Для соединения деталей из сплавов меди применяют слабокоррозионные флюсы. Они способны удалить окисную пленку, имеют температуру плавления в пределах 450⁰. Основной состав — минеральные масла и жиры, кислоты. Получают флюсы химическим способом. Канифоль добавляют в состав для ослабления антикоррозионной реакции. При нагреве постепенно испаряются. Применяются для труднодоступных соединений, где сложно очищать поверхность от флюса.
Коррозионноактивные составы изготавливаются из неорганических кислот, хлористых и фтористых соединений. Используются для высокотемпературной пайки меди, стали, цветных металлов.

Каким припоем паять медные трубы
Припой для пайки выбирают в зависимости от его консистенции:
- мягкий;
- твердый.
Легкоплавкие материалы составляют основу мягких припоев, с ними работают при нагреве до 450⁰C. В их основе легкоплавкие металлы — олово и свинец. Для пайки мягкого соединения выпускаются припои, изготовленные из металла, вступающего в реакцию с оловом:
- цинка;
- свинца;
- кадмия.
А также составы из легкоплавких веществ:
- свинцово-серебряные;
- индиевые;
- висмутовые.
Процесс пайки происходит при низких температурах. Недостаток в относительно низкой прочности соединения.
Соединение труб водопровода и деталей ответственных конструкций выполняется твердыми флюсами, имеющими температуру плавления выше 450⁰C, в основном в пределах 700–900⁰C. В основе состава медь и серебро с добавлением фосфора:
- медно-фосфорные;
- медно-цинковые;
- серебряные.
При высокотемпературной пайке с тугоплавкими припоями применяются флюсы, в состав которых входит бура (борат натрия), борная кислота. В качестве дополнительных компонентов применяются фториды и хлориды. Бура плавится при 743⁰C, но она гигроскопична. Перед использованием вещество необходимо прогреть — высушить, чтобы удалить кристаллы воды. Температура в печи должна быть в пределах 450⁰, время выдержки 40 – 60 мин. При добавлении к буре борной кислоты, ее также просушивают, все компоненты смешивают и перетирают в порошок. Хранить нужно в закрытой таре, без доступа воздуха и влаги.

