

- Характеристики сварочного аппарата без газа
- Принцип работы сварочного инвертора
- Конструкция
- Управление и защита
- Комплектация и аксессуары
- Почему инверторы выходят из строя
- Плюсы
- Особенности эксплуатации и возможные неисправности сварочных инверторов.
- Недостатки
- Порядок действий при ремонте аппаратов
- Как выбрать
- Как отремонтировать силовой блок инвертора
- Порядок действий при проведении ремонтных работ
- Гарантия
Характеристики сварочного аппарата без газа
Различают следующие виды сварки:
- ручная дуговая (MMA);
- аргонно-дуговая (TIG);
- полуавтоматическая (MIG/MAG);
- точечная (SPOT);
- плазменная резка (PLASMA).
Сварочный аппарат ручной дуговой сварки (MMA)Для сварки используется дуга, горящая между сварочной ванной и электродом. Последний представляет собой металлический стержень со специальным покрытием.
Дуга образуется во время касания конца электрода металла, подверженного обработке. При этом в месте соприкосновения поверхность начинает плавиться. Образуется сварочная ванна. Электрод также оплавляется и выступает материалом для сварного шва.
Побочные продукты процесса – газ и шлак. Второй защищает шов от воздействия внешней среды.
После обработки металла шлак удаляется.
Аргонодуговой сварочный аппарат (TIG)Применяется преимущественно для работы с цветными металлами. Эффективна при обработке алюминия. Представляет собой своеобразный альянс дуговой и газовой сварки.
TIG – Tungstren Inert Gas. В переводе означает ручную дуговую сварку неплавящимися электродами в среде инертных газов. Электроды для нее производятся из вольфрама, тугоплавкого металла с большой температурой кипения (около 5900 °С). Из инертных газов применяется аргон.
В процессе сварки аргон не позволяет кислороду окислять поверхность металла, что положительно влияет на его характеристики.
Сварочный аппарат полуавтомат (MIG/MAG)Имеет схожую технологию работы со сваркой TIG. Отличие состоит в том, что в качестве электродного материала используется плавкая проволока, а в качестве защитной среды – смесь газов.
Наиболее распространена смесь аргона и углекислого газа.

Первый обеспечивает защиту от кислорода, а второй скорость проплавления.
Этот вид сварки имеет ряд преимуществ:
- простота освоения;
- высокая скорость работы;
- возможность делать длинный шов, без необходимости остановок и частого зажигания дуги;
- отсутствие необходимости очистки готового шва.
Аппарат точечной сварки (SPOT)Применяется для соединения тонких листов металла. Широко используется в автомобильной промышленности.
Листы металла помещаются между зажимом из электродов, по которым пропускается ток высокого значения. В результате место контакта нагревается выше температуры плавления и образуется крепкое соединение.
Аппарат для плазменной сварки (PLASMA)Представляет собой разрезание металла посредством раскаленной струи плазмы. Через форсунку под высоким давлением подается инертный газ, разогретый электрической дугой до состояния плазмы.
Рабочая температура достигает 30 000 °С, что позволяет разрезать даже тугоплавкие металлы с высокой скоростью.
Среди сварочных аппаратов выделяются 2 большие группы:
- сварочные аппараты для дома;
- профессиональные сварочные аппараты.
Бытовые предназначены для частного пользования. Они работают от сети 220В и рассчитаны на небольшую силу тока.
Профессиональные могут работать при напряжении сети и 220В, и 380В. Они имеют большую силу тока (свыше 200 Ампер), и предназначены для продолжительной работы в сложных производственных условиях.
Типы аппаратов
В сварочной работе применяются следующие типы оборудования:
- трансформаторы;
- выпрямители;
- инверторы;
- полуавтоматы;
- полуавтоматы-инверторы;
- генераторы (бензиновые или дизельные).
В зависимости от типа оборудования принцип действия различается.

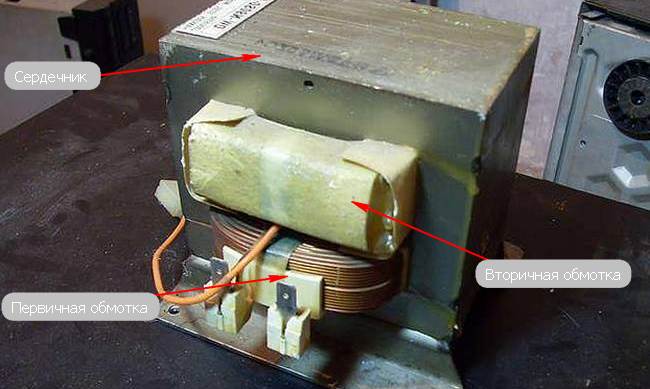
Трансформаторный сварочный аппарат
Этот инструмент преобразовывает электрический ток и регулирует его, чтобы сварочная дуга была устойчивой.
Принцип работы заключается в следующем. На сердечнике, выступающем в роли магнитопровода, расположены первичная и вторичная обмотки. При этом одна из них закреплена статично, а вторая двигается относительно первой по магнистору. Тем самым обеспечивается регулировка тока. Основная роль инструмента – понижающий трансформатор.
Сварочный выпрямитель
В основе этого аппарата, представляющего собой источник питания, лежат следующие элементы:
- трансформатор;
- выпрямительный блок (тиристорный или диодный);
- регулятор.
Инструмент работает за счет питания электрической дуги постоянным током. Ток проходит через вторичную обмотку на выпрямительный блок. Выпрямители могут быть кремниевыми или селеновыми.
Дополнительный дроссель на аппарате позволит регулировать настройки.
Сварочный инверторный аппарат
В отличие от обычного выпрямителя, в котором производится однократное выпрямление тока, в инверторе происходит многократное преобразование тока по различным параметрам.
Переменный ток преобразуется первичным сетевым выпрямителем. После этого он поступает на фильтр. При этом показатели напряжения не изменяются. Затем ток подается в частотный преобразователь. На выходе получается переменный параметр высокой частоты.
После этого трансформатор понижает рабочий параметр до значений напряжения холостого тока сварки. Его выпрямление происходит во вторичном выпрямляющем блоке.
Полуавтомат
Отличие этого инструмента от вышеперечислнных заключается в том, что при работе с ним не требуются электроды. Сварка производится за счет плавки специальной проволоки в газовой среде. В основе – обычный трансформатор.
https://www.youtube.com/watch?v=jFL-r67COw4
В комплект полуавтомата входят:
- источник питания;
- устройство подачи проволоки;
- соединительные шланги и кабели;
- горелка;
- – система управления;
- газосодержащая емкость;
- проволока.
Инверторные сварочные аппараты полуавтоматы
В основе этого аппарата – инвертор. Процесс сварки идентичен обычному полуавтомату. Объединяет преимущества и недостатки инвертора и полуавтомата.
Генератор для сварочного аппарата
Основная задача этого агрегата – преобразовать в электрический ток механическую энергию.
Основные его части:
- статор с магнитными полюсами;
- якорь с обмоткой;
- коллекторы.
В обмотке якоря в местах пересечения витков с магнитными силовыми линиями (они расположены на полюсах статора) возникает переменный ток. В коллекторах происходит его преобразование в постоянный ток. Через угольные щетки он попадает на зажимы, а от них к сварочным проводам, которые ведут к электроду.
Не существует определенной модели, которая была бы лучше по всем параметрам. Все зависит от конкретных потребностей и условий.
Аппарат для профессионального сварщика. В этом случае требуется более универсальное устройство, имеющее высокую мощность и широкий диапазон настроек для работы в различных условиях с разными металлами.
Бытовой сварочный аппарат. Для этих целей ни к чему покупать дорогой и мощный аппарат. Потенциал инструмента наверняка не будет использован до конца, и переплачивать за это не стоит. С бытовыми работами справится недорогой аппарат для ручной дуговой сварки переменным током.
В любом случае следует обращать внимание на следующие факторы:
- производитель;
- условия гарантийного обслуживания;
- уровень развития сервисного обслуживания;
- доступность запчастей.
Причины поломок, из-за которых часто сварочные агрегаты ремонтируются:
- плохой контакт на клеммах
- короткое замыкание в цепях с высоким напряжением
- ослабление стягивающих пластины трансформатора болтов
- перегрузки в работе трансформаторного блока
- ослабление крепления сердечника или механизма передвижения катушек
- перегрев сварочного аппарата
- низкое напряжение в сети
Любая фирма-изготовитель дорожит своей репутацией и не станет выпускать некачественную продукцию. Однако, какой бы ни была хорошей сборка того же сварочного аппарата, в процессе работы от вибрации, постоянной транспортировки и т.д., контакты на клеммных колодках, к которым подключаются сварочные кабеля, ослабевают.
И как результат, в местах соединения происходит сильный нагрев деталей, что приводит к их разрушению и короткому замыканию в сети, и следовательно, к ремонту. Чтобы не допустить этого, нужно регулярно следить за контактами на клеммах, и, если необходимо, соединительные контакты перебрать и зачистить, обеспечив тем самым плотный контакт всех частей.
Нередко бывает, что сварочный аппарат во время работы вдруг сам может отключиться. А случается это потому, что в цепи высокого напряжения произошло короткое замыкание. В этом случае необходимо, установив дефектное место, устранить неисправность.
Ослабление стягивающих пластины трансформатора болтов, перегрузки в работе трансформаторного блока сварочного аппарата, а также ослабление крепления сердечника или механизма передвижения катушек приводят к перегреву трансформатора агрегата.
Если сварочный аппарат перегревается, то ему необходимо сделать «передышку». Перегрев оборудования возможен при его интенсивной работе. В таких случаях, чтобы агрегат не вышел из строя, рекомендуется уменьшить рабочий ток или пользоваться электродами меньшего диаметра, иначе дело может закончиться ремонтом.
В случае когда аппарат «не тянет», причину следует искать в напряжении электросети или регуляторе тока сварки.
Чтобы знать, какой выбрать сварочный полуавтомат без газа, необходимо указать основные положительные стороны работы агрегата, это:
- Компактный вариант исполнения основной части технологического производственного оборудования, а также его лёгкость.
- Доступный и экономичный вариант. Технология полностью избавляет от необходимости иметь при этом постоянно заправленный баллон с газом.
- Широкое применение различных электродов с разнообразным химическим составом, которые помогают добиться идеального наложения шва на поверхность металла.
- Имеется возможность изменить характеристики подачи электрической дуги.
- Через специальную защитную конструкцию в маске (щёлка) специального вида можно осуществлять требуемый контроль за местом подачи.
Имеется один существенный недостаток, это ограниченные действия применения сварочного оборудования, относительно расположению на поверхности сварного шва. Чаще всего данная технология используется для варианта нижней сварки в горизонтальном расположении. Ради правды можно сказать, что этот способ все-таки используется для верхней части сварочных работ, но данную операцию могут проводить только опытные и квалифицированные сварщики.
Выход и строя сварочного инвертора может произойти как вследствие серьезной поломки, так и по причине незначительной неисправности. Прежде чем обращаться в сервисный центр или к знакомому мастеру, имеет смысл рассмотреть вариант ремонта своими руками, особенно если у владельца есть профильное образование или радиолюбительские навыки.
Принцип работы сварочного инвертора

