

- Как проходит пайка сложных металлов?
- Важные свойства припоев
- ПОС 90
- ПОС 63
- ПОС 61 и ПОС 61М
- ПОС 50
- ПОС 40
- ПОС 35
- ПОС 30
- ПОС 20
- ПОСу 95-5
- ПОССу 40-2
- ПОССу 30-2
- Технологические советы и замечания
- Преимущества пайки
- Процесс пайки
- Классификация припоев
- Применение
- Пара слов о флюсах
- Чем паять медь?
- Смачиваемость
- Температура плавления
- Назначение мягких припоев
- Твердые
- Как выбирать припой для меди?
- Нержавеющая сталь
Как проходит пайка сложных металлов?
Не так уж она и отличается от соединения других металлов по своей технологии. Например, наш процесс – пайка меди и стали. Мы никуда не денемся от тщательной очистки поверхности от главного врага хороших швов – окисной пленки. Мы будем использовать флюсовую смесь для улучшения процесса пайки.

Таблица паяльных флюсов.
Между заготовками не забудем оставить зазор адекватно ширины – примерно 0,5 мм. Разогрев металлов нужно проводить также, без каких-либо новых нюансов. При достижении рабочего температурного уровня припой соединяем с деталями.
Затем конструкцию оставлять остывать максимально естественным образом. Вуаля, никаких новостей и секретов хозяйки медной горы. Где технологические нюансы, и о чем статья?
Нюанс, конечно, есть. Имя ему – припой для пайки меди. Все дело в его качестве и природе. Он великолепно подходит для работы как с медными заготовками, так и деталями из ее самых разнообразных сплавов, в которых партнерами выступают железо, никель, фосфор, олово, марганец и другие.

Все многочисленные варианты сплавов и их применения изложены в ГОСТе 52955 – 2008. Если в таких сплавах имеют место окислы, они без проблем убираются – в этом случае проблем при пайке медным припоем практически нет.
Если же «партнерские» металлы имеют свойства образовывать оксиды, с которыми флюсы для пайки меди справляются с трудом или вообще не справляются, то могут возникнуть проблемы.
К счастью, в пайке можно формировать швы любой толщины без потреб качества, что никак не получится при сварке с помощью электрода. В зазор между заготовками медно фосфорный припой отлично втягивается, чтобы заполнить все возможные ниши и промежутки с образованием отличной герметичности соединения.
Важные свойства припоев
По химическому составу сплава выделяют сурьмянистые припои, припои с малым количеством сурьмы (малосурьмянистые), сплавы без сурьмы (бессурьмянистые). Все вышеперечисленные виды припоев производят по ГОСТ 21931-76 (в изделиях), ГОСТ 21930-76 (чушки).
— оловянно-свинцовые (в сокращении ПОС);
— сурьмянистые (сокращенно ПОССу);
— оловянно-свинцово-кадмиевые (сокращенно ПОСК);
— бессвинцовые.
Последние легируют медью, серебром, цинком, алюминием, кадмием.

Оловянные припои ПОС (сплавы оловянно-свинцовые), имеющие процентный состав олова от 10% до 90%, относятся к мягким припоям.
ПОС-15 (олово 15%) — 280 °C.
ПОС-25 (25%) — 260 °C.
ПОС-35 (33%) — 247 °C.
ПОС-61, ПОС 63 (олово 61% и 63%) — 183 °C
ПОС-90 (олово 90%) — 220 °C

В силу того, что состав сплавов ПОС-61 и ПОС-63 практически идентичен составу эвтектики «олово свинец», они расплавляются при постоянной температуре 183 °C.
— ПОССу – используется для пайки изделий из цинка, оцинкованного металла, при высоких требованиях к паяному соединению (припои сурьмянистые);
— ОЦ — для соединения изделий из алюминия (припои оловянно-цинковые);
— ПОСК — для соединения изделий, реагирующих на перегрев, пьезокерамики, выводов конденсаторов (оловянно-свинцово-кадмиевые);
— припои без свинца, которые кроме олова включают в состав серебро, медь, висмут и другие металлы.
Припоем называют сплав, состоящий из легкоплавких металлов. Например, оловянный. Но паять одним оловом — довольно дорого. С чистым оловом работают только тогда, когда нужно получить абсолютно безвредный для человека спай: при пайке посуды для употребления пищи или медицинского оборудования. В остальных случаях, для удешевления припоя, к олову добавляют более дешевый, но вредный свинец.

