

- Контроль паяемости элементов конструктивов
- Элементы печатных плат. Преимущества печатного монтажа.
- Заказать испытания
- Техника безопасности
- Технические данные
- Методика проведения неразрушающего контроля паяемости электронных компонентов
- Проверка паяемости контактов и выводов
- Процедура
- Оценка
- Критерии приемки
- Навигация по записям
- Техника безопасности
- Методика проведения неразрушающего контроля паяемости печатных плат
- Проверка паяемости контактных площадок
- Проверка паяемости металлизированных отверстий
- Определение и назначение
- Термины и определения
- Обозначения и сокращения
- Изделия автомобильной электроники отнесены разработчиками изделий к 3 классу аппаратуры.
- Основные группы корпусов SMD-компонентов
- Требования к качеству паяных соединений SMD-компонентов
- Компоненты с цилиндрическими контактами (MELF и т
- 3 Компоненты с корончатыми контактами
- Компоненты с выводами «плоская лента», выводы L-типа, «крыло чайки»
- Компоненты с выводами круглого или овального профиля
- Компоненты с выводами J-типа
- Компоненты с выводами L-типа, отформованными внутрь
- Компоненты с неформованными планарными выводами
- Высокопрофильные компоненты с контактной поверхностью только снизу
- Управление трафаретами
- Входной контроль ЭКБ состоит из нескольких этапов
- Дополнительные испытания ЭКБ подразумевают
- Сертификационные испытания
Контроль паяемости элементов конструктивов
Паяемость,
по сути, является мерой способности
монтируемой поверхности смачиваться
припоем и определяется не только
физико-химическими свойствами
контактируемых при монтаже материалов
технологической среды и самих
конструктивов, но и качеством подготовки
паяемых поверхностей до осуществления
сборки и монтажа ЭУ. Хорошая паяемость
закладывает основу для реализации
высококачественного монтажа, так как
с ней связаны основные аспекты процесса
пайки:
- возможность
припоя создавать паянные соединения; - обеспечение
высокой смачиваемости паяемых
поверхностей; - тепловые
характеристики сопрягаемых при пайке
материалов конструктивов (в том числе
их устойчивость к температурным
воздействиям); - выбор
оптимальных условий выполнения монтажа.
Для
контроля паяемости существует более
10 различных методов ее косвенной оценки
по различным критериям качества.
В
частности, степень смачиваемости паяемых
поверхностей припоем характеризуется
значением краевого
угла (или угла
смачивания)

паяемых
элементов конструктивов (рис.9.2, а-г),
значение которого должно соответствовать

для обеспечения хорошей паяемости.
При определении
угла смачивания используют контрольные
(тестовые) контактные площадки ПП или
образцы-свидетели реальных изделий,
либо образцы-имитаторы, изготавливаемые
из материалов реальных объектов
производства и подготавливаемые
аналогично рабочей партии изделий, а
затем непосредственно перед контролем
припаивают вывод-имитатор НК к контактной
площадке платы-имитатора (или свидетеля)
в реальном технологическом режиме,
после чего делают срез образца и замеряют
угол смачивания (см.рис.9.2,г).


ис.9.2.
Смачиваемость паяемых поверхностей
припоем; а – отсутствие смачиваемости
(угол смачивания

);
б – частичное смачивание в – полное
смачивание (

);
г – определение угла смачиваемости; 1
– контактная площадка платы; 2 – припой;
3 – сечение вывода компонента.
Если
контроль паяемости осуществляется по
площади
смачивания
то образей
погружают в расплавленный припой на
время, соответствующее времени облуживания
или пайки, а затем визуально определяют
качество и площадь смачивания припоем
поверхности образца (более 95% от всей
площади поверхности образца должно
быть однородно покрыто припоем). Благодаря
простоте реализации, этот метод получил
наибольшее распространение.
Контроль
паяемости по площади
растекания дозы припоя
по образцупозволяет
выявить зависимость паяемости от
небольших изменений действующих факторов
в процессе облуживания или пайки.
Паяемость плоских поверхностей может
быть оценена по коэффициенту растекания

,
который характеризуется отношением
площади

,
занимаемой припоем после расплавления
и растекания, к площади

Паяемость
считается удовлетворительной, если

,
а высота расплавленной дозы припоя

мм (рис.9.3). Метод более трудоемок, чем
предыдущий, но может быть пригоден для
отработки режимов пайки, выбора припоя,
флюса и т.д. и требует дозировки припойного
материала.
Оценка
паяемости по времени смачивания
(метод
рассечения капли)
заключается в определении времени
смачивания образца, погружаемого в
каплю припоя. На нагретом столике
расплавляют дозу припоя, до образования
капли. В каплю припоя погружают вывод
НК или другой требуемый проводник так,
чтобы он рассек каплю на две части, и
начинают отсчет времени. Пока вывод не
успел нагреться, он припоем не смачивается
и делит каплю припоя на две части. По
мере нагрева вывода припой начинает
его смачивать и обтекать. В момент
полного смачивания вывода припой
касается зонда датчика, и отсчет времени
прекращается. Время смачивания в этом
случае должно быть нормированным.

Рис.9.3. К определению
коэффициента растекания; 1 – тестовая
контактная площадка образца; 2 – припой
после растекания; 3 – исходная доза
припоя (до оплавления и растекания).
Менискометрический
контроль паяемости заключается
в измерении высоты мениска, поднявшегося
по выводу НК над поверхностью расплавленного
припоя в ванне под действием сил
поверхностного натяжения. Чем лучше
паяемость выводов, тем больше высота
мениска. Высоту мениска измеряют с
помощью специальной оптической головки
или бинокулярного микроскопа, а затем
сравнивают с нормированным значением
высоты мениска.
Контроль
паяемости металлизированных отверстий
по времени их заполнения припоем
осуществляется следующим образом. На
нагретом столике расплавляют дозу
припоя, затем контролируемый образец
ПП (с отверстием и установленным на нем
зондом датчика, связанным с таймером)
приводят в контакт с расплавленным
припоем, при этом таймер включается и
начинается отсчет времен. Постепенно,
смачивая стенки отверстия, припой
поднимается вверх и касается зонда. В
этот момент реле автоматически прекращает
отсчет времени. Прибор снабжен принтером
и стандартным интерфейсом для выдачи
данных в автоматизированную систему
контроля и управления ТП.
Метод
менискографии
(или балансный
метод)
рекомендуется для исследований, в
частности, при поиске причин плохой
паяемости изделий в условиях производства;
при определении свойств материалов для
пайки, включая различные покрытия; для
оценки влияния различных факторов на
качество пайки и т.п. Данный метод основан
на оценке паяемости по величине сил,
действующих между образцом и припоем
при погружении образца в расплавленный
припой, и их измерении во времени. В этом
случае можно получить большую информацию
о процессах, происходящих при облуживании
или пайке, чем в случаях использования
других методов. Прибор – менискограф
оснащен датчиками и пишущими устройствами,
что позволяет получить кривую смачивания
и тем самым регистрировать динамику
исследуемого процесса (рис.9.4). Вначале,
пока торец образца 1 не касается припоя,
силы в системе отсутствуют и сигнала
датчика нет. При подъеме ванны торец
образца погружается в припой. Пока
образец не успел нагреться, смачивания
нет, мениск припоя вогнут вниз. На образец
действует только сила его выталкивания
из припоя

