

- Как и чем чистить паяльник?
- Особенности очистки
- Чем почистить жало?
- Технология
- Очищение жала при помощи губки
- Зачистка с помощью пайки
- Активатор для нагревательного элемента
- Зачем лудить и точить
- Подготовка и обслуживание
- Подготовка нового паяльника
- Особенности жала паяльника
- Заточка
- Лужение в канифоли
- Очистка в процессе работы
- Бруском дерева
- Губка из металла
- Металлическая губка
- Требуемые инструменты
- Напильником и наждачкой
- Причины нагара
- Специальные средства
- Необходимые материалы
- Паяльник с вечным жалом
- Способы проведения лужения
- Правильный порядок действий
- Варианты обработки проводов
- Как сделать облуживание контактов наушника
- Тонкости хорошей пайки
- Что нужно для надежного контакта
- Что нужно для пайки паяльником
- Канифоль и флюсы
- Ход выполнения спайки от начала, и до конца
- Достоинства и недостатки спаивания проводов
- Подключение проводов скруткой и пайкой – что говорит ПУЭ?
- Пайка скрутки медных проводов
- Пайка проводов в распределительной коробке
- Возможные проблемы при пайке
- 4 признака качественной пайки
- 5 советов по созданию надежной пайки
- Как правильно паять?
- Техника безопасности
Как и чем чистить паяльник?

Паяльник – это электрический инструмент, с помощью которого происходит процесс спаивания двух металлических деталей. Во время работы для осуществления пайки применяются специальные составы, называемые припоем и флюсом, которые во время плавления способствуют соединению заготовок. Чтобы припой и флюс держались на жале паяльника, перед началом работы необходимо провести зачистку нагревающегося элемента. Выполнить процесс очистки можно различными способами.
Особенности очистки
Прежде чем начать работу с паяльником, необходимо удалить с поверхности его жала обгоревшие компоненты флюса и припоя, которые образуются не только в процессе паяния, но и при длительном простое электроинструмента в разогретом виде. Нагар будет мешать хорошей адгезии и равномерному распределению по поверхности жала новых порций расходного материала. По этой причине жало паяльника требуется регулярно и своевременно очищать.
Если этот процесс кажется вам слишком трудоёмким, специалисты рекомендуют приобрести для работы паяльную станцию, имеющую контроль степени нагрева жала паяльника, что минимизирует образование нагара.
Ещё одним удобным вариантом для работы являются электропаяльники, снабжённые жалом из нержавеющего материала, однако пользоваться таким электроинструментом несколько сложнее, чем обычным паяльником – потребуется правильно выбирать степень нагрева, чтобы осуществить качественную спайку деталей. Такой вариант паяльника не образует налёта, поэтому частое очищение жала в этом случае выполнять не придётся.
Очистка жала у паяльника в большинстве случаев – процесс неизбежный и необходимый. Перед началом выполнения паяльных работ очистку рабочей поверхности выполняют даже на новом жале. Делают это для того, чтобы удалить слой патины, состоящей из оксидных компонентов металла. Выбор эффективного способа очистки жала зависит от его типа и от того, какое загрязнение нужно удалить – обычный нагар или оксидные компоненты металла. Считается, что самым доступным и нетребовательным к методам очистки является жало, сделанное из меди.
Такую поверхность можно зачищать практически любыми методами, в том числе и механическими.
Для других разновидностей паяльника потребуется применять более осторожные и щадящие методики очистки.
Чем почистить жало?
Выполнять очищение рабочей поверхности электропаяльника требуется как во время пайки, так и после её завершения. Очистить жало можно следующими способами.
Технология
Для того чтобы пользоваться паяльником и выполнять качественную спайку, важно правильно зачистить его от нагара.
Чтобы удалить загрязнения, оставшиеся после флюса или от припоя, помогут следующие действия.
Очищение жала при помощи губки
Проще всего почистить наконечник паяльника с использованием металлических частиц, которые эффективно снимают нагар и не нарушают защитный слоя покрытия жала. Чтобы воспользоваться этим способом, паяльник разогревают и проводят им по поверхности губки.
Зачистка с помощью пайки
Слой нагара можно убрать, если сделать для жала паяльника «горячую ванну» из припоя. Для работы потребуется взять флюс и кусочек припоя. Припой делят на небольшие шарики и совмещают с канифолью. Разогретое жало нужно окунать в припой. В случае, когда плавление припоя происходит плохо, нужно увеличить температуру нагрева паяльника. Погрузив жало в припой, нужно выждать 1-2 минуты, за это время большая часть нагара будет расплавлена. Затем берут немного свежей порции припоя и вновь окунают жало паяльника. После этого паяльник вынимают и оставляют нагретым с нанесённым на него слоем припоя.
После выполнения процедуры паяльник очищается и готов к работе. Если процесс очищения идёт плохо, такую процедуру можно выполнить, заменив припой на паяльную кислоту.
При выполнении работ необходимо обеспечить хорошую вентиляцию помещения, так как пары паяльной кислоты опасны для здоровья.
Активатор для нагревательного элемента
Это средство продаётся в готовом виде, суть его работы довольно простая – нужно разогреть рабочую поверхность электропаяльника и опустить жало в состав активатора буквально на 2-3 секунды. Нагар вступит в химическую реакцию и растворится. После этого остатки средства убирают влажной тканью или губкой. Следующим шагом будет быстрое нанесение припоя на жало инструмента. Так нагревательный элемент будет очищен и подготовлен к работе.
Чтобы рабочий нагревательный элемент паяльника служил как можно дольше, рекомендуется не оставлять прибор в нагретом состоянии, если на его жале нет слоя флюса или припоя. После выполнения работ загрязнения с поверхности жала нужно убирать своевременно, не оставляя инструмент на хранение без предварительной очистки. Выбирая способ очистки жала, необходимо принимать во внимание его внешнее покрытие и материал, из которого нагревательный элемент изготовлен. В случае, когда спайку выполняли с использованием паяльной кислоты, горячее жало после выполнения работ нужно подвергнуть очистке. Нельзя оставлять нагревательный элемент на хранение, если на нём присутствуют остатки паяльной кислоты.
Как очистить жало паяльника, смотрите далее.
Зачем лудить и точить

Однако изделия с таким покрытием стоят немалых денег; к тому же серебряная плёнка со временем сходит и обнажает медное основание (говорят, что она растворяется в припое). Так что и в этом случае по истечении некоторого времени облудить жало, так или иначе, придётся.
Точить остриё напильником приходится не только перед лужением, но и в тех случаях, когда необходимо придать жалу удобную для работы форму.