Для справки: поверхность припоя тем темнее, чем больше в нем свинца. А пруток из чистого олова при сгибе или сжатии издает характерный хруст.
— прочность в сочетании с пластичностью;
— высокий коэффициент теплопроводности;
— устойчивость к коррозии.
Оловянные припои используют для соединения деталей практически из всех металлов, и чем больше в составе припоя чистого олова — тем качественнее будет полученное соединение. Преимущество ПОС — его универсальность. Мягкие припои эксплуатируют в виде палочек (прутков), реже используют проволоку или пасту (смесь припоя с флюсующим веществом). Чем больше в сплаве олова, тем крепче соединение деталей при пайке.
Данный вид оловянного проката не используют для спайки алюминия. Прочие металлы, в том числе медь, железо, хорошо поддаются пайке ПОС. Спай — самое уязвимое место соединения «металл — припой — металл». Прочность спая зависит от химического состава используемого припоя. Сопротивление на разрыв места спайки равно 6-8 кг/мм2, увеличивается пропорционально увеличению количества олова.
Рассмотрим некоторые особенности использования цинка и сурьмы в качестве добавок к припою при пайке определенных металлов. Добавление цинка при работе с алюминием и сплавами из этого металла увеличивает коррозийную стойкость спайки. Такие ЦО припои, содержащие от 10% до 40% цинка, используют для ультразвукового или абразивного метода пайки, лужения.
При соединении меди добавление к составу сурьмы увеличивает прочность спая. При пайке латуни сурьма — не влияет на прочность спая. А железа — уменьшает прочность спая.
— пруток с содержанием олова выше 60% ярко блестит (возможно, это ПОС-90, ПОС-61);
— материал, в котором много свинца — темного серого цвета, матовый;
— пруток со значительным содержанием свинца пластичный (до 60%), его легко деформировать (ПОС-40, ПОС-30);
— пруток, где много олова, прочный и жесткий. Его нельзя согнуть руками;
— ПОС различных марок плавятся при температуре от 183 °C до 265 °C.
Для маркировки оловянных припоев используются буквы русского алфавита и цифры. Пример: ПОС-61, который еще именуют «третник» из-за содержания в нем 1/3 Pb. Буквы: П — это припой, О — оловянный, С — свинцовый. Число 61 — процент содержания Sn.
Рассмотрим наиболее востребованные марки оловянных припоев.
ПОС 90

