

Соединение пайкой и склеиванием
Соединения пайкой. При пайке детали соединяются посредством расплавленного присадочного материала (металла или сплава), называемого припоем. При пайке основной материал не расплавляется как при сварке, так как припой имеет более низкую температуру плавления. Нагрев припоя и детали осуществляют паяльником, газовой горелкой, токами высокой частоты и др.
Пайкой соединяют детали из стали, чугуна, цветных металлов и сплавов, стекла и других материалов. В отличие от сварки пайкой можно соединять детали из разнородных материалов: стальные – с алюминиевыми, стеклянными, резиновыми.
Пайка находит широкое применение в приборостроении, электротехнике, радиотехнике. В настоящее время пайку широко применяют в авиастроении. Наблюдается тенденция перехода от клепаной алюминиевой обшивки к обшивке из тонких стальных листов с сотовым промежуточным заполнением. Эту обшивку изготовляют в виде панелей, паяных в термических печах (рис. 5.10).

Рис. 5.10. Паяные панели
Паяные соединения используют также в случае, когда сварка недопустима из-за возможного прожога деталей.
Недостаток паяных соединений – меньшая механическая и термическая прочность по сравнению со сварными соединениями.
Используют припои легкоплавкие (мягкие) с температурой плавления tпл < 300° C и тугоплавкие (твердые) с tпл > 500° C.
Наиболее распространенные мягкие припои (ПОС30, ПОС40, ПОС61 и др., ГОСТ 21930-76) получают на основе олова или свинца. Отличаются незначительными твердостью и прочностью, но допускают пайку большинства металлов и поэтому широко используются для соединения малонагруженных деталей (радиосхем, герметических соединений).
Твердые припои на основе серебра, меди, цинка (ПСр40, ПСр72, ПН25) обладают достаточно высокой прочностью и термостойкостью. В некоторых случаях швы, паянные твердыми припоями, не уступают по прочности основному металлу.
Для растворения и удаления окисных пленок, а также в целях защиты паяного шва от окисления применяют специальные химические вещества – флюсы. Они подразделяются на кислотные (бура, хлористый цинк и др.) и бескислотные (канифоль, нашатырный спирт). Кислотные флюсы вызывают коррозию металлов, поэтому детали после пайки тщательно промывают.
Пайкой выполняют соединение листов встык (рис. 5.11, а) и внахлестку (рис. 5.11, б), соединение труб (рис. 5.11, в). Для проникания припоя между деталями оставляют зазор (0,05-0,15 мм).


Рис. 5.11. Соединения пайкой
Расчет прочности паяных соединений аналогичен расчету сварных. Для стыковых соединений
σ = F/(δb) ≤ [σ’], (5.5)
для нахлесточных соединений
τ = F/(bl) ≤ [τ’], (5.6)
где [σ’] и [τ’] – допускаемые напряжения в паяном шве.
При соединении стальных деталей прочность материала деталей обычно больше прочности материала шва. В подобных случаях условие равнопрочности можно обеспечить только для нахлесточных соединений. Значение нахлестки по условию равнопрочности (см. рис. 5.11, б)
l = [σ]δ / [τ’], (5.7)
где [σ] – допускаемое напряжение для материала деталей.
Соединение склеиванием. Склеивание – один из наиболее прогрессивных методов соединения деталей, получивший в последнее время широкое распространение после того, как были разработаны высокопрочные, термо- и водостойкие клеи, создано технологическое оборудование и проведены всесторонние исследования свойства клеевых соединений.
Имеются клеевые составы с избирательной адгезией к каким-либо определенным материалам – это специальные клеи (например, резиновые); с высокой адгезией к различным материалам (например, к металлам, керамике, дереву, пластмассам и др.) – это универсальные клеи.
В процессе склеивания выполняют ряд последовательных операций: подготовку поверхностей деталей, нанесение клея, сборку соединения, выдержку при соответствующих давлении и температуре. Подготовка поверхностей обычно заключается в их взаимной подгонке, образовании шероховатости путем зачистки наждачной шкуркой или пескоструйным аппаратом, удалении пыли и обезжиривании с помощью органических растворителей. Шероховатость увеличивает поверхность склеивания. Сравнительно длительная выдержка, необходимая для полимеризации, является одним из недостатков клеевых соединений.
Прочность клеевого соединения в значительной степени зависит от толщины слоя клея. Рекомендуемые значения 0,05…0,15 мм. Толщина слоя клея зависит от его вязкости и давления при склеивании. Клеевые соединения лучше работают на сдвиг, хуже на отрыв. Поэтому предпочтительны нахлесточные соединения. Для повышения прочности применяют комбинацию клеевого соединения с резьбовым, сварным или заклепочным.
В авиастроении склеивание применяют для соединения листов обшивки самолетов и вертолетов с элементами жесткости (стрингерами, нервюрами и др.), при изготовлении лопастей вертолетов, элеронов, рулей, закрылков, щитков, крышек люков, панелей полов.
Расчеты на прочность производят по тем же формулам, что и для паяных соединений. Качество клеевого соединения характеризуется не только его прочностью, но также водостойкостью, теплостойкостью и другими показателями.
Заклепочные соединения
Заклепочное соединение – неразъемное. В большинстве случаев его применяют для соединения листов и фасонных прокатных профилей. В авиастроении заклепочные соединения являются одним из основных видов соединений деталей планера самолета и фюзеляжа вертолета. Процесс клепки механизирован, для замыкания заклепок широко применяются автоматические прессы.
При расклепывании вследствие пластических деформаций образуется замыкающая головка, а стержень заклепки заполняет зазор в отверстии. Силы, вызванные упругими деформациями деталей и стержня заклепки, стягивают детали.
Типы заклепок. Виды соединений. В авиастроении применяют в основном заклепки (рис. 5.4) из алюминиевых сплавов Д18П, В65 диаметром от 2 до 10 мм.