Некоторые из пользователей предпочитают, чтобы жало было заточено «под конус». Другие же стараются так заточить его боковые части, чтобы получить плоскую заострённую форму.
Подготовка и обслуживание
Чем интенсивнее идет работа, тем скорее жало паяльника выгорает и обрастает чешуйками окалины.
Во время продолжительного нагрева до высоких температур медь, из которой сделан наконечник, частично переходит в расплав олова, а частично истирается о паяемые поверхности и контакты. Происходит физическая и химическая эрозия вещества. Кроме того, под действием тепла происходит окислительная реакция меди с кислородом воздуха. На моделях, позволяющих регулировать температуру, рекомендуется снижать ее при случающихся перерывах в пайке, или просто выключать на это время паяльник.
Последовательность операций по удалению окалины:
- Аккуратно вытащить жало.
- Зачистить слой окалины мелкозернистой абразивной бумагой.
- Нанести на жало графитовый защитный слой, натерев его грифелем простого карандаша, Это замедлит повторное появление слоя окалины.
- Легко постукивая по корпусу электронагревателя и поворачивая его, удалить окалину из углубления для медного стержня.
- Вставить жало обратно в крепление.
Для обеспечения электробезопасности следует каждый раз перед началом работы осматривать изоляцию сетевого кабеля на предмет отсутствия механических повреждений и оплавлений.
Время от времени полезно также измерить величину сопротивления изоляции. Замер проводится между контактами вилки и жалом. Значение должно превышать 10 мом.
Подготовка нового паяльника
Подготовка паяльника к работе заключается в том, чтобы прокалить его исполнительную часть (жало) до такого состояния, при котором оно сможет полноценно выполнять свои функции.

Дело в том, что у любого паяльного инструмента, только что принесённого из магазина, на жало имеются следы окислов меди (они образуются после длительного контакта с воздухом). Естественно, что этот налёт ухудшает контакт с рабочими составами (припоем и флюсом).
Подготовить инструмент к работе – означает устранить все помехи хорошей адгезии поверхности жала с припоем.
Для достижения этого необходимо предпринять следующие шаги:
- Во-первых, следует тщательно прокалить жало до состояния, пока металл не приобретёт красновато-оранжевый оттенок. С этого момента оно будет обгорать, то есть начинается процесс термического выжигания остатков окислов, сопровождающийся характерным резким запахом.
- Во-вторых, по истечении определённого времени, когда на поверхности жала появится характерный для меди нагар, следует соскрести его любым острым металлическим предметом.
- В-третьих, очищенное от нагара жало паяльника должно пройти ещё одну операцию, называемую лужением. Для того чтобы качественно залудить наконечники любого типа следует научиться отличать варианты их исполнения.
Особенности жала паяльника
Жало – это основная рабочая часть инструмента, которая контактирует со всеми деталями, припоем, заготовками и прочим. Она разогревается сама, а также плавит при нужной температуре все расходные материалы. Несмотря на то, что данная часть делается из прочных металлов, которые обладают высокой температурой плавления и хорошим сопротивлением химическому воздействию, нужно знать как правильно залудить жало паяльника, так как поверх него начинает образовываться окислительная пленка. Ее не видно без специальных приспособлений, но эффект от присутствия этой пленки становится заметен, так как расплавленный припой не остается на жале, а просто растекается по нему и спадает вниз. Невозможно взять нужное количество материала и аккуратно поместить его на требуемое место. Подготовка жала необходима не только для старых, бывавших в работе устройств. Нужно знать как облудить новый паяльник, так как на нем тоже может образоваться данная окись.
Размер жала и его форма влияют на то, какую именно модель нужно подобрать для определенных операций. Чем толще жало, тем больше мощность паяльника и тем большей температуры он достигает при нагреве. Форма наконечника сказывается на удобстве выполнения определенных операций.
За жалом нужно ухаживать, чтобы оно прожило как можно дольше, так как при выходе его из строя паяльник окажется бесполезным. Для этого нужно постоянно очищать его от остатков припоя по окончании работы.»
Заточка
Помимо лужения паяльника нужно еще знать, как заточить жало паяльника. Ведь только после правильной заточки уже можно работать. Это относится преимущественно к новым моделям, но если от многократного использование жало обросло старыми остатками припоя, то здесь также нужно провести данную операцию.

Заточка жала нового паяльника
Заточка предполагает создание нужной формы наконечника. Стандартным вариантом является заточка под углом в 30-40 градусов с каждой стороны. В итоге должна получиться клинообразная форма. Желательно, чтобы острая часть жала обладала толщиной около 1 мм.
Лужение в канифоли
Перед выбором способа лужения постарайтесь выяснить структуру материала, из которого изготовлено жало паяльника. Так, очищенный от окалины медный наконечник может лудиться в обычной канифоли с припоем.

Иногда припой с большим трудом «прилипает» к обрабатываемой поверхности (то есть жало паяльника не лудится). Что делать в этом случае?
Необходимо перенести паяльный состав вместе с канифолью на дно мелкой металлической ёмкости и расплавить их там до получения жидкой смеси. Затем следует взять новый паяльник и с силой поскрести жалом по металлическому днищу с расплавленной ванной. Указанную операцию следует проводить до тех пор, пока всё остриё полностью не смочится в припое.
Очистка в процессе работы
Правильно облудить паяльник важно не только во время подготовки к работе. Спустя какое-то время пайки может случиться так, что материал снова не будет липнуть к основанию. Это происходит через минут 15. Под слоем лужения обгорает медь. Существует несколько способов как правильно залудить паяльник во время работы.
Бруском дерева
Брусок дерева неотёсанный всегда должен находиться под рукой у мастера. Используют хвойные породы, поскольку такая древесина имеет природную канифоль. На древесину наливаю флюс и ложат немного припоя. Как только на жале появляется окалина, натирают его о дерево. Во время этого процесса основание очищается и облуживается.
Губка из металла
Способ моментального лужения основания паяльника. Заводские паяльные установки оснащены подобным устройством в виде губки из стали в контейнере.
Мастеру удобно пользоваться подобным методом, но его можно улучшить. Низ губки измазывают флюсом — паяльным салом. При неглубоком погружении жала оно будет просто очищаться. А если на основание нанести припой и макнуть его глубоко, до основания губки, то очистка будет совмещена с лужением.
Метод оптимален для современных наконечников с керамическим или никелевым напылением. Даже паяльники с тонким жалом из меди можно так очищать и залуживать. Повреждения устройству сложно нанести даже при сильном нажатии.
Металлическая губка

