

- Паяльная паста ОПР-1МТ отмывочная на основе оловянно-свинцовых сплавов Sn63Pb37 и Sn62Pb36Ag2
- Применение паяльной пасты
- Особенности паяльной пасты
- Спецификация паяльной пасты
- Тип порошка
- Размер частиц
- Содержание галогенидов
- Содержание фторидов
- Рекомендации по использованию
- Подготовка к эксплуатации
- Паяльная паста ОПР-3Д отмывочная на основе безсвинцового сплава В570А10 (Sn42Bi57Ag1)
- Паяльная паста ОПР–3Д
- Применение
- Осторожность
- Оплавление
- Требования к порошку
- Испытания
- Допуски и стандарты
- Другие характеристики
- Микроскопический порошок
- Таблица размеров частиц
- Флюсы
- Материалы
- Группы материалов
- Олово-висмутовые сплавы для низкотемпературных процессов
- Линейка бессвинцовых припойных паст
- Преимущества и особенности висмута
- Переход к низкотемпературной бессвинцовой технологии
- Процесс использования низкотемпературных паст
- Вязкость
- Влияние паяльной пасты на установку и положение компонента
- Тиксотропность
- Оплавление
Паяльная паста ОПР-1МТ отмывочная на основе оловянно-свинцовых сплавов Sn63Pb37 и Sn62Pb36Ag2
Паяльная паста ОПР-1МТ отмывочная на основе оловянно-свинцовых сплавов Sn63Pb37 и Sn62Pb36Ag2 (Тип порошка 3 и 4) — это средней активности безгалоидная некоррозионная слабоактивированная паста. Она предназначена для поверхностного монтажа электронных сборок, при этом используется для нанесения с помощью трафаретной печати с шагом апертур до 0.4 мм (Тип 4) и выше 0.5 мм (Тип 3). Эта паяльная паста используется для пайки труднопаяемых и окисленных поверхностей.
Применение паяльной пасты
Паста используется для монтажа компонентов, чувствительных к термовоздействию. Она имеет низкое содержание остатков после пайки, что обеспечивает качественное состояние паяного шва и возможность корректного тестирования сборок при проведении проверки зондированием.
Особенности паяльной пасты
Эта паста обладает достаточно высокими показателями по растекаемости, включая поверхности, такие как сталь. Она имеет отличные смачивающие свойства и обеспечивает блестящую и однородную поверхность паяного шва. Также она характеризуется низким порообразованием и не является токсичной.
Спецификация паяльной пасты
Согласно стандартам J-STD-006 B, IEC 61190-3, паяльная паста ОПР-1МТ соответствует следующим требованиям:
Тип порошка
- Тип 3 (25-45 мкм)
- Тип 4 (38-20 мкм)
Размер частиц
- -325/+500 меш (Тип 3)
- -400/+500 меш (Тип 4)
Содержание галогенидов
- (CI-, Br-)
Содержание фторидов
- (F-)
Рекомендации по использованию
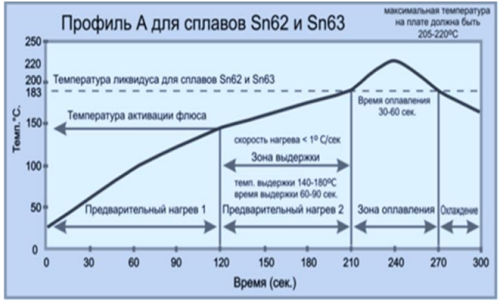
Рекомендуемая пиковая температура для плавления паяльной пасты ОПР-1МТ на основе сплавов Sn63Pb37 и Sn62Pb36Ag2 составляет 183°C и 179°C соответственно. Паста прошла испытания на реакцию Медного зеркала, индукционную коррозию после пайки на медном купоне, поверхностное сопротивление изоляции и электрохимическую миграцию.
Подготовка к эксплуатации
Для использования паяльной пасты ОПР-1МТ, следует выполнить подготовку к эксплуатации.
Паяльная паста ОПР-3Д отмывочная на основе безсвинцового сплава В570А10 (Sn42Bi57Ag1)
Паяльная паста ОПР–3Д
В соответствии с требованиями ТУ 17231723 -015 -32478424 -14, паяльная паста ОПР–3Д отмывочная на основе низкотемпературного бессвинцового оловянно-висмутового сплава В570А10 (Sn42Bi57Ag1), классифицируется как Тип порошка 3 и 4. Эта паста является низкой активности безгалоидной и неактивированной.
Применение
Паста предназначена для поверхностного монтажа электронных сборок, при котором недопустимо перегревание элементов сборки выше температуры 150°С. Эксплуатация сборок, пайка которых производилась с использованием данной пасты, должна ограничиваться температурой до 90°С.
Осторожность
Следует использовать с осторожностью при пайке изделий, содержащих свинец.
Оплавление
Паста может быть оплавлена в печах различными методами: конвекционным, инфракрасным, паровым, лазерным и кондукционным. Оплавление проводится как в воздушной, так и азотной среде.
Требования к порошку
Минимум 1% частиц размером более 45 мкм, максимум 10% частиц размером менее 20 мкм для Типа 3; минимум 1% частиц размером более 38 мкм, максимум 10% частиц размером менее 20 мкм для Типа 4.
Испытания
- Испытание на реакцию Медного зеркала: прошел тест, нет пробоев в стекле, низкая активность L-типа.
- Индукционная коррозия после пайки на медном купоне: прошел испытание, позеленение медного купона не наблюдается, неактивированный.
- Поверхностное сопротивление изоляции (SIR) после отмывки водой: соответствует Telcordia Belcore G-R 78 CORE, раздел 13.1.
- Электрохимическая миграция (ЕСМ): условие IR final ≥ IR initial/10 соблюдается.
Допуски и стандарты
Соответствует стандартам J-STD-006B, IEC 61190-1-3, J-STD-004B, IEC 61190-1-1, ISO 9455-3.
Другие характеристики
- Вязкость по Брукфильду: (300 ÷ 600) Па∙c
- Время жизни на трафарете: 12 часов (при температуре 22°С, влажности 70%)
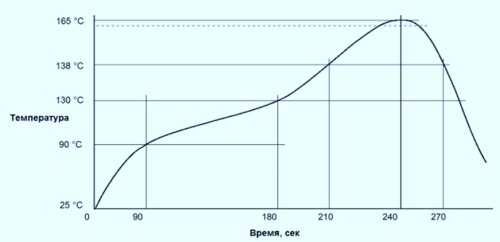
- Рекомендуемый термопрофиль паяльной пасты ОПР-3Д на основе сплава В570А10 (Sn42Bi57Ag1)
Микроскопический порошок
Паяльная паста содержит металлический порошок, для которого предъявляются жесткие требования по наличию примесей и однородности частиц. Тип порошка определяется в соответствии с ГОСТ стандартами.