Для того чтобы при использовании сварочного полуавтомата не «убить» устройство. А также не получить травму самому следует знать о правилах техники безопасности и принципе работы аппарата.
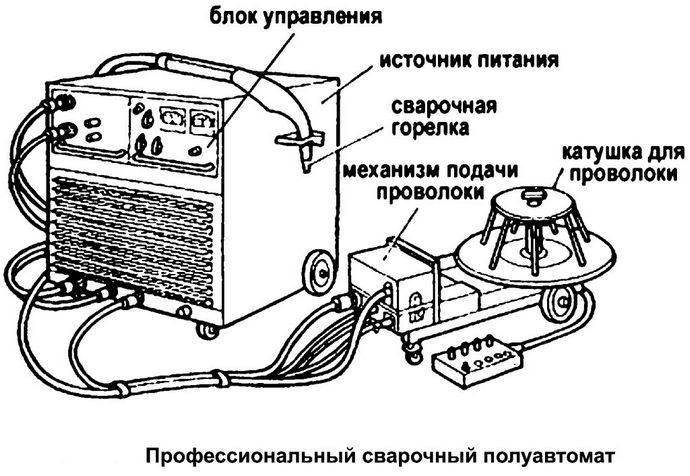
Сварочный полуавтомат состоит из:
- корпуса, в котором находится мощный трансформатор;
- шланга для подачи тока и газа к горелке;
- кабелей для подключения к «массе» и электрической сети;
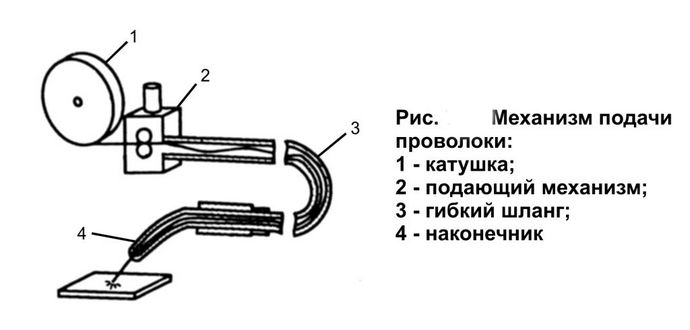
- механизма подачи проволоки.
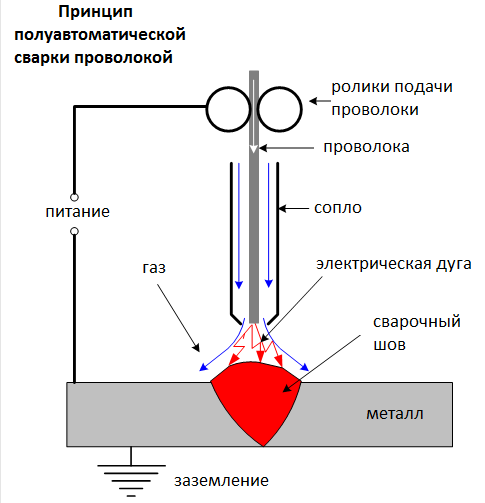
Принцип работы полуавтоматического аппарата следующий:
- Сварочный ток подаётся на горелку одновременно с защитным газом.
- В качестве электрода в горелке используется сварочная проволока, которая подаётся в автоматическом режиме с помощью специального механизма.
- Между свариваемым изделием и проволокой образуется электрическая дуга, которая расплавляет металл в среде защитного газа, что позволяет получить качественный шов без окислов.
Основные правила техники безопасности при работе со сварочным полуавтоматом следующие:
- корпус сварочного аппарата должен заземлён;
- запрещается использовать устройство даже при незначительных механических повреждениях или любых других неисправностях;
- при значительных перерывах в работе следует обязательно отключать устройство от электрической сети и выключать подачу защитного газа;
- не проводить работы рядом со легковоспламеняющимися и взрывоопасными веществами;
- во время работы использовать защитную маску и перчатки.
Чтобы понять, как работает сварочный аппарат полуавтомат без газа, необходимо помнить, что инертный вариант газа будет обволакивать только сварочную технологическую ванну. При этом произойдёт полная изоляция расплавленной категории проволоки присадочного типа, а также всех стыкуемых краёв деталей и предметов, которые могут иметь негативное воздействие от контакта с воздухом, где содержится требуемый уровень кислорода.