Рис. 5.4. Типы заклепок
В самолетостроении наиболее распространены соединения внахлестку (рис. 5.5, а) и стрингерные (рис. 5.5, г). Там, где по условиям аэродинамики нельзя использовать соединения внахлестку или встык с двумя накладками (рис. 5.5, в), приходится применять обладающие меньшей прочностью соединения встык с одной накладкой (рис. 5.5, б).

Рис. 5.5. Виды соединений
Для образования замыкающих головок заклепок применяют в основном прессование, которое обеспечивает большую прочность и однородность соединения при значительно меньшей трудоемкости по сравнению с ударной клепкой. В тех случаях, когда прессование применять нельзя, используют ручную клепку пневматическим инструментом, а для трубчатых заклепок – раскатывание. Замыкающую головку по возможности располагают со стороны более прочной детали
Резьбовые соединения
Резьбовыми называют соединения деталей с помощью резьбы. Они являются наиболее распространенным видом разъемных соединений. Резьбу имеют свыше 60 % деталей, применяемых в авиадвигателе. В конструкцию планера входит также большое число резьбовых деталей (например, при сборке планера тяжелого магистрального самолета используется свыше 150 тыс. болтов и винтов).
Резьба (рис. 5.12) – выступы, образованные на основной поверхности винтов и гаек и расположенные по винтовой линии.

Рис. 5.12. Резьбовое соединение
По форме основной поверхности различают цилиндрические и конические резьбы. Наиболее распространена цилиндрическая резьба. Коническую резьбу применяют для плотных соединений труб, масленок, пробок и т.п.
По профилю резьбыразличают треугольные, прямоугольные, трапецеидальные, круглые и другие резьбы (рис. 5.13).
По направлениювинтовой линии различают правую и левую резьбы. У правой резьбы винтовая линия идет слева направо и вверх, у левой – справа налево и вверх. Наиболее распространена правая резьба.
По числу заходов – однозаходная и многозаходная резьбы. Наиболее распространена однозаходная резьба.
Резьбу получают (формируют) методом резания, накатыванием (обработкой давлением), литьем и прессованием (композиционных материалов, порошков).

Основные геометрические параметры цилиндрических резьб включают: наружный d, средний d2 и внутренний d1 диаметры резьбы, шаг резьбы р, угол профиля α и число заходов n.
Метрическая резьба – основной вид резьбы крепежных деталей с углом профиля α = 60°. Она бывает с крупным и мелким шагом. Чаще всего выполняют наиболее износостойкую и технологичную резьбу с крупным шагом. Резьбы с мелким шагом характерны для тонкостенных изделий.


 Трубные резьбы (цилиндрическая и коническая) служат для соединения труб и арматуры.
Трубные резьбы (цилиндрическая и коническая) служат для соединения труб и арматуры.
Трапецеидальная резьба технологична, отличается высокой прочностью витков и является основной для винтовых механизмов.
Упорная резьба имеет несимметричный профиль витков и выполняется на винтах, воспринимающих значительную одностороннюю нагрузку.
Прямоугольная резьба сложна в изготовлении и применяется редко.
Геометрические параметры резьб (кроме прямоугольной) и их допуски стандартизованы.
Материалы для изготовления крепежных деталей. Стандартные крепежные изделия изготавливают из мало- и среднеуглеродистых сталей Ст3кп, Ст5, 10, 15, 20, 30, 45 и др. Для ответственных конструкций (при ударных нагрузках, высоких температурах) применяют легированные стали 40Х, 38ХА, 30ХГСА, 35ХГСА, 40ХНМА. Для повышения прочности и коррозионной стойкости крепежные детали подвергают механическому упрочнению или термической обработке.
Механические характеристики материалов крепежных деталей нормированы ГОСТ. Для стальных болтов, винтов и шпилек предусмотрено 12 (3.6, 4.6, 4.8, …, 14.9), а для гаек – 7 классов прочности и соответствующие им марки сталей. Первое число в обозначении болтов, винтов и шпилек, умноженное на 100, равно минимальному значению предела прочности стали в МПа; произведение чисел, разделенных точкой, умноженное на 10, определяет предел ее текучести. Например, для болта класса 4.6 σвmin = 4·100 = 400 МПа, σТ = 4·6·10 = 240 МПа. Такие механические характеристики обеспечивает сталь 20. Гайки изготавливают, как правило, из стали Ст3.
Условные обозначения пайки и склеивания — киберпедия
Если швы выполняются припоями или клеями (табл. 2.3.5) различных марок, то швам, выполняемым одним и тем же материалом, присваивают один порядковый номер. В технических требованиях выполняется надпись: «ПОС 40 ГОСТ 21931-76 (№1), ПМЦ 36 ГОСТ…(№ 2), клей БФ-2 ГОСТ 12172-74 (№ 3)» и т.д. Оловянный стандартный припой имеет обозначения «40», «50» и «60», которые указывают процентное содержание олова в этих мягких припоях. Соответственно температура их плавления составляет 235, 210 и 190° С, понижаясь с возрастанием доли олова.
В соединениях, получаемых пайкой и склеиванием, место соединения элементов следует изображать сплошной линией толщиной 2s (рис.2.3.7).