Таблица размеров частиц
| Тип пасты | Допуски на размер частиц, нм | Диаметр частиц, мкм |
|---|---|---|
| Тип 3 | ||
| Тип 4 |
Флюсы
Важным ингредиентом паяльной пасты также является флюс, определяющий множество характеристик пасты, таких как транспортируемость, печатаемость, удержание компонентов и оплавляемость. Флюсы могут быть комбинированными, состоящими из различных канифолей.
Материалы
В процессе приготовления пасты используются различные материалы, такие как флюс, пигменты и другие компоненты для обеспечения качественного соединения.
Группы материалов
Сегодня на рынке представлено огромное количество импортных низкотемпературных бессвинцовых паяльных паст, однако в условиях нынешней ситуации перед технологами предприятий встает задача применения именно российских материалов для пайки, в частности безотмывочных низкотемпературных припойных паст.
Остальными компонентами могут быть пластификаторы, отдушки и ингибиторы.
Очевидно, что процесс приготовления пасты отработан, если полученная в результате смесь равномерна и стабильна. Большинство паст содержат 10–12% флюса в весовом соотношении. В объемном соотношении процент металл-флюс может составлять примерно 50 на 50.
С три короба не обещаем, но большой склад материалов есть, чтобы у вашего производства не было простоев, а у вас — проблем. Для хранения материалов при специальных температурных условиях.
Типов материалов в складской программе. Тонн материалов всегда в наличии.
Вчера не получится, а получится. Мы делаем все, чтобы время было на стороне вашего производства. День на обработку срочного заказа и организацию поставки, дня — рекорд доставки опасного груза из Германии на Урал. Работает служба логистики на сверхсрочных заказах.

Чудес не бывает, а бывает. Ответить на любой вопрос до того, как он станет проблемой, — наша главная задача. Технологических процессов производства электроники и микроэлектроники, в которых компетентны наши инженеры-технологи. Технико-технологических задач решаем ежегодно. Запусков и отладок технологических процессов у заказчиков выполняем за год.