В этом случае используется простейший способ сухого лужения и очистки жала, реализуемый с помощью стальной губки.
Её пружинящие ячейки обеспечивают хорошую притирку жала и позволяют быстро залудить его рабочие поверхности. Этим способом можно пользоваться при подготовке паяльников, оснащённых керамическими и никелевыми наконечниками, а также имеющих очень тонкое жало.

Специальную стальную сетку можно поменять на обычную кухонную губку. Для очистки самой губки достаточно просто постучать сеточкой по столу, после чего все остатки припоя вывалятся низ неё. Стоимость этой чистящей принадлежности не превышает пятидесяти рублей, так что можно купить её сразу с запасом.
При любом из предложенных вариантов повреждение паяльника из-за сильного давления практически исключено.
Требуемые инструменты
Работа с проводами – дело несложное, если к нему хорошо подготовиться. Желательно, сделать все заранее, чтобы потом в самый неподходящий момент, не пришлось суетиться. Список инструментов, позволяющих лудить провода или кабель, выглядит следующим образом:
- хорошо заточенный нож;
- медицинский или технический пинцет;
- обычные плоскогубцы;
- паяльник или станция для паяния;
- расходные материалы (флюс, припой).

Вместо ножа сейчас продаются специальные клещи, которые позволяют содрать изоляцию одним движением. Но они не так уж дешево стоят, поэтому многие обходятся ножом или скальпелем.
Все средства и приспособления немудреные, но очень полезные. Под расходными материалами подразумеваются определенный флюсовый состав и припой, подходящий для данного вида проводов.
Напильником и наждачкой
Классический способ подготовки и лужения жала паяльника перед началом работы с ним – это обработка напильником (наждачной бумагой) совместно с использованием качественной канифоли.

При подготовке жала по этому способу сначала напильником с мелкой насечкой надо наточить одну из граней наконечника, после чего она погружается в канифоль и протирается по деревянной доске с расплавленным припоем.
Заметьте, что такая процедура должна повториться несколько раз. По завершении лужения одной гранить, точно так же надо затачивать и лудить вторую грань.
Для лужения медного жала, заточенного «под конус», оно сначала зачищается наждачной бумагой по всей рабочей окружности, после чего вращательным движением лудится о деревянную подкладку с расплавленным припоем.
Причины нагара
Некоторые начинающие или те, кто привык работать с медными жалами, допускают фатальную ошибку. Они зачищают жало паяльника наждачной бумагой, напильниками или лезвиями от канцелярского ножика. Это справедливо только для медных жал без покрытия. К «вечным» жалам такой метод недопустим в принципе.
Есть большой риск повредить внешний слой жала (тонкий сплав металла), которые могут привести к трещинам и дальнейшему разрушению. К тому же, несмотря на внешний вид, сам слой нагара не превышает какие-то микроны. Так как же очистить паяльник от такого нагара? Есть несколько способов.
Специальные средства
В качестве специальных средств допускается применять активные органические смеси (флюсы), а также пасту особого состава. Применение флюсов позволяет повысить эффективность смачивания материала жала припоем и, соответственно – улучшить показатели лужения.

Отечественными производителями предлагается несколько видов флюса, поступающих в открытую продажу в герметично закупоренной пластиковой упаковке. При работе с составом, состоящим из этилового спирта с добавленными катализирующими добавками, температура в зоне обработки не превышает 300 градусов. Этот показатель удовлетворяет требованиям к выбору правильного режима лужения большинства материалов, идущих на изготовление жал.
Порядок применения активных пастообразных добавок отличается лишь способом их нанесения на обрабатываемые поверхности.
Необходимые материалы
Наш секретный материал, это обычный нашатырь в порошковом виде. Раздобыть его можно в радиотехнических или других специализированных магазинах. Зачастую он представлен в небольшой индивидуальной упаковке, но можно найти и на развес. Стоимость порошкового нашатыря не высока, по карману даже школьнику, увлекающемуся радиоэлектроникой. А вот экономия времени и сил от его использования, очень даже существенная. На данном этапе, нам больше ничего не потребуется.

Паяльник с вечным жалом
Лужение так называемого «вечного» или несгораемого жала обычно вызывает затруднение (даже при использовании флюса). На форумах удалось отыскать методику, автор которой предлагает такую последовательность действий:
- Берётся лоскуток чистой хлопчатобумажной ткани, обильно смоченный в воде.
- Затем припой кладётся в баночку с канифолью, после чего переходят к лужению.
- Сначала горячим жалом следует пару раз пройтись по мокрой ткани, что позволит избавиться на короткое время от имеющейся на нём плёнки окисла.
- Не дожидаясь образования нового соединения, нужно быстро погрузить наконечник пальника в канифоль и утопить в ней комочек припоя, доведя его до расплавленного состояния.

Таким путём удаётся растворить в канифоли остатки окислов, которые тут же замещаются лудильным составом.
Рассмотренные способы лужения позволяют быстро и качественно подготовить жало к паяльным работам, а также обеспечивают сохранность этой части инструмента в течение длительного времени.
Способы проведения лужения
Существует несколько способов зачистить рабочие поверхности перед лужением:
- С применением абразивных материалов. Надфиль, напильник, точильный брусок, шкурка.
- При помощи ковки. Рекомендуется снять жало перед его обработкой.
- С использованием еще одного паяльника. Наконечники трут друг о друга.
После зачистки следует немедленно, не дожидаясь восстановления оксидного слоя, погрузить наконечник в емкость с канифолью. Туда же погружают пруток припоя, расплавляя его и давая растечься по поверхности стержня. Эту операцию следует повторить несколько раз, чтобы убедиться в полном покрытии припоем рабочих поверхностей.
Далее следует натереть наконечник о сосновую или еловую дощечку, чтобы обеспечить равномерное распределение припоя.