Медная труба с припоем
Особенности самостоятельного изготовления флюса
Самостоятельно можно изготовить только флюсы для низкотемпературной пайки методом растворения или смешивания при подогреве. Остальные составы производятся химическим путем, требуют специального оборудования.
Для изготовления пастообразного флюса к 100 г сосновой канифоли добавляются кислоты:
- олеиновая — 45 г;
- стеариновая — 30 г;
- пальмитиновая — 25 г.
Состав нагревается на паровой бане, поскольку выше 100⁰ может начаться химический процесс, и перемешивается, пока канифоль полностью не растворится в кислотах.
Флюс СКФ продается в магазинах. Он рассчитан на холодную пайку в диапазоне температур 250 – 280⁰. Его легко изготовить самостоятельно:
- Измельчить канифоль.
- Высыпать в емкость.
- Залить спиртом.
Этапы пайки медных труб
Для соединения элементов медного трубопровода применяют пайку, используют газовое оборудование для подогрева. Последовательность действий:
- Аккуратно обрезать трубу. Для этого необходимо использовать специальный труборез.
- Очистить губкой или салфеткой соединяемые детали от грязи, масла, пыли.
- С помощью грубой ткани или «металлической шерсти» снять с поверхности трубы и внутренней части фитинга окисную пленку.
- Нанести на трубу тонким ровным слоем флюс.
- Надеть фитинг.
- Греть горелкой до изменения медью цвета в зоне контакта с пламенем.
- Внести в зону пайки необходимое количество припоя.
Качество шва во многом зависит от равномерного прогрева деталей. Теплопроводность меди высокая, достаточно равномерно прогревать горелкой место стыка, водить ее по окружности, не держать долго на одном месте.
Для соединения двух труб можно обойтись без фитинга, достаточно расширить конец одной трубы специальным приспособлением и после нанесения флюса на обе спаиваемые поверхности, одеть ее на вторую.
Артикул: Solins-ФКСп
Цена: Уточняйте у менеджера
Доступность: На складе
- Большой опыт маркировки
- Быстрая сборка и отправка
- Надежная упаковка
- Различные способы оплаты
- Огромный ассортимент
- Доставка курьером
- Доставка транспортными компаниями
- Самовывоз
- Безналичный расчет
- Наличный расчет
- Оплата банковской картой
- По квитанции через Сбер
Паяльный флюс типа ФКСп от российского производителя Solins – это раствор светло или темно-желтого цвета, предназначенный для проведения радиомонтажных работ и пайки элементов печатных плат. Неофициальное название флюса «жидкая канифоль», так как одним из основных элементов в составе является сосновая канифоль (~30 %). Состав флюса: сосновая канифоль, спиртовая основа.
Флюс марки ФКСп идеально подходит для пайки металлов и покрытий из серебра, олова, оловянно-свинцовых и оловянно-висмутовых сплавов, а также покрытий из золота и меди. Рабочая температура 250 — 280 °С. Изделие подходит как для ручной, так и механизированной пайки элементов печатных плат и ЭРЭ. При ручной пайке удаление флюса не требуется, при механизированной рекомендуется удалить остатки спиртом. Для заказа доступны емкости объемом 100 или 500 мл. Страна производства Россия.
- Совместимость с большинством металлов;
- Не требует отмывки после нанесения;
- Безопасность эксплуатации;
- Высокое качество продукции;
- Доступная цена.
Условия хранения: флюс рекомендуется хранить в индивидуальной заводской упаковке в сухом проветриваемом помещении, не допуская попадания влаги и воздействия прямых солнечных лучей.
- Пайка радиоаппаратуры;
- Изготовление печатных плат;
- Лужение компонентов электротехнического оборудования;
- Ремонт различной техники и т.д.
Рекомендуемые товары
Производство и ремонт электроники, сборка компонентов на печатных платах невозможна без флюсов для пайки. От качества и состава смеси зависит надежность протравки металла, контакт и долговечность соединений. Какие разновидности существуют и зачем нужен флюс при работе с паяльным оборудованием, подробно рассмотрено ниже.

Что это такое — паяльные флюсы
Флюсом называется вещество, применяемое в пайке. В процессе работы с металлами, а так же при их хранении, на поверхности образуется оксидная пленка, возможно появление иных загрязнений. Назначение флюсов — удалять все лишние вещества, которые ухудшат контакт в зоне пайки или качество лужения. Для чего еще нужен флюс — вещество производит своеобразное смачивание поверхности. За счет формирования «поверхностного натяжения» у нагретого металла распределение припоя происходит быстрее.
Выбор паяльного флюса, припоя и оборудования — взаимосвязанная цепочка. Все компоненты должны отвечать запросам производимых работ — лужение, монтаж smd компонентов, пайка медного трубопровода.

Основные функции и свойства
Процессы, ведущие к появлению оксидных пленок, происходят на металлических поверхностях постоянно. Блокировать их развитие может только изоляционный защитный слой — например, лак. В остальных случаях потребуется использовать флюс при пайке.
- очистка поверхности металла перед пайкой от окислов;
- эффект поверхностного натяжения и способствование равномерному лужению;
- защитный эффект протравленной зоны, замедление окисления металла.
Так как для определенной группы металлов существует свой флюс, выделяются характеристики и свойства, присущие конкретному веществу:
- остаточные фракции — могут потребовать очистки зоны пайки после работы;
- температура пайки;
- консистенция — паста, жидкость, плотная субстанция;
- сопротивление;
- выделение вредных веществ при нагреве;
- рабочий расход и стоимость.

Каждая характеристика влияет на подбор флюса под конкретную работу. Канифоль для пайки в твердом варианте постепенно вытесняется жидкой формой. Некоторые разновидности имеют срок годности и должны быть использованы вовремя — хранить долго их не получится. Флюс-паста удобен для мелкого компонентного ремонта, но имеет высокую стоимость.
Требования к флюсам
Требования к химическому составу флюса формируются на основе рабочей зоны. Для пайки радиодеталей без дальнейшей отмывки в составе смеси исключается присутствие кислоты. Для электронных систем военного и медицинского характера важна стабильная работа зоны контакта при длительной эксплуатации в обычных и тяжелых условиях. Поэтому важно пользоваться флюсом, обеспечивающим максимальную прочность обработанного контакта. Особенно это важно для СМД элементов и греющихся компонентов — радиаторов, чипов.