Рис. 2.3.7. Соединение «внахлёст»
Для обозначения паяного и клеёного соединения следует применять условный знак, который наносят на линии-выноске сплошной основной линией:
 – для пайки (рис.2.3.8);
– для пайки (рис.2.3.8);
 – для склеивания (рис. 2.3.9).
– для склеивания (рис. 2.3.9).

Рис. 2.3.8

Рис. 2.3.9
Швы, ограниченные определенным участком, следует обозначать, как показано на (рис.2.3.12).

Рис. 2.3.10


Рис. 2.3.11 Рис. 2.3.12
Таблица 2.3.6
Припои
| Наименование и марка припоя | Металлы, подвергаемые пайке | Назначение припоя |
| Тугоплавкие | Медно-цинковые | ПМЦ 36 | Латунь, медь | Для соединений, не подвергающихся ударам, вибрации и изгибу |
| ПМЦ 48 | Латунь, медь и медные сплавы | |||
| ПМЦ 54 | Сталь, медь, бронза | |||
| Серебряные | ПСр 45 | Латунь, медь, хромистые и нержавеющие стали | Для пайки деталей, подвергающихся ударам и вибрации | |
| ПСр 25 | Сталь, медь и медные сплавы | |||
| Легкоплавкие | Оловянно-свинцовые | ПОС 90 | Латунь, медь | Для пайки медицинской аппаратуры и пищевой посуды |
| ПОС 30 | Латунь, медь | Для пайки и лужения различных деталей | ||
| ПОС 18 | Сталь оцинкованная, свинец, медь и ее сплавы | Для пайки и лужения различных деталей |
На изображении паяного соединения при необходимости следует указывать размеры шва и обозначение шероховатости поверхности.
Швы, выполняемые по замкнутой линии, следует обозначать окружностью диаметром от 3 до 5 мм, выполняемой тонкой линией (рис.2.3.10, 2.3.11, 2.3.13).
Обозначение припоя или клея (клеящего вещества) по соответствующему стандарту или техническим условиям следует приводить в технических требованиях чертежа записью «ПОС 40 ГОСТ…» или «Клей БФ-2 ГОСТ…».
При необходимости в том же пункте технических требований следует приводить требования к качеству шва. Ссылку на номер пункта следует помещать на полке линии-выноски, проведенной от изображения шва.

Рис. 2.3.13
При выполнении швов припоями или клеями различных марок всем швам, выполняемым одним и тем же материалом, следует присваивать один порядковый номер, который следует наносить на линии-выноске. При этом в технических требованиях материал следует указывать записью:
ПОС 4 ГОСТ… (№ 1), ПМЦ 36 ГОСТ… (№ 2), клей БФ-2 ГОСТ… (№ 3)
СОЕДИНЕНИЯ, ПОЛУЧАЕМЫЕ ПРИ ПОМОЩИ
МЕТАЛЛИЧЕСКИХ СКОБОК
Соединение, получаемое при помощи металлических скобок, следует обозначать условным знаком, выполненным сплошной основной линией и нанесенным на линии-выноске:
 – для соединений, выполняемых внахлёстку;
– для соединений, выполняемых внахлёстку;
 – для угловых соединений.
– для угловых соединений.
Линия-выноска подводится к соединению со стороны расположения скобок.
При изображении ряда металлических скобок следует изображать только крайние скобки, соединяемые между собой сплошной тонкой линией. Дополнительные сведения, характеризующие соединение, например, параметры скобки и расстояние между ними, при необходимости, следует приводить в технических требованиях чертежа.

Рис. 2.3.14. Условное изображение швов сшивания
Если соединение образуется несколькими рядами скобок, то на чертеже следует изобразить один ряд, расположенный ближе к краю, а на полке линии-выноски указать количество рядов и расстояние между ними.
Примеры изображения и обозначения соединений, выполненных при помощи металлических скобок, приведены в табл.2.3.7.