Мир непредсказуем, но — надежно. Мы отвечаем не только за качество всех материалов, которые предлагаем. Не только за сроки поставки и уровень технической поддержки. Но и за качество отношений, которые у нас с вами при этом складываются. Из 5,00 средняя оценка удовлетворенности наших клиентов за последние 3 года. Лет срок сотрудничества со многими постоянными клиентами. Клиентов с нами уже более 5 лет.

По щучьему велению вряд ли, но поставим. Потому что нам важно, чтобы у вас все было так, как вам нужно. Согласование договоров с нашими клиентами за последние 3 года. Договоров мы подписываем и реализуем ежегодно. Четкое соблюдение требований ФЗ 275, ФЗ 223, ФЗ 44.

Олово-висмутовые сплавы для низкотемпературных процессов
Основными материалами, которые могут быть использованы при низкотемпературных процессах, являются сплавы олово-висмут (Sn58Bi) и олово-висмут-серебро (Sn57–57,6Bi0,4–1Ag), с температурой плавления +138°С, которые будут иметь максимальную температуру термопрофиля около +180 °С. При использовании низкотемпературных оловянно-висмутовых паяльных паст также снижается потребление энергии, если сравнивать их с паяльными пастами на основе Sn3Ag0,5Cu.
Линейка бессвинцовых припойных паст
В данной статье рассмотрим линейку бессвинцовых припойных паст производства АО НИТИ АВАНГАРД.
| Марка припойной пасты | Размер частиц порошка, мкм | Характеристика флюса |
|---|---|---|
| ПП-42-3-90КН0 | От 25 до 45 | Канифольный некоррозионный слабоактивированный водонесмываемый |
| ПП-42-4-90КН0 | От 20 до 38 | |
| ПП-42-3-90КН1 | От 25 до 45 | Канифольный некоррозионный с малым содержанием галогенов, водонесмываемый |
| ПП-42-4-90КН1 | От 20 до 38 |
Паяльные пасты в составе которых свинец заменен на висмут называются низкотемпературными бессвинцовыми паяльными пастами.
Преимущества и особенности висмута
Что такое висмут? Это — Химический элемент 15-й группы шестого периода периодической системы химических элементов Д. И. Менделеева; имеет атомный номер 83. Обозначается символом Bi. Простое вещество представляет собой при нормальных условиях блестящий серебристый с розоватым оттенком металл. Висмут входит в категорию тяжелых металлов и обладает умеренной токсичностью в сравнении с тем же свинцом, который близок ему по свойствам.
Переход к низкотемпературной бессвинцовой технологии
В настоящее время существуют три основные причины перехода к низкотемпературной бессвинцовой технологии:
- Увеличение срока службы припойных соединений.
- Снижение температуры пайки для защиты компонентов.
- Уменьшение интерметаллических образований в пайках.
Процесс использования низкотемпературных паст
Предприятиям, переходящим на низкотемпературную бессвинцовую технологию необходимо понимать, что при оплавлении этой припойной пасты потребуется более низкая температура пайки. Низкие температуры позволяют уменьшить нагрузки, которым подвергаются печатные платы и установленные на них компоненты, а также уход от высоких температур помогает уменьшить интерметаллические образования в паяных соединениях.