Необходимо тщательно осмотреть наконечник. Если остались участки, не покрытые припоем, операцию следует повторить до получения росного сплошного слоя.
Залудить раз и навсегда не получится. Лужение требуется периодически повторять.
Правильный порядок действий

Толстый провод удерживать и очищать проще. Если кабель включает в себя несколько тонких жил, их желательно растрепать, разъединить, зачистить со всех сторон, а потом скрутить заново.
Затем можно разогревать паяльник, предварительно проверив степень чистоты жала. Поверхность будет хорошо облуживаться только абсолютно чистым жалом паяльника.
Нагретым паяльником следует разогреть подготовленные, тщательно зачищенные концы проводов, опустив их в канифоль. Надо чтоб канифоль хорошо обволокла провод.

Жалом паяльника нужно взять припой и равномерно распределить смесь по срезу проводков, которые зафиксированы пинцетом или обычными плоскогубцами. Для обеспечения полноты нанесения массы из расплавленных расходных материалов, провода следует проворачивать вокруг собственной оси.

Медный провод можно обрабатывать не только канифолью, но и кислым флюсом. Некоторые предпочитают использовать готовую паяльную кислоту, всегда имеющуюся в продаже. Для лужения алюминиевых проводов предусмотрен свой специальный флюс.
Если все предыдущие операции были выполнены правильно, расплавленный припойный материал хорошо покроет место контакта проводков. Нужно внимательно осмотреть всю рабочую зону, убедиться, что лужение прошло успешно.
Варианты обработки проводов

Еще лучше удаляет продукты окисления расплав аспирина. Таблетку можно подкладывать под провода при лужении. Выделяющиеся из нагретой ацетилсалициловой кислоты газы хорошо обволакивают место соединения, удаляя с них все примеси. В результате провода будут успешно лудиться.
Существует своеобразный метод подготовки многожильных проводков, в которых тонкая медная основа покрыта эмалью. В этом случае как подложку мастера рекомендуют использовать кусочек ПВХ материала.
При повышении температуры поливинилхлорид начинает выделять пары хлороводорода, которые так же, как соляная кислота, быстро разрушают оксидный слой. Как показывают многие видео уроки, ПВХ подложка может быть не очень большой, соответствующей размерам рабочей зоны лужения.
Как сделать облуживание контактов наушника
Микрофоны, наушники iphone и любого другого акустического гаджета постоянно подвергаются механическим нагрузкам. Как следствие, происходит обрыв проводков.
Подготовить их к пайке обычными способами не удастся. Лак, находящийся сверху будет мешать. Его перед лужением либо соскабливают острым скальпелем, либо обжигают. Можно также лудить в канифоли сильно разогретым паяльником, который снимет лак.
Тонкую жилу провода помещают в канифоль, разогревают паяльником. Затем с помощью паяльника тонкий слой расплавленного олова распределяют в месте будущего контакта. После этого быстро выполняется соединение. Служить оно будет долго и надежно.
Перед тем, как выполнять соединение проводов пайкой, неплохо было бы разобраться в самой сути этого процесса.
С помощью паек получают неразъёмные соединения. Например, если нужно соединить какие-то два элемента (кабель либо провод), то между ними вводится припой в виде расплавленного металла. Необходимо чтобы температура плавления у этого металла была ниже, чем у материалов соединяемых элементов. Паяемый элемент, флюс и припой вводят в соприкосновение путём нагрева. Припой становится жидким и смачивает поверхность проводника. Когда нагрев прекращают, сплав припоя твердеет, тем самым образуется прочное контактное соединение.
Прочность контакта зависит от того, насколько хорошо припой смочил поверхности соединяемых элементов. А тут уже прямая зависимость от того, насколько чистыми были эти элементы на момент пайки. Поэтому перед тем, как паять провода, они обязательно должны быть очищены от органических веществ (масло, жир) и от окисной плёнки. Для этой цели и надо использовать флюс, к тому же он понижает поверхностное натяжение и улучшает качество растекания.
Наименьшие требования к флюсу, припойному сплаву и температуре предъявляет пайка медных проводов. Поэтому если хотите обучиться такому делу, лучше сначала паять паяльником провода медного исполнения, а со временем, когда наберётесь мастерства и опыта, поработаете и с другими материалами.
Собственно, что такое пайка? Это соединение проводников (например, проводов или провода и дорожки на плате) с помощью легкоплавкого припоя. Звучит просто, на самом деле принципиально важно обеспечить два момента:
- надежное соединение, чтобы хороший контакт был постоянно,
- достаточную площадь соединения, чтобы место пайки не перегревалось (актуально для силовых цепей).
Однако стоит отметить, что сам припой имеет высокое удельное сопротивление. Поэтому необходимо, чтобы толщина покрываемого слоя была небольшой, а площадь покрытия наоборот больше. Также отметим, что чем толще проводник (например, провод), тем большую площадь нужно покрывать.
Тонкости хорошей пайки
Чтобы припаять деталь к плате, нужно:
1) Нанести флюс на поверхность пайки; 2) Залудить их припоем; 3) Снова нанести флюс на контакты; 4) Запаять зазор между контактами.
Первое важное правило – избегать температуры выше 400 °C и более. Многие начинающие (и даже опытные) радиолюбители пренебрегают этим. Это критические значения для микросхем и плат.