Применяется для пайки таких металлов, как латунь, медь, сталь, бронза. Химический состав: 9 – 11% Pb и 89 – 91% Sn. Плавиться в интервале температур 183 – 220 ºС. Характеризуется высокой теплопроводностью, пластичностью, имеет выраженный металлический блеск. Также изделию присущ высокий коэффициент ударно вязкости, хорошо сопротивляется разрывам.
ПОС 90 – востребованное изделие. Элементы, соединенные данным оловянным припоем, можно в дальнейшем подвергать гальваническому покрытию другими металлами, эксплуатировать в контакте с продуктами питания. Данным сплавом паяют медицинские инструменты, оборудование. Полученные спаи – качественные, долговечные.
ПОС 63
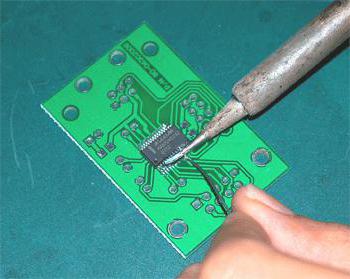
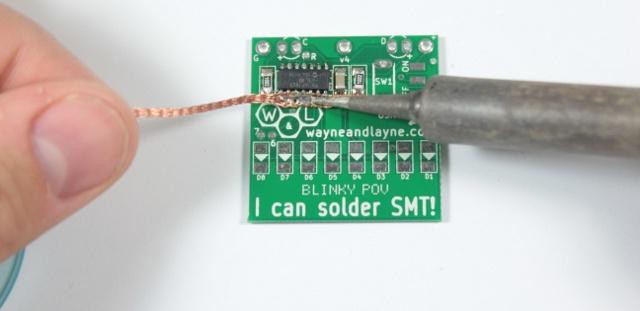
Широко используется для пайки микросхем, печатных плат, пружин, важных узлов различных высокоточных приборов и измерительного оборудования из таких металлов, как сталь, медь, бронза, латунь. ПОС 63 востребован при групповой пайке на окунанием с протяжкой, соединении волной припоя на автоматических линиях.
Плавиться при 183 ?С. Характеризуется небольшой плотностью, хорошей пластичностью, коррозионной стойкостью, высоким показателем текучести. В состав ПОС 63 входит 62,5 – 63,5% олова, около 37% свинца. Содержит примеси висмута (0,1%), Cu, сурьмы (по 0,05%), Ni, As, Fe, S (не более 0,02% каждого), Al, Zn (0,002%). Они оказывают непосредственное влияние на технические характеристики.
ПОС 61 и ПОС 61М
ПОС 61 – универсальный оловянный припой, применяемый во многих отраслях. Им паяют детали из нержавейки, стали, латуни, меди, олова, бронзы, свинца. Для соединения меди, стали, латуни, бронзы припой ПОС 61 – наилучший выбор. Плавиться при 183-190 градусов Цельсия. Химсостав содержит: 59 – 61% олова, около 39% свинца, 0,1% сурьмы, 0,2% висмута, 0,05% Cu, 0,02% As.
В состав ПОС 61М входит 1,2 – 2% Cu, которые оказывают влияние на свойства. Прекрасно подойдет для пайки проводов, микросхем, фольги, печатных плат, радио, электроаппаратуры, высокоточных приборов, которые чувствительны к перегреву. В сравнении с другими видами оловянных припоев, которые можно купить, ПОС 61 отличается более высокой химической чистотой.
ПОС 50
Сплав содержи 50% олова, около 50% свинца, незначительные доли примесей. Используется для соединения деталей из железа, латуни, стали, меди, бронзы. Плавиться при 209 градусах по Цельсию. Применяется в самых разных сферах. Прочность на растяжение – 3,6 кгс/мм2.
ПОС 40
Состоит из 39 – 40% Sn, около 60% свинца и примесей: сурьмы (0,1%), меди (0,5%), мышьяка (0,02%). Используется для меди, стали, бронзы, латуни, оцинкованных изделий (в том числе, методом горячего цинкования). ПОС 40 соединяют детали радиаторов, трубопроводов, аппаратуры. Спай полностью герметичен. Формирует прочный шов, электроконтакт с малым переходным сопротивлением. Оловянно-свинцовый припой совместим со всеми видами оборудования, поэтому широко востребован не только в бытовых ремонтах, но и на крупных заводах.
ПОС 35
Используется в машиностроении, монтажных и ремонтных работах, для соединения деталей электрооборудования, гибких шлангов, изделий из белой жести и пр. Аналоги – ПОС 40, ПОС 30. Свойства и характеристики очень схожи.
ПОС 30