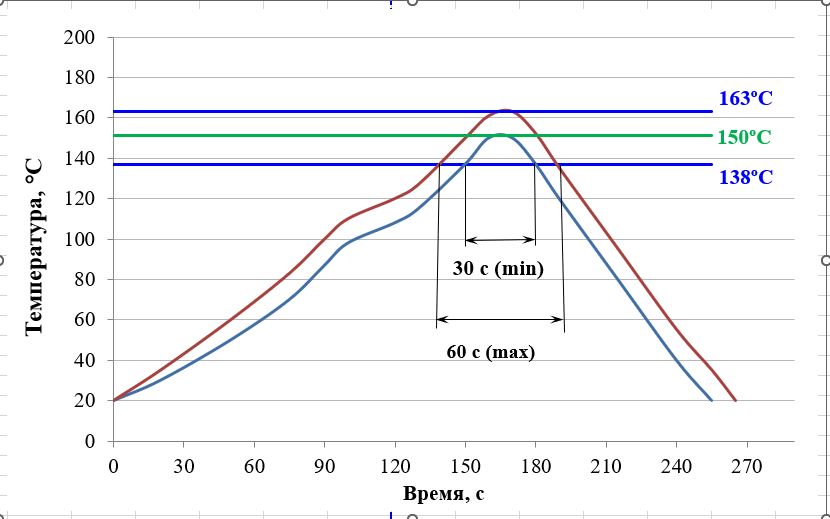
Рисунок 1 – Температурно-временной профиль оплавления пасты олово-висмут.
Оптимальный профиль может отличаться от рекомендованного из-за типа печи, типа сборочной линии, или других переменных процесса.
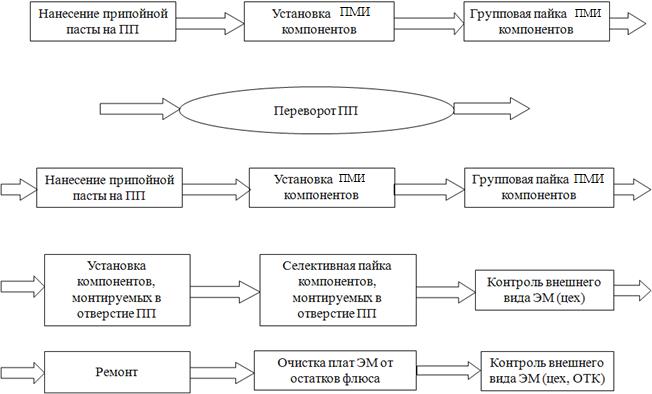
Рисунок 2 – Типовая структурная схема технологического процесса изготовления электронных модулей сложного смешанного монтажа
Предприятие АО «НИТИ «АВАНГАРД» предлагает применения низкотемпературные бессвинцовые припойные пасты марки ПП-42-3(4)-90(89)КН0(1), которая изготовлена из высокочистого сплава и является легкоплавкой бессвинцовой и низкотемпературной паяльной пастой с содержанием висмута, за счет которого улучшается легкоплавкость паяльной пасты.
Припойная паста на основе сплава олова-висмут является однородной смесью паяльного порошка, шарики припоя изготовлены только из припоя наивысшей чистоты.
«НИТИ «АВАНГАРД» уделяет огромное внимание при изготовлении паяльной пасты на минимальное количество окислов и высокую сферичность шариков припоя.
Припойные пасты марки ПП-42-3(4)-90(89)КН0(1) предназначены для сборки электронных устройств в том числе и оборонной промышленности при условии выполнения ступенчатой пайки. В случае гражданского применения паст марки ПП-42-3(4)-90(89)КН0(1) они не требуеют отмывки, обладают хорошей активностью и оставляют после пайки минимальное количество остатков флюса, который не является коррозионным.
Припойные пасты марки ПП-42-3(4)-90(89)КН0(1) разработаны специально для обеспечения качественной пайки до температуры 170°С и полностью соответствует требованиям бессвинцовой низкотемпературной технологии.
Характеристика припойных паст представлена в таблице 2.
Таблица 2 – Характеристика припойных паст марок ПП-42-3(4)-90(89)КН0(1)
Доля флюса (% от массы) От 8 до 10%
Удаление остатков флюса Безотмывная (возможна отмывка при необходимости)
Пик оплавления 138 °С
Срок жизни на трафарете До 10 часов
Срок жизни после вскрытия упаковки 30 дней и более*
Отмывочная жидкость ОЖ 21А, ОЖ-27А
Тип оплавления конвекционный
Вязкость Печать, дозатор
Проникающая коррозия после пайки на медном купоне отсутствие
Кислотное число, мг/г КОН не менее 38
Поверхностное сопротивление изоляции (SIR), МОм ≥100
Электрохимическая миграция (ЕСМ) Тест пройден
*при условии правильного хранения
Припойные пасты марки ПП-42-3(4)-90(89)КН0(1) (рис 3,4) полностью прошли все указанные испытания, являются высокотехнологичными, современными и наиболее рентабельными припойными пастами. Они прекрасно подходят для применения в технологии поверхностного монтажа, для пайки светодиодных изделий и компонентов, не выдерживающих высокие температуры, а также при изготовлении высокоточных плат поверхностного монтажа широкого диапазона процесса.