Классификация по типу
Химический состав вещества и область применения формируют виды флюса:
- активный;
- бескислотный или нейтральный;
- активированный.
Нейтральные имеют дополнительное разделение на антикоррозийные и защитные типы.

Например, высокотемпературная пайка производится флюсами средней активности. Кислотность низкая, так как в припоях для высоких температур присутствует алюминий.
Активные
В своем составе активный флюс имеет кислоту. Поэтому он отлично убирает окислы, паять или лудить данным составом удобно. При работе с активным флюсом важно обеспечивать вентиляцию помещения — при нагреве будут выделяться токсические вещества, требующие удаления.
Работа с кислотой производится максимально аккуратно. Обязательно использование защитных средств, а при попадании на кожу или слизистые оболочки потребуется срочная промывка.

Зона пайки после работки потребует очистки от остатков флюса. Кислота химически активна и способна вступать в реакции в рабочей зоне даже при комнатной температуре.
В дальнейшем это приведет к разрушению контакта — от микротрещин до окисления. Как хороший проводник, кислотный остаток может стать причиной короткого замыкания. Очистка прилегающей к пайке области — обязательно.
Применение активного флюса на основе кислоты оптимально в случае большого количества окислов и спайки разных металлов.
Бескислотные
Разновидность нейтральных флюсов. При нанесении на плату или контакт данного типа вещества реакции с окружающими элементами не будет. Представляют доступную ценовую категорию. Может применяться канифоль для пайки — если температура работы не выше 150 градусов. Нейтральные флюсы подходят для паек мелких компонентов на платах в радиотехнике и электронике.

Антикоррозийные
Цель применения — удаление последствий коррозии на поверхности метала перед пайкой и создание защитной пленки. В основе лежит ортофосфорная кислота. В отличие от кислотных флюсов, смесь не рушит структуру металла. Коррозия удаляется путем протекания химической реакции при нагревании паяльником.
Защитные флюсы
Использование направлено на защиту металлов от окислительных процессов. Химическое взаимодействие флюса и обрабатываемой плоскости отсутствует из-за нейтральной природы входящих в его состав компонентов. В производстве могут задействоваться воск, вазелин, иные масла. Подойдет для пайки медных проводов, плат и микросхем.
Активированные
Основной компонент для производства флюса — солянокислый анилин, может быть использована салициловая кислота. За счет состава не требуют предварительно очистки большого количества окислов — хорошо растворяются на стадии обработки. Предлагается как безотмывочный флюс, но остатки желательно удалить. Применение находит в соединениях с механической нагрузкой.
По состоянию
Особенности состава и взаимодействия компонентов выражаются в форме готового продукта. Это может быть как жидкий флюс, так и паяльная паста. Некоторые смеси можно наносить обычной кистью или выдавливая из тюбика. Часть производителей предусматривают более удобные форматы работы — пистолет для флюса с дозированием объема вещества.
Полезная статья: Давление в газовом баллоне
Одна из наиболее распространенных форм и доступна как в магазинах для радиолюбителей, так и в бытовых отделах. Вещество удобно наносить кисточкой, но необходимо следить за излишками. Есть риск разлива, непредвиденных капель на плату или контакт — их потребуется удалить для исключения появления дефектов.
Пример жидкая канифоль или ортофосфорная кислота для лужения и пайки. При нагреве происходит быстрое высыхание и выделение вредных веществ. Потребуется использование средств индивидуальной защиты и оперативное выполнение работ.

Твердые
Большим плюсом является ценовая доступность, а также низкая химическая активность по отношению к металлу. Твердые флюсы для пайки неудобно наносить, качество удаления окислов у них чуть ниже. Популярная канифоль для пайки в кристаллическом виде при разогреве выделяет вредные вещества.