Содержит в составе 29 – 31% олова, 0,1% сурьмы, 0,02% мышьяка и 0,05% меди, остальное – свинец. Применяется для пайки деталей в машиностроении, изделий из оцинкованного железа, латуни, меди, бронзы, стали, лужения. Обеспечивает высокую герметичность швов. Популярный среди радиолюбителей. Из-за высокого содержания свинца пруток с диаметром до 10 мм можно легко согнуть руками.
ПОС 20
Используется при высокотемпературной пайки, ввиду относительной тугоплавкости. Большая часть в составе (около 80%) приходится на свинец. Применяется при ремонте радиаторов, спайке крупных проводов и пр.
ПОСу 95-5
Сурьмянистый припой, в химсоставе которого 4 – 5% сурьмы, остальное — Sn. Допускаются примеси Cu – 0,05%, висмута – 0,1%, не более 0,02% железа, мышьяка, серы, никеля, не больше 0,002% алюминия, цинка. Используется для спаивания элементов трубопроводов, в электропромышленности, для соединения деталей, эксплуатирующихся при повышенной температуре.
ПОССу 40-2
В составе данного материала 39 – 41% олова, 1,5 – 2% сурьмы, около 58% свинца. Также присутствуют примеси 0,08% Cu, 0,2% висмута, 0,02% мышьяка и 0,08% никеля, каждая из которых оказывает непосредственное влияние на свойства ПОССу 40-2. Плотность соединения (спая) – 9,2 г/см3. Применяется для пайки тонколистовых материалов, лужения, скрепления некоторых деталей холодильного оборудования.
ПОССу 30-2
Технологические советы и замечания
Они касаются пайки меди со сталью и другими добавочными металлами:
- Обязательное требование к припою по меди – это его хорошо расплавленное состояние. Это необходимо для полноценного заполнения пространства между соединяемыми поверхностями.
- Смесь должна растечься по абсолютно всей поверхности, следить за этим неукоснительно.
- Флюс используется для удаления оксидной пленки и любых других видов грязи.
- Стоимость данных смесей находится в очень широком диапазоне, это объясняется различными составами и техническими характеристиками их сплавов.
Преимущества пайки

Пайка меди.
Соединение металлов методом пайки – очень популярная технология.
Этому есть серьезные причины:
- Пайка не деформирует детали во время процесса, их форма остается первоначальной.
- Не приходится иметь дела с явлениями коробления и какого-либо внутреннего напряжения.
- Прочность и герметичность сформированного шва.
- Независимость данной технологии и качества швов от различных температурных режимов, включая значительное нагревание.
- Возможность соединения металла с неметаллическими материалами.
- Нетрудное разъединение швов.
Процесс пайки
— получения электроконтакта с малым сопротивлением;
— получения прочного шва (иногда термического, абсолютно герметичного).
Процесс пайки основан на различии температур плавления у припоя и соединяемых металлов. Тогда как мягкий сплав плавится, становится жидким и текучим, соединяемые металлы остаются твердыми. Расплавленный металл течет по соединяемым деталям, заполняя пустоты между ними. В процессе пайки формируется промежуточный слой, который включает в себя объединенные части припоя и материала объединяемых элементов.
— свойств объединяемых материалов;
— требования к прочности соединения;
— коррозийной устойчивости спая;

— его стоимости.
А при спаивании деталей, проводящих ток, учитывают еще коэффициент удельной проводимости.
Для пайки проводов из меди используют ПОС-40 на канифольной основе. Нержавеющую сталь можно соединить обычными ПОС, но для флюса используют специальный материал, отличающейся большей активностью, чем канифоль.
Классификация припоев
Припои подразделяются ровно на две категории по следующим параметрам:
- по химическому составу сплава, к примеру, фосфорный припой;
- по высоте температуры плавления;
Логично будет рассматривать виды припоев с точки зрения физических свойств получаемого паяного состава. Главный фактор – характеристики металла и сплава – компаньона.
Всего 450°С – вот предельно допустимый уровень для температуры плавления в данном виде. Эта особенность сказывается на прочности шва соединения, но не самым критическим образом: она немного ниже, чем у твердых припоев.
Тем не менее, свойства соединяемых материалов не меняются во время процесса, так что прочность в итоге получается вполне приемлемая.
Внутри этого вида также есть свои подвиды исходя из химического состава:
- свинцовые и без свинца;
- свинцово-оловянные сплавы;
- специального назначения и с легким плавлением.

Припой для пайки меди.
Оловянно-медные припои состоят на 97% из олова и лишь на 3% из меди. Это очень популярная смесь, да и стоит она совсем недорого.