(см. рис.9.4). В следующий момент времени
образец прогревается и начинает
смачиваться припоем, возрастающая сила
поверхностного натяжения (смачивания)
припоя начинает все больше уравновешивать
силу выталкивания (см. ход кривых 3 и 4
до появления горизонтального (балансного)
участка на рис.9.4). При полном нагреве
образца кривая смачивания выходит на
горизонтальный участок, где значение
силы смачивания равно

,
а положительный мениск припоя на образце
достигает максимальной высоты. При
извлечении образца из припоя сила
взаимодействия между припоем и образцом
может достигать величины

с учетом гидравлической выталкивающей
силы, пропорциональной массе припоя,
вытесненного образцом. Мерой паяемости
в данном методе служит значение силы



Рис.9.4. Схема
принципа реализации контроля паяемости
выводов НК с применением менискографии;
1 – образец; 2 – припой; 3 – характер
изменения выталкивающей силы; 4 –
характер изменения силы поверхностного
натяжения.
Несмотря на
информативность, метод менискографии
не пригоден для оценки паяемости выводов
ПМК малой массы (из-за существенного
снижения чувствительности метода с
уменьшением массы компонентов). Для
контроля паяемости выводов ПМК разработан
метод совместного использования
принципов менискографии и капли припоя
с подбором дозы припоя при оценке
паяемости ПМК с разной формой выводов.
МиС ЭВС Лекция №
10 22.11.1996г.
В зависимости от условий эксплуатации
РЭА ГОСТами предусматривают устойчивую
работу аппаратуры с учетом следующих
факторов:
Биологические испытания подразделяются
на два вида: биоустойчивость и биостойкость.
Биоустойчивость — способность аппаратуры
нормально функционировать в процессе
эксплуатации при воздействии на нее
различных биоорганизмов.
Биостойкость — способность аппаратуры
нормально функционировать после
воздействия на нее различных биоорганизмов
в нерабочем состоянии. Цель — выяснить
способность аппаратуры нормально
функционировать после хранения и
транспортировки.
Испытания аппаратуры на воздействие
микроорганизмами проводят на образцах,
не подвергшихся климатическим и
механическим испытаниям. Испытания
проводят в специальных камерах (КТВ-Г
камера тепла и влаги — грибковая) время
испытания 24¸48 часов.
Испытания аппаратуры проводится с целью
определения возможной работы аппаратуры
в условиях глубокого вакуума. В процессе
функционирования аппаратуры в условиях
глубокого вакуума возможно:
- перегрев за счет уменьшения теплообмена.
- разрушение деталей и ЭРЭ за счет
диффузионного воздействия в вакуумных
условиях.
Аппаратура подвергается испытаниям на
вакуумных установках:
- рабочий объем от 0,2
до 134 000 м3 - минимальный уровень давления 10-12
Па. - откачка воздуха из камерных установок
осуществляют насосы масляные,
парамасленные,
диффузионные: например скорость откачки
диффузионных насосов 700 дм3/с.
В условиях эксплуатации РЭА может
подвергаться воздействиям радиоактивных
излучений, после
воздействия которых материалы,
а следовательно и их детали могут
изменить свои параметры (и механические
и электрические).
Радиоактивное излучение подразделяется
на корпускулярные и квантовые.
Корпускулярные- поток протонов,
электронов (a и b).
Квантовые — гамма излучение и рентгеновское
излучение.
Оборудование для испытания: ускорители
заряженных частиц,
ядерные реакторы. Испытание проводится
под электрической нагрузкой.
Проводят для оценки коррозионной
стойкости металлов,
различных деталей к воздействию рабочей
среды, способные
изменять свою коррозионную активность
в зависимости от температуры и влажности.
Данный вид испытаний проводится совмещая
воздействия на аппаратуру:
К испытаниям аппаратуры на технологическое
воздействие относят следующие виды
испытаний:
- воздействие средств заполнения
- испытание на паяемость
- на теплостойкость при пайке
- на воздействие др. технических факторов
(прочность выводов,
их крепление¼)
- воздействие средств заполнения
/дроссели, линии
задержки, контуры¼/.
Цель — выявить как будут вести себя эти
детали после их заполнения полимерными
материалами и эпоксидными смолами. - на паяемость. Цель — проверка способности
надежного контакта соединений ЭРЭ с
деталью, с помощью
припоев. Часто испытания на паяемость
называют проверкой времени пайки. - на теплостойкость при пайке. Цель —
определить способность изделия
выдерживать воздействия тепла деталями
и ЭРЭ с целью определить теплостойкость
ЭРЭ или детали. - на прочность вывода. Цель — проверка
механического крепления путем различных
воздействий.
Постоянное увеличение функциональной
сложности и интеграции РЭА накладывают
повышенные требования к проведению
испытаний. С целью повышения достоверности
результатов испытания и снижения
трудоемкости приводит к целесообразности
применения систем автоматических
испытаний.
Трудоемкость контрольных испытаний
составляет около 40% от общей трудоемкости
изготовления, в то
же время объем испытаний увеличился в
2¸2,5
раза с применением дискретной техники.
Появление в промышленности мини- и
микроЭВМ, а также
расширенной номенклатуры различных
измерительных и регистрационных
устройств позволяют создавать
высокоэффективные автоматизированные
системы контроля и достоверность
испытаний.
В современных условиях можно создавать
автоматические системы контроля и
испытания по иерархическому уровню,
включая рабочие места регулировщиков
на участке, в цехе
или на предприятии в цехах. Структурная
схема такой системы приведена на рис.

Центральная ЭВМ (сервер)