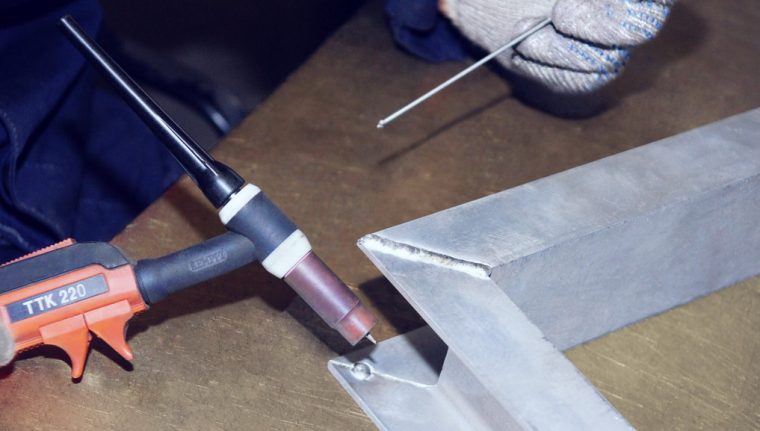
Схема сварки порошковой проволокой
Принципиальная технологическая схема работает по следующему принципу:
- В рабочий момент соприкосновения с поверхностью металла, возникает принцип воздействия электрической дуги от воздействия присадочной проволоки.
- Непосредственная электрическая дуга осуществляет эффект расплавления электрода.
- Углекислый газ, как самостоятельный компонент, выделяется исключительно из флюса, при этом обволакивает сварочную ванну специальным защитным слоем.
Работа сварочного устройства полуавтоматического принципа воздействия без газа на флюсовой проволоке предусматривает использование достаточного объёма и количества флюсовых компонентов, которые в конечном итоге должны выделять необходимое количество углекислого газа.
Традиционный инверторный аппарат по своей сути является источником постоянного тока, обеспечивающим зажигание и поддержку электрической дуги в процессе сварки металлических деталей и конструкций. Основным принципом работы устройства служит высокочастотная трансформация тока, обладающего значительной силой. За счет этого размеры трансформатора существенно уменьшаются, а выходной ток становится более стабильным и хорошо поддается регулировке.
Получение тока с нужными параметрами происходит в несколько этапов:
- В начале поступающий из сети ток подвергается первичному выпрямлению.
- Далее, первичный постоянный ток трансформируется в ток с высокой частотой.
- С помощью высокочастотного трансформатора сила тока увеличивается, а величина напряжения соответственно уменьшается.
- В завершение, на выходе осуществляется вторичное выпрямления тока до нужного значения.
Для выпрямления тока используются диодные мосты с необходимой мощностью. Частота изменяется под действием транзисторов повышенной мощности. Получение необходимой силы тока на выходе обеспечивается с помощью трансформатора высокой частоты.
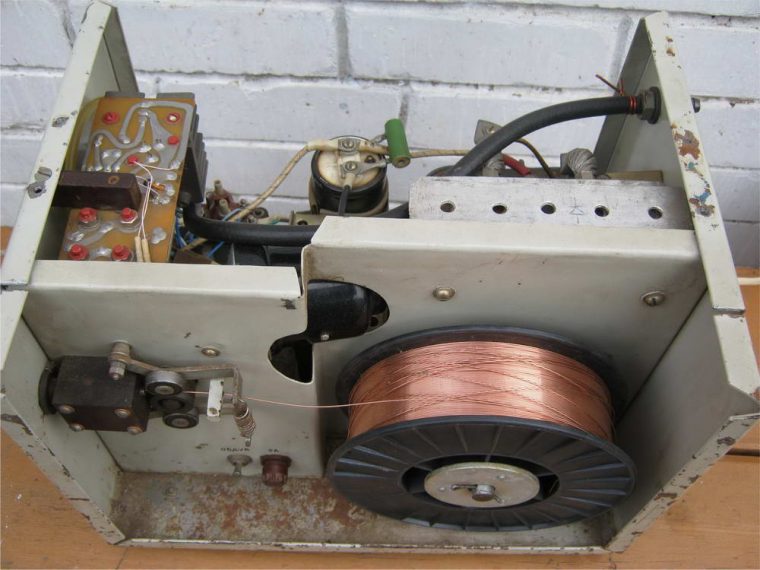
Сварка – это электрический агрегат, который преобразовывает в тепловую энергию электрическую посредством электрической дуги. Процедура осуществляется плавящимся электродом, в качестве которого выступает обычная проволока. Она непрерывно подается на свариваемый участок, механическим приводом, является омедненной, откалибрована и имеет установленную толщину.
Сварка осуществляется вручную с применением следующих инструментов:
- источника тока;
- механического привода для подачи проволоки;
- пистолета для наложения шва;
- гибких шлангов.
Сварочный полуавтомат может использоваться:
- с применением защитных газов;
- при сварочных соединениях под флюсом;
- при проведении сваривания металлических образцов порошковой проволокой.
Полуавтомат. сварочное оборудование чаще используется с использованием защитной газовой среды. Оно применяется для соединения изделий из легированных, углеродистых сталей, образцов из цветных металлов. В данном случае в качестве защитного газа выступает углекислота, которая находится под высоким давлением в специальных баллонах, из каких она непосредственно подается на сварочный пистолет по гибким шлангам. На баллонах установлен газовый редуктор, который стабилизирует газ перед подачей его в сварную зону.
Полуавтоматическое сварочное оборудование в стандартных условиях применяется для сварки алюминия, нержавейки, черных металлов. Соединение изделий осуществляется в инертном газе, в качестве обычно выступает аргон, углекислый газ, реже гелий, смеси данных газов.
Постоянный ток для сварки алюминия – это источник питания. К алюминиевому образцу подсоединяется минусовая клемма. Основным рабочим элементом является сварочная горелка, которая имеет конструктивные особенности. Она подает на сварочный участок проволоку с газом (флюсом).
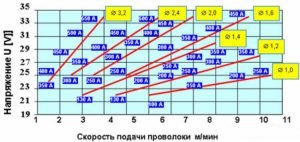
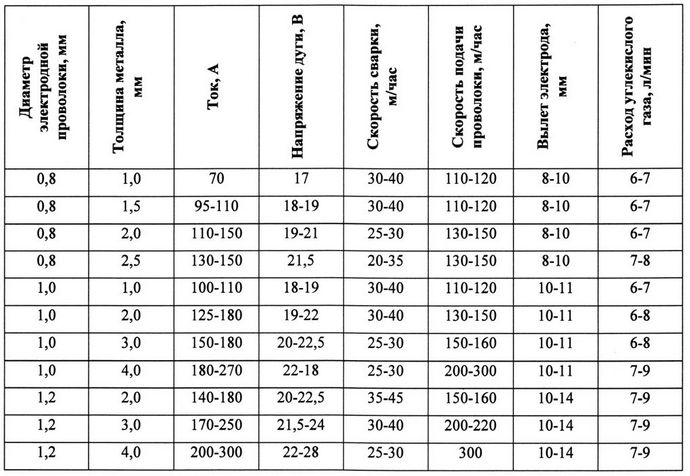
Настройка оборудования перед началом работ:
- Первоначально нужно выбрать силу тока.
- Далее установить оптимальную скорость подачи проволоки: нужно установить одну из шестеренок, которые входят в комплектацию полуавтомата без газа.
- После этого устройство нужно опробовать непосредственно в деле. Если параметры полуавтомата были настроены правильно, сварочная дуга должна работать устойчиво с достаточной мощностью.
![]()
В основу действия агрегата положен принцип создания электродуги. Тепловыделение направлено:
- на нагрев металлических заготовок;
- расплавление металла в месте соединения деталей;
- плавление металлической основы электрода.
Электрический ток подается через проволоку, образуя сварочную дугу между деталью и электродом. Электродуга обладает повышенным сопротивлением относительно металла проволоки. Отсюда, большая часть теплового потока вырабатывается именно в плазме дуги.
Применение гибкого тонкого электрода позволяет:
- снизить эффект разбрызгивания жидкого металла;
- увеличить размер сварочной ванны (глубину провара);
- выполнять соединения тонколистовых материалов (например, холоднокатаная сталь автомобильного листа);
- сваривать нержавеющие стали, цветные металлы (алюминий, медь).
В состав сварочной станции входит:
- Источник образования дуги (трансформатор, выпрямитель, инвертор). Кроме преобразователя напряжения, включает блок управления, механизм автоматической подачи гибкого электрода. Последний может быть выполнен в виде отдельного автономного устройства — данные агрегаты относятся к профессиональной серии.
- Шланг подачи защитного газа и проволоки. Заканчивается токопроводящим мундштуком-горелкой.
- Силовой электрокабель, подключаемый к рабочему столу или непосредственно к заготовке (зажим массы).
- Газовая система: баллон с газом, редуктор давления, шланг.
Оборудование выполняется переносным (бытовая серия) или транспортируемым (полу- и профессиональная серия), оснащенная двумя (четырьмя) колесами. Питание осуществляется от стационарной электросети 220V или 380V.
Агрегаты на 220V менее мощные, нежели на 380V, но с успехом используются для решения бытовых задач или применяются в малых слесарных мастерских (например, ремонтных автосервисах).
Принцип действия:
- Порядок подготовки (включая газовую систему) и включение подробно описаны в инструкции к каждой модели.
- Зажигание дуги осуществляется через вольфрамовый наконечник. После образования пламени, происходит необходимая регулировка параметров тока. Производится пуск газовой компоненты, включается подача проволоки.
- Гибкий стержень выполняет роль плавящегося электрода, то есть является присадочной проволокой. Задача — создание сварного шва в виде наплавленного валика из металла.
Конструкция
Сварочный аппарат с проволокой имеет техническое название — сварочный полуавтомат. Подразделяется:
- агрегат для работы под слоем флюса;
- сварочный прибор для работ в защитном газовом облаке;
- аппарат для порошковой проволоки.