Преимущества линейки припойных паст марки ПП-42-3(4)-90(89)КН0(1):
Припойные пасты марки ПП-42-3(4)-90(89)КН0(1) предназначены для эксплуатации изделий в районах с умеренным и холодным климатом с категорией размещения 1 (на открытом воздухе).
Данные припойные пасты применяют уже многие отечественные предприятия после проведения испытаний, результаты которых показали, что паяльная паста обладает низкой температурой плавления и высокими прочностными характеристиками соединения, а так же устойчива к появлению трещин при термических нагрузках.
Линейка припойных паст марок ПП-42-3(4)-90(89)КН0(1) выгодно отличается от других низкотемпературных паст тем, что не проседает не только при комнатной температуре, но и на фазе предварительного разогрева, таким образом, она превосходно подходит для всех процессов оплавления, где используется мелкий и сверхмелкий шаг.
В завершение подчеркнем, что линейка бессвинцовых низкотемпературных припойных паст ПП-42-3(4)-90(89)КН0(1) на основе сплава олово-висмут обладают отличной паяемостью, оставляют минимальное количество остатков после пайки, разработана специально для обеспечения качественной пайки при температуре ниже необходимой для пайки припоями олово-свинец. Паста полностью соответствует требованиям бессвинцовой технологии, а флюс создан специально с низкой точкой активации. Паяльная паста поставляется в банках по 500 и 250 гр. в шприцах по 105 и 38 гр.
Припойные пасты производства АО «НИТИ «АВАНГАРД» помогают решать сложные задачи при низкотемпературной пайке и гарантируют надежный результат.
В данной статье рассмотрено актуальное оборудование, используемое в технологии поверхностного монтажа, и дана оценка критериев его выбора. В частности, представлены некоторые готовые решения от компании I.C.T. (ETA -наименование комании до ребрендинга) – одного из ведущих поставщиков и производителей SMT-оборудования. Компания I.C.T. предоставляет заказчикам богатый выбор монтажного оборудования от мировых производителей, при этом сохраняя за собой ответственность за совместимость каждой единицы линии и организацию контроля качества процесса. Инженеры I.C.T. произвели запуск и наладили далеко не одно производство.
Начнем с краткого описания самой технологии. Поверхностный монтаж представляет собой наиболее популярную в мире на сегодняшний день технологию производства электронных изделий на печатных платах.
Технология состоит из трёх базовых технологических процессов:
Каждый из трех вышеперечисленных процессов можно выполнить по-разному и с разной степенью автоматизации, что, очевидно, влияет на тип оборудования. К примеру, наносить паяльную пасту вы можете методом ручного или автоматического дозирования, трафаретной печати, каплеструйной печати. Каждый из методов требует разных вложений и предоставляет пользователю разную производительность и точность.
То же самое касается остальных процессов:
Конечно, при подборе оборудования следует отталкиваться от целей и задач вашего производства. Если вы решили организовать участок поверхностного монтажа «с нуля», то наверняка либо посчитали заказ изделий у контрактных производителей нерентабельным, либо считаете оборудование хорошим активом на будущее.
И то и другое будет верно, если грамотно рассчитать ресурсы и оценить перспективы на размещение заказов по монтажу плат у вас. В таком случае, мы рекомендуем обратить особое внимание на следующие вещи: сложность продукта (изделия на печатной плате), срок окупаемости оборудования, ремонтопригодность и послепродажное обслуживание.
Первоочередная проработка и подбор оборудования, состоят в оценке точности, производительности и прочих технических параметров требуемого оборудования. Прежде всего следует определиться с размерами минимального и максимального компонентов, которые вы будете устанавливать на плату, количеством типономиналов, общим количеством компонентов на плате, габаритами самой платы, и, конечно, серийностью производства. Также следует обратить внимание на наличие компонентов, критичных с точки зрения установки (близость к краям платы, разъемы, наличие многовыводных микросхем и прочие особенности).
Собранные данные значительно упростят процесс подбора оборудования – минимальный и максимальный размер контактной площадки на плате, а также их количество, повлияют на выбор технологии нанесения паяльной пасты; габариты платы и наличие/количество крупных компонентов повлияют на теплоемкость изделия, и соответственно подскажут приемлемую технологию пайки. Серийность производства и совокупность перечисленных параметров изделий повлияют на выбор всего монтажного оборудования в целом.
Из вышесказанного следует, что организовать производство электроники, или, как минимум, участок поверхностного монтажа, довольно сложно. Однако существуют готовые комплекты оборудования, равнозначного по производительности и максимально совместимые друг с другом. Это могут быть как линии поверхностного монтажа, так и комплекты отдельно стоящих установок, собранные профессионалами отрасли. Если цели и задачи вашего производства однозначно определены, а также определен пул заказов на ближайшее время, то готовые решения существенно упростят процесс подбора оборудования.
Предлагаю рассмотреть несколько готовых решений от нашего постоянного и эксклюзивного партнера – компании I.C.T., для разных производств. Рассматриваемые решения составлены на основе наиболее популярных технологий:
Применение технологий каплеструйной печати и высокоскоростного дозирования, пайка в вакууме или парофой фазе требуют отдельного внимания.
Начнем с мелкосерийного и опытного производства несложных изделий, коими могут быть печатные платы управления бытовой техникой, промышленными контроллерами, систем оповещения и прочих устройств, преимущественно гражданского применения.
На рис. 1 представлена простая линия на базе полуавтоматического принтера, установщика компонентов начального уровня и бюджетной конвекционной печи с 4-6 зонами нагрева. Все перечисленное оборудование производится в Китае.