Иерархическая система контроля на
предприятии необходима для контроля
качества выпускаемых изделий и она
входит составной частью в автоматизированную
систему управления предприятием.
Процессы
контроля при монтаже ЭА включают:
проверку соединяемых материалов на
паяемость, контроль технологических
режимов пайки, оценку качества соединений
визульным осмотром, испытания паяных
соединений и котроль параметров,оценка
надёжности.
Паяемость
характеризует способность паяемого
материала вступать в физико-химическое
взаимодействие с расплавленным припоем
и образовывать надежное паяное соединение.
Паяемость зависит от физико-химической
природы металлов, способа и режимов
пайки, флюсующих сред, условий подготовки
паяемых поверхностей.
Паяемость
металлов оценивают несколькими методами:
где
S0,
Sp
— площади дозы припоя до и после
растекания соответ-но (рис. 7.27);
2)
определением Kp
по высоте капли растекшегося припоя:
где
H0,
Hp
— высота капли припоя до и после
растекания;
3)
краевым углом смачивания ;
4)
по высоте или времени подъема припоя в
капиллярном зазоре;
5)
по усилию, действующему на образец
металла, погружаемого в припой.
Контроль
каx-ва
предусматривает следующие виды оценки
паяных соединений:
- по
внешнему виду с использованием эталона
паяного соединения при 100 %-м
контроле;(качественная пайка,некачественная
пайка) - прочности
соединений на отрыв при выборочном
контроле на образцах-свидетелях; - переходного
сопротив-я контакта выборочно для
различных проводников; - надежности
соединения путем определения интенсивности
отказов в течение заданного срока
испытаний. - контроль
дефектов(с пом лазера)
Элементы печатных плат. Преимущества печатного монтажа.
Печатные
платы
— это элементы конструкции, которые
состоят из плоских проводников в виде
участков металлизированного покрытия,
размещенных на диэлектрическом основании
и обеспечивающих соединение элементов
электрической цепи. Они получили широкое
распространение в производстве модулей,
ячеек и блоков ЭА.
Печатным
монтажом
называется совокупность плоских
проводников, нанесенных на изоляционное
основание и обеспечивающих требуемое
соединение элементов в электрической
цепи. Применение печатного монтажа по
сравнению с объемным позволяет:
- увеличить
плотность монтажных соединений и
обеспечить миниатюризацию изделий; - обеспечить
унификацию и стандартизацию конструктивных
и технологических решений; - увеличить
надежность за счет резкого сокращения
числа паяных соединений в изделии; - гарантировать
стабильность электрических характеристик; - улучшить
вибропрочность, теплоотдачу и стойкость
к климат.возде-ям; - автоматизировать
операции сборки и монтажа ЭА, уменьшить
трудоемкость и снизить стоимость
изделия.
Элем-ми
ПП явл-ся диэлектрич-ое основание,
металлич. покрытие в виде рис. печат.
проводников и контак. площадок, монтаж.и
фиксирующие отверстия.
Диэлектрическое
основание ПП или МПП должно быть
однородным по цвету, монолитным по
структуре и не иметь внутренних пузырей
и раковин, посторонних включений, сколов,
трещин и расслоений.
Проводящий
рисунок должен быть четким, с ровными
краями, без вздутий, отслоений,
подтравливаний, разрывов, темных пятен,
следов инструмента и остатков
технологических материалов.
Для
повышения коррозионной стойкости и
улучшения паяемости на поверхность
проводящего рисунка наносят
электролитическое покрытие.
Монтажные
и фиксирующие отверстия должны быть
расположены в соответствии с требованиями
чертежа и иметь допустимые отклонения,
определяемые классом точности ПП. .
Контактные
площадки
представляют собой участки металлического
покрытия, которые соединяют печатные
проводники с металлизацией монтажных
отверстий. Их площадь должна быть такой,
чтобы не было разрывов при сверлении и
остался гарантийный поясок меди шириной
не менее 50 мкм.
Входной контроль (ВК) – контроль продукции поставщика, поступившей к потребителю или заказчику и предназначаемой для использования при изготовлении, ремонте или эксплуатации продукции.
ВК проводится с целью определения соответствия ЭКБ требованиям ТУ или другой документации производителя, в том числе при подозрении на контрафактное происхождение продукции. ВК может включать в себя ряд проверок, таких как:
- идентификация поступившей продукции (ГОСТ Р 51293);
- проверка внешнего вида (ГОСТ РВ 20.57.416, ГОСТ 20.57.406);
- испытания на соответствие габаритным, установочным и присоединительным размерам (ГОСТ РВ 20.57.416, ГОСТ 20.57.406);
- проверка массы (ГОСТ РВ 20.57.416, ГОСТ 20.57.406);
- контроль качества маркировки (ГОСТ РВ 20.57.416, ГОСТ 20.57.406);
- другие дополнительные проверки, проводимые согласно требованиям заказчика.
В дополнительные проверки могут входить: 100 % параметрический контроль, диагностический неразрушающий анализ, выборочный разрушающий физический анализ и т.п.
Помимо упомянутых проверок в дополнение к входному контролю ИЛ «ЭКБ ТЕСТ» может осуществлять отбракованные испытания методами ЭТТ.
Заказать испытания
Настоящая
инструкция устанавливает порядок проверки паяемости контактов и выводов
электронных компонентов, предназначенных для поверхностного монтажа.
Инструкция
распространяется на работников цеха, выполняющих технологический процесс сборки
печатных узлов, монтируемых поверхностным монтажом.
Инструкция
разработана в соответствии с международным промышленным стандартом IPC/EIA J-STD-002А
«Тесты на паяемость выводов компонентов, контактных поверхностей и проводов».
Для контроля
паяемости отбирать электронные компоненты от партий при смене даты
изготовления, а так же в случаях выявления повышенного количества дефектов
паяных соединений.
Техника
безопасности
Технология
проверки паяемости электронных компонентов безопасна при работе на оборудовании
и рабочих местах, оснащенных местной вытяжной вентиляцией. Работать следует в защитной одежде (халате) и
хирургических перчатках.
Технические данные
Методика
проведения неразрушающего контроля паяемости электронных компонентов
предназначена для контроля качества компонентов перед запуском их в массовое
производство и при выявлении неудовлетворительной паяемости — для возврата
изготовителю.
Методика
проведения неразрушающего контроля паяемости электронных компонентов
Паяемость
электронных компонентов следует определять после оплавления паяльной пасты в
процессе пайки; оценивать — по качеству облуживания контактов и выводов
оплавленным припоем и определению стойкости металлизации к расплавлению в
процессе пайки.
Проверка
паяемости контактов и выводов
- Керамическая подложка толщиной 0,6 мм
- Устройство трафаретной печати
- Трафарет
- Печь оплавления WAVE POINT
- Микроскоп WILD c увеличением не менее 10 крат
- Стереоувеличитель MANTIS
Процедура
- Осмотреть выводы и контакты компонентов под микроскопом при увеличении не менее 10 крат на целостность поверхностей и соответствие конструкции эталону.
- Очистить керамическую подложку и трафарет хлопчато-бумажной салфеткой, смоченной спирто-бензиновой смесью (1:1).
- Нанести приготовленную паяльную пасту через трафарет на подложку.
- Осторожно снять трафарет с подложки, избегая смазывания отпечатков пасты.
- Визуально проверить качество отпечатков.
- Поместить контакты или выводы электронных компонентов на отпечатки пасты.
- Визуально проверить точность размещения компонентов
- Подложку с компонентами пропустить через печь оплавления, установив температурный режим и скорость конвейера в соответствии с графиком термопрофиля пайки изделия, для которого подобраны соответствующие компоненты.
- После охлаждения до комнатной температуры пинцетом осторожно снять компоненты с подложки. Выводы компонента могут слегка прилипнуть к подложке из-за остатков флюса. Удалить со всех выводов все видимые остатки флюса спирто-бензиновой смесью. Следует соблюдать осторожность, чтобы не повредить выводы.
Оценка
Осмотреть
все выводы или контакты компонентов со стороны пайки под микроскопом при
увеличении не менее 10 крат, для компонентов с малым шагом (микросхем)
увеличение должно составлять 30 крат.
Критерии
оценки качества паяемости контактов или выводов (способности металлизированных
поверхностей контактов смачиваться расплавленным припоем):
- Несмачиваемость – состояние, когда расплавленный припой покрывает поверхность контакта, а затем отступает, оставляя неровной формы холмики припоя, перемежающиеся участками, покрытыми тонкой пленкой припоя, при этом поверхность металлизации контакта не обнажается, либо наблюдается частичное сцепление оплавленного припоя с контактируемой поверхностью, при этом большая основная площадь металлизированного контакта остается обнаженной.
- Смачиваемость припоем – образование относительно равномерной, гладкой, неперерывной и клейкой пленки припоя на основной площади контакта.
- Расплавление металлизации контактов ЧИП-компонентов – участок на контакте компонента, где металлизация отсутствует (растворилась в припое) после пайки оплавлением.
- Микроотверстие (пористость) — дефект в форме мелкого отверстия, проходящего сквозь весь слой припоя.
Критерии
приемки
На всех выводах или контактах просматривается непрерывное покрытие припоем без дефектов на 95 % площади контакта.
Несмачиваемость,
полное или частичное расплавление металлизации контакта недопустимы.
В цеховом
журнале записать: дату проверки, обозначение компонента, дату
изготовления, название фирмы —
изготовителя, результаты проверки.
Компоненты,
не удовлетворяющие требованиям по паяемости, не допускается использовать в
производстве. В этом случае необходимо вызвать ведущего технолога и
представителя ЛВК для принятия решения.
Чип-компоненты
списать на технологический отход, выводные компоненты (диоды, стабилитроны,
датчики Холла, микросхемы и пр.) использовать при ремонте печатных узлов или
при ручной установке на платы, предварительно очистив выводы от оплавленного
припоя.
Навигация по записям
Настоящая инструкция устанавливает порядок проверки паяемости контактных площадок и металлизированных отверстий печатных плат.
Инструкция распространяется на работников ЛВК, выполняющих входной контроль и работников цеха, выполняющих технологический процесс сборки печатных узлов, монтируемых поверхностным монтажом.
Инструкция разработана в соответствии с ГОСТ 23752-79 «Платы
печатные. Общие технические условия».
Техника безопасности
Технология проверки паяемости печатных плат с применением
паяльных паст СR 32, CR 36, SS 48-M 1000-2 безопасна при работе на оборудовании
и рабочих местах, оснащенных местной вытяжной вентиляцией. Работать следует в защитной одежде (халате) и
хирургических перчатках.
Методика проведения неразрушающего контроля паяемости
печатных плат на соответствие требованиям пункта 2.3.1.4 ГОСТ 23752-79
предназначена для контроля качества печатных плат перед запуском их в массовое
производство и при выявлении неудовлетворительной паяемости — для возврата изготовителю.
Методика проведения неразрушающего контроля паяемости
печатных плат
Паяемость печатных плат следует определять после оплавления
паяльной пасты на печатной плате и оценивать по качеству заполнения
металлизированных отверстий оплавленным припоем и качеству облуживания
контактных площадок платы.
Проверка паяемости контактных площадок
Очистить с обеих сторон плату и трафарет хлопчато-бумажной
салфеткой, смоченной спирто-бензиновой смесью (1:1).
Установить плату в трафаретное устройство. Нанести
приготовленную паяльную пасту через трафарет на контактные площадки платы.
Под стереоувеличителем MANTIS проверить растекаемость
паяльной пасты по всей площади контактных площадок.
Если контактные поверхности загрязнены (окислены),
растекаемость неудовлетворительная: паста собирается в комочки, сползает с
краев контактных площадок к серединке площадки, в отпечатке пасты – пустоты,
неравномерная поверхность («пролысины»).
Плату пропустить через печь оплавления, установив
температурный режим и скорость конвейера
в соответствии с графиком термопрофиля пайки соответствующего изделия.
Под стереоувеличителем MANTIS проверить качество облуживания
припоем контактных площадок платы.
Поверхности контактных площадок должны быть покрыты гладким
непрерывным, блестящим или слегка матовым слоем припоя.
Критерием оценки качества облуживания является смачиваемость
контактных площадок оплавленным припоем.
Отсутствие смачивания или плохая смачиваемость – это
отсутствие (полное или частичное) способности смачивания металлизированных
контактных площадок платы расплавленным припоем. Угол смачивания должен быть не
более 30º
В цеховом журнале записать: дату проверки, обозначение
платы, номер протокола входного контроля ЛВК, номер партии плат, результаты
проверки.
Отразить результаты проверки в сопроводительном документе (служебной записке), направляемом с платой в ЛВК.
Проверка паяемости металлизированных отверстий
Проверку проводить на платах с металлизированными
отверстиями под пайку проводов или электронных компонентов, монтируемых в
отверстия.
Испытания следует проводить с флюсом ФКСп ( 40% канифоли и
60% этилового спирта) и трубчатым
припоем ПОС 61, в следующей
последовательности:
Профлюсовать отверстия флюсом при помощи кисти.
Пропаять отверстия припоем однократным прикасанием жала
паяльника к контактной площадке отверстия, не перекрывая полностью отверстие
жалом.
- Температура пайки (250÷280)ºС.
- Время пайки печатных плат толщиной: (0,8÷1) мм — 2 сек.;
- 1,5 мм — 3 сек.
Удалить остатки флюса спирто-бензиновой смесью.
Проверить качество заполнения отверстий припоем на
соответствие (черт. 1 ГОСТ 23752-79):
Отразить результаты проверки в сопроводительном документе (служебной записке), направляемом с платой в ЛВК.
Платы, удовлетворяющие требованиям по паяемости, допускается
использовать в производстве, используя ручную пайку электронных компонентов на
облуженные контактные площадки.
Определение и назначение
Настоящая инструкция предназначена для оценки качества паяных соединений поверхностно – монтируемых электронных компонентов после пайки печатных узлов методом конвекционного оплавления паяльной пасты.
Инструкция предназначена для инженеров – технологов по подготовке производства, инженеров по наладке и испытаниям, инженеров по процессам, операторов сборочно-монтажного цеха, контролеров ОТК.
Требования инструкции являются обязательными для должностных лиц цеха, эксплуатирующих и обслуживающих оборудование линий поверхностного монтажа, осуществляющих монтаж и контроль качества электронных модулей.
Термины и определения
- Изделие электронной техники (ИЭТ) — комплектующее изделие, предназначенное для применения в качестве элемента электрической схемы электронного устройства.
- Поверхностно-монтируемое изделие электронной техники (ПМИ или SMD) – выводное или безвыводное ИЭТ, конструкция которого предназначена для монтажа на контактные площадки печатной платы без предварительной подготовки: обрезки, формовки выводов.
- Поверхностный монтаж – электромонтаж ПМИ на поверхность печатной платы с распайкой выводов или контактных поверхностей к контактным площадкам платы без использования монтажных отверстий.
- Вывод ИЭТ – элемент конструкции корпуса ИЭТ, предназначенный для соединения соответствующего электрода с внешней электрической цепью
- Печатный узел – печатная плата с подсоединенными к ней электрическими и механическими элементами и /или другими печатными платами и выполненными всеми процессами обработки.
- Пайка – образование соединения с межатомными связями путем нагрева соединяемых материалов ниже температуры их оплавления, их смачивания припоем, затекания припоя в зазор и последующей его кристаллизации. Температура пайки всегда выше точки плавления для того, чтобы дать металлу большую текучесть и хорошую смачивающую способность.
- Пайка оплавлением – пайка с дозированным количеством предварительно нанесенной паяльной пасты и последующим нагревом различными способами.
- Смачивание — образование однородной, гладкой, не имеющей разрывов пленки припоя, прилипающей к металлу.
- Cмачиваемость определяется степенью загрязнения контактных поверхностей, которая непосредственно зависит от условий хранения и транспортировки.
- Паяемость – свойство металлической поверхности, позволяющее смачивание ее припоем.
- Галтель припоя — поверхность, образованная припоем в процессе пайки.
Обозначения и сокращения
- IPC – The Institute for Interconnecting аnd Packaging Electronic Circuits — международная ассоциация компаний — производителей электроники. Область деятельности: конструирование, производство, стандартизация, сертификация в электронной отрасли промышленности.
- SMD — компонент — Surface Mount Device – компонент, монтируемый на поверхность печатной платы
- ПП – печатная плата
- КП – контактная площадка
Определение требований к качеству паяного соединения производится с учётом Класса изделия. Все изделия разделяются на три Класса по надёжности, долговечности, сложности, функциональным требованиям и частоте обслуживания.
При запуске в производство для каждого изделия в технологической документации указывается его Класс.
Классы аппаратуры по стандарту IPC– A– 610С «Критерии качества паяных соединений»:
1 класс – бытовая
электроника
(Изделия, к которым не предъявляются высокие требования по надежности: бытовая электроника, приборы, в которых допустимы косметические дефекты. Основная цель – принципиальная функциональность печатной платы).
2 класс – промышленная
электроника
(Изделия с повышенными
требованиями к надежности. Системы связи и управления, другие устройства,
функционирование которых необходимо в течение длительного срока, однако выход
из строя не является критическим. Допустимы небольшие косметические дефекты).
3 класс – спецтехника
военная, аэро-космическая, системы
жизнеобеспечения
(Изделия с максимальными
требованиями к надежности. Оборудование, которое должно функционировать при
любых обстоятельствах. Системы поддержания жизнедеятельности, системы
управления полетом и т. п. Недопустимы любые отклонения от предполагаемых
характеристик, влияющие
на функциональность и надежность устройства).
Изделия автомобильной
электроники отнесены разработчиками изделий к 3 классу аппаратуры.
Поверхность паяного соединения в общем случае
должна быть гладкой, блестящей или светло-матовой без темных пятен и
посторонних включений. В особых случаях, например, при использовании
бессвинцовых припоев или специальных
процессов пайки (если это дополнительно оговорено в технологическом процессе),
поверхность паяного соединения может быть серой, матовой или зернистой.
Переход от контактной площадки к запаиваемой
поверхности или выводу компонента должен быть плавным. Допустима видимая линия
раздела в зоне, где происходит смешивание используемого припоя с покрытием
контактной поверхности компонента или печатной платы, при условии, что есть
смачивание контактной поверхности припоем.
Зарубины или царапины, мелкие раковины,
неглубокие поры в паяном соединении не должны ухудшать его целостность.
Дефекты паяных
соединений
Дефектами
паяного соединения считаются:
- Паяные соединения с трещинами.
- Разрушенные паяные соединения.
- «Холодная» пайка. Термин «холодные соединения» относится к паяным соединениям, образованным с признаками неполного оплавления, такими, как зернистый вид поверхности, неправильная форма соединения или неполное слияние частиц припоя.
- Галтель припоя нарушает минимальный электроизоляционный промежуток между контактными площадками или выводами компонента, или касается корпуса компонента.
- Отсутствие смачивания или плохая смачиваемость контакта или контактной площадки — отсутствие (полное или частичное) способности смачивания контактной площадки или металлизированного контакта компонента расплавленным припоем, уменьшение площади контактной площадки или вывода, покрытой припоем.
- Перемычки припоя между соединениями, кроме случаев, когда электрический контакт между этими соединениями предусмотрен конструкцией изделия.
Простые корпуса для пассивных компонентов:
Сложные корпуса для многовыводных полупроводниковых приборов и микросхем:
Основные группы корпусов SMD-компонентов
Выводы или контакты (безвыводных) электронных
компонентов могут иметь следующую форму согласно международному стандарту IPC- A- 610С:
- Прямоугольные или квадратные (сhip-резисторы, chip-конденсаторы, MELF с квадратными контактами и т.п.).
- Цилиндрические – Melf
- «Крыло чайки» — Gull Wing
- «Плоская лента» — Flat Ribbon
- L-образные; L-образные, отформованные внутрь под корпус
- J-образные
- Круглые – Round
- Сплющенные – Flattened (Coined)
- Корончатые — Castellated termination (безвыводные)
- Неформованные планарные выводы
- Плоские контакты снизу под корпусом
Требования к
качеству паяных соединений SMD-компонентов
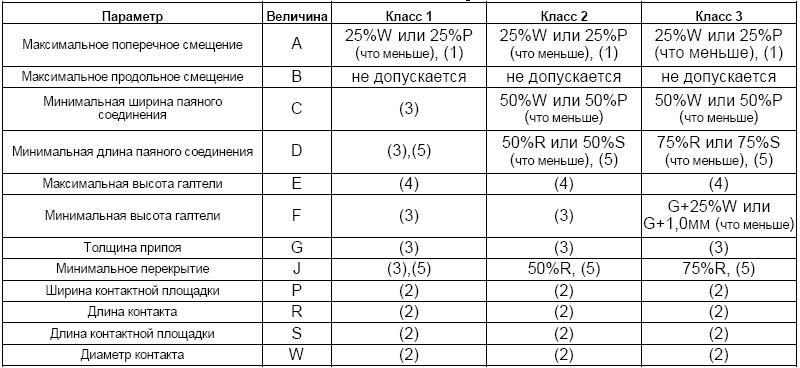
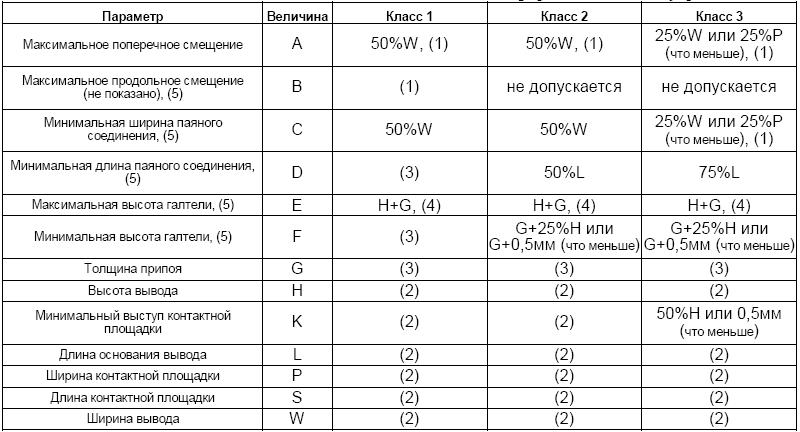
Качество пайки компонентов с прямоугольными или квадратными контактами должно соответствовать таблице 3 и рисунку 9 в соответствии с классом изделия. Допускается контакт галтели припоя с нижней поверхностью компонента.
При несоответствии данным требованиям пайка считается дефектной.
Таблица 1. SMD-компоненты с прямоугольными или квадратными контактами