Припой расплавляется примерно от 180 до 230 °C (свинец — содержащие припои) или от 180 до 250 °C (бессвинцовые). Это далеко не 400 °C. Почему тогда выставляют высокую температуру?
Что нужно для надежного контакта
- Правильно выбрать флюс. Например, для пайки проводов подойдет жидкий флюс. Он лучше всего смачивает провода и позволяет качественнее залудить такие контакты. Низкокачественный флюс быстро вскипает и растекается по плате.
- Использовать качественный припой. Именно припой определяет дальнейшую надежность и прочность соединения. Так же качество припоя может повлиять на работу схемы в целом, из-за шлаков и низкокачественных сплавов могут образоваться помехи в работе электроники и со временем могут появиться трещины.
- Пользоваться проверенным инструментом и оборудованием. Паяльники плохого качества могут нестабильно держать температуру, перегреваться.
- Соблюдать температурный режим. Не перегревать детали и держаться в температурном режиме плавления припоя. Слишком низкая температура и припой будет плохо плавиться, а если слишком высокая – материал будет испаряться, хуже лудить контакты.
- Долгие часы практики, проб и ошибок. Без практики не будет и своего метода пайки.
Эти критерии взаимосвязаны друг с другом. И при плохом выборе комплектующих с материалами, будет такой же результат.
Что нужно для пайки паяльником
Кроме самого паяльника нужны будут припои, канифоль или флюсы, желательно иметь подставку. Еще в процессе работы может потребоваться небольшой напильник и маленькие пассатижи.
Чаще всего приходится паять медные провода, например, на наушниках, при ремонте бытовой техники и т.д.
Канифоль и флюсы
Чтобы получить хорошее соединение проводов, необходимо их очистить от загрязнений, в том числе и от оксидной пленки. Если моно-жилы еще можно очистить вручную, то многожильные проводники нормально зачистить не удастся. Их обычно обрабатывают канифолью или флюсом — активными веществами, которые растворяют загрязнения, в том числе и оксидную пленку.
И канифоль и флюсы работают неплохо, только флюсами пользоваться проще — можно окунуть кисточку в раствор и быстро обработать провода. В канифоль надо проводник положить, затем разогреть его паяльником, чтобы расплавленное вещество обволокло всю поверхность металла. Недостаток использования флюсов — если они остаются на проводах (а они остаются), постепенно разъедают прилегающую оболочку. Чтобы этого не случилось, все места пайки надо обработать — смыть остатки флюса спиртом.
Припои и флюсы для пайки паяльником медных проводов
Канифоль считается универсальным средством, а флюсы можно подбирать в зависимости от металла, который собираетесь паять. В случае с проводами это медь или алюминий. Для медных и алюминиевых проводов берут флюс ЛТИ-120 или буру. Очень неплохо работает самодельный флюс из канифоли и денатурированного спирта (1 к 5), кроме того его просто сделать своими руками. В спирт добавить канифоль (лучше пыль или очень мелкие ее кусочки) и встряхивать до растворения. Потом этим составом можно обрабатывать проводники и скрутки перед пайкой.
Припои для пайки паяльником медных проводов используют ПОС 60, ПОС 50 или ПОС 40 — оловянно-свинцовые. Для алюминия больше подходят составы на основе цинка. Наиболее распространенные — ЦО-12 и П250А(из олова и цинка), марки А (цинк и олово с добавлением меди), ЦА- 15 (цинк с алюминием).
Удобно пользоваться припоем с канифолью
Очень удобно пользоваться припоями, в состав которых входит канифоль (ПОС 61). В этом случае отпадает необходимость в предварительной обработке каждого проводника в канифоли отдельно. Но для качественной пайки паяльник надо иметь мощный — 80-100 Вт, который может быстро разогреть до необходимых температур место пайки.
Для того чтобы нормально паять паяльником провода нужны еще:
Для смывки флюса может потребоваться спирт, для изоляции — изолента или термоусадочные трубки различных диаметров. Вот и все материалы и инструменты, без которых пайка паяльником проводов невозможна.
Ход выполнения спайки от начала, и до конца
В данной главе, мы подробно опишем весь процесс, учитывая как значимые моменты, так и кажущиеся простыми, но от того не менее важными, тонкости.
Набор инструментов и материалов для работы не очень большой, все это можно легко приобрести в специализированных магазинах. Цена на все это небольшая.
Нам будут нужны:
- Паяльник с подставкой, причем, не выбирайте мощную модель с толстым жалом, достаточно 15-40 Вт с жалом, диаметром около 5 мм;
- Для припоя, тоже не стоит брать толстые прутки, удобно работать с проволокой толщиной 2-3 мм;
- Канифоль — кроме нее желательно дополнительно иметь и жидкий флюс, и кисточку для его нанесения;
- Пинцет;
- Монтажные кусачки;
- Плоскогубцы;
- Нож;
- Напильник для заточки и правки жала паяльника;
- Наждачная бумага, напильник или надфиль с мелкой насечкой для удаления окислов и эмалей.
Совет! Очень удобен трубчатый припой с канифолью внутри.
Это достаточный набор — иногда можно обойтись без некоторых инструментов, например без наждачной бумаги или пинцета, но желательно, чтобы все было под рукой. Дополнительно могут понадобиться тестер или пробник (если нужно соединить кабель из нескольких проводов, не помеченных разным цветом).
Также может возникнуть проблема «третьей руки», когда нужно держать два провода или провод и разъем, но рука занята паяльником. Для ее решения можно воспользоваться струбциной или любым подходящим зажимом.
Если нужно соединять загрязненные провода, то нужно дополнительно применить спиртобензосмесь, бензин или какое ни будь другое средство для обезжиривания.
Заточенное жало паяльника
Жало у паяльника должно быть заточено под углом 45о, и не иметь дефектов на поверхности. Затачиваем его, если нужно удаляем лишний металл до получения ровной поверхности.
У нового паяльника и после заточки жало лудится. Для этого нагреваем его опускаем в канифоль а затем касаемся припоя чтобы он покрыл всю поверхность скошенного рабочего участка.
соединение проводов пайкой: пример качественной работы
Спайка проводов проводится за несколько операций, причем они зависят от их типа и изоляции. Кроме того мы говорим только о медных или латунных проводниках, если же они алюминиевые, то паяльник нам не поможет (хотя со специальными флюсами это сделать можно) — их соединяют скрутками или специальными зажимами (см. Клеммники для соединения проводов).
Толщина не влияет на последовательность операций, пайка толстого провода не отличается ничем, разве что, при чрезмерно большом диаметре, он не будет прогреваться. В таком случае, надо взять просто более мощный паяльник.
