

- Виды припоев для ремонта кузова
- Как залудить жало паяльника деревянным бруском
- Как залудить медные провода
- Как паять паяльником конденсаторына материнской плате компьютера
- Как паять паяльником стальные и железные детали
- Пайка для «чайников». выбор инструмента и советы
- Пайка паяльником резисторов, диодов, конденсаторов
- Уход за паяльником.
- Как паять паяльником smd светодиоды и другие безвыводные компоненты
Виды припоев для ремонта кузова
- Существуют разные типы припоев. Для ремонта кузова чаще применяются мягкие (легкоплавкие) припои. Они продаются в виде стержней, длинной 45 см, разной толщины. В целом, они классифицируются как припои с содержанием свинца и без содержания свинца (lead free). Первый тип припоя применялся много лет из-за его лёгкости использования. Однако он был запрещён в некоторых странах для применения в массовом производстве, по причине вреда здоровью и окружающей среде. Однако, свинцовый припой, по-прежнему используется частными лицами и его можно встретить в продаже. Многие мастера предпочитают использовать именно свинцовый припой.
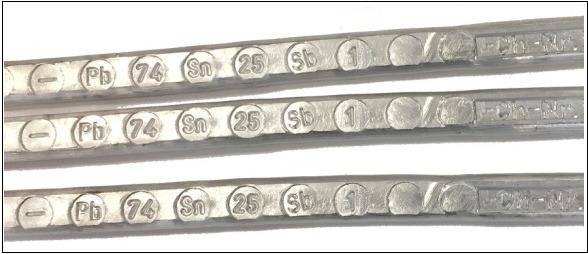
- На припое указывается соотношение его компонентов (олова, свинца). Традиционный припой для кузова состоит из 30% олова и 70% свинца. Может содержаться дополнительный компонент, к примеру, 74% свинца, 25% олова и 1% сурьмы. Свинец опасен для здоровья. Чтобы его применять, требуются средства защиты, и нужно учитывать меры безопасности. Однако его легче использовать. Он дольше остаётся мягким после нагрева (в диапазоне от 180 до 260 градусов по Цельсию). Это облегчает его нанесение и разравнивание. Этот припой легко наносится на вертикальные и горизонтальные поверхности. После затвердевания свинцового припоя, его не рекомендуется обрабатывать шлифовальной машинкой, так как образуется очень токсичная пыль. Так, его обычно обрабатывают специальным кузовным напильником, а на завершающей стадии бруском с крупнозернистой шлифовальной бумагой вручную. Если всё же применяете шлифовальную машинку, то нужно использовать только крупный абразив, чтобы не было взвеси из мелкой пыли. Остатки свинца после шлифования нужно сразу утилизировать.
- Припой может иметь разное соотношение свинца и олова (70/30, 60/40 или 50/50). Припой с более низким содержанием свинца также используется при ремонте кузова, но имеет низкий диапазон пластичности (от 183ºC до 188ºC), поэтому его сложнее использовать. Припои с таким соотношением обычно применяют на горизонтальных поверхностях, так как они быстро становятся жидкими и могут стекать. Прилипание у всех свинцовых припоев примерно одинаковое и зависит от правильности подготовки поверхности.
- Как альтернатива припою со свинцом был разработан более безопасный припой без содержания свинца. Во всех припоях без содержания свинца, олово является главным компонентом. Другим компонентом может быть серебро, медь, индий или висмут. Большинство припоев без свинца имеют либо более высокую, либо более низкую точку плавления, чем у свинцового припоя. Для ремонта кузова наиболее распространён припой без свинца, состоящий из олова и серебра (94% олова и 6% серебра или 96% олова и 4% серебра). Он имеет более высокую стоимость. Припой без свинца примерно равен по характеристикам традиционному припою со свинцом с соотношением 50/50 (свинец/олово). Такой припой имеет более высокую точку плавления (221°C). После нагрева, он остаётся в мягком состоянии менее продолжительное время, чем свинцовый припой, что усложняет его выравнивание. При застывании получается более твёрдым и хрупким. Его сложнее обрабатывать напильником. Преимущество в том, что его можно обрабатывать шлифовальной машинкой, так как он не образует токсичной пыли. Хотя, не нужно забывать про респиратор. Дополнительным преимуществом припоя без свинца является более высокая прочность на разрыв.
- Припой, применяемый в электронике, обычно состоит из 60% олова и 40% свинца. Он может содержать флюс в центре. Флюс с канифолью, часто используемый с таким припоем, не способствует адгезии к стали, а флюс с кислотой может действовать хорошо. Такой припой лучше применять только для пайки маленьких отверстий, так как его диапазон пластичности очень маленький.
- Для работы с кузовами из алюминия используется другой тип припоя (с содержанием олова и цинка).
Как залудить жало паяльника деревянным бруском
Если на поверхности есть значительный слой окисла, а механически абразивами или напильниками ее снимать нельзя, хорошо помогает при лужении брусок или дощечка хвойного дерева.
- Брус расположить так, чтобы волокна древесины были сориентированы перпендикулярно движению при натирании.
- Включается питание, на дощечку выкладываются маленькие кусочки канифоли и ПОС.
- Нагревшийся стержень ставится в кусок канифоли, которая образует расплавившуюся лужицу.
- Наконечник накрывает олово. После расплавления начинается движение наконечника поперек волокон, не покидая пределов канифоли.
Слой окисла растворяется горячей канифолью, сплав втирается в поверхность.