(1)
Величина не должна нарушать минимальный изоляционный промежуток.
(2)
Неопределённая или переменная величина.
(3) Есть смачивание вывода компонента припоем.
(4) Припой может выходить за пределы контактной площадки и заходить на верхнюю плоскость вывода, но касание корпуса компонента не допускается.
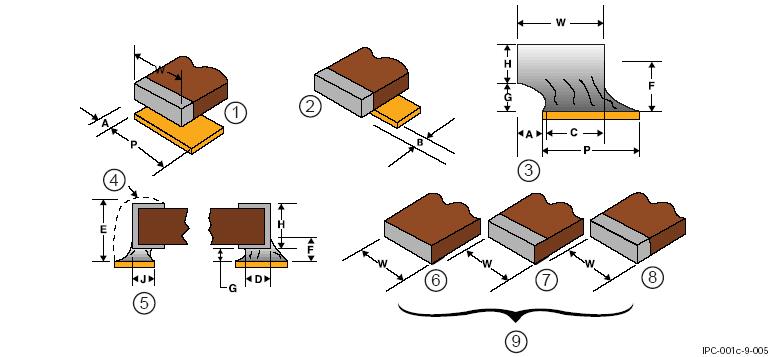
Рисунок 1. SMD-компоненты с
прямоугольными или квадратными контактами
1
— Поперечное смещение. 2 — Продольное смещение. 3 — Ширина паяного соединения. 4
– См. примечание (4) к таблице 1). 5 —
Длина паяного соединения и перекрытие. 6 — Одна или две контактные поверхности.
7 — Три контактные поверхности. 8 — Пять контактных поверхностей. 9 –
Конфигурации контактов.
Компоненты с цилиндрическими контактами
(MELF и т
Качество пайки компонентов с цилиндрическими контактами должно соответствовать таблице 2 и рисунку 2 в соответствии с классом изделия. Допускается контакт галтели припоя с нижней поверхностью компонента.
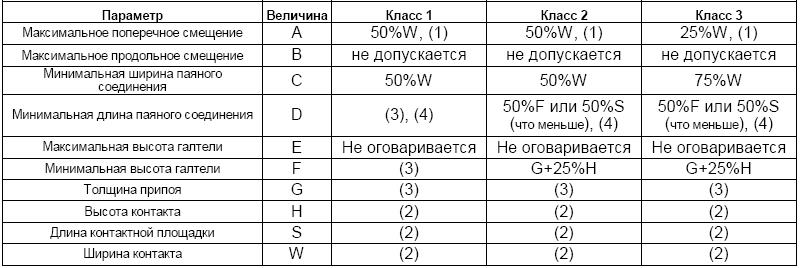
Таблица 2. SMD-компоненты с
цилиндрическими контактами
(3)
Есть смачивание вывода компонента припоем.
(4)
Припой может выходить за пределы контактной площадки и заходить на верхнюю поверхность
вывода, но касание корпуса компонента не допускается.
(5) Не распространяется на компоненты с контактами только на торцах.
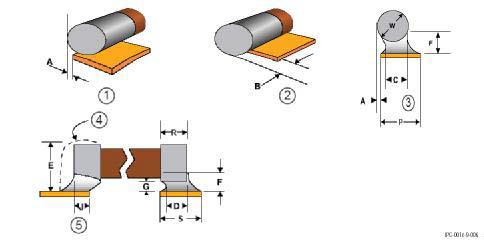
Рисунок 2. SMD-компоненты
с цилиндрическими контактами
1
— Поперечное смещение. 2 — Продольное смещение. 3 — Ширина паяного соединения. 4
– См. примечание (4) к таблице 2. 5 —
Длина паяного соединения и перекрытие.
3 Компоненты с корончатыми контактами
Качество пайки компонентов с корончатыми
контактами должно соответствовать таблице 3 и рисунку 3 в соответствии с
классом изделия.
При
несоответствии данным требованиям пайка считается дефектной.
Таблица 3. SMD-компоненты с корончатыми контактами
(4) Длина «D» измеряется от края корпуса.
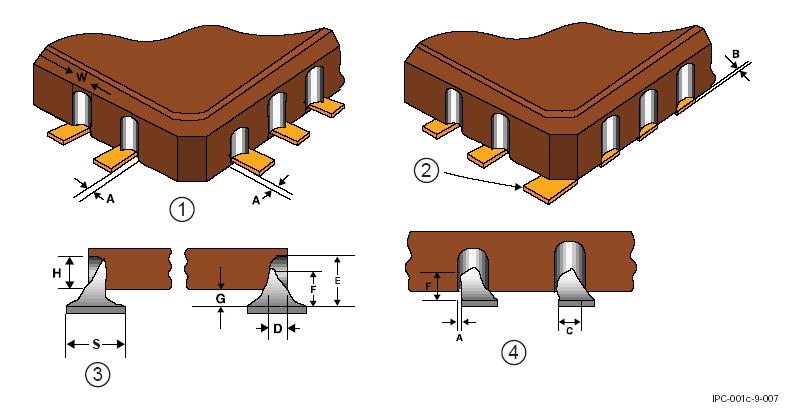
Рисунок 3. SMD-компоненты с корончатыми контактами
1 — Поперечное смещение. 2 — Обязательна галтель на углу, если присутствует металлизация. 3 – Длина паяного соединения. 4 — Ширина паяного соединения и поперечное смещение.
Компоненты с выводами «плоская лента», выводы L-типа, «крыло чайки»
Качество
пайки компонентов с плоскими выводами должно соответствовать таблице 4 и рисунку
4 в соответствии с классом изделия. Для компонентов, у которых длина вывода
«L» меньше ширины «W», минимальная длина паяного соединения
«D» должна быть 75% от «L».
Таблица 4. SMD-компоненты с плоскими выводами