Оборудование составлено в линию, между принтером и установщиком, и между установщиком и печью установлены соединительные конвейерные модули. Загрузка печатных плат в рабочую зону принтера осуществляется вручную, как и выгрузка после оплавления. Такое решение оптимально в случае монтажа однотипных изделий на постоянной основе. Однако на уровне мелкосерийного, и, особенно, опытного производства, важно оценить необходимость приобретения трафаретного принтера и автоматического установщика в принципе, поскольку при частой смене изделий придется заказывать отдельный трафарет и писать новую программу монтажа на автомате-установщике. Поэтому, иногда проще пожертвовать производительностью и обойтись манипулятором или полуавтоматом, оснащенным дозатором материалов из шприца и вакуумными захватами компонентов, например такого вида как на рис. 2 если оценивать производительность приведенных комплектов/линий в компонентах в час, то она может составлять до 10 тысяч компонентов в час (при использовании автоматического установщика китайского производства) и до одной тысячи компонентов в час с использованием ручного манипулятора или полуавтомата. Нередко производители используют оборудование далеко не на 100%: к примеру, имея в цеху высокопроизводительный высокоточный автомат поверхностного монтажа, все равно отдают небольшие партии печатных плат монтажникам РЭА на ручную сборку, поскольку знают, что подготовка к автоматическому монтажу (написание программы, подготовка номенклатуры, зарядка питателей) займет больше времени, чем ручной монтаж. Однако любой автоматический процесс всегда обладает большей повторяемостью и более высоким качеством продукта, к этому мы призываем стремиться наших заказчиков. Обращаясь за подбором оборудования к профессионалам вы сможете избежать простоя станков, поскольку вам будет предложено решение, максимально подходящее под ваши задачи.

Линия поверхностного монтажа для мелко- и среднесерийного производства уже не представляется без полностью автоматического перемещения печатных плат по линии. На рис. 3 – автоматическая линия поверхностного монтажа с конвейерным оборудованием для загрузки, перемещения и разгрузки печатных плат, полноценным автоматом трафаретной печати и южнокорейским автоматом поверхностного монтажа от известного бренда. Данное решение может быть использовано как для собственного, так и для контрактного производства. Производительность такой линии, как и любой другой, определяется правилом «бутылочного горлышка», то есть она соответствует производительности самой медленной единицы в линии. Как правило, это автомат поверхностного монтажа, но все зависит от насыщенности платы. К примеру, имея один установщик топ-класса японского или южнокорейского производства, вы достигнете производительности около 20 тысяч компонентов в час. Если этого мало, можно установить в линию 2 и более автоматов, производительность линии возрастет пропорционально (при условии, что она не будет ограничена менее производительными единицами линии, например автоматической оптической инспекцией). Преимущество приобретения готового решения в данном случае заключается в единовременном техобслуживании, гарантии на линию целиком, отработанному процессу пусконаладочных работ и обучения персонала заказчика. На данной линии вы сможете производить монтаж сложных и насыщенных печатных плат за счет того, что технология трафаретной печати позволяет наносить пасту на насыщенные печатные платы с мелкими и частыми апертурами с высокой скоростью, класс автомата поверхностного монтажа позволяет производитель монтаж с заданной точностью, а конвекционная печь имеет 8 и более зон пайки для работы в условиях средней серии.