Чистое жало паяльника.
Чистое жало паяльника.В продаже нередко встречаются паяльники с рабочей частью, покрытой особыми защитными составами из нержавейки (такое покрытие называют «необгораемым»). Оно имеет толщину в несколько микрон, так что заточка и лужение наконечника совершенно недопустимы из-за возможности разрушения покрытия при сильном трении.
В этом случае используется простейший способ сухого лужения и очистки жала, реализуемый с помощью стальной губки.
Её пружинящие ячейки обеспечивают хорошую притирку жала и позволяют быстро залудить его рабочие поверхности. Этим способом можно пользоваться при подготовке паяльников, оснащённых керамическими и никелевыми наконечниками, а также имеющих очень тонкое жало.
Специальную стальную сетку можно поменять на обычную кухонную губку. Для очистки самой губки достаточно просто постучать сеточкой по столу, после чего все остатки припоя вывалятся низ неё. Стоимость этой чистящей принадлежности не превышает пятидесяти рублей, так что можно купить её сразу с запасом.
При любом из предложенных вариантов повреждение паяльника из-за сильного давления практически исключено.
Как залудить медные провода
Когда изоляция снята, нужно оценить состояние проводника. Как правило, в новых проводах, медные проводники не покрыты окислами и их можно облуживать без зачистки. Достаточно взять немного припоя на жало паяльника, коснуться ним канифоли и поводить жалом по поверхности проводника. Если поверхность проводника чистая, то припой тонким слоем растечется по ней.
Если припоя не хватило, то берется дополнительная порция с касанием канифоли. И так, пока весь проводник не будет полностью залужен. Удобнее провода лудить, положив на деревянную площадку, в качестве которой использую подставку для паяльника. Обычно на месте, где я всегда лужу, скапливается канифоль и процесс идет быстрее, можно захватывать больше припоя не касаясь, лишний раз жалом канифоли.

Иногда, вопреки ожиданиям, хотя проводник кажется без окислов, лудиться не хочет. Тогда я ложу его на таблетку аспирина и пару секунд прогреваю, а затем лужу на площадке. Лудится сразу без проблем. Даже медный провод с очевидным окислением, без предварительной механической зачистки, с аспирином сразу же порывается тонким слоем припоя.

Если Вам удалось паяльником залудить проводники, как на фото, то поздравляю с первой успешной работой по пайке.

С первого раза получить хорошую пайку паяльником сложно. Причин этому может быть несколько. Паяльник слишком нагрет для данного вида припоя, определить это можно по быстро образующейся темной пленке окислов на припое, который находится на жале паяльника.
Тут может помочь только применение регулятора температуры. Недостаточный прогрев провода при облуживании, бывает при малом количестве припоя на рабочей части жала. Площадь соприкосновения получается маленькой, и тепло плохо передается проводнику. Практиковаться нужно до тех пор, пока не получится залудить провода как на фото выше.
После лужения паяльником провода, на нем часто остаются излишки припоя виде наплывов. Для того, чтобы получился тонкий и равномерный слой нужно провод расположить вертикально, концом вниз, паяльник вертикально жалом вверх, и провести жалом по проводу.
Следующий этап тренировки это залудить паяльником многожильный медный провод, задача несколько сложнее, особенно если провод покрыт окислом. Снять оксидную пленку механическим способом затруднительно, нужно расплести проводники и зачистить каждые по отдельности.

Первое что необходимо это положить проводник на таблетку аспирина и прогревая паяльником подвигать, чтобы все проводники провода смочились составом аспирина (при нагревании аспирин плавится).

Далее лудите на площадке с канифолью, как описано выше, с той лишь разницей, что нужно прижимать провод жалом паяльника к площадке и в процессе облуживания провод вращать в одну сторону, чтобы проводники сплелись в единое целое.

Вот такими стали медные провода после лужения.

Из такого конца залуженного провода можно с помощью круглогубцев сформировать колечко, например для резьбового присоединения к контактам розетке, выключателя или патрона люстры или припаять к латунному контакту или печатной плате. Попробуйте сделать паяльником такую пайку.