(4)
Галтель может подниматься дальше верхнего изгиба вывода. Припой не должен
касаться корпуса компонента или изолятора (за исключением низкопрофильных SMD-
компонентов, таких как SOIC и SOT).
Припой
не должен проникать под корпус низкопрофильного SMD-компонента, если он изготовлен
из паяемого материала.
(5)
В случае компонента с пологой конфигурацией выводов галтель должна быть не
ниже, чем середина нижнего изгиба вывода.
(6) Для компонентов с мелким шагом минимальная длина паяного соединения должна быть 0,5 мм.
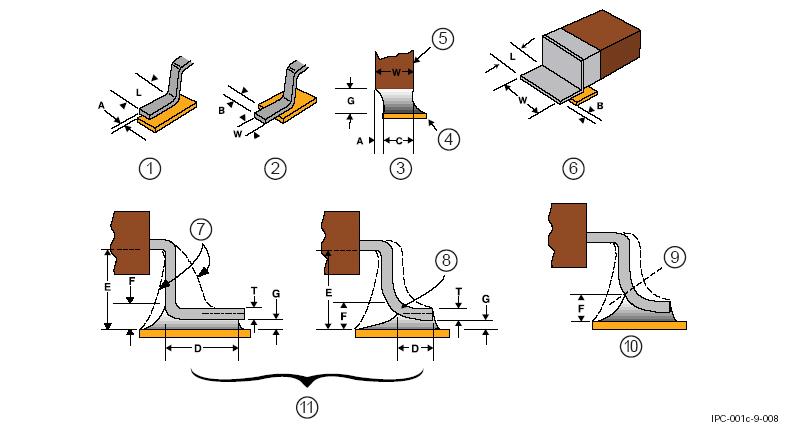
Рисунок 4. SMD-компоненты
с плоскими выводами
1 — Поперечное смещение. 2 — Продольное смещение. 3 — Ширина паяного соединения. 4 – Контактная площадка. 5 — Вывод. 6 — Другая конфигурация вывода. 7 — См. примечание (4) к таблице 6. 8 – Центральная линия размера «Т». 9 — Биссектриса нижнего изгиба вывода. 10
– См. примечание (5) к таблице 4. 11 –
Длина паяного соединения.
Компоненты с выводами круглого или овального профиля
Качество пайки компонентов с выводами круглого или овального профиля должно соответствовать таблице 5 и рисунку 5 в соответствии с классом изделия.
Таблица 5. SMD-компоненты с выводами круглого или овального профиля