Внимание! Согласно действующим правилам эксплуатации электроустановок (ПЭУ) и ГОСТ, пайка медных проводов на силовых, заземляющих и зануляющих линиях электрооборудования запрещена. При аварийной ситуации они могут сильно нагреться и припой стечет. Для соединения используются специальные зажимы.
Если мы паяем одножильные провода без изоляции нам необходимо:
- Удалить окислы с поверхности — делаем это наждачной бумагой, мелким напильником или просто ножом. Можно также протянуть провод между губками кусачек несколько раз, поворачивая, чтобы очистить всю поверхность но, не сильно сжимая ручки, чтобы не перекусить. Очищаем не весь провод, а только тот участок, который будем соединять.
- Покрыть поверхность флюсом — нагреваем провод, прижав его к канифоли, он должен полностью покрыться ей. Можно также нанести жидкий флюс кисточкой.
- Залудить — берем немного (не надо жадничать) припоя на жало (это должна быть не капля, а небольшой купол, до 1 мм высотой, на рабочей поверхности жала). Затем, прикасаемся паяльником к проводу, и нагреваем его. Припой должен сам обволакивать поверхность, не надо делать мажущих движений, просто греем. Если нужно залудить провод на большой длине, то касаемся в нескольких местах.
- Соединяем провода вместе, не встык, а кладем их параллельно друг другу на длину не менее 15-20 диаметров (это обеспечит механическую прочность соединения). Еще лучше скрутить провода.
- Снова покрываем поверхность флюсом.
- Паяем, точно также, как и при лужении берем немного припоя и просто прогреваем соединенные провода. При этом важно, чтобы во время процесса и некоторое время после того, как убрали паяльник (пока припой не остынет), они не смещались друг относительно друга.
На видео можно наглядно увидеть, как выполняется работа:
Все операции проводятся точно в той же последовательности. В случае если нельзя контакт погрузить в канифоль, пользуемся жидким флюсом.
Все точно также с многожильными проводами. Но если мы хотим повысить надежность, то не лудим весь пучок, а распушиваем его так, чтобы каждый проводник залудился отдельно. Затем переплетаем между собой, скручиваем и пропаиваем.
Для того чтобы удалить изоляцию обычно пользуются кусачками или ножом. Но удобнее проплавить ее по кругу паяльником, и просто стянуть (не действует с термостойкой изоляцией). Такой способ исключает возможность нечаянно повредить проводник.
Совет! Если жилы очень тонкие, то можно сжечь изоляцию открытым огнем (зажигалкой).
Такой провод обычно используют для намотки катушек трансформаторов и т. п., но иногда их можно встретить и под слоем другой изоляции. С виду они кажутся чистыми, но на самом деле покрыты слоем бесцветной эмали. Удаляем ее точно так же как и окислы.
При соединении данных проводов, не стоит спаивать все сразу, так как потом, их будет сложно обмотать изолентой. Соединяем все жилы по очереди, после завершения изоляции предыдущего проводника.
Совет! Вместо изоленты удобно использовать термоусаживающиеся трубки (в обиходе «кембрики»). Отрезаем кусок и надеваем его на провод, после того как пропаяли, быстро, чтобы стык был еще теплым натягиваем их на него.
Изоляция термоусаживающейся трубкой
Мы разобрали технологию пайки, но часто возникают еще один вопрос — как соединить провода в кабелях, подключенных к разъемам наиболее распространенных типов. Постараемся раскрыть и его.
Внимание! Встречаются провода в экранирующей оплетке. Работаем с ней точно также как и с многожильным проводом. Расплести ее участок поможет шило или булавка.
Достоинства и недостатки спаивания проводов
Пайка заметно выигрывает перед большинством других методик соединения проводов. Из основных ее достоинств отмечается:
- Дешевизна. Достаточно 1 раз приобрести паяльник и комплект припоя с флюсом, и получится надежно спаять тысячи проводов.
- Простота. Научиться пользоваться паяльником возможно за 1 час.
- Надежность соединения. Контакт уступает по электрическим и механическим свойствам разве что сварке. Клеммы Wago, обжимки и, тем более, скрутки не способны обеспечить столь качественный контакт, как пайка.
- Универсальность. Возможно одновременно соединять жилы кабелей разного сечения. Причем их количество в одной точке контакта неограниченно.
- Спайка проводов разрешена по ПУЭ. Получаемое соединение надежно.
- Не нужен громоздкий сварочный трансформатор. Переносить паяльник гораздо легче.
https://youtube.com/watch?v=hq3qrBqs6BE%3Ffeature%3Doembed%26wmode%3Dopaque
У этого способа соединения имеются и недостатки:
- Для работы стандартного паяльника требуется розетка с сетевым напряжением 220 В. Недостаток слабый. Существуют паяльники, работающие от встроенного аккумулятора и даже от газа. Последние вообще не требуют электричества.
- Соединение получается неразборным. Спаянные между собой провода возможно рассоединить только при помощи паяльника и повторного расплавления припоя.
Использование газового паяльника
Подключение проводов скруткой и пайкой – что говорит ПУЭ?
Начнем с того, что соединение проводов скруткой в электромонтаже запрещено. По крайней мере, в ПУЭ скрутка не допускается (ПУЭ, гл.2.1). Это можно объяснить тем, что качество скрутки очень зависит от опыта, инструмента, и даже настроения электрика. И проверить это качество никак нельзя, только оценить “на глаз” или испытать повышенным током.
Пайка в ПУЭ допускается, но рекомендуется в ГОСТ Р 50571.15-97. Мотивируется это тем, что в некоторых аварийных режимах температура соединения может достигать 300°С, припой расплавится и стечёт. Честно, я не представляю, как это может произойти, если защитные автоматы установлены нужного номинала. Но даже если это и произойдёт – по моему мнению, такую проводку нужно будет целиком менять! И уже будет не важно, расплавился припой, или нет.
По опрессовке – да, способ хороший, но он требует дополнительного оборудования (пресс-плещи) и расходных материалов (гильзы). То же самое по сварке – нужен трансформатор (инвертор) и графитовые стержни. И опыт – сколько раз видел, что от превышения тока шарик на конце скрутки отваливался, или схватывал не все проводки в скрутке из-за малого тока.
Поэтому, я считаю, что скрутка с последующей пропайкой – лучший способ соединения проводов в распределительных коробках. Паяльник лёгкий, цена небольшая, припой и канифоль – копеечные.
Далее – подробнее об этом горячем пахнущем процессе)
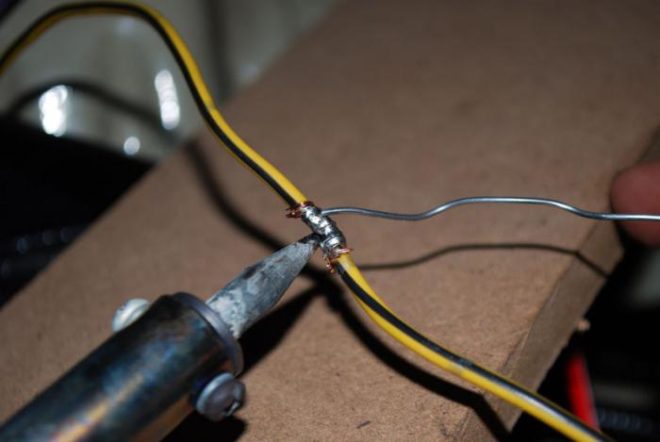
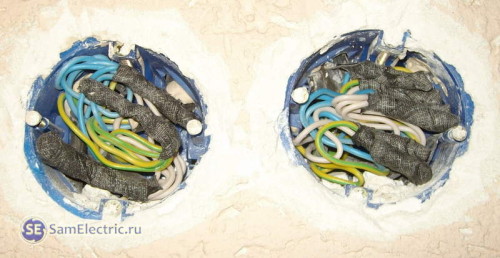
Пайка скрутки медных проводов
Начнём с того места, когда провода скручены в распределительной коробке.