Главное при соединении пайкой деталей, не сместить их относительно друг друга, пока не застыл припой.
Пайка паяльником любых деталей мало чем отличается от пайки проводов. Если у Вас получилось качественно залудить и припаять многожильный провод, то значит, Вы сможете выполнить любую пайку.
Как паять паяльником конденсаторына материнской плате компьютера
Вздутие электролитических конденсаторов на материнской плате – наиболее часто встречающаяся причина ее нестабильной работы. Замена негодных конденсаторов новыми, не смотря на кажущуюся простоту, является весьма не простой и ответственной задачей, так как токоведущие дорожки очень тонкие и узкие и при неаккуратности их легко можно повредить жалом паяльника, а восстановить не всегда возможно.
В дополнение на плате установлено множество бескорпусных элементов, которые тоже можно случайно разрушить, конденсаторы установлены зачастую плотными рядами или находятся между разъемами, и поэтому их сложно выпаивать, а впаивать на место еще сложнее.

Прежде, чем заняться пайкой паяльником, нужно провести подготовительные работы, вынуть из материнской платы все карты и отсоединить провода. Как вставлены разъемы проводников, идущих от кнопок и светодиодов, установленных в системном блоке, необходимо зарисовать, так как обычно они вставлены без ключей и если не запомнить, как они были вставлены ранее, придется долго разбираться.
Так как электролитические конденсаторы являются массивными, то и паяльник понадобится 40 Вт. Перед пайкой жало паяльника нужно заправить таким образом, чтобы в торце оно было шириной около 3 мм, и на нем не было острых углов. Это необходимо для того, чтобы в случае соскальзывания жала паяльника не повредить токоведущие дорожки материнской платы.

Так как при пайке паяльником будут заняты обе руки, то материнскую плату необходимо будет зафиксировать в тисках таким образом, чтобы удобно было контролировать процесс пайки с двух ее сторон. Зажимать плату надо не сильно за край, свободный от элементов и проложить между губками тисков и платой картонные прокладки.
Теперь, когда все готово, можно приступать к выпайке неисправного конденсатора. Держите одной рукой конденсатор и прикасаетесь жалом паяльника к одному из его выводов. На жале должно быть достаточное количество припоя, чтобы он слился с припоем пайки ножки конденсатора.
Одновременно с прогревом нужно легонько отводить в сторону конденсатор, чтобы ножка выходила из отверстия. Когда конденсатор начнет поддаваться, нужно вынуть его ножку не полностью, а только до ее утопления в плате. Далее такая же операция проводится со второй ножкой и затем опять с первой уже до выемки ее из печатной платы. Таким образом, за 2-3 приема конденсатор будет паяльником выпаян из платы.

Как правило, из строя выходит группа конденсаторов, поэтому по такой технологии нужно выпаять их все. Если конденсаторы разных номиналов, то нужно запомнить места их установки.
Следующий шаг, это подготовка отверстий для пайки новых конденсаторов, нужно удалить из отверстий припой. Я делаю эту работу в два этапа. Сначала, разогрев паяльником припой в отверстиях делаю углубления остро заточенной деревяшкой, хорошо подходит зубочистка или спичка.

Далее в эти углубление вставляю стальную швейную иголку диаметром 0,5 мм, закрепленную в цанговый зажим и уже с противоположной стороны прогреваю отверстие паяльником. Как только припой в отверстии расплавится, проталкиваю в отверстие иголку, постоянно ее вращая.
Перед установкой конденсаторов нужно подготовить их выводы, если используется ранее выпаянный конденсатор, то нужно выпрямить его выводы и освободить от излишков припоя. У новых конденсаторов, нужно залудить выводы, а укорачивать лучше после установки.
Бывает, что расстояние между выводами конденсатора не соответствует расстоянию отверстий на плате. В таком случае нужно заранее сформировать ножки у конденсатора, так как попасть ножками в отверстия на плате бывает очень не просто, из-за мешающих рядом расположенных деталей.

Сформировать ножки легко, если вставить конденсатор в отверстия ножками со стороны запайки выводов деталей. После такой формовки попасть ножками в отверстия печатной платы при установке конденсаторов будет легче.
Как паять паяльником стальные и железные детали
Технологии пайки стальных и железных деталей паяльником мягкими припоями мало чем отличается от пайки меди и ее сплавов, за исключением типа применяемого флюса. Вместо канифоли используется один из активных хлористо-цинковых флюсов.
Рассмотрим технологию пайки паяльником железа на примере. Имеется ржавый лист кровельного железа с глубокой коррозией.

Самым главным этапом в технологии для получения качественной пайки является подготовка поверхностей. Необходимо металлической щеткой и наждачной бумагой полностью удалить ржавчину. Если железо новое, то часто для предотвращения его от окисления поверхность металла покрывают защитным слоем масла или консерванта.

Поверхность очищена от ржавчины, и можно приступать к ее лужению. Глубокие вкрапления ржавчины очистить не удалось, но они занимают не более оного процента поверхности и на качество лужения сильно не повлияют.

На подготовленную поверхность стальной детали кисточкой тонким слоем наносится хлористо-цинковый флюс.

Всего за пять минут работы, ржавая поверхность листа покрыта паяльником слоем припоя, больше ржаветь не будет никогда.
Если под рукой нет кислотного флюса, то его можно с успехом заменить так любимым мною, аспирином. Универсальный флюс, который практически в аптечке есть у каждого, если не в домашней, то в автомобильной аптечке точно.