Рис 2.3.15. Инструменты для паяния: канифоль и паяльник
Таблица 2.3.7
2.4. Контрольные вопросы
1. Какими параметрами характеризуется резьба?
2. В чем сходство и различие между метрической и трубной (дюймовой) резьбой?
3. Охарактеризуйте изделие:
«Болт М20х70.109х35Х.016 ГОСТ 7798-70» .
4. Охарактеризуйте изделие:
«Гайка М12-6Н.5 (S18) ГОСТ 5915-70» .
5. Охарактеризуйте изделие:
«Шпилька М10х80 ГОСТ 22038-76».
6. Охарактеризуйте изделие:
«Шпилька БМ10х1,0х60 ГОСТ 22040-76».
7. Охарактеризуйте изделие:
«Винт АМ8-6gх50.48 ГОСТ 1491-80».
8. Охарактеризуйте изделие:
«Шайба 2.12.01.099 ГОСТ 11371-78» .
9. Охарактеризуйте изделие:
«Шпилька М20х1,5х50 28/32 ГОСТ 11765-76».
10. Охарактеризуйте изделие:
«Заклёпка 6х65.38.М3.03 ГОСТ 11765-76».
11. Охарактеризуйте изделия:
«Подшипник 203 ГОСТ 8338-75»и «Подшипник 23 ГОСТ 8338-75».
12. Какая цифра отсутствует в разделе «серия диаметров» в условном обозначении подшипника?
13. Охарактеризуйте изделие: «Шпонка 10х8х32 ГОСТ 23360-78».
14. Охарактеризуйте изделие: «Шпонка 2 — 20х12х90 ГОСТ 23360-78».
15. Охарактеризуйте изделие: «Шпонка 32х18х90 ГОСТ 24068-80».
16. Охарактеризуйте изделие: «Шпонка 2 — 5х7.5 ГОСТ 24068-80».
17. Каково назначение призматических шпонок? Сколько и какие исполнения имеет эта шпонка?
18. Каково назначение клиновых шпонок? Сколько и какие исполнения имеет эта шпонка?
19. Каково назначение сегментных шпонок? Сколько и какие исполнения имеет эта шпонка?
20. Чем отличается крепёжный винт от установочного?
21. Расшифруйте обозначение шва: «ГОСТ 14806-80-Т5-Рн3-∆6-50Z100 O».
22. Расшифруйте обозначение шва: «ГОСТ 14806-80-Н1-П3-∆5-5É».
23. Расшифруйте обозначение шва: «ГОСТ 15878-79-Кш-6х50/100».
24. Расшифруйте обозначение шва: «ГОСТ 15878-79-Кт-5».
25. Для чего предназначен шплинт? Напишите условное обозначение шплинта, который необходимо вставить в ушки детали, расположенные на расстоянии 55 мм, с отверстиями диаметром 3 мм?
26. Расшифруйте обозначение: «Шплинт 4х32.3.036 ГОСТ 15878-79-Кт-5».
27. Расшифруйте обозначение: «Винт М8-6g х 50.48 ГОСТ 1491-80.
28. Расшифруйте обозначение:
«Винт В.М8 х 1 — 6g х 50 – 34.48.016 ГОСТ 1491-80».
29. Расшифруйте обозначение:
«Пружина ОСР II-2 65Г d=0.4; n=8; t=3 ГОСТ 13771-86».
30. Расшифруйте обозначение:
«Заклёпка С 8х20.38.М3.03 ГОСТ 10299-80»
31. Как обозначаются швы, выполненные паянием и склеиванием?
32. Расшифруйте обозначение:
«ПОС 40 ГОСТ 21930-76»
33. Какие параметры входят в условное обозначение пружины?
34. Какие три типа винтов, Вы знаете?
35. Как по диаметру винта подобрать диаметр отверстия в детали?
36. Какие виды формы головок винтов, Вы знаете?
37. Что такое «футорка»?
38. Что такое «седёлка»?
39. Чем тройник отличается от муфты? Это стандартные изделия?
40. Как обозначается клеевое соединение? Вид этого соединения?
41. Какова структура условного обозначения электродуговой сварки?
42. Как по условному обозначению болта или винта определить, когда резьба выполняется до оголовка?
§
Данные, характеризующие свойства материала, из которого должна быть изготовлена деталь, должны быть представлены на чертеже. В обозначение материала включаются следующие качественные характеристики: наименование и марка материала по ГОСТ, его химический состав, номер стандарта, механические свойства. Эти данные указываются в основной надписи в графе «Материал».
Рассмотрим наиболее распространенные материалы и их обозначения на чертежах.
Серый чугун (СЧ) (ГОСТ 1412-85).
Пример обозначения: СЧ 18-36 ГОСТ 1412-85. В обозначении марки чугуна первые две цифры – предел прочности при растяжении, вторые две цифры – предел прочности при изгибе.
Ковкий чугун (КЧ) (ГОСТ 1215-79).
Пример обозначения: КЧ 35-10 ГОСТ 1215-79. В обозначении марки чугуна первые две цифры – предел прочности при растяжении, вторые две цифры – удлинение в процентах.
Сталь – это сплав железа с углеродом (до 2%) и незначительным количеством добавок и примесей.
Сталь углеродистая инструментальнаяобозначается буквой «У» с указанием содержания углерода. Например, У8 ГОСТ 1435-90.
Сталь углеродистая обыкновенного качества обозначается: Ст, Ст.1, Ст.2, Ст.3, Ст.4, Ст.5, Ст.6. В основной надписи в графе «Материал» записывают, например: Ст3 ГОСТ 380-88.
Стали обычной прочности (низкоуглеродистые с содержанием углерода не более 0.25 %). В зависимости от характера застывания металла в изложнице – степени раскисления – низкоуглеродистые стали бывают кипящие (кп), полуспокойные (пс) и спокойные (сп). Эти стали подразделяют на три группы: А, Б и В. К группе А относятся стали, поставляемые по механическим свойствам; к группе Б – по химическому составу и к группе В – по механическим свойствам и химическому составу одновременно. Для металлических конструкций применяют сталь, поставляемую по группе В. Для строительных конструкций применяются низкоуглеродистые стали шести категорий, отличающиеся характеристиками удельной ударной вязкости. Марки сталей обозначают индексами, указывающими порядковый номер стали, группу, степень раскисления и категорию. Например, в марке стали ВСт3сп5 буква В указывает группу, Ст – сталь, цифра 3 – порядковый номер (среднее содержание углерода в десятых долях процента, т.е.0.3 %); индекс – спокойная; цифра 5 – категория поставки. В последнее время для строительных конструкций широко применяют низкоуглеродистые стали марок С255(18сп), С245(18пс), С235(18кп) (ГОСТ 23570-79, ГОСТ 27772-88), которые поставляют по группе В. Цифра 18 в обозначении марки указывает содержание углерода в сотых долях процента, индексы – степени раскисления.
Сталь конструкционная углеродистая качественная (ГОСТ 1050-88). В обозначение этой марки стали входят двухзначные числа, показывающие содержание углерода в сотых долях процента: 0,5кп (кипящая); 0,8 и 0,8кп; 10, 10 кп; 15, 15 кп; 20, 20 кп; 25, 25 кп; 30, 30 кп; 35, 35 кп; 40, 40 кп и т.д.
Сталь конструкционная легированная (ГОСТ 4543-71). Применяется для изготовления деталей машин, к которым предъявляются требования повышенной прочности, износостойкости, жаропрочности, сопротивления коррозии и т.д. Имеется 19 марок легированных сталей. Наиболее распространенные: хромистые – 20Х, 30Х; хромованадиевые – 20ХФ; хромомарганцовистые – 35ХГ2; хромоникелевые – 20ХН, 40ХН.
В марке стали двузначные числа слева указывают среднее содержание углерода в сотых долях процента, а буквы справа от цифр – процентное содержание соответствующего элемента.
Стали повышенной и высокой прочности (низколегированные) изготавливают посредством легирования (введения добавок других элементов) и термической обработки – нормализации (нагрева с последующим охлаждением на воздухе). При термической обработке сталь изменяет свою структуру, получив мелкозернистое строение и благодаря этому существенно повышаются ее прочностные характеристики. Низколегированные стали дороже углеродистых, но их более высокие прочностные характеристики дают возможность снизить массу конструкции и в итоге общую стоимость. В обозначении марки легированной стали двузначное число слева указывает среднее содержание углерода в сотых долях процента; буква справа от цифр обозначает: Х – хром, Г – марганец, Н – никель, В – вольфрам, М – молибден, Ф – ванадий, Ю – алюминий, Р – бор, Т– титан, С – кремний. Цифры после перечисленных букв указывают примерное процентное содержание соответствующего легирующего элемента в целых единицах, а при отсутствии цифр следует понимать, что содержание легирующего элемента равно примерно 2 %.
Марки высококачественной стали имеют в конце обозначения букву А. Примеры условного обозначения легированной стали:
Сталь 45Х ГОСТ 4543-71– сталь легированная конструкционная;
Сталь У12 ГОСТ 1435-90– сталь инструментальная углеродистая.
Латунь (ГОСТ 15527-70 и 17711-80). Сплав меди с цинком применяется для деталей арматуры подшипников, втулок, нажимных гаек и т.д. Пример обозначения: ЛАЖМц66-6-3-2 ГОСТ 17711-80, где Л – латунь, А – алюминий, Ж – железо, Мц – марганец. Число «66» указывает процентное содержание меди; «6» – алюминия; «3» – железа; «2» – марганца, остальное – цинк.
Латунь ЛА67-2,5 ГОСТ 17711-80(67% – медь, 2,5% – алюминий).
Латунь ЛМц 58-1 ГОСТ 17711-80(58% – медь, 1% – марганец).
Первые две цифры означают процентное содержание меди, а остальные – процентное соотношение компонентов (А – алюминий; Ж – железо; Мц – марганец и др.).
Алюминиевые сплавы АЛ, АК, Д1, Д6, Д7 записываются в основной надписи:
АЛ 4 ГОСТ 2685-75; 4 – номер силумина; АК 2 ГОСТ 4784-74; дуралюмин Д6 ГОСТ 13722-68
Дуралюмин – сплав алюминия с магнием и медью. Для сплавов из литья после начальной буквы А ставится буква Л. Для сплавов, предназначенных для проката и штамповки ставится буква К.
СилуминГОСТ 1583-93, ГОСТ 11069-2001, ГОСТ 4784-97, ГОСТ 295-98: Ак5м2, Ак5м2п, Ак7, Ак9м2, Ак9, Ак12, Ак12пч, АД-31 марок АК5М2, АК7, АК9М2, АК9, АК12. Силумин – сплав алюминия с кремнием. Применяется для изготовления деталей сложной формы: карбюраторов, двигателей и поршней. Легкий литейный слав: алюминий Al – основа, кремний Si – от 13% до 26% и некоторые другие элементы (Cu, Mn, Mg, Zn, Ti, Be). Все металлы имеют единое условное графическое обозначение – штриховку – на изображениях в разрезах и сечениях согласно ГОСТ 2.306-68.