Оловянно-серебряные припои по своим свойствам прочнее предыдущих, это самые популярные смеси при пайке отопительных систем. Их долевой состав почти такой же: 95% – олово и 5% – серебро.
Маркировка составов для пайки простая и понятная. Возьмем, к примеру, марки ПОС-18, ПОС-30 и так далее. Цифры обозначают процентное содержание в смеси олова. Смесь ПОС-61 – самый подходящий вариант для работы с медью и латунью, а ПОС-30 универсальнее: помимо меди и латуни, он годится для пайки стальных сплавов и железа.
Понятно, что здесь уровень температуры плавления много выше, которая достигает иногда 800°С. Это придает больше прочности швам, она выше, чем при использовании «мягких» припоев.
По химическому составу твердые сплавы разделяются:
- медно-цинковые;
- медно-фосфорные припои;
- чисто медные, без примесей.
Одно из главных правил эффективного применения медного припоя – это его максимальное соответствие металлу, с которым он будет соединяться в процессе пайки. При этом должно выполняться еще одно требование, чтобы температура плавления сплава была ниже, чем у основного металла.
Это необходимо из-за риска повредить структуру детали из-за основного металла в медных, к примеру, трубках с тонкими стенками.
Твердые марки используются там, где нужны соединения попрочнее. В их составе – сплавы твердой пайки марок BCuP, Bag и пр. Именно от долевого состава разных элементов зависит качество и надежность соединения.
Медно-цинковые сплавы относятся к достаточно редким, они прекрасно заменяются другими смесями, содержащими бронзу, латунь или цинк.

Разновидности медных фитингов.
Медно фосфорный припой обладает теми же свойствами и функциями, как и дорогой вариант смеси из чистого серебра для пайки заготовок из бронзы, латуни и пр.

Маркировки здесь немного другие: ПМЦ-36, где буква «П» обозначает «припой», «МЦ» – слова «медно – цинковый», а цифра 36 – процентную доля меди в этом составе.
По критериям универсальности и экономической доступности на первом месте, конечно, медно фосфорные припои. Они применяются в самых разных типах работ, хотя и обладает определенным недостатком. Это недостаточная прочность соединения в условиях низких температур.
Самые крепкие и долговечные соединения получаются при использовании специальных многокомпонентных смесей. Такую же прочность дают и медно-цинковые припои. Самым распространенным составом является такой: 92% – медь, 2% – серебро, 6% – фосфор.
Следует отметить, что даже небольшие отклонения от стандартов технологии могут привести к серьезным ситуациям вплоть до аварий.
Применение
Область эксплуатации достаточно широка.
ПОС 4-6 (заменяет ПОС-30) — для спайки железа, меди, свинца, жести белой при наличии клепанных замочных швов;