На подготовленную к пайке поверхность нужно вместо кислотного флюса насыпать немного крошек от таблетки аспирина и далее лудить паяльником с таким же успехом, как и кислотным флюсом. Как видите, припой растекся отлично.
К стальной или железной детали к залуженному месту теперь хорошо припаяется медный или латунный провод. Будет крепко держаться, и обеспечиваться надежный электрический контакт.
Пайка для «чайников». выбор инструмента и советы
Пишу пост прежде всего для новичков — тех, кто только собирается научиться паять, либо попробовал, и получилось «не очень». В том числе для рукодельниц и рукодельников, которые (пока что) не замахиваются на ремонт и разработку электроники. Как следствие — здесь не будет страшного текста про заземление, фен, паяльную пасту и реболлинг. Не будет про высокотемпературные припои. И только самый минимум информации про электричество. Зато хочу рассказать про выбор инструмента, типичные проблемы начинающих и маленькие хитрости. Всё пишу из личного опыта.
Набор из инструментов и материалов для более-менее комфортной пайки включает в себя:
Паяльник, конечно же. В паяльнике важны две составляющие: регулировка температуры и удобное жало. Едва ли не все начинающие берут себе дешман-паяльник без регулировок и с единственным жалом-конусом, а затем мучаются, прилепляя к проводам «сопли» из припоя. Паяльник перегревается, жало не хочет держать припой, припой мгновенно окисляется. Если и вы пошли этим путём, у меня есть хорошая новость: дешёвый паяльник можно доработать до приличного состояния. Но об этом ниже.
Припой. Самый распространённый имеет марку ПОС-61, что означает: припой оловянно-свинцовый с содержанием олова 61%. Свинец — металл токсичный, поэтому стоит принимать разумные меры предосторожности: не есть во время пайки, а после работы мыть руки. И вряд ли стоит паять таким припоем украшения, которые будут носиться на теле. Есть бессвинцовые припои, у них более высокая температура плавления и паять ими немного труднее. Кстати, практически вся электронная промышленность перешла на бессвинцовку из-за требований по экологии.
Ещё припой бывает как с добавлением канифоли, так и без неё, и разной толщины. Самый ходовой — тонкий, с канифолью внутри.
Заказывать припой у китайцев не советую, это лотерея. Хитрые производители научились делать начало и конец катушки из сплава разного качества, и внутренние витки могут состоять едва ли не из чистого свинца. Начинаешь паять — всё хорошо, 5 звёзд продавцу. Но счастье в этом случае длится недолго.
Канифоль. Классика жанра, поэтому пусть будет. Но я ею практически не пользуюсь.
Флюс ЛТИ-120, либо жидкий спиртоканифольный флюс. Флакон лучше с кисточкой. Это вещь! Заменяет твёрдую канифоль, сделан на её основе, однако гораздо удобнее в применении. Основное достоинство: намазывается непосредственно на место пайки и поэтому не выгорает, пока вы несёте паяльник. ЛТИ-120 является более активным флюсом, чем (спирто-)канифоль. Это значит, что с ним паять легче. Но из-за этого ЛТИ очень желательно смывать спиртом после пайки, а канифоль и спиртоканифоль — нет. При пайке точной электроники смывать ЛТИ строго обязательно. И вообще, промывать место пайки — хорошая привычка.
Изопропиловый спирт во флаконе с капельницей/дозатором и ватные палочки. Можно использовать медицинский (этиловый) спирт, если он для вас более доступен. Спирт — очень полезная вещь в хозяйстве. Им можно обезжиривать поверхности, отмывать капли не застывшей эпоксидной смолы или масляной краски, смывать перманентный маркер, отмывать собачьи лапы от еловой смолы, готовить дезинфицирующий раствор против «короны». В общем, универсальная штука. Флакон на фото я не раз уже заправлял из большой банки. В контексте пайки спирт используется и для первичной очистки, и для отмывки места уже сделанной пайки от нагара и остатков флюса.
Зажим «третья рука». Паять без «третьей руки» можно, но очень неудобно. Дешёвую «третью руку» (как на фото) рекомендую сразу доработать. Во-первых, проклеиваем основания «крокодилов», чтобы они не разболтались и не слетели. Я использовал эпоксидный клей. Во-вторых, на губки надеваем кусочки термоусадки и термоусаживаем горелкой/зажигалкой.
Хирургический зажим (карцанг). Желательно — с самыми тонкими губками. На фото толстоват, хотя, смотря что паять. Прямые или изогнутые губки — на ваш выбор. В большинстве случаев заменяет пинцет, плюс его можно зафиксировать в зажатом состоянии. Очень удобная вещь! Вместо или в дополнение к зажиму рекомендую хороший пинцет с тонкими кончиками, которые хорошо смыкаются, не вихляют и имеют плоскую внутреннюю поверхность. Но очень не советую брать дешманские пинцеты из серии «5 штук за 100 рублей». Сделаны из сплава фольги с картоном, не держат ни-че-го! Маникюрные пинцеты тоже плохо подходят: губки не очень ровные и часто «гуляют» друг относительно друга.