Рис 3.2.1. Изделия из силумина
Материалы, характеризуемые сортаментами
Геометрические характеристики (размеры)листов и профилейдолжны соответствовать сортаменту. Сортамент – это государственный стандарт на форму, размеры и условия поставки проката, изготавливаемого металлургическими заводами [7, 13].
Прокат – изделия, изготавливаемые на металлургических заводах посредством «прокатывания» раскаленного металла в поступательном направлении с определенной скоростью через фасонные отверстия (валики). Название отдельных видов стального проката определяется его профилем.
Профиль – это форма сечения. Наиболее распространенными видами проката являются: уголки равнобокие (равнополочные), неравнобокие (неравнополочные), тавровые и двутавровые балки, швеллеры, рельсы, бульбы и др. На рис.3.2.2 показаны наглядные изображения некоторых прокатных профилей и приведены их условные обозначения.
Стальные конструкции большинства промышленных и гражданских зданий (стропильные фермы, колонны, балки, лестницы, блоки, фонари) изготавливаются, в основном, из фасонного проката (уголки, двутавры, швеллеры, трубы, рельсы) и листовой стали (фасонки, косынки). Листы и профили поставляют партиями с сопроводительным документом, удостоверяющим качество продукции (сертификатом), в котором указываются марка стали по ГОСТ, номера плавки и партии, гарантируемые механические характеристики металла, и его химический состав.
Для деталей, изготовленных из материала определенного профиля и размера (проволока, лист, лента, трубы и т.п.), должны указываться:
а) наименование материала;
б) обозначение (марка, типоразмер, состояние поставки и др.) сортового материала;
в) ГОСТ сортамента;
марка материала.
Примеры обозначений:
10х70 ГОСТ 103-76
Полоса ▬ ──────────.
Ст.3 ГОСТ 535-79
Это обозначение расшифровывается так: в числителе – толщина 10 мм, ширина 70 мм, сортамент по ГОСТ 103-76, в знаменателе – сталь СТ3, поставляемая по техническим требованиям ГОСТ 535-79.
Проволока 2.2 – 10 ГОСТ 17305 – 71.
Это обозначение расшифровывается так: 2,2 – диаметр проволоки, сталь марки 10, по сортаменту ГОСТ 17305-71.
Труба 100-5000 ГОСТ 3262-75.
Это обозначение расшифровывается так: 2,2 – диаметр проволоки, сталь марки 10, по сортаменту ГОСТ 17305-71.
Б63х40х4 ГОСТ 8510-72
Уголок └ ───────────── .
Ст.3 ГОСТ 535-79
Это обозначение расшифровывается так: угловая неравнополочная сталь размером 63х40х4 мм по ГОСТ 8510-72, марки стали СТ3 по ГОСТ 380-71, обычной точности прокатки (Б), поставляемой по техническим требованиям ГОСТ 535-79.
Применение неметаллических материалов как заменителей металлосплавов имеет все возрастающее значение. Весьма эффективным оказались и металлополимерные материалы – пластмассы с армированием и металлосплавами.
пластмассы (ГОСТ 5689-79)
а) волокнит ВЛ-2 ГОСТ 5689-79;
б) текстолит конструкционный ПТ-3 ГОСТ 5-78;
г) резина листовая техническая ГОСТ 7338-90;
д) винипласт листовой ГОСТ 9639-71;
е) полиэтилен ГОСТ 16338-85;
ж) фторопласт ГОСТ 14906-77;
Все неметаллические материалы на чертежах обозначаются штриховкой «в клетку, внахлёст».