Первый вид практически перестал применяться. Из двух других, распространен полуавтомат с применением газовой защитной компоненты. Современные модели сконструированы так, чтобы имелась возможность применять три вида сварки:
- MMA — ручная электродуговая сварка обмазанным штучным электродом.
- MIG/MAG — соединение заготовок с использованием аргона, гелия (смесей) или углекислого газа.
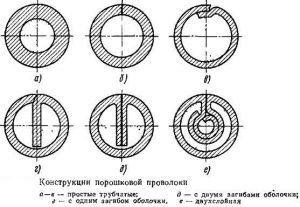
- Применение сварочной порошковой проволоки.
Последняя представляет собой полую трубчатую конструкцию. Внутри изделия находится защитный порошкообразный флюс.
В состав стандартного инвертора входят несколько блоков. Среди них следует отметить блок питания, предназначенный для стабилизации входных сигналов. Схема данного элемента состоит из многообмоточного дросселя, управляемого с помощью транзисторов, а также конденсатора, в котором накапливается энергия.
Основной деталью сварочного инвертора считается силовой блок. С его непосредственным участием происходит весь цикл преобразования, начиная от первичного тока, выходящего из блока питания, и заканчивая сварочным током на выходе. В состав силового блока входят платы первичного выпрямителя, инверторного преобразователя, трансформатора высокой частоты и вторичного выпрямителя.
Первичный выпрямитель изготовлен в виде диодного моста, на который происходит подача электротока, не превышающего 40 ампер. Чаще всего подается от 25 до 32 А. Значение напряжения составляет 200-250 вольт, а частота – 50 Гц. Конструкция инверторного преобразователя выполнена в виде мощного силового транзистора, рассчитанного на ток в 32 А, напряжение – до 400 В и мощность – не ниже 8 кВт. Выход сигнала из преобразователя имеет частоту от 50 до 55 кГц, максимально – 100 кГц.
Основой трансформатора высокой частоты служат обмотки из тонкой медной ленты, позволяющие увеличивать силу тока до 200-250 ампер. При этом напряжение во вторичной обмотке не превышает 40 вольт. В схему вторичного выпрямителя входят мощные диоды, рассчитанные на рабочий ток не ниже 250 ампер, с рабочим напряжением не более 100 вольт.
Управление и защита
Травмы для электросварщика возможны от вредного излучения сварочной дуги и от отлетающих частиц расплавленного металла. Чтобы защитить открытые участки тела, особенно глаза, а также для защиты дыхательных органов (пары металла также вредны для дыхания) существует такое средство индивидуальной защиты сварщика как щитки.

Защитные щитки бывают двух видов: наголовные и ручные. Первый более удобный в использовании, так как его не нужно держать рукой. Защитные щитки имеют специальную вставку из стеклянного светофильтра темно-зеленого цвета. Она одновременно защищает сварщика от вредного излучения, но в то же время позволяет видеть весь процесс сварки и руководить им.
Существует 13 классов светофильтров. Каждый сварщик имея особенности зрения может выбрать для себя нужный светофильтр. Нельзя забывать. что излучение от электросварки опасно не только для глаз сварщика, но также и для глаз людей, находящихся неподалеку. Во избежание негативных последствий такие люди должны быть снабжены специальными защитными очками.
Всем работникам, занятым на стройплощадке положено носить защитные каски. Они защищают работника от возможных падений предметов с высоты, электрического тока, атмосферных осадков. Каска надевается не просто на голову, а на специальный подшлемник. Проведение сварочных работ в установленных местах должно сопровождаться соблюдением формы спецодежды.
Таким образом, пожарная безопасность при сварочных работах зависит от двух основополагающих факторов: технический и человеческий. Не зря законодательством установлены правила ПБ при сварочных и других огневых работ в различных сферах деятельности. Пожарная безопасность при проведении сварочных/огневых работ зависит от технической составляющей.
Исправность устройств, регулярный ремонт оборудования, правильная эксплуатация. Однако, даже техническая составляющая пожарной безопасности во многом зависит от человека, от его способности неукоснительно соблюдать все правила и инструкции, от его внимательности , компетентности и профессионализма, способности замечать мелкие детали.
Большинство происшествий, связанных с пожарами, на производстве представляют собой лишь неудачное стечение обстоятельств. Но хотя бы одно звено в этой цепи будет связано с неправильной эксплуатацией какого-либо оборудования, нарушением запрета курения, халатностью, несоблюдением формы одежды, безответственным отношением в целом к своей профессиональной деятельности.
Системы управления и защиты играют важную роль в обеспечении надежной и устойчивой работы сварочного инвертора. Основой блока управления служит задающий генератор с использованием специальной микросхемы или широкоимпульсный модулятор. Плата управления дополняется резонансным дросселем и резонансными конденсаторами в количестве от 6 до 10 единиц. Трансформатор обеспечивает каскадную систему управления.
Защитная схема чаще всего собирается на плате силового блока, обеспечивая защиту соответствующих частей и элементов. Защита от перегрузок осуществляется с помощью специальной платы, основой которой является микросхема 561ЛА7. Выпрямители и преобразователь защищаются путем использования снабберов, включающих в себя резисторы и конденсаторы К78-2. Для тепловой защиты элементов, установленных в силовом блоке, применяются термовыключатели.
Комплектация и аксессуары
В зависимости от конкретной модели оборудования комплектация может различаться. Вместе с тем существует необходимый минимум, который должен присутствовать в каждом комплекте:
- сварочный аппарат;
- 2 сварочных кабеля (длиной около 2 метров);
- гарантийный паспорт;
- инструкция по применению.
Также в комплекте могут присутствовать дополнительные элементы:
- сварочная маска;
- чемодан для переноски;
- ручки для переноски;
- плечевые ремни;
- щетка для чистки оборудования.
Почему инверторы выходят из строя
Главными причинами выхода из строя сварочных инверторов являются нарушения правил их эксплуатации. О рабочих режимах и особенностях технического обслуживания конкретного аппарата можно узнать из его паспорта, в целом приводится примерно одинаковый перечень мероприятий:
- ежедневный внешний осмотр основного блока и кабелей;
- периодическая внутренняя чистка аппарата сжатым воздухом;
- плановая проверка, зачистка, протяжка и ремонт соединений внутренних силовых контактов;
- измерение сопротивления изоляции и проверка цепей защитного заземления.
Основные факторы, воздействие которых становится причиной неисправности инвертора:
- Резкие изменения входного напряжения. Его падение ведет к нарушению стабильности и прекращению работы инвертора, то значительное превышение может вызвать выход из строя элементов входного выпрямителя.
- Минеральная пыль. Покрывает поверхности внутренних деталей аппарата и забивает ребристые поверхности радиаторов охлаждения диодов и транзисторов. Это приводит к нарушению теплового режима и может вызвать выход из строя отдельных элементов.
- Металлическая пыль и мелкая стружка. Попадает внутрь инвертора через входной вентилятор в том случае, если рядом с ним выполняются работы болгарками, шлифмашинками и пр. Может вызвать внутреннее короткое замыкание.
- Вода и повышенная влажность. Вызывает окисление проводов и контактов, может привести к короткому замыканию.
- Наружные механические повреждения. Иногда служат причиной выхода из строя органов управления и внутренних конструктивных элементов, на которых крепятся электронные компоненты.