1. Пинцет из сплава фольги с картоном.
2. Маникюрный пинцет.
3. Зажим (карцанг).
4. Нормальный пинцет для тонких работ.
Губка для чистки паяльника. Специальная! Губка для посуды не подойдёт! Перед работой её нужно намочить и отжать. Об неё в процессе работы можно вытирать нагар, и держать жало паяльника в чистоте.
Маленькие бокорезы (кусачки). Мне больше нравятся именно такой конструкции, с тонкими острыми губками.
Оплётку для выпаивания. Это плетёнка из тонкой меди, пропитанная канифолью. Набирает на себя припой (лудится). Тем самым, упрощает демонтаж (выпаивание). Использованная, т.е. пропитанная припоем оплётка может помочь залудить какую-нибудь поверхность.
Инструмент для зачистки проводов. Китайский с фото вполне работает. Можно выбрать что-нибудь подороже, но инструмент должен соответствовать толщине зачищаемого провода. Иначе либо не зачистит, либо перекусит.
Макетный нож. Кстати, лезвия для макетников не все одинаково хороши. Большинство — тупые изначально, и предназначены только для офисной бумаги. А какие-то выполнены из калёной стали и легко режут даже плотный ковролин.
Подробнее про паяльник.
Паять, конечно, можно и гвоздём на газовой зажигалке. Но удовольствие это сомнительное. Рассмотрим главные, на мой взгляд, признаки хорошего паяльника.
Контроль температуры. Паяльники без регулировок склонны перегреваться. В этом случае припой на жале моментально покрывается плёнкой окислов, плохо липнет в месту пайки и превращается в «сопли». Поэтому все более-менее хорошие паяльники имеют регулировку, датчик температуры в жале, и умеют поддерживать более-менее постоянную температуру. Есть паяльники с простой «крутилкой» без градуировки, а есть — с цифровым управлением, умеющие отображать текущую температуру в градусах.
Даже если у вас паяльник примитивный и без регулировок, ещё не всё потеряно. Идём в электротовары и покупаем диммер (регулятор яркости) для обычных ламп накаливания, подключаем паяльник через него. Регулируя мощность нагревателя, можно подобрать комфортную температуру жала. Внимание: мощность диммера должна соответствовать мощность паяльника. Паяльник мощностью 20Вт может не запуститься с диммером, требующим мощность нагрузки от 40Вт. А может запуститься, если вывести регулировку сначала на максимум, и затем на нужный уровень.
Если диммера тоже нет, а паять надо, можно на время остужать жало, макнув в твёрдую канифоль. Если жало делает «ПШ-Ш-Ш» и выпускает клубы дыма, а канифоль в месте контакта вскипает — значит, оно было перегрето. Если дым от канифоли идёт струйкой, значит с температурой всё более-менее в порядке.
Жало. Ищите паяльник, к которому продаются запасные жала различной формы. Сейчас почему-то все паяльники продаются с жалом-конусом (иголкой). Почему — я так и не понял, ибо паять конусом мне некомфортно: припой набирается на боковую поверхность, контроль за каплей припоя слабый, при этом тонкий «носик» конуса практически не смачивается припоем и мешается, упираясь в окружающие элементы. На мой взгляд, самой удобной и универсальной является форма «скошенный конус» и «скошенный цилиндр», т.е. жало, имеющее на конце овальную плоскую площадку.
На фото, сверху вниз:
1. Удобное для меня жало формы «Скошенный конус».
2. Жало «Скошенный цилиндр» со слегка скруглённым концом. Не впечатлило.
3. Комплектное жало-иголка. Попытался было переточить, не получилось.
4. Жало-конус от самого дешманского паяла.
Советские паяльники оснащались медным жалом, сейчас же в моде не обгорающие («вечные») жала. Достоинства меди: хорошо передаёт нагрев, хорошо прилипает припой, легко придавать форму напильником. Но медное жало «разъедается» припоем, и его периодически приходится править напильником. В итоге оно со временем укорачивается. Не обгорающее жало может служить годами, если соблюдать несколько правил. Во-первых, постараться не использовать его с активными флюсами или для плавки (резки) пластика. Во-вторых, не «жарить» постоянно на максимальной температуре. В-третьих, очевидно, не стачивать его напильником/наждаком, т.к. не обгорающий слой может быть ограничен по толщине. В самом дешёвом паяльнике может быть вставлено не обгарающее жало-конус и затянуто винтом. Хороший вариант — найти медную проволоку подходящей толщины, и из неё нарезать медных жал. Их можно сделать с запасом и заточить под любую удобную для вас форму. Будьте внимательны, под видом медного провода сейчас можно встретить омеднённый алюминий. На фото — несколько удобных самодельных жал из медного провода. К слову: сплав меди и олова — это бронза.