ПОС-18 (заменяет ПОС-40) — лужение перед пайкой дерева, спайка латуни, меди, железа оцинкованного, свинца;
ПОС-30 — спайка латуни, цинка и оцинковки, железа, жести белой, меди. Выполнение работ по пайке гибких шлангов, электромоторов, радиоаппаратуры;
ПОС-40 — пайка железных, медных, латунных проводов;
ПОС-90 — пайка внешних поверхностей посуды для употребления пищи, медицинских инструментов. Содержание 10% вредного свинца, делает его применение допустимым, для использования на поверхностях, которые контактируют с пищей и водой.
Поставщик:ООО РТГ «МетПромСтар»
Пара слов о флюсах
Чаще всего применяют следующие флюсовые составы:
- Специальный флюс для работы с алюминием, в котором главным элементом является олово с дополнениями из цинка, кадмия и буры. У цинка и кадмия в этой смеси особая функция: они повышают силу диффузии.
- Так называемая паста – флюс для пайки медных изделий. Это та же флюсовая смесь, только по консистенции она гуще обычных флюсов. Особенности паст-флюсов – их способность усиливать адгезию соединения и минимизирует формирование пузырьков из воздуха.
С алюминием часто работают как в промышленности, так и в домашних условиях. В составе припоя для пайки алюминия обязательно должны присутствовать кремний, цинк, медь и серебро. Сплавы должны быть высокотемпературными.
В процессе операции флюс играет не меньшую роль, нежели припой. Это химический растворитель и поглотитель окислов. Он также защищает металлы от окисления и увеличивает смачивание.
Для работы с элементами на основе свинца и олова в качестве флюса можно применить соляную кислоту, хлористый цинк. Также подходит бура, хлористый аммоний. Это активные флюсы. К неактивным можно отнести канифоль, вазелины, оливковое масло и многие другие вещества.
К примеру, растворами соляной кислоты можно пользоваться с мягкими припоями. Хлористый цинк применяется с латунью, медью, сталью. Нашатырный спит отлично разводит и растворяет жирные вещества. Для алюминия используют состав из тунгового масла, канифоли, кальцинированного хлористого цинка. Также можно применить концентрированную фосфорную кислоту.
Итак, мы выяснили, какие существуют припои, и какой из них лучше использовать в разных случаях.
Чем паять медь?
Один из самых главных критериев – это уровень температуры плавления. Чем выше этот уровень, тем выше риск повреждения детали из основного металла. Многое будет зависеть от толщины стенки медной трубы.
Если эта стенка толстая, прожечь ее трудно и, следовательно, риск повреждений ниже. В этом случае вполне приемлемо использование твердого типа для меди, у которого достаточно высокий уровень температуры плавления.
Если же вы работает с тонкостенными трубами, и для них высокая прочность соединения не критична, выбирайте мягкий тип медно-фосфорного припоя с низкой температурой плавления.
Для пайки пищевой меди существуют специальные сплавы, в которых отсутствуют какие-либо токсичные вещества или ядовитые элементы.
Как уже было замечено выше, с ней можно работать большинством составов. Можно использовать как низкотемпературные легкоплавкие, так и твердые припои. Еще применяют составы на основе олова со свинцом, олова, серебра, меди с серебром и цинком.
Если необходимо отремонтировать материнскую плату компьютера или починить телевизор на даче, подойдут любые легкоплавкие элементы. Если же необходимо запаять фитинги на трубах или же починить водопровод либо холодильник, тогда сгодится только твердый припой для пайки меди. Именно так можно получить качественный результат.
Смачиваемость
Прежде всего, любой вид припоя должен иметь отличную смачиваемость. Без этой характеристики спаиваемые детали просто не смогут надежно контактировать друг с другом. Что такое смачиваемость? Это такое интересное явление, когда прочность связей между частицами твердого вещества и жидкости выше, чем у молекул жидкости.
Если есть смачиваемость, тогда жидкость растечется по поверхности и попадет во все полости. Итак, если припой для пайки не смачивает, к примеру, медь, тогда его нельзя использовать с этим металлом. Для пайки ее не используют свинец в чистом виде. Его характеристики смачивания очень низкие и нельзя рассчитывать на высокое качество соединения.
Температура плавления
Какой бы ни был вид припоя, температура, при которой он начнет плавиться, обязательно должна быть ниже плавления спаиваемых материалов. Также она должна быть выше, чем рабочие температуры деталей.
Говоря о температуре плавления, подразумевают две точки. Это значение, при котором легкоплавкие компоненты начнут процесс плавления, и минимальное, где сплав превратится в жидкость. Разница этих двух температур называется интервалом кристаллизации. Если место пайки находится в пределах данной разницы, то даже небольшие механические нагрузки на деталь могут полностью разрушить структуру припоя.
Назначение мягких припоев
Одними из самых популярных и распространенных считаются оловянно-свинцовые сплавы с разным содержанием компонентов. Для того чтобы придать материалу необходимые характеристики, в состав припоя для пайки могут добавляться различные дополнительные ингредиенты. К примеру, висмут и кадмий применяются для снижения температуры плавления. Добавление сурьмы позволяет увеличить прочность паяного шва.