б) в) г) д) а)
Рис. 3.2.2. Стандартные профили прокатной стали:
а) уголок, б) трубы – круглая и прямоугольная,
в) двутавр, г) швеллер, д) тавр
Бронзы
Это многокомпонентный сплав на медной основе, содержащий олово, цинк, свинец.
Бронзы оловянистые литейные(ГОСТ 613-79). Применяют для изготовления водопроводной арматуры, антифрикционных деталей. Пример обозначения: БрОЦС3-12-5 ГОСТ 613-79 с содержанием 3% олова, 12% цинка, 5% свинца, остальное – медь.
Бронзы безоловянистые(ГОСТ 18175-78). Применяют для изготовления втулок, червячных колес, вкладышей подшипников. Пример обозначения марок бронзы: БрА5; БрАМц9-2; БрАМц9-2Л; БрАЖ9-4; БрАЖН10-4-4Л. В этих марках: А – алюминий; Ж – железо; Мц – марганец; Н – никель; Ф – фосфор.
§
При изготовлении деталей неизбежно возникают погрешности. Для того чтобы детали соответствовали своему назначению с учетом погрешностей, вводят специальные параметры – допуск и предельные отклонения.
По результатам расчетов деталей на прочность и жесткость на чертежах задают размеры, которые называются номинальными (Dn; dn). При изготовлении детали имеет место действительный размер (Dd; dd), который должен находиться в пределах от наибольшего предельного размера (Dнб; dнб) до наименьшего предельного размера (Dнм; dнм). Для удобства на чертежах задают значения предельных отклонений от номинального размера.
Таким образом, предельное отклонение – это разность между предельным размером и его номинальным значением.
Общие положения допусков и предельных отклонений установлены ГОСТ 25346-82.
Соединения можно представить как посадку одной детали на другую. Все поверхности в посадке условно делятся на валы и отверстия.
Вал – термин, применяемый для обозначения наружных элементов деталей (рис.3.4.1, а). Для обозначения параметров «валов» применяются строчные буквы латинского алфавита (a, b, c, d и т. д.).
Отверстие – термин, применяемый для обозначения внутренних элементов деталей (рис.3.4.1, б). Для обозначения параметров «отверстий» применяются прописные буквы латинского алфавита (A, B, C, D и т. д.).
Посадка, определяется как разность размеров до соединения, а именно: величиной зазоров и натягов в соединении. Посадки могут быть с зазором и с натягом. Посадка характеризует степень сопротивления соединяемых деталей взаимному перемещению.
Соединение с зазором характеризуется тем, что размер отверстия больше размера вала. Такой вид соединения обеспечивает свободное относительное перемещение собранных деталей.
Соединение с натягом характеризуется тем, что размер отверстия меньше размера вала. Такой вид соединения обеспечивает свободное относительное перемещение собранных деталей.
Для каждого номинального размера предусмотрено несколько допусков и основных предельных отклонений, которые связаны с удалением этих допусков от нулевой линии.
Допуск, значение которого зависит от номинального размера, обозначается цифрой и называется квалитет. На рис.3.4.1 оба отклонения вала имеют отрицательный знак, а оба отклонения отверстия – отрицательный.
Верхнее предельное отклонение ES, es – это алгебраическая разность между наибольшим предельным и номинальным размерами es = dнб – dn;
ES = Dнб – Dn; (рис.3.4.2 а).
Нижнее предельное отклонение ES, es – это алгебраическая разность между наименьшим предельным и номинальным размерами ei = dнм – dn;
EI = Dнм – Dn; (рис.3.4.2 б).