Решение для средне- и крупносерийных производств с высокими требованиями к автоматизации и отслеживаемости процесса представлено на рис. 4. Производительность линии может достигать свыше 100 тысяч компонентов в час, а контроль заключается в инспекции каждого технологического процесса по очереди – после нанесения паяльной пасты, после установки компонентов и после пайки оплавлением. В лини установлены 2 и более автоматов поверхностного монтажа, используемые для установки разных компонентов – один из автоматов настраивается для сверхскоростного монтажа наиболее распространенных SMD-чипов, последующие для более крупных и редких компонентов. Возможно оснащение разнообразным конвейерным оборудованием, позволяющим расширить возможности и повысить гибкость линии: соединительные модули с механической очисткой печатной платы на входе, соединительные и инспекционные конвейеры с подсветкой и функцией остановки для визуального осмотра, телескопические конвейеры (или «конвейеры-мосты») для прохода оператора сквозь линию, поворотные модули, буферные модули для регулирования скорости подачи плат в установки инспекции, охлаждающие конвейерные модули после конвекционной печи, а также многофункциональные загрузчики печатных плат и разгрузчики с функциями сортировки и отбраковки (NG/OK). Для контрактных производителей с высокими объемами также важна гибкость линии, иными словами возможность быстрой переналадки на другой тип изделия, что влечет за собой изменения в номенклатуре и необходимость быстрой перезарядки питателей. Для решения этой задачи многие современные установщики обладают сменными базами на колесиках, что позволяет оператору менять не по одному питателю, а установить целый блок сразу, предварительно заряженный нужной номенклатурой.

Суть готовых решения заключается в простоте подбора для заказчика, мы с радостью окажем вам поддержку в этом вопросе. Но я хотел бы еще раз отметить, что приобретение готового решения невозможно без предварительного обсуждения задач, сбора информации относительно текущего продукта и прогноза будущих заказов. Приобретение и запуск первой автоматической монтажной линии на вашем производстве обязательно будет сопровождаться множеством вопросов относительно программирования, работы, технических аспектов и многого другого. Современные задачи требуют современных решений, поэтому, на пусконаладочные работы линии со стороны поставщика отводится не менее 7-10 дней, после чего операторам заказчика предоставляют контакт сервисного инженера в любых удобных мессенджерах и оставляют право задавать вопросы и консультироваться столько, сколько потребуется для полного изучения продукта.
Компания I.C.T. не бросает заказчиков на полпути и доводит процесс организации производства до конца, чему есть множество подтверждений со всего мира, в том числе и в России.
Для получения референса можете обратиться к официальному дистрибьютеру ETA в России – компании ООО НПП «Универсал Прибор». В настоящее время Китай остается одним из ключевых партнеров в вопросах снабжения российской промышленности оборудованием и прочим оснащением. Многие коммерческие заказчики имеют опыт приобретения товаров в Китае напрямую, свои налаженные логистические маршруты. Для таких компания у нас есть особое предложение – работа в формате прямой закупки у производителя I.C.T. с возможностью получения гарантии, сервисного обслуживания и услуг по пусконаладке от российского юридического лица – компании дистрибьютера. Помимо этого, мы всегда рады предложить стандартную форму сотрудничества Производитель – Дистрибьютер – Заказчик.
Вязкость
Вязкость определяет способность пасты удержать установленный компонент и спозиционировать его при пайке. Особенно важна вязкость пасты при монтаже высоких компонентов и компонентов с нестандартной геометрией корпуса. Со временем вязкость пасты изменяется. Для ее определения проводится тестирование в течение определенного времени (до 24 ч, рис. 2). Теоретически отпечатки паяльной пасты после ее нанесения и отделения трафарета должны иметь вертикальные ровные края (стороны) и сохранять свою форму до момента монтажа компонентов. В реальности любая паста обладает осадкой, из-за которой стороны отпечатков оплывают и меняют геометрию. Осадка любой пасты должна быть минимальной, чтобы исключить возможность образования перемычек пасты между контактными площадками, провод-никами или элементами разводки, которые в дальнейшем приведут к коротким замыканиям в схеме.

Рис. 2. Изменение вязкости пасты с течением времени
Осадка проверяется на паяльной пасте, нанесенной через специальный трафарет на печатную плату со сплошным меднением. Апертуры трафарета увеличиваются от малых к большим в разных направлениях. При этом осадка оценивается при двух внешних условиях — при комнатной температуре и при повышенной температуре в +80 °C. Спустя 20 мин после печати проводится проверка на наличие перемычек между отпечатками.
Более подробно порядок проведения оценки вязкости описан в стандарте IPC-TM‑650 (часть 2.4.34.4) «Методы определения вязкости пастообразного флюса». Для оценки осадки используется IPC-TM‑650 (часть 2.4.35) «Руководство по испытательным методам. Паяльная паста — определение осадки». Иллюстрация данного теста приведена на рис. 3.