Пастообразные
Использовать флюс пасту для пайки наиболее удобно. Одна из популярных марок — rma 218. Его удобно наносить, время высыхания выше чем у других форм. В работе задействуется паяльник и фен — подойдет любое устройство. За счет своей популярности качественные флюсы иногда подделывают, поэтому выбор и приобретение следует совершать в проверенных магазинах.

Поставка — шприц или тюбик, позволяет наносить вещество локально в нужном объеме.
Полезная статья: Олово температура плавления
Как правильно выбрать флюс
Подборка состава и марки флюса происходит на основе анализа задачи. Учитываются материалы, которые будут паяться, условия эксплуатации и наличие статических или динамических нагрузок. Несколько примеров:
- Флюс вами, вещество в виде порошка. Необходим, если паяется алюминиевый контакт, а также сплав на его основе. Высокая температура работы не влияет на безопасность — флюс для пайки алюминия не подвержен возгоранию, взрывам.
- Свинцовые и без свинцовые платы прекрасно паяются, если использовать флюс Martin. Он безотмывочный, что исключает дополнительные операции с компонентами по завершении паек.
- Гель rma 218 не требует удаления остатков и применяется для замены smd компонентов на платах, замены чипов, для пайки bga. Температура работы выше 70 градусов. rma 218 может быть оперативно убран с платы при помощи flux-off аксессуара. Флюс rma 223 — имеет схожие характеристики с небольшим отличием в составе. Область применения та же.
- В процессе лужения и пайки токоведущих элементов задействуется ФППУ 25. Вещество является универсальным флюсом, наследием советской промышленности. При использовании вспомогательных компонентов пайке может подвергаться сталь.
- Флюс ЛТИ относится к активной группе веществ. Паять можно медь и нержавейку. В состав ЛТИ 120 вошла канифоль (1/4) и спирт (3/4) с активными добавками. Полученная нейтральная смесь исключает дальнейшую реакцию при наличии остатков флюса в зоне пайки. Зачистить излишки можно техническим спиртом и кистью.
- Флюс СКФ — еще один представитель спиртово — канифольной смеси. Припой, используемый в работе с данным вещество — низкотемпературный. Подойдет для радиомонтажных работ и пайки печатных плат.
- Флюс для пайки трубопроводов из меди создается на основе из кислот и серебра. Прочность соединения позволяет подавать давление до 20 атмосфер в систему водо- и газоснабжения. Шов после пайки и сам медный трубопровод потребуется очистить — остатки флюса могут со временем добавить зеленого оттенка на паяных участках.
- d500 — разновидность флюсов, аналог rma. Низкий остаток после работы и безотмывочные характеристики не требуют дополнительных взаимодействий с платой. Целевые объекты — ремонт сотовых телефонов, бытовых электроприборов.

Важно учитывать необходимость последующей отмывки и ее сложность. Поэтому безотмывочный rma 218 и подобные пасты гели — выбор электронщиков, выполняющих мелко компонентные ремонтные работы.
Для ответственных узлов и мелких элементов подойдут нейтральные, слабоактивные флюсы. Вещества на основе кислот, в жидком формате и низком ценовом диапазоне выбираются при лужении и большом объеме паек — например, в сфере промышленного энергоснабжения, на подстанциях, в железнодорожной инфраструктуре.
Как пользоваться флюсом для пайки
Правильное применение зависит от агрегатного состояния флюса:
- для твердого формата жало паяльника касается флюса, после чего берется припой;
- жидкие вещества наносят кисточкой на поверхность металла в зону пайки;
- для пасты предусмотрены шприцы или специальные пистолеты.