Рис. 3.4.1. Условное подразделение поверхностей на валы и отверстия

Рис. 3.4.2. Предельные отклонения
ГОСТ 2.308-79 устанавливает правила указания допусков формы и расположения поверхностей на чертежах. Терминология принимается согласно ГОСТ 24642 – 81, а числовые значения допусков по ГОСТ 24643-81. Допуски на размеры детали Dнб – Dнмили dнб – dnм изображают в виде двух (иногда трех) прямоугольников (рис.3.4.3), каждый из которых носит название поле допуска. Нулевая линия соответствует номинальному размеру, определяемому величиной зазоров или натягов в соединении.
Рамку допуска вычерчивают сплошной тонкой линией. Высота букв, цифр и знаков равна размеру шрифта размерных чисел. Рамку допуска располагают горизонтально параллельно основной надписи. Стрелка соединительной линии по направлению должна соответствовать направлению измерения отклонения (рис.3.4.4).
Обозначение поля допуска включает в себя цифру, указывающую степень точности (табл.3.4.1), и букву, определяющую основное направление – 6H, 6q, 6G. Приведем пример обозначения: М16-6q: болт номинальным диаметром 16 мм, допуск по шестой степени точности с основным отклонением q или то же для гайки М20-6G.
В обозначение посадки входит номинальный размер – общий для обеих соединяемых деталей (отверстия и вала) и обозначение полей допусков для каждой детали, начиная с отверстия. Например, 40Н7-q6.
Таблица 3.4.1
| Классы точности | Гайки | Болты |
| Точный | 4Н 5Н | 4h |
| Средний | 5H 6H 6G | 6h 6q 6e 6d |
| Грубый | 7H 7G | 8h 8q |