Далее описаны основные нарушения в работе инверторов и их причины.
Многие поломки и неисправности сварочных инверторов возникают в результате нарушений правил эксплуатации. Нередко внутрь устройства попадает влага, вызывая короткие замыкания. К негативным последствиям может привести пыль, концентрирующаяся внутри аппарата.
Инверторы очень часто выходят из строя при попытках выполнения работ, на которые они не рассчитаны. Это происходит из-за существенных перегрузок. Поломки нередко случаются в результате сильного падения сетевого напряжения, особенно при работе в загородных домах и в сельской местности. Критичным становится снижение напряжения до 190 вольт и более.
Поломка инвертора может быть вызвана некачественным креплением в контактных колодках входного или выходного кабеля. Ослабленные контакты в местах соединений приводят к появлению в этих местах зоны перегрева. В некоторых случаях наблюдается искрение.
Довольно частой причиной становится использование некачественных деталей при ремонте аппаратов и замене схем. Кроме того, в электрических схемах возникают повреждения, вызванные перегревом силовых элементов из-за недостаточного охлаждения.
Плюсы

Трансформаторы:
- простая и недорогая конструкция;
- высокая надежность;
- простота обслуживания;
- КПД около 90%.
Сварочный выпрямитель:
- надежность сварного шва;
- стабильность электрической дуги;
- низкий уровень шума.
Сварочный инвертор:
- компактность;
- точность работы;
- устойчивость сварочной дуги;
- возможность работы в широком диапазоне тока;
- защита от перегрузок;
- возможность работы с любыми типами электродов.
Полуавтомат:
- высокое качество сварного шва;
- небольшое разбрызгивание металла;
- высокая производительность.
Сварочный генератор:
- устойчивость электрической дуги;
- высокое качество сварного шва;
- низкая чувствительность к скачкам напряжения;
- возможность работы со всеми известными видами электродов;
- возможность использования в местах, где отсутствуют источники электроэнергии.
Особенности эксплуатации и возможные неисправности сварочных инверторов.
Существуют определенные виды неисправностей, характерные именно для сварочных инверторов. Среди них в первую очередь нужно отметить следующие:
- Входное напряжение имеется, но ток на выходе устройства отсутствует. Чаще всего это происходит из-за перегорания предохранителей или нарушенной целостности цепей, которая может появиться в любом месте устройства.
- Сварочный ток на выходе не достигает нужного значения, несмотря на максимальные регулировки. Причиной может стать недостаточное входное напряжение, а также неисправности силового блока и потери в контактных зажимах.
- Инвертор самопроизвольно отключается, что указывает на наличие короткого замыкания в цепи или перегревание элементов, установленных в силовом блоке. В то же время защита срабатывает нормально, в том числе и аварийное отключение.
- Сварочная дуга нестабильная, сварочный ток отрегулировать невозможно. Подобная ситуация возникает из-за неполадок в блоке управления или силовом блоке.
- Работа инвертора сопровождается повышенным шумом. Это связано с возможными перегрузками и может вызвать поломку оборудования.
- Сбой в работе защитной системы инвертора, сопровождающийся сильным нагревом всего устройства.
Распространенные неисправности и поломки зависят от конкретного типа сварочного аппарата.
Неисправности сварочных трансформаторов.

Плохой контакт в клеммной колодке, к которой подключаются сварочные кабели. Приводит к сильному нагреву соединения, разрушению изоляции и короткому замыканию. Устраняется путем перебора греющего соединения, зачистки контактной группы и их зажиму для более плотного контакта.
Самопроизвольное отключение оборудования. Происходит сразу после включения аппарата в сеть из-за срабатывания защиты. Вероятные причины – замыкание в цепи высокого напряжения, между витками катушек, а также неисправность конденсаторов. Для ремонта обязательно нужно отключить аппарат от сети и устранить дефект, восстановив изоляцию или заменив конденсаторы.
Чрезмерное гудение трансформатора. Часто сопровождается перегревом. Вероятная причина – ослабление болтов или перегрузка трансформатора. Также гудение возникает вследствие замыкания между кабелями или листами магнитопровода.
Сильный нагрев аппарата. Наиболее часто происходит из-за превышения допустимого уровня нагрузки.
Следует соблюдать предельные значения заявленного тока и диаметра электродов.
В противном случае оборудование может выйти из строя.
Недостаток сварочного тока. Возникает из-за низкого напряжения сети или поломки регулятора тока.
Потребления большого количества тока без нагрузки. Причина – замыкание витков обмотки. Необходимо восстановить изоляцию. По этой же причине возможен внезапный обрыв сварочной дуги без возможности ее восстановления.

Неисправности сварочных инверторов.
Перегорание транзистора. Считается слабым местом инверторов. В случае выхода оборудования из строя необходимо сначала проверять именно транзисторы. Для их проверки нужно использовать мультиметр.
Поломка элементов драйвера. Проверяются с помощью омметра. При необходимости неисправные элементы можно заменить подходящими аналогами.
Дефект входных и выходных выпрямителей.
Неисправность платы управления. Самый сложный элемент оборудования. Работоспособность проверяется с помощью осциллографа.
Нестабильность дуги. Возникает из-за неверной настройки тока.
Перегрев аппарата. Вероятные причины – долгая работа при большой нагрузке, отказ системы охлаждения или загрязнение платы.

Ремонт трансформаторов вполне по силам произвести собственными руками. Сварочные инверторы имеют более сложную конструкцию, и для их ремонта необходимо не только иметь соответствующее оборудование, но и обладать специальными знаниями и навыками.
Следует помнить, что ремонт и обслуживание сварочного оборудования могут нанести серьезный вред здоровью. В случае отсутствия необходимых знаний и опыта для этих целей лучше обратиться к профессионалам.
Особенности эксплуатации и возможные неисправности сварочных инверторов.
Сварочный инвертор — сложный электронный механизм, который и требует аккуратного обращения. Если не соблюдать элементарные правила эксплуатации — это может привести к преждевременной поломке аппарата или к его некорректной работе.
Подготовка устройства к работе
1. Перед включением инвертора в сеть, в первую очередь необходимо подключить заземление, кабель с электродержателем к силовым клеммам. Перед проведением этой операции убедитесь, что сварочный инвертор находится в выключенном состоянии.
2. Подключаем инвертор к сети питания и проверяем, что регулятор тока находится на минимальном токе.
3. После включения проводим настройку показателя рабочего тока поворотом ручки-регулятора. Сила тока подбирается исходя из толщины электрода и детали.