2) Неопределённая или переменная величина.
(4) Галтель может подниматься дальше верхнего изгиба вывода. Припой не должен касаться корпуса компонента или изолятора (за исключением низкопрофильных SMD-компонентов, таких как SOIC и SOT). Припой не должен распространяться под корпус низкопрофильного SMD-компонента, если он изготовлен из паяемого материала.
(5) В случае компонента с пологой конфигурацией выводов галтель должна быть не ниже, чем середина нижнего изгиба вывода.
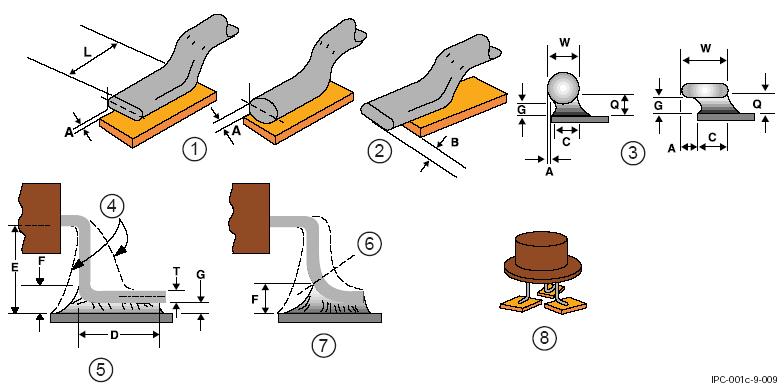
Рисунок 5. SMD-компоненты с выводами круглого или
овального профиля
1
— Поперечное смещение. 2 — Продольное смещение. 3 — Продольное смещение. 4 –
См. примечание (4) к таблице 5 — Длина
паяного соединения. 6 — Биссектриса нижнего изгиба вывода. 7 – См. примечание
(5) к таблице 5. 8 — Другая конфигурация
вывода.
Компоненты с выводами J-типа
Качество пайки компонентов с выводами J-типа должно соответствовать таблице 6 и рисунку 6 в соответствии с классом изделия.
Таблица 6. SMD-компоненты с выводами J-типа