Хозяйке на заметку: в медном жале в процессе его эксплуатации образуется ямка. Если при правке жала на напильнике её не заравнивать до ровной плоскости, и оставить небольшое углубление, то может получиться даже удобнее, чем ровная плоскость. Углубление хорошо держит каплю припоя и по-умному называется «микроволна».
Итак. Дешёвый паяльник можно сделать весьма комфортным в работе, если докупить к нему диммер, выкинуть «не обгорающее» родное жало-конус и наделать из толстого медного провода жал удобной вам формы.
Теперь о процессе.
Минутка химии и физики. Как известно, большинство металлов на воздухе окисляются. То есть металл соединяется с кислородом воздуха и образуется оксид. Оксиды имеют более высокую температуру плавления, чем не окисленный металл, и гораздо хуже переносят тепло. Причём, чем выше температура, процесс окисления идёт быстрее. В частности, расплавленный припой, оставленный на паяльнике, довольно быстро покрывается плёнкой окислов. Плёнка эта находится в твёрдом (не расплавленном) состоянии, и сильно препятствует нормальной пайке. Если каплю припоя пошевелить или потыкать, то видно, что она оказывается как бы в мешочке. Одна из основных функций флюсов (той же канифоли) — это препятствовать образованию окислов. Канифоль окисляется активнее, чем металл, и в разогретом виде может отбирать кислород у оксидов. Оксид вновь превращается в жидкий металл, а канифоль — в пахучий дым и в чёрный нагар на жале. Когда канифоль с жала вся израсходуется, плёнка оксидов возникает вновь. На перегретом паяльнике канифоль расходуется практически моментально, а «мешочек» образуется буквально за секунду, из-за этого паять таким паяльником сложно. Получается даже парадокс: перегретый паяльник хуже прогревает объект пайки из-за плёнки окислов. Плёнку окислов можно снимать не только флюсом, но и механически, вытирая разогретое жало об губку или другой подходящий материал.
Кроме того, окислы на паяемом металле тоже препятствуют прилипанию припоя. Если медь тёмная, её перед пайкой крайне желательно зачистить до блеска. Другой способ справиться с окислами на объекте пайки — это применение активных флюсов, в частности, паяльной кислоты. Паять с кислотой легче, но она, во-первых, испускает едкий дым. Во-вторых, разъедает жало, что особенно важно при использовании дорогой «необгорайки». И, в-третьих, требует обязательной промывки места пайки, т.к. со временем сделанная пайка может развалиться. К слову, алюминий тоже можно паять, но на воздухе он моментально покрывается тонкой плёнкой окислов. Для противодействия окислению применяются специальные флюсы.
Флюсы. Это вещества или составы, облегчающие пайку или плавку металла. Паяльные флюсы бывают различными по консистенции: твёрдыми (например, канифоль), жидкими (примеры: спиртоканифоль, ЛТИ-120) или гелеобразными. Жидкий или гелеобразный флюс наносится непосредственно на место пайки, а значит, он не обгорит, пока вы несёте паяльник от баночки с флюсом к месту пайки. Твёрдый флюс в баночке (ту же канифоль) можно использовать для лужения (покрытия слоем припоя) проводов и самого жала паяльника.
Кроме того, флюсы отличаются по химической активности, электропроводности и, как следствие, необходимости отмывки после работы. И я встречал случаи неправильной маркировки производителем: флюс, который заявляется, как безотмывочный, на самом деле весьма неплохо проводит электричество.
Функции флюса при пайке:
1. Смазка. Помогает формироваться аккуратным шарикам припоя и не «прикипать» к поверхностям, которые не паяются.
2. Очистка паяемой поверхности от окислов и грязи, защита от окисления в процессе.
3. Защита припоя от окисления, убирание плёнки окислов с припоя.
Профессионалы советуют не набирать припой на жало, а прикасаться проволочкой припоя к месту пайки одновременно с паяльником. Плюс такого метода: и быстрее, если паять нужно много всего сразу, и канифоль в проволочке припоя попадёт на место пайки в свежем виде. Можно даже не пользоваться дополнительными флюсами. Но. Этот приём требует свободных обеих рук, однако часто одной рукой держим, второй паяем.
Передача тепла — это то, что нужно и понимать, и прочувствовать на своём опыте. Чтобы припой стал жидким, его нужно разогреть. Чтобы припой был жидким в месте пайки, нужно разогреть место пайки до температуры плавления припоя. Это очевидно. Но если мы паяем массивный, по сравнению с жалом, объект, то разогреть его может быть непросто. Во-первых, металлы очень хорошо передают тепло. Во-вторых, тепло накапливают (имеют теплоёмкость). И, наконец, отдают тепло вовне. В итоге, даже используя мощный паяльник, можно столкнуться с непрогревом места пайки. Например, печатные платы мощной электроники проектируются так, чтобы хорошо отводить и рассеивать тепло. Как можно победить непрогрев:
1. Набрать на жало капельку припоя и нанести флюс на место пайки. «Сухое» жало передаёт тепло плохо.
2. Греть дольше; ждать, пока прогреется. Но рядом с местом пайки могут располагаться детали, которые нельзя перегревать.
3. Банально — увеличить температуру паяльника. В некоторых случаях помогает, но риск перегрева и повреждений окружающих элементов выше, и, кроме того, окислы на паяльнике могут мешать передаче тепла.
4. Поставить жало потолще и покороче, подходящее по размеру. Способность проводить тепло — одна из важнейших характеристик жала.
5. Подогреть объект пайки дополнительно. В бытовых условиях, в частности, можно прогреть градусов до 100 на перевёрнутом утюге, и на нём же выполнять пайку.
6. Пойти на хитрость: использовать легкоплавкий припой. И об этом поподробнее.
Содержащий свинец припой плавится легче бессвинцового. Промышленная пайка по экологическим причинам практически вся сейчас выполняется бессвинцовым припоем, разогреть который паяльником бывает сложновато. Но можно набрать на паяльник каплю обычного ПОС-61 и «поелозить» им в точке пайки, после чего уже весь припой становится жидким, поскольку разбавляется легкоплавким. Можно пойти дальше и использовать ещё более легкоплавкий состав. В частности, сплав Розе плавится при менее, чем 100 градусах Цельсия. Удобно! Но за удобство приходится платить легкоплавкостью результатов труда. Если изделие в процессе использования будет нагреваться, то такая пайка может развалиться сама по себе. Внимание: оставшийся на жале паяльника или в местах пайки сплав может привести к сюрпризам в будущем, сделав последующие пайки также легкоплавкими. Крайне нежелательно его использовать для ремонта заметно греющейся электроники: видеокарт, смартфонов, светодиодного освещения и т.д. И за злоупотребление розе можно огрести «пару ласковых» от профессионалов.
Кроме того, важна передача тепла от нагревателя к жалу. У меня был опыт, когда керамический нагреватель слегка болтался внутри жала. Паять было сложновато. Несколько слоёв медной фольги решили проблему.
Бывает, что припой после застывания оказывается матовым, а не красивым-блестящим. Почему так происходит? Во-первых, неправильный температурный режим и плёнка окислов. Во-вторых, состав самого припоя. Сюрприз, но это может зависеть от состава припоя, не все припои застывают в красивые глянцевые капли.
FAQ по основным явно заметным проблемам пайки (пайка не получается)
1. Жало не держит припой. При попытке набрать припой на жало, он скатывается каплями на стол. Прогреть место пайки почти не получается. Причина: жало не залужено. Нужно очистить жало, с помощью припоя и канифоли заново залудить. Если проблема часто повторяется, значит, жало перегрето.
2. Припой не держится на объекте пайки. Причина: плёнка окислов (либо лак) на объекте пайки. Да, встречается медь, покрытая бесцветным лаком. Например, провод наушников. Нужна либо механическая очистка, либо использование активного флюса.
3. Припой в месте пайки моментально застывает неаккуратными «соплями», плавится медленно и с явным трудом, паяльник слегка липнет. Причина: теплопередача от паяльника недостаточна.
4. При пайки образуются «сопли», шипы из припоя. Место пайки выглядит неаккуратно. Причина: нехватка флюса, плёнка окислов на припое.
Не очевидные «косяки» новичков (пайка получается некачественная или портится со временем):
1. Непропай. Паяное соединение держится на флюсе в роли клея. С электрическим контактом и надёжностью беда.
2. Злоупотребление активным флюсом. Он может разъедать пайку со временем, при работе разъедает «вечные» жала.
3. Неотмытый флюс. Если это канифоль — ничего страшного, кроме внешнего вида. Иные флюсы люто проводят электричество или разъедают (см. выше) пайку.
4. Сплав Розе. Да, с ним удобно, но пайка становится легкоплавкой.
5. Перегрев чувствительных к нагреву элементов. Печатная плата может расслоиться, пластиковый разъём может деформироваться, а электроника — выйти из строя.
6. Избыток припоя, который куда-то бодро уходит в процессе пайки. Может привести к сюрпризам в собираемой электрической схеме.
Пайка паяльником резисторов, диодов, конденсаторов
Для того, чтобы выпаять из печатной платы двух выводной радиоэлемент, например резистор или диод, необходимо место его пайки разогреть паяльником до расплавления припоя и вытянуть вывод радиоэлемента из платы. Обычно вынимают вывод резистор из печатной платы, поддев его за вывод пинцетом, но пинцет часто соскальзывает, особенно если вывод радиоэлемента со стороны пайки загнут.