4. После окончания работ с инвертором устанавливаем сварочный ток на минимум. Если этого не делать, аппарат может выйти из строя.
Особенности эксплуатации сварочного инвертора
- Не включайте инвертор после резкого перепада температур. Например, в теплом помещении после перевозки в холодную погоду. Это приводит к образованию конденсата на электронных элементах и в последующем к выходу из строя инвертора.
- Если инвертор долгое время стоял без работы рекомендуется включить его в сеть и дать поработать на холостом ходу не менее 30 минут.
- Используйте бытовые сетевые удлинители малого сечения (до 1мм) с осторожностью. Розетка и проводка, к которой подключается инвертор, должна быть по мощности не менее 16А.
- При работе инвертора от электрогенератора включайте аппарат только после выхода генератора на штатный режим. А выключение производите до отключения генератора. Мощность используемого генератора должна превышать потребляемую мощность в 1,5 раза. Важно: в технических характеристиках инвертора должна быть указана способность работы от автономного источника питания. Например, Ресанта САИ 160ПН
- При работе инвертора в местах с большой запыленностью рекомендуется время от времени продувать его сжатым воздухом.
Возможные неисправности сварочных инверторов и их причины
Все поломки сварочного инвертора можно разделить на две группы. Первая — поломки, связанные с некорректной работой электроники аппарата. И вторая — неисправности из за неправильного выбора режима. Второй вид поломок возникает намного чаще и прежде чем обращаться к специалистам для ремонта, следует проверить аппарат на правильность установленных настройках.
Рассмотрим подробнее, по какой причине может произойти неисправность или некорректная работа аппарата.
Неустойчивое горение сварочной дуги или чрезмерное разбрызгивание искр происходит при неправильно подобранном токе сварки. Сварочный ток подбирается исходя из размера электрода, который используется при сварке (все данные по диаметру электрода, значению сварочного тока в нашей статье «Как правильно подобрать расходные материалы для сварки инвертором»).
Залипание сварочного электрода может происходить по ряду причин:
- во время процесса сварки произошло снижение напряжения в сети, а инвертор по техническим характеристикам не рассчитан на это. Если скачки напряжения происходят регулярно, лучшим выходом будет приобрести стабилизатор напряжения или, при покупке сварочного инвертора, нужно выбирать модель, которая работает в нужном вам диапазоне входного напряжения. Например, модель Ресанта САИ 220 способна работать в разбеге 140-240В при этом не теряя своей мощности и рабочих характеристик.
- убедитесь, что инвертор подключен к сети или к удлинителю с сечением не менее 2,5мм.
- залипание может происходить при плохо зажатых кабельных вставок в панельных гнездах. Они зажимаются поворотом по часовой стрелке.
- возможная причина подгорание контактов в соединениях питающей сети.
- плохой контакт электрода с рабочей поверхностью. Это может произойти вследствие окисления на поверхности детали. Необходимо прекратить сварку и зачистить поверхность.
- причина залипания — слишком длинный удлинитель (более 30метров), а в технических характеристиках аппарата не указана возможность работы в таких условиях.
Конечно, о таких нюансах лучше позаботиться еще при выборе инвертора и купить модель, которая рассчитана на удлинение провода, например Ресанта САИ 220ПН. Но если уже поздно и нет возможности использовать менее короткий удлинитель, используйте сечение провода не менее 4мм.
Отсутствует сварочный процесс при включенном аппарате. Это может происходить по двум причинам:
- отсутствует масса на поверхности свариваемой детали или плохой контакт зажима «массы» и детали. Для исправления необходимо восстановить контакт.
- повреждение сварочных кабелей. Проверьте и восстановите целостность кабелей.

Отсутствует реакция аппарата на включение в сеть:
- слишком низкое напряжение в сети
- неправильно выбранный автоматический выключатель в щитке. Слишком маломощный автомат не выдерживает нагрузку инвертора и отключается в момент включения инвертора.
Загорается индикатор перегрева при сварке. Причина этому превышение режима продолжительности включения (ПВ). Индикатор перегрева включается при нагреве свыше 80°С. Для исправления ситуации, прекратите процесс сварки и дайте аппарату остыть до отключения индикатора.
Самопроизвольное отключение инвертора в процессе работы может быть причиной срабатывания температурной защиты. Это происходит в случае перегрева аппарата. Отключите инвертор из сети и дайте остыть не менее 30-40мин.
Ремонт электронных поломок инвертора лучше доверить специалисту. И при покупке старайтесь отдать предпочтение известным торговым маркам оборудования, которые пользуются спросом и имеют отзывы покупателей. Так вы избежите покупки некачественной техники и приобретете именно ту, которая прослужит долго и уверенно.
Мы советуем отдать предпочтение торговой марке «Ресанта» — ведущему производителю сварочных аппаратов и электротехники. Благодаря применению комплектующих от известных мировых производителей и качественной сборке изделий, с поэтапным контролем качества, вы приобретете надежный сварочный инвертор, который не доставит проблем с поломками очень долгое время. Качество техники «Ресанта» подтверждается сроком гарантии 12 месяцев и наличием сервисных центров.
Недостатки

- отсутствие необходимости использовать громоздкие газовые баллоны;
- удобство транспортировки к месту работы легкого сварочного аппарата;
- скорость сварочных операций выше, чем при использовании покрытых электродов;
- возможность сваривать конструкции, детали на труднодоступных участках;
- обеспечение стабильного горения дуги независимо от ветра, сквозняков;
- контроль формирования сварочной ванны через защитную маску работника;
- экономия времени на переустановку электродов и прерывание дуги.
Учет недостатков позволит оптимизировать сварочный процесс и повысить его эффективность. Высокая стоимость проволоки частично компенсируется за счет экономии средств на газовых баллонах. Полученные в результате сварки порошковой проволокой швы ниже по качеству, чем при применении инертного газа. Хрупкое строение расходного материала требует осторожного обращения.
Трансформатор:
- большие габариты и вес;
- большой расход энергии;
- сильная зависимость от скачков сетевого напряжения.
- зависимость от скачков напряжения;
- чувствительность к пыли и ударам.
Сварочный инвертор:
- высокая цена;
- чувствительность к загрязнению электронной платы.
Полуавтомат
- низкая мобильность;
- чувствительность к погодным условиям.
- сложность технического обслуживания;
- высокая стоимость;
- в сравнении с трансформаторами низкое значение КПД;
- большой расход энергии.
Порядок действий при ремонте аппаратов

Принцип действия:
- Цифровой мультиметр. Самый обычный, функция «проверка диода» необязательна, т. к. все полупроводники можно проверять в режиме замера сопротивления.
- Паяльник с принадлежностями. Лучше паяльная станция, но можно обойтись паяльником с тонким жалом на 40–60 Вт.
- Отвертки, пассатижи, кусачки, пинцет.
Очень часто пишут, что для проверки состояния инверторного аппарата обязательно нужен осциллограф. Но это другой уровень знаний и навыков с другими рекомендациями по поиску неисправностей. Наши же действия по диагностике и ремонту инвертора ограничатся визуальным осмотром, прозвонкой, элементарными замерами состояния основных элементов электронной схемы инвертора и их заменой в случае неисправности. Если все это не принесет результата, то необходимо обратиться к профильным специалистам.
Порядок действий на первом этапе таков:
- Снять корпус и очистить инвертор от пыли сжатым воздухом. Давление подобрать так, чтобы не повредить печатные платы и электронные компоненты.
- Проверить состояние лопастей вентиляторов и легкость их вращения. При обнаружении проблем — заменить на новые. Проверить надежность подсоединения всех проводов и разъемов.
- Проверить подключение и состояние потенциометра регулировки сварочного тока. В случае неисправности — ремонт или замена.
- Осмотреть на предмет подгорания обмотки трансформаторов и дросселей. При наличии дефектов — демонтировать и отдать на проверку или сразу в перемотку.
- Проверить элементы силовой цепи (конденсаторы, зарядный резистор, диоды, транзисторы) на наличие повреждений внешнего корпуса. При обнаружении дефектов заменить такими же или аналогами.
- Произвести внешний осмотр печатной платы системы управления. Если есть поврежденные элементы, то аккуратно их выпаять и заменить на новые (если никогда не паяли печатные платы, то лучше этим не заниматься, а сразу обратиться к специалистам).
Если после внешнего осмотра и устранения обнаруженных неполадок инвертор не включается или работает некорректно, необходимо диагностировать отдельные цепи и силовые элементы (см. далее).
Прежде чем выполнять ремонт сварочного инвертора, необходимо произвести внешний осмотр устройства. Визуально определяются механические повреждения корпуса, а также черные пятна и прожоги, указывающие на возможные короткие замыкания. Кроме того, проверяется качество крепления кабелей во входных и выходных контактных колодках.
В любом случае все имеющиеся зажимы подтягиваются с помощью отвертки или ключей. Работоспособность предохранителей проверяется тестером, неисправные элементы подлежат замене.