Порядок действий следующий:
- Удаление окислов — если флюс обладает такими свойства, данный шаг пропускается.
- Нанесение флюса в рабочую зону.
- Разогрев зоны пайки оборудованием с внесением припоя.
По завершению работы необходимо выдержать соединение до затвердения припоя. Для печатных плат возможно восстановление защитного слоя лака — особенно для устройств, работающих в агрессивных средах. Сюда относится пыль, влажность, повышенная температура.
Удаление остатков
Для упрощения технологического процесса используйте безотмывочные составы — например, rma 218. Если же требуется убрать излишки флюса, потребуется чистая кисть, технический спирт, в отдельных случаях — ацетон. С платами важно быть осторожнее — при очистке аккуратно производить удаление остатка, не травмируя соседние компоненты.
Полезная статья: Какие сварочные деформации называют остаточными
Как приготовить паяльный флюс своими руками
Оптимальные по качеству составы создаются на промышленном производстве. Если не требуется идеально выверенных и точных пропорций можно приготовить флюс для пайки дома своими руками.
Для работы потребуются ряд компонентов, используемых в смеси для пайки нужного типа металла. Подробная инструкция по созданию бюджетного флюса приведена в видео ролике.
Для ремонта электроники лучше приобретать нужный, готовый паяльный флюс. Это уменьшит риск порчи оборудования и повысит качество выполняемой пайки.
Техника безопасности
Применение флюса в процессе пайки потребует использования защитных перчаток, стойких к кислоте. Рабочее место должно проветриваться или оснащаться системой вентиляции для защиты слизистых оболочек от вредных испарений. Возможно использовать респираторы с картриджами, улавливающими мелкодисперсную сухую и влажную взвесь из воздуха. При попадании вещества на открытые участки кожи необходимо промыть места чистой водой.
После окончания работ руки и лицо вымыть с мылом. Это позволит удалить осевшие на коже частички после нагревания флюса. В зоне работы с паяльным оборудование нельзя хранить открытыми продукты питания и воду.
Полезная статья: Какие виды сварки бывают
Хранение — срок годности
Для флюсов в жидкой форме обязательно хранение в герметичной таре. Если хранить вещество в открытой емкости, возможно испарение. Результатом будет снижение качества пайки, возможно отравление от рассеянных в воздухе компонентов флюса.
Паста или гель хранятся в помещениях с нормальными показателями влажности и температуры, без попадания прямых солнечных лучей. Емкости — плотно закрыты. Воздействие излишней влажности и повышенной температуре приведет к изменению химического состава и нарушению исходных пропорций флюса.
Слишком низкая температура будет также вредна для вещества. Срок годности указывается производителем на упаковке. По его истечению использовать химический состав нежелательно.
Применение флюса не вызовет трудностей, если осуществить правильный подбор под конкретную рабочую задачу. При поиске вещества для пайки обязательно оценивается состав и пропорции компонентов. Для этого используются инструкции и пояснения от производителя.
Каким бывает флюс для пайки и как его выбрать?

Для ремонта любой техники в бытовых условиях и соединения металлических элементов в промышленных сферах используется пайка. Чтобы она была выполнена высококачественно, следует не только иметь профессиональный инструмент, но и такой расходный материал, как флюс. Данный продукт представлен на рынке несколькими видами, каждый из которых может отличаться составом, агрегатным состоянием, механизмом действия, что важно учитывать в выборе.
Что это такое и зачем нужен?
Флюс для пайки – это распространенное химическое вещество, применяемое при паянии для очистки рабочих поверхностей от жировых загрязнений и оксидных пленок. Благодаря такой обработке снижается натяжение поверхности деталей, что значительно улучшает растекание припоя. Помимо этого, паяльный флюс обладает способностью защищать спаянные места от негативного воздействия окружающей среды.
Применяемые в паянии флюсы, согласно стандартам, должны обязательно соответствовать нижеперечисленным требованиям:
- обладать меньшей температурой плавления, чем припой;
- обеспечивать равномерное растекание припоя (в газообразном состоянии) и его затеканию между соединяемыми деталями (в жидком состоянии);
- не вступать в химические взаимодействия с паяемым металлом (сплавом);
- удалять (разрушать) с поверхности элементов образовавшуюся неметаллическую пленочку.
На сегодняшний день в продаже можно встретить флюс в виде пасты, жидкости и порошка, при этом последний выглядит как мелкие кристаллы белого цвета.
Часто мастера изготавливают флюс самостоятельно в домашних условиях, но его все же рекомендуется приобретать в готовом виде, поскольку «магазинный» состав апробирован к многократной работе.