(4) Припой не должен касаться корпуса компонента.
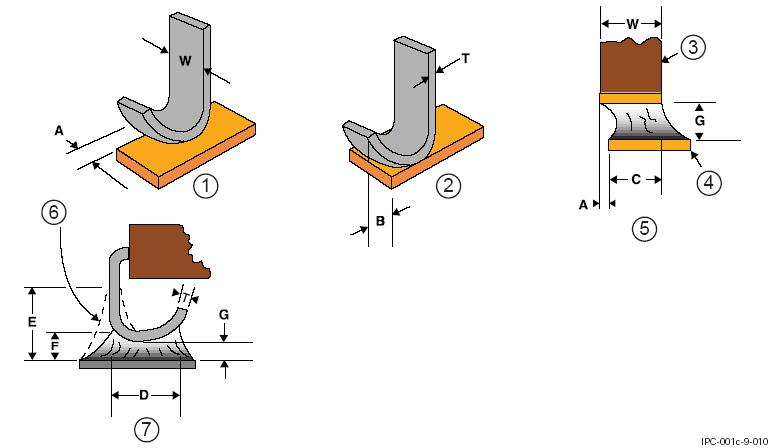
Рисунок 6. SMD-компоненты с выводами J-типа.
1 — Поперечное смещение. 2 — Продольное
смещение. 3 — Вывод. 4 — Контактная площадка. 5 – Ширина паяного соединения. 6
– См. примечание (4) к таблице 6. 7 —
Длина паяного соединения
Компоненты с выводами L-типа, отформованными
внутрь
Качество пайки компонентов с выводами «L»-типа, отформованными внутрь, должно соответствовать таблице 7 и рисунку 7 в соответствии с классом изделия.
Таблица 7. SMD-компоненты с выводами L-типа, отформованными внутрь
(4)
Припой не должен касаться корпуса компонента на внутренней части изгиба вывода.
Если вывод разделён на два зубца, то требования должны выполняться для каждого из них.
Рисунок
7. SMD-компоненты с выводами L-типа, отформованными внутрь
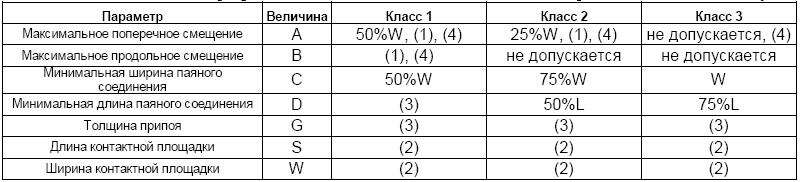
Компоненты с неформованными планарными выводами
Качество пайки компонентов с неформованными планарными выводами должно соответствовать таблице 8 и рисунку 8 в соответствии с классом изделия.
Таблица 8. SMD-компоненты с неформованными планарными выводами