Если первичные действия не позволили устранить неисправность, то следующим этапом будет снятие крышки корпуса устройства. При снятой крышке выполняется осмотр внутреннего содержимого, чтобы выявить возможные обрывы электрических цепей и действия коротких замыканий. Далее, необходимо измерить значения входного тока и напряжения, а затем выполнить такие же замеры на выходе.
. Там, например, могут произвести замену:
- вентилятора
- платы инвертора
- трансформатора
- диодного выпрямителя
- конденсаторов
- и других деталей
А также выполнить ремонт:
- платы управления
- блока питания
- модуля управления
- IMS модуля
- основной платы
Чтобы меньше ремонтировать свой аппарат для сварочных работ, старайтесь правильно его эксплуатировать. И тогда не нужно будет часто тратиться на ремонт.
Если же случилась неприятность с вашим агрегатом, то восстановить его не составит особого труда. Стоит лишь обратиться в центр по ремонту, и там окажут необходимую помощь.
Требуемый уровень пожарной безопасности при проведении сварочных работ может обеспечиваться за счет реализации определенных мероприятий, общая цель которых направлена на то, чтобы:
- предупредить возникновение возгорания;
- исключить распространение огня на большую площадь;
- создать условия для быстрой ликвидации пожара, если он все-таки возникнул;
- обеспечить защиту сварщиков от ожогов и травм при выполнении сварочных процедур.
Согласно своду правил, описывающих пожарную безопасность при выполнении сварки, на объекте, где они выполняются, должны быть созданы такие условия, которые минимизируют риск возгорания и позволяют максимально быстро ликвидировать огонь, если произошло возгорание. Комплекс требуемых мероприятий включает в себя следующие:
- организационные;
- технические;
- эксплуатационные;
- режимные.
- Организационные мероприятия предусматривают проведение обучений сварщиков правилам пожарной безопасности на объекте, разработку правил действия рабочего персонала в случае возникновения возгорания, проведение инструктажей о подготовке рабочего места, чтобы избежать возгораний во время сварочных процедур и. пр. Благодаря эффективному проведению такого рода мероприятий пожарная безопасность сварщика и объекта может обеспечиваться на очень высоком уровне.
- Технические мероприятия предусматривают соблюдение всех правил и норм по использованию сварочной техники, подготовке систем питания сварочных аппаратов, вентиляционных систем, защитного заземления и пр.
- Эксплуатационными мероприятиями предусматривается правильное использование оборудования, корректный выбор рабочих режимов, периодические технические работы и обслуживание используемой техники.
- Режимные меры по обеспечению пожаробезопасности предусматривают установку соответствующих правил на объектах, которые должны беспрекословно выполняться всем персоналом.
Как выбрать
Подбирать сварочный аппарат необходимо в зависимости от целей и условий эксплуатации. Перед принятием решения о покупке стоит ответить на несколько вопросов:
- В каких условиях планируется проведение работ (помещение/улица)?
- Важна ли компактность и мобильность инструмента?
- Нужна ли большая мощность (насколько толстый металл планируется обрабатывать)?
- Есть ли доступ к электросети в месте работы?
- Какой тип металла планируется обрабатывать?
Определившись с объемом и назначением работы, легче выбрать аппарат именно с теми характеристиками, которые подходят под конкретные условия.
Если объем работ небольшой и не требует высокой точности, но на месте отсутствует электроэнергия, не обязательно приобретать дорогой сварочный генератор. Логичнее будет купить компактное однофазное устройство и бензиновый/дизельный генератор на 220В.
Как отремонтировать силовой блок инвертора
Силовой блок играет важную роль в обеспечении общей работоспособности сварочного инвертора. Поэтому его проверка осуществляется в первую очередь, сразу же после блока питания. Одновременно рекомендуется проверять и блок управления. Как правило неисправность силового транзистора сопровождается ярко выраженными следами повреждений в виде следов прогара, деформации корпуса и других признаков.
Если визуальный осмотр не дал положительных результатов, рекомендуется проверить транзистор с помощью мультиметра. В случае неисправности транзистора, он должен быть заменен. При установке нового транзистора на плату используется специальная термопаста марки КПТ-8. Другой причиной неисправности может стать драйвер, вышедший из строя.
Проверка диодных мостов также должна быть проведена, несмотря на более высокую надежность этих элементов по сравнению с транзисторами. Для того чтобы точно установить неисправность, диодный мост полностью снимается с платы и проверяется в том состоянии, когда все диоды соединяются друг с другом. Если значение сопротивления близко к нулевому, необходимо определять уже конкретный неисправный диод.
При замене диода следует помнить, что в инверторах как правило применяются быстродействующие элементы. Поэтому устанавливать нужно только аналогичные марки с такой же мощностью. Крепление радиатора охлаждения и соединение его с диодом должно выполняться при помощи теплопроводной пасты КПТ-8. В процессе ремонта блока управления проверяются параметры деталей, выдающих сложные виды сигналов.
В случае неисправности термовыключателя, в силовом блоке не отключается аппаратура в случае перегрева. В первую очередь проверяется надежность его крепления к тому участку, где осуществляется контроль температуры. Если термовыключатель определяется как нерабочий, его нужно заменить.
Порядок действий при проведении ремонтных работ
Сварочный полуавтомат является очень полезным и многофункциональным устройством. С его помощью можно изготавливать разнообразные металлические конструкции, подварить деталь автомобиля, не прибегая к посторонней помощи. Конечно, можно приобрести готовый инструмент, но при наличии элементарных знаний электроники, можно сделать сварочный полуавтомат из инвертора своими руками.
Сварочный полуавтомат является очень полезным и многофункциональным устройством
Схема сварочного полуавтомата не отличается особой сложностью.
Но, чтобы сделать его самому, необходимо детально ознакомиться с этапами работы, просмотрев, как выглядит принципиальная схема, изучив соответствующие видео и фотоматериалы, а также подготовить все необходимые для сборки сварочного полуавтомата своими руками комплектующие и вспомогательные инструменты.
Представляю Вам финальную версию своего сварочного полуавтомата или как сделать полуавтомат из сварочного инвертора ММА (сварка штучными электродами).