Сплавы из свинца и олова отличаются низкой температурой плавления и невысокой прочностью. Их не стоит использовать для деталей, эксплуатация которых подразумевает серьезную нагрузку. Также не рекомендуются эти припои, если рабочие температуры деталей будут выше 100 °С. Если придется паять нагруженные детали мягкими припоями, следует попытаться увеличить площадь соприкосновения двух изделий.
Среди самых популярных мягких материалов можно выделить ПОС-18, ПОС-30, ПОС-40, ПОС-61, ПОС-90. Цифры здесь указаны не просто так. Это процент олова в сплаве. В промышленности его чаще применяют в производстве электроники, приборостроении. В быту же ими можно соединять самые разные детали: схемы телевизоров, микроволновок, электрических чайников и других мелких приборов.
ПОС-90 предназначен для работы с деталями, которые затем будут обрабатываться по гальванической технологии. ПОС-61 можно использовать для ремонта высокоточного оборудования. Также сплав идеально подойдет для соединения деталей высокой ответственности из самых разных материалов. ПОС-61 отлично себя зарекомендовал как припой для пайки меди и латуни. Припой подойдет тогда, когда необходимо добиться прочных соединений с высокой степенью электропроводности.
ПОС-40 широко используются для операций с неответственными и неточными деталями. При этом рабочая зона может нагреваться до высоких температур. ПОС-30 подходит для пайки меди или латуни, стальных сплавов и железа.
Твердые
Среди тугоплавких сплавов различают и широко применяют лишь две группы. В основном это медные или серебряные сплавы.
К первой группе можно отнести припои из меди и цинка. Они хорошо подходят для тех соединений, на которые будут воздействовать лишь статические нагрузки. Хрупкость этих сплавов не позволяет применить их в узлах, которые будут испытывать удары или любые вибрации.
К припоям из меди или составам на цинковой основе можно отнести ПМЦ-36 и ПМЦ-54. Первый – это идеальный припой для пайки латуни и любых других медных соединений. Второй годится для работы по медным деталями, бронзовым или же стальным.
Если необходимо соединить между собой две стальные детали, тогда можно воспользоваться чистой медью, латунью марок Л-62, Л-62, Л-68. Эти припои на основе латуни позволяют создать более прочные и пластичные соединения. Медные сплавы не имеют таких характеристик.
Самыми качественными считаются сплавы из серебра. В составе также может содержаться цинк и медь. ПСр-70 – припой для пайки меди, для работы с латунными или серебряными деталями. Этот элемент подходит в случае, если место соединения должно проводить электричество. ПСр-65 применяют в производстве ювелирной продукции, фитингов, водопроводных труб. ПСр-45 необходим для соединения тех деталей, которые работают в условиях вибрационных и ударных нагрузок.
Как выбирать припой для меди?
Соединение алюминиевых деталей пайкой применяется в промышленности и в быту. Например, рамы современных велосипедов изготавливают из алюминиевых сплавов – в процессе экстремальной езды они часто ломаются. Встает вопрос: какой же припой выбрать?
Считается, что пайка алюминия – очень сложный процесс. Но на самом деле это так, если в процессе используют материалы для нержавейки или же латуни, стали, меди. Причина этого – оксидная пленка. Именно она не дает необходимого уровня смачиваемости, а основной металл не растворяется.
Чтобы работа осуществилась на должном уровне, припой для пайки алюминия должен содержать в себе кремний, алюминий, а также медь, цинк и серебро. Сегодня в продаже можно отыскать составы, где все эти составляющие находятся в разных соотношениях.
Выбирая надежный припой, важно учитывать следующее. Максимальную стойкость к коррозии и высокую прочность будет иметь то соединение, которое делалось с припоем, где содержится много цинка.
Также для алюминия можно применить соединения на основе олова и свинца. Но важно качественно подготовить рабочую поверхность, зачистить щеткой из нержавейки и использовать активные флюсы. Но специалисты не рекомендуют использовать такой элемент.
Любой припой для пайки алюминия высокотемпературный. Самые оптимальные, которые позволяют получить надежное соединение, – алюминиево-кремниевые и алюминиево-медно-кремниевые.
Нержавеющая сталь
Если необходимо соединить детали из нержавейки, то профессионалы рекомендуют использовать прутки из олова и свинца. Также хорошо подходят материалы с кадмием. Можно применить легкоплавкие сплавы на базе цинка. Однако не стоит их использовать вместе с углеродистыми или же низколегированными сталями. Лучший припой для пайки нержавейки – это состав на основе чистого олова. Кроме того, только олово допускается, если место пайки будет контактировать с продуктами питания.
Если работы будут проводиться в сухой либо же печной атмосфере, тогда следует применить серебро с марганцем, хромоникелевые припои или чистую медь (а еще лучше латунь). Когда паять приходится в коррозионных условиях, используют серебряные тиноли с небольшой частью никеля.







")