Рис. 3. Тест на осадку. Приемлемо для паст:а) оловянно-свинцовых;б) типа А;в) типа E
Влияние паяльной пасты на установку и положение компонента
Паяльная паста является связующим элементом, обеспечивающим электрический и механический контакт между печатной платой и поверхностно-монтируемым компонентом. Важными влияющими факторами для обеспечения данного контакта являются качественная печать, контролируемый процесс пайки и качество паяльной пасты, процесс установки компонента. После нанесения пасты на контактных площадках платы остается отпечаток, имеющий определенную геометрию и объем. Именно этот объем пасты и обеспечивает качество пайки. После нанесения пасты на контактные площадки требуется установить компонент, затем плата будет транспортирована в печь и паста оплавлена. Вязкость, осадка и тиксотропность — ключевые параметры, обеспечивающие стабильность паяльной пасты до этапа монтажа компонентов.
В идеале монтаж компонентов должен выполняться сразу после нанесения пасты, без задержек. В реальности на производстве между нанесением пасты и монтажом компонентов существует временной интервал, который может быть вызван, к примеру:
В ходе пайки, за счет сил поверхностного натяжения, паяльная паста может приводить как к «центрированию» компонента, так и к образованию дефектов типа «надгробный камень». Впрочем, при образовании дефектов паста — лишь необходимое условие для его формирования, основными причинами могут являться:
Но при всех этих причинах именно поведение паяльной пасты определяет формирование будущего дефекта.
Тиксотропность
Этот параметр определяется специальными веществами, поддерживающими требуемый уровень вязкости. Как сказано выше, со временем от момента нанесения (выкладки) пасты на трафарет вязкость паяльной пасты изменяется. После окончания движения ракеля паста начинает растекаться за счет уменьшения вязкости. Для стабильности формы отпечатка и уменьшения растекания и осадки и контролируется уровень тиксотропности, который в свою очередь влияет на указанные параметры.
Оплавление
Чаще всего в результате оплавления должен образоваться надежный электрический и механический контакт между медью (Cu, с финишными покрытиями) печатной платы и оловом (Sn, опять же, с покрытием, и, возможно, не чистым, а в составе сплава) — рис. 4. В технологии поверхностного монтажа оплавление — один из самых ответственных этапов технологического процесса. Наиболее распространено оплавление за счет конвекционного нагрева, но есть и альтернатива, такая как парофазная пайка. Однако для ряда изделий до сих пор применяется пайка волной, ее улучшенная реализация — селективная пайка, позволяющая производить пайку выводных компонентов (чаще всего разъемов) на плате с компонентами для поверхностного монтажа. Есть и более узкоспециализированные методы пайки — инфракрасным нагревом, лазером. Суть процесса заключается в том, что нанесенной на печатную плату паяльной пасте требуется образовать соединение между компонентом и печатной платой за счет нагрева всей системы (или конкретных точек пайки).

Рис. 4. Интерметаллическое соединение на границе металлизация печатной платы — припой — металлизация компонента
Как уже было сказано, паяльная паста представляет собой смесь из металлического порошка и флюса. Флюс, в свою очередь, также может содержать несколько составляющих, влияющих на формирование паяного соединения. Формирование подобного паяного соединения следует строго контролировать. Это касается не только нагрева, но и охлаждения пайки. Общая последовательность этапов нагрева и охлаждения называется температурным профилем оплавления. Каждая стадия пайки имеет свой градиент скорости нагрева или охлаждения. Для оптимальной пайки каждый припой и каждая паяльная паста имеет свой рекомендованный температурный профиль оплавления. Для большинства изделий (плат) температурные профили является оригинальным. К примеру, температурный профиль для материнской платы компьютера и платы для мобильного телефона будут различаться между собой. Кроме того, важными условиями процесса являются такие аспекты, как односторонний или двусторонний монтаж, выполнение пайки в среде инертного газа (азота). Все это оказывает влияние на технологическое окно температурного профиля, по которому в реальности будет проводиться оплавление.
Именно поэтому для любой паяльной пасты представлен диапазон (окно) температурного профиля, в пределах которого может проводиться пайка именно данной пастой (рис. 5). У любого температурного профиля (рис. 6) есть ряд характерных зон, таких как:

Рис. 5. Технологическое окно температурного профиля паяльной пасты

Рис. 6. Порошок 3 го типа для припоя SAC
Паяльная паста — сложная, хоть и двухкомпонентная смесь, обладающая рядом характеристик, чрезвычайно важных для формирования качественного надежного паяного соединения. Технологические процессы нанесения пасты, монтажа компонентов и пайки — своего рода искусство, поскольку каждый является многофакторным процессом, умение управлять которым приходит далеко не сразу. И только личный опыт сможет гарантировать конечное качество пайки.