В настоящий момент очень распространены инверторные сварочные аппараты ММА (для сварки штучными электродами), они выдают постоянный ток, мало весят и имеют хороший кпд, по сравнению с трансформаторами, и имеют вполне доступные цены.
Так же существуют инверторные полуавтоматы MIG/MAG, они имеют те же плюсы кроме одного это цена, исходя из этого я задумался как из обычного инверторного сварочника сделать полуавтомат.Начало проекта постройки полуавтоматического сварочного аппарата, а точнее приставка к инвертору, чтобы инвертор можно было использовать в режиме полуавтомата.
В нашем случае хороший сварочный инвертор BRIMA ARC-250
Brima ARC-250
Цель сделать возможность использовать инвертор ММА в режиме полуавтомат используя подручные материалы с минимальным бюджетом.1) Для начало мы не изобретая велосипед преобрели рукав с евро разъёмом: Горелка ЕВРО MB15AK Jingweitip 180А 3м ЦИКЛОН.
Горелка ЕВРО MB15AK Jingweitip 180А 3м ЦИКЛОН
2) Одним из основных элементов ПА является лентопротяжка, за основы мы взяли моторчик от дворников от какого то ведра, также нам понадобились пору подшипников и евро разъём для подключения рукава.
лентопротяжка
после того как я собрал свою лентопротяжка случайно наткнулся на алиэкспресс на уже готовый вариант и не сильно дорогой.
3) В качестве корпуса для нашей приставки к инвертору мы взяли корпус от древнего компа и благополучно всё в него запихали.
получилось довольно аккуратно)))Далее собираем электрику нашего устройства.
Полный размер
Схема приставки ПА
Вот и всё приставка для инвертора готова!)))

Далее начинается самое интересное. Как известно вольт-амперная характеристика (ВАХ) у аппаратов ММА и ПА(MIG/MAG) отличаются, у аппаратов для ручной сварки ММА ВАХ имеет падающий вид т.е.
аппарат поддерживает постоянный ТОК!, а у аппаратов ПА (MIG/MAG) ВАХ имеет жёсткий вид т.е. аппарат поддерживает постоянное напряжение.
Сколько я не искал не где в инете нет информации как можно переделать обычный аппарат для сварки штучными электродами в ПА, но немного разобравшись в данном вопросе оказалось не всё так сложно…
Полный размер
переделка ВАХ на инверторе

теперь у нашего инвертора есть возможность переключения с режима сварки штучными электродами на режим ПА.
Все сварочные приборы сделаны одинаково. Везде применяется схема, где в качестве переключателей выступают мощные полевые транзисторы. В магазинах можно найти большой ассортимент этих аппаратов.
Однако стоимость их нередко очень велика. Поэтому многие решают сделать сварочный инвертор своими руками. Для работы дома, в гараже и на даче вполне можно обойтись электродуговой сваркой.
Ее делают при помощи трансформаторного или инверторного прибора.
Инверторный аппарат изобрели недавно. Об этом типе сварочных приборов и расскажет данная статья.
Без недостатков тоже не обойтись – это большие импульсные токи от блока питания, меньший, чем в других схемах, КПД, большие токи через силовые транзисторы.
Но, самое главное, сварочный аппарат, вес которого кажется смешным для такого оборудования, иногда он не превышает и 5 кг, из-за его компактности и мобильности легко использовать при ремонте личной техники, строительстве индивидуальных домов, возведении каких-нибудь металлических конструкций на дачных участках и т.д. Одним словом, такой сварочный малыш везде пригодится.
Сейчас современные технологии позволяют изготавливать в широком ассортименте и в большом количестве компактные и мобильные сварочные аппараты, которые используются не только в промышленности, но и дома. Приобрести их можно практически в любом магазине по продаже оборудования. Большой выбор и приемлемая цена сварочных аппаратов позволяют каждому без проблем их купить.
В настоящее время большой популярностью пользуются аппараты для сварки разных моделей латвийской компании Ресанта. Это оборудование высокого качества. В России спрос на сварочные аппараты Ресанта очень высокий. Их удобно транспортировать, потому как размеры и масса позволяют перевозить оборудование даже в багажнике легкового автомобиля. И переносить на небольшие расстояния одному человеку.

Достоинства Ресанты оценили не только профессиональные сварщики, но и любители, не имеющие достаточного опыта в проведении сварочных работ.
Фирма выпускает оборудование для сварки двух типов: сварочный аппарат Ресанта и сварочный инвертор Ресанта. Отличие между ними состоит в том, что первый тип — это трансформаторный агрегат, а второй — инверторный. Те и другие отличаются между собой по разным показателям.
Однако, как бы ни был надёжен аппарат, и какой бы ни был у него запас прочности, рано или поздно из строя может выйти какая-нибудь деталь, и ему понадобится ремонт. Также как не существует в природе вечного двигателя, так нет и вечных механизмов. Поломки неизбежны и у сварочного аппарата «Ресанта», и у инвертора Ресанта. Рассмотрим общие признаки и причины того и другого типа сварочного оборудования латвийской фирмы, приводящие к ремонту.
В наших краях очень сложно найти аппарат с ККМ, единственный аппарат, который был – это сварочный инвертор Ресанта САИ 190 ПРОФ. Через несколько месяцев эксплуатации он сломался. Непосредственно перед поломкой немножко бился током, после чего на ХХ внутри что-то затрещало и инвертор отключился и впоследствии запустить его не удалось.
К сожалению, отправить Ресанту на ремонт в город не было времени – срочная работа. Пришлось нести ее в местную мастерскую в которой за день ее отремонтировали. Правда ненадолго, через неделю сварки и двух десятков сожженных электродов, она снова внезапно ушла в отказ. Вердикт местного ремонтника остался прежним – снова вышел из строя блок питания, дословно, планарные микросхемы.
Вопрос: Возможно ли устранить такую проблему своими руками, чтобы в дальнейшем не обращаться к местным мастерам?
Говорят, помогает устанавливать ручку регулировки сварочного тока на ноль перед включением/выключением сварочника, тогда он не сгорит. Но это скорее народный рецепт, а не панацея и помогает не всегда.
Чаще всего горят детали, которые обозначены на схеме ниже. Фото «железа» тоже приведено.
Изобр. 1. Ремонт Ресанта 190 Проф — на схеме обозначены детали, которые чаще других выходят из строя
Изобр.2
Прозвоните тестером при отключенном питании сети. Если сопротивления обвязки модулятора в обрыве (те, что обведены кружками на изображении 1), то менять нужно всю плату.
Для того чтобы выполнить ремонт сварочного инвертора своими руками потребуется: паяльник, мощностью 40-100 Вт, отвертка, плоскогубцы, кусачки, ключи и нож. Проведение измерений осуществляется с помощью амперметра, омметра и вольтметра, частотомера и осциллографа. Замеры, требующие высокой точности, выполняются штангенциркулем и микрометром.
Гарантия
Производители оборудования для сварки устанавливают различный гарантийный срок. В среднем он составляет от 1 до 3 лет. Условия гарантийного обслуживания для каждой модели индивидуальны. С ними можно ознакомиться в техническом паспорте или на сайте производителя.
Гарантия исчисляется с момента передачи аппарата покупателю. В дополнение может быть предложено бесплатное регламентное обслуживание оборудования в рамках гарантийной программы.
Оно включает в себя:
- диагностику;
- замену электродов по согласованию с владельцем;
- настройку;
- чистку;
- тестирование параметров.
Гарантия не распространяется на оборудование:
- имеющее внешние повреждения;
- доработанное владельцем;
- используемое в недопустимых условиях;
- имеющее следы несанкционированного ремонта;
- эксплуатируемое с нарушениями требований;
- с поврежденной маркировкой;
- полностью исчерпавшее ресурс, заявленный производителем;
- с истекшим гарантийным сроком.
Также обязательства производителя не распространяются на:
- отдельные детали, подверженные естественному износу;
- детали, износ которых зависит от условий эксплуатации;
- регулировку оборудования.
При поломке сварочной техники по вине изготовителя пользователь имеет право на бесплатный ремонт. Для этого необходимо лично или почте (использую защитную транспортную упаковку) отправить оборудование в гарантийный сервисный центр. При этом обязательно следует предъявить гарантийный талон.
Важно! Срок гарантийного обслуживания продлевается на время ремонта и пересылки.
https://www.youtube.com/watch?v=tf5-uJ_pn-o
Претензионная работа с покупателями регулируется «Законом о защите прав потребителей». В соответствии с его требованиями, срок ремонта не может превышать 45 календарных дней. За каждый день просрочки потребитель вправе потребовать уплату пени.


")