1. Скрутка проводов в коробке
В левой коробке провода скручены в соответствии с электрической схемой электропроводки. В принципе, многие электрики на этом и останавливаются. И они на 90% правы, можно изолировать, такая проводка простоит 100 лет, больше нам не надо. Но это при условии, что в этой распред. коробке всегда будет сухо, и защитный автомат выбран правильно. Про выбор защитного автомата рекомендую мою статью – Как выбрать защитный автомат.
Пайка проводов в распределительной коробке
Достаем паяльник мощностью 65 или 100 Ватт. Мощность зависит от суммы сечений спаиваемых проводов. Например, если паять 3-4 провода сечением 1,5 кв.мм, то паяльника 65 Вт вполне хватит. Если же суммарное сечение скрученных проводов – более 10 кв.мм, то паяльник должен быть 100 Ватт.
Итак, берём канифоль в куске или в пластиковой баночке. Провода должны торчать кончиками вверх. Прогреваем место скрутки, и касаем канифолью так, чтобы она плавилась и немного стекла вниз по скрутке.

2. Нанесение канифоли
Особенно хорошо это видно на центральном и правом проводах. Затем берём припой в прутке, прогреваем одновременно припой и скрутку, залуживая скрутку.
Припой лучше использовать с канифолью, сейчас такого много в продаже. Канифоль находится внутри прутка припоя. Если канифоли внутри нет, её необходимо больше предварительно наносить на скрутку, и тщательней контролировать время и температуру пайки. иначе канифоль может просто испариться.

3. Пайка скруток в распределительной коробке

4. Провода спаяны
Нужно стараться не перегреть место пайки, чтобы не попортить изоляцию. Да и вообще стараться всё делать быстро, на автомате.
Некрасивые торчащие кончики пропаянных скруток обрезаем бокорезами (3-5 мм).
Спаяли, изолируем места пайки изолентой (обычно использую ПВХ разных цветов). И в принципе всё. Можно муровать коробки.

5. Изолируем места пайки
6. Укладываем провода в распределительных коробках
Не правда ли, в слове “заподлицо” слышится что-то подлое?))