Для удобства работы губки пинцета нужно немного сточить, получившийся захват исключит соскальзывание губок пинцета.

Когда выполняют работы по демонтажу радиоэлементов, то всегда не хватает еще одной руки, нужно работать паяльником, пинцетом и еще удерживать печатную плату.

Третьей рукой мне служат настольные тески, с помощью которых свободный от деталей участок печатной платы можно зажать, и устанавливая тиски на любую боковую грань, ориентировать печатную плату в трех измерениях. Выполнять пайку паяльником будет удобно.

После выпаивания детали из платы, монтажные отверстия заплывают припоем. Освободить отверстие от припоя удобно зубочисткой, остро заточенной спичкой или деревянной палочкой.

Жалом паяльника расплавляется припой, зубочистка вводится в отверстие и вращается, паяльник убирают, после застывания припоя, зубочистка извлекается из отверстия.
Перед установкой для запайки нового радиоэлемента, необходимо в обязательном порядке убедиться в паяемости его выводов, особенно, если дата выпуска его не известна. Лучше всего просто залудить выводы паяльником и затем уже запаивать элемент. Тогда пайка получится надежной и от работы будет одно удовольствие, а не мучение.
Уход за паяльником.
Как и любой другой инструмент, паяльник требует ухода. Время от времени жало у паяльника выгорает, на нём появляются рытвины и неровности. Устраняется выгорание затачиванием жала и его лужением. Также следует обратить внимание на то, что при длительном использовании стержень покрывается окалиной, что препятствует быстрому прогреву.
Почему жало паяльника выгорает? Дело в том, что при нагреве медь частично растворяется в припое, а сам край жала подвергается пусть и небольшому, но механическому воздействию. Также стоит понимать, что когда паяльник не используется, жало сильно разогревается и это способствует окислению меди.
Окалину удаляют следующим образом.
Пассатижами вытаскивают медный стержень из паяльника. Убирают окалину со стержня с помощью мелкозернистой шкурки. Можно покрыть стержень небольшим слоем графита, потерев его о грифель обычного карандаша. Это предотвратит быстрое образование окалины в будущем.
Следует время от времени проверять состояние изоляции электрического паяльника. Для этого замеряют сопротивление между сетевой вилкой паяльника и жалом. О том, как измерять сопротивление я уже рассказывал. На омметре следует выставить мегаомный предел измерения (1 — 10Мом).
Помните, что касаться руками металлических щупов мультиметра при замере сопротивления нельзя. Иначе, прибор покажет общее сопротивление Вашего тела и замеряемой цепи. Прибор должен показать бесконечно большое сопротивление. Это будет свидетельством добротной изоляции между жалом паяльника и электрической сетью.
Для тех, кто уже обзавёлся паяльной станцией, подойдут сменные жала 900М из меди. Они также требуют подготовки перед работой.
Главная » Радиоэлектроника для начинающих »Текущая страница
Также Вам будет интересно узнать:
Как паять паяльником smd светодиоды и другие безвыводные компоненты
В настоящее время при изготовлении радиоэлектронных устройств широко применяются безвыводные компоненты SMD. Компоненты SMD не имеют традиционных медных проволочных выводов. Такие радиоэлементы соединяются с дорожками печатной платы путем пайки к ним контактных площадок, находящихся непосредственно на корпусе компонентов.

Но при ремонте возникает необходимость выпаивать SMD компонент для их проверки или замены или выпаивать с ненужной печатной платы для использования как запчасти. В таком случае, чтобы не перегреть и не поломать компонент необходимо одновременно прогревать все его выводы.

Если приходится часто выпаивать SMD компоненты, то имеет смысл для паяльника сделать набор специальных жал, разветвляющихся на конце на два или три маленьких. С такими жалами выпаивать SMD компоненты будет легко без их повреждений, даже если они будут приклеены к печатной плате.

Но бывают ситуации, что маломощного паяльника под рукой нет, а в имеющемся мощном паяльнике, жало прикипело и вынуть его невозможно. Из такой ситуации тоже есть простой выход. Можно навить вокруг жала паяльника медный провод диаметром один миллиметр, как на фото.
Сделать своеобразную насадку и с помощью нее успешно выпаивать SMD компоненты. Фотография демонстрирует, как я выпаивал SMD светодиоды при ремонте светодиодных ламп. Корпуса светодиодов очень нежные и практически не допускают даже небольших механических воздействий.

В случае необходимости насадка легко снимается и можно пользоваться паяльником по прямому назначению. Ширину между концов насадки можно легко изменять, тем самым настраивая для пайки SMD компоненты разных размеров. Насадку можно использовать вместо маломощного паяльника, запаивая маленькие детали и припаивая тонкие проводники к светодиодным лентам.
Похожие записи:
 Правильная пайка светодиодных лент. Пайка светодиодной ленты — ошибки и правила. Коннекторы, когда без них нельзя?
Правильная пайка светодиодных лент. Пайка светодиодной ленты — ошибки и правила. Коннекторы, когда без них нельзя?  Как правильно паять паяльником: с канифолью и оловом в домашних условиях
Как правильно паять паяльником: с канифолью и оловом в домашних условиях  Краткий курс по пайке металлов. Паяльники, флюсы, припой. Маленькие хитрости.
Краткий курс по пайке металлов. Паяльники, флюсы, припой. Маленькие хитрости.  Пайка микросхем своими руками — Как выбрать паяльник
Пайка микросхем своими руками — Как выбрать паяльник