(2) Неопределённая или переменная величина.
(4) Если вывод предназначен для запайки под корпусом компонента и контактные площадки спроектированы с учётом этого, должно быть смачивание вывода припоем в области «М».
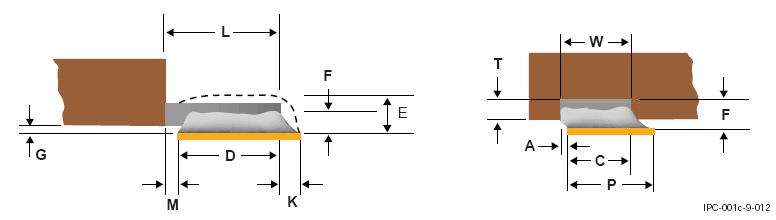
Рисунок 8. SMD-компоненты с неформованными планарными выводами
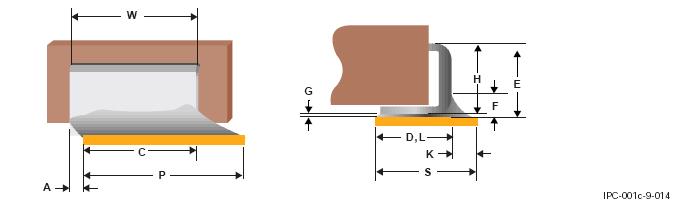
Высокопрофильные компоненты с контактной поверхностью только снизу
Качество пайки высокопрофильных компонентов с контактной поверхностью только снизу должно соответствовать таблице 9 и рисунку 9 в соответствии с классом изделия. Если высота компонента превышает толщину, его нельзя использовать в изделиях, подверженных вибрациям или ударам, без дополнительного крепления при помощи соответствующего клея.
Таблица 9. Высокопрофильные компоненты с контактной поверхностью только снизу
(4) Из-за конструктивных особенностей контактная поверхность может не доходить до края компонента, и корпус компонента может выходить за пределы контактной площадкой печатной платы. При этом контактная поверхность компонента не должна смещаться за пределы контактной площадки печатной платы.
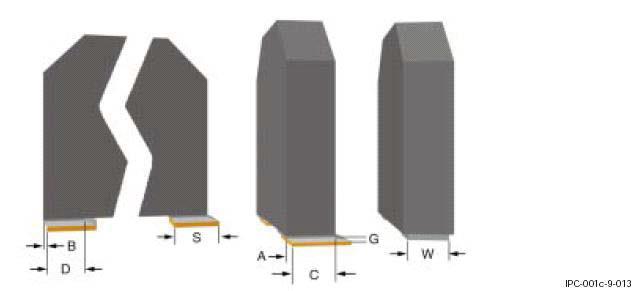
Рисунок 9. Высокопрофильные компоненты с контактной
поверхностью только снизу
Качество пайки компонентов с неформованными планарными выводами должно соответствовать таблице 10 и рисунку 10 в соответствии с классом изделия.
Таблица 10. SMD-компоненты с неформованными планарными выводами

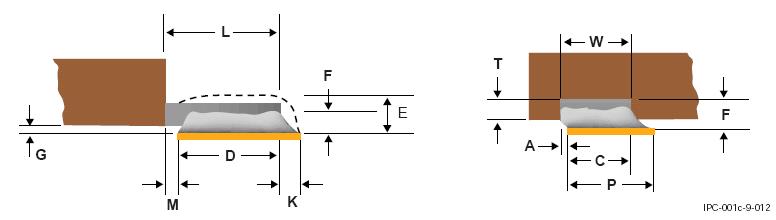
Рисунок 10. SMD-компоненты с неформованными планарными выводами
Управление трафаретами
Лаборатория оснащена современным высокотехнологичным оборудованием, а также имеет большой опыт в проведении входного контроля, диагностического неразрушающего контроля методами акустической микроскопии и рентгеновской компьютерной томографии и разрушающего физического анализа ЭКБ и РЭА. Также одним из направлений деятельности лаборатории является определение наличия (отсутствия) признаков контрафактного происхождения ЭКБ.
Современная материально-техническая база и опыт наших специалистов позволяют быстро и качественно проводить весь спектр представленных работ в интересах заказчика.
Лаборатория ДНК и РФА проводит следующие виды испытаний:
- входной контроль с целью проверки соответствия ЭКБ требованиям, установленным в нормативно-технической документации и включает в себя анализ технической и договорной документации, идентификацию, проверку внешнего вида, проверку качества маркировки, определение массы, габаритных, установочных и присоединительных размеров ЭКБ;
- определение наличия скрытых дефектов, а также выявление признаков контрафактного происхождения ЭКБ неразрушающими методами акустической микроскопии и рентгеновской компьютерной томографии, которые позволяют определять наличие признаков вторичной маркировки, а также неоднородностей, дефектов, напряжений, отслоений и разницы плотностей материалов на различной глубине при послойном сканировании объектов;
- отбраковочные испытания ЭКБ методами рентгеновской компьютерной томографии, проверки герметичности и выявления наличия свободно перемещающихся частиц под корпусом по уровню шума;
- разрушающий физический анализ: определение содержания паров воды внутри корпусов микросхем, испытание на способность к пайке и теплостойкость при пайке, проверка прочности кристалла на сдвиг, а также проверка прочности выводов ЭКБ.
Полный перечень проводимых испытаний лаборатории ДНК и РФА:
Испытательный центр «ВОЕНЭЛЕКТРОНСЕРТ» специализируется на испытаниях электронной компонентной базы отечественного и иностранного производства. На предприятии имеется система контроля качества и испытаний продукции. Порядок контроля качества включает в себя:
- Входной контроль
- Операционный контроль
- Контроль качества готовой продукции
- Дополнительные и сертификационные испытания
Входной контроль ЭКБ состоит из нескольких этапов
- Проверка внешнего вида и маркировки
- Контроль габаритных и установочных размеров
- Проверка массы
- Контроль электрических параметров
- Рентгеновский контроль
Дополнительные испытания ЭКБ подразумевают
- Отбраковочные испытания: термотренировка, электротермотренировка, термоциклирование, испытания на герметичность, контроль наличия посторонних частиц в подкорпусном пространстве
- Диагностический неразрушающий контроль: контроль электрических параметров по ужесточенным нормам, тестирование изделий
- Разрушающий физический анализ: внутренний визуальный контроль, испытания выводов на прочность, испытания на сдвиг кристалла, проверка прочности внутренних соединений, испытания на способность к пайке, растровая электронная микроскопия
Сертификационные испытания
- Испытания на воздействие механических факторов: вибрация, удары одиночного/многократного действия
- Испытания на воздействие климатических факторов: повышенная/пониженная температура, повышенная влажность, повышенное/пониженное давление
- Испытания на безотказность и сохраняемость
Цель проведения сертификационных испытаний заключается в подтверждении заявленных технических параметров испытуемого изделия при внешних воздействиях в соответствии с ГОСТ; предотвращении эксплуатационных отказов; отборе компонентов по электрическим параметрам; функциональных испытаниях; оценке климатических и механических воздействий.
Для проведения качественных сертификационных испытаний электронной компонентной базы, испытательная лаборатория оснащена высокотехнологичным испытательным оборудованием, что позволяет в полном объеме провести все необходимые испытания, для подтверждения соответствия ЭКБ заданным требованиям.