7. Закрытые коробки. Заподлицо
За контакт в таких коробках можно точно не беспокоиться, можно полностью их хоронить под слоем штукатурки. Хотя, лучше конечно иметь доступ к коробкам, мало ли чего – проверить, дополнительно подключить, и т.п.
Как высказался на эту тему сs-cs.net: Если вам в 2 часа ночи захотелось посмотреть, как там поживает ваша скрутка меди с алюминием, вы должны без проблем иметь доступ в распред.коробку.
Возможные проблемы при пайке
Частые ошибки, которых следует избегать:
- Работа под напряжением. Вся электроника должна быть отключена от электропитания. Высокая температура влияет на физические процессы в элементах, что приводит к их выходу из строя.
- Высокий уровень загрязнения. Нужно чистить жало и места обработки, прежде чем начинать и обеспечивать продвижение процесса.
- Механические повреждения паяльника. Из-за них может не достигаться требуемая температура для эффективной работы.
- Использование уже непригодных расходников. Повторное использование одного и того же материала ведёт к понижению качества получаемого результата.
Запаять элементы и схемы качественно новичкам сложно, даже если используются самые лучшие инструменты. Достичь вершин мастерства выйдет только после приобретения солидного опыта. И хотя первые попытки будут весьма скромными, в последующем можно рассчитывать и на успешное выполнение более сложных задач, таких как ремонт автопроводки.
https://youtube.com/watch?v=OcjdNHBTDws%3Ffeature%3Doembed
Разобравшись в том, как пользоваться паяльником, следует учесть несколько рекомендаций по работе с данным инструментом.
- Перед началом работы для осуществления качественной спайки деталей всегда нужно чистить наконечник инструмента. Нужно понимать, что только благодаря жалу паяльника усиливается теплопроводность и качество соединения. Для чистки можно использовать влажную губку. После зачистки наконечник прибора следует сразу же окунуть в канифоль, чтобы он покрылся тонким слоем припоя, который не даёт оксидному налёту мешать качественной спайке деталей.
- Первыми паять всегда нужно мелкие и тонкие детали, поскольку наконечник прибора в начале его использования будет максимально тонким и точным.
- Перед тем как паять детали, необходимо их поверхность тщательно очистить от грязи и кислоты. Зачистка поверхности припаиваемых предметов производится при помощи острого инструмента — наждачки или обычного ножа. Делается до тех пор, пока поверхность проводов заметно не посветлеет. После чего контакты залуживают и соединяют при помощи припоя.
- Если необходимо припаять какую-то деталь без использования паяльника, можно использовать канифоль, предварительно растворённую в спирте. Полученную смесь можно наносить на нужную поверхность при помощи любого тонкого инструмента, например, отвертки.
- Максимально качественной спайки можно добиться при использовании припоя с канифолью.
- Чтобы правильно и плотно припаять провода и прочие детали при помощи припоя, вначале необходимо прогреть паяльником места соединения.
- Однако сильный перегрев паяльника с максимальной мощностью тоже может негативно сказаться на качестве работы. Нужно понимать, что существуют разные температурные режимы, предназначенные для конкретного вида работ.
- Температура пайки — очень важный нюанс. Например, для запаивания различных микросхем температура должна быть не более 250 градусов. А вот для того чтобы соединить радиодетали, потребуется нагрев паяльника более 300 градусов.
- При работе с электроприбором следует соблюдать технику безопасности. Для этого нужно убедиться в том, что форточка открыта, а розетка исправна. Обусловлено это тем, что при работе с припоем выделяются вредные химические элементы, негативно сказывающиеся на здоровье. Что касается исправности розетки, то это тоже очень важный момент — в процессе сильного перегрева нередко возникают возгорания. Поэтому рабочее место нужно сперва подготовить и обезопасить, а уже после этого приступать к работе.
Если взять на заметку эти маленькие хитрости, то процесс запаивания деталей пройдёт быстро, а главное, качественно.
4 признака качественной пайки
Надежность соединения оценивают по:
- яркому блеску созданного поверхностного слоя;
- отсутствию излишков припоя на деталях;
- прочности на разрыв контрольного механического усилия;
- целостности слоя изоляции, отсутствию следов оплавления.
5 советов по созданию надежной пайки
К ним относят:
- Прогрев соединяемых деталей следует выполнять не острием наконечника, а его боковой поверхностью. Это обеспечивает больший контакт и лучшую передачу температуры. Однако, работая жалом с тупым наконечником или трансформаторным паяльником этот совет практически не поможет.
- Для придания повышенной прочности создаваемому соединению создается дополнительная скрутка проводов.
- Механическое приспособление третья рука облегчает фиксацию неподвижного положения соединяемых деталей.
- Новые электронные компоненты изготавливают с залуженными контактными поверхностями. Если они ничем не загрязнены, то на них можно сразу наносить флюс и припой без предварительного лужения. Это ускоряет процесс пайки.
- Продажа предлагает мастерам трубчатый припой, внутри которого расположен флюс. Обычно это канифоль. Такой комбинацией проще работать: сокращается количество промежуточных операций за счет одновременной подачи обоих компонентов.
Несмотря на обилие теоретических советов, научиться правильно паять поможет только практика. Возьмите неисправную монтажную плату от любой электроники, несколько раз демонтируйте и припаяйте компоненты. То же самое относится к сращиванию проводов. Достаточно пары метров использованной проводки, чтобы получить практический навык. После чего приступайте к реальной работе.
Что такое коэффициент трансформации — от чего зависит и что показывает
Аналоговый сигнал — определение и особенности. Чем отличаются аналоговый сигнал от цифрового — примеры использования
Как правильно паять?

С давних времен человечество знакомо с паяльником и техникой его эксплуатации, благодаря чему получается соединить в единое целое несколько разных металлических изделий. Впервые данный метод начали практиковать кузнецы-ювелиры, так как их стандартная сварка не позволяла создавать оригинальные украшения. Чуть позже данная технология стала применяться при починке посуды из нержавейки. А когда человечество освоило электричество, припой стал основным методом соединения электрокомпонентов. Освоить технику спаивания несложно, главное – проявлять особую внимательность, щепетильность и огромное терпение.
Техника безопасности
Любые производственные процессы требуют соблюдения техники безопасности. Особенно важно следовать всем правилам в работе, связанной с высокой температурой и электричеством.
К сожалению, не каждый человек в полной мере оценивает риски процесса паяльных работ. А ведь банальное соблюдение правил безопасности позволяет обеспечить защиту от термических ожогов и удара током. А самое главное – при правильном использовании паяльника предотвращается риск возникновения пожара.
Прежде чем приступать к пайке металлических элементов, необходимо убедиться, что кабель питания паяльника исправен. Жало ни в коем случае не должно соприкасаться с проводом и другими предметами, подвергающимися воздействию высокой температуры. В процессе работы необходимо откладывать паяльник на специальную подставку. Категорически запрещается касаться корпуса прибора и уж тем более хватать его голыми руками.
Как говорят мастера, правильно паять – значит, паять безопасно. Каждый процесс пайки преследует 2 фактора опасности:
- высокий уровень температуры;
- опасные газы, выделяемые при нагреве проволоки и флюса.
Далее предлагается познакомиться с основными правилами техники безопасности, которые должен соблюдать каждый специалист, будь то опытный профессионал или же начинающий мастер.
- Прежде чем подключать устройство к розетке, необходимо внимательно его смотреть. Проверить, чтобы не было каких-либо механических повреждений. Убедиться, что кабель и вилка целые, а жало крепко зафиксировано у основания ручки.
- Так как в процессе пайки выделяются вредные для здоровья газы, необходимо, чтобы рабочее место имело хорошую вентиляцию. В идеале это должно быть помещение, оснащенное вентиляционной вытяжкой.
- Ни в коем случае нельзя нагромождать рабочее место разными инструментами и материалами. Под рукой должны присутствовать только те предметы, которые требуются для выполняемой работы.
- Откладывать паяльник во включенном состоянии необходимо на специальную подставку, которая прочно фиксируется на рабочей поверхности.
- Во время припоя крайне важно защищаться от брызг флюса. Для этого необходимо использовать защитные перчатки, очки и щиток.
- Чтобы соединяемые детали не сдвигались, следует использовать только специальные инструменты: пинцет, зажим, «третья рука».
- Категорически запрещается прижимать спаиваемые элементы руками, нагретым корпусом паяльника или массивными предметами.
Если вдруг капли флюса или припоя случайно попали на кожный покров, требуется незамедлительно промыть участок поражения холодной воды. Сверху обработать рану заживляющим кремом или спреем. В случае если брызги поразили слизистую или глаза, необходимо срочно обратиться к врачу.