Рис. 3.4.3. Поле допуска

Рис. 3.4.4. Пример нанесения допусков
Таблица 3.4.2
Допуски формы и расположения поверхностей указываются на чертеже в соответствии с табл.3.4.1. Эти знаки, а также числовые значения допуска или обозначение базы (рис.3.4.3) вписывают в рамку в следующем порядке: в первом поле – знак допуска; во втором поле – числовая величина допуска в мм; в третьем поле (при необходимости) – буквенное значение базы.
§
Термической обработкой металлов называют тепловую обработку, в результате которой изменяется кристаллическая решетка структуры материала и, соответственно, его свойства. Основными видами термической обработки являются закалка, отжиг и отпуск. Процесс термической обработки можно разделить на три этапа:
нагревание до требуемой температуры;
выдержка при этой температуре;
охлаждение с заданной скоростью.
Приведем пример эффективности данной операции. Так у стали марки 30ХГСА после термической обработки предел прочности повышается в 3 раза.
Химико-техническая обработка имеет своей целью, в основном, изменение структуры поверхностного слоя материала. В результате применения такой обработки поверхности детали повышается ее твердость, износоустойчивость и антикоррозийность [2,3]. Наиболее распространенными видами химико-термической обработки являются: цементация, азотирование и цианирование.
Наряду с обработкой поверхностного слоя применяют металлические и неметаллические покрытия. Цель нанесения покрытия – повышение износостойкости и восстановление изношенных деталей, улучшение внешнего вида.
Правила нанесения на чертежах изделий обозначений покрытий и показателей свойств материала, получаемых в результате термической обработки, устанавливает ГОСТ 2.310-68.

Рис. 3.5.1. Обозначение покрытий поверхностей
На чертежах указывают показатели свойств материала после его термической обработки, а именно: твердость (HRC, HRB, HRA, HB, HV), предел прочности σв, предел упругости σy, ударная вязкость aк и т.п.
Глубину обработки обозначают буквой h, величину глубины обработки и твердость материала указывают на чертеже предельными значениями «от … до …», например, h 0,7…0,9 ; HRC 40…46. Обозначение покрытия наносится посредством построения штрихпунктирной утолщённой линии – эквидистанты (рис.3.5.1, а), удаленной от контура детали на расстояние 0.8…1 мм. Проставляют размер, если он необходим (рис.3.5.1, б) и выполняют надпись: «Покрытие поверхности А …».
 Участки поверхности, подлежащие покрытию, обозначают как показано на рис.3.4.6, с указанием размеров, определяющих положение этих участков.
Участки поверхности, подлежащие покрытию, обозначают как показано на рис.3.4.6, с указанием размеров, определяющих положение этих участков.
Рис. 3.5.2. Обозначение покрытий участков поверхностей
Допускается указывать значения показателей свойств материалов со знаками ≥ или ≤, например: σв ≥ 1500 кгс/см, твердость HRC≥ 780 HV и т.п.
При обработке поверхностей или участков изделия, определяемых термином или техническим понятием (например, рабочая часть или хвостовик режущего инструмента, поверхности зубьев, зубчатого колеса или поверхности, обозначенные буквами, и т.п.), допускается (если это не приведет к неоднозначному пониманию чертежа) не отмечать их штрихпунктирной утолщенной линией, а в технических требованиях делать запись: «Хвостовик h 0,8…1 мм; 48…52 НRС«. «Поверхность А — 45…50 НRС».


Рис. 3.5.3. Обозначение глубины обработки поверхностей
При наличии на изделии участков поверхностей с различными требованиями к свойствам материала эти требования указывают отдельно для каждого участка (рис.3.5.3).

Рис. 3.5.4. Использование симметрии при обозначении
§
При одинаковой обработке симметричных участков или поверхностей изделия отмечают штрихпунктирной утолщенной линией все поверхности, подвергаемые обработке, а показатели свойств материала указывают один раз (рис.3.5.4).
3.6. Контрольные вопросы
1. Чем рабочий чертеж отличается от эскиза?
2. Расшифруйте обозначение:
«Сталь 45Х ГОСТ 4543-71»
3. Расшифруйте обозначение:
«Сталь 14х17Н2 ГОСТ 5632-72»
4. Расшифруйте обозначение:
«Сталь 20 ГОСТ 1050-88»
5. Расшифруйте обозначение:
Б63х40х4 ГОСТ 8510-72
Уголок └ ─────────────
Ст.3 ГОСТ 535-79
6. Расшифруйте обозначение:
«БрОЦС3-12-5 ГОСТ 613-79»?
7. Назовите имя параметра, определяющего шероховатость поверхности:
n l
( Σ|yi| )/n = ∫|yi|dx/l;
i=1 i=1
8. Что означают числа и буквы, которые входят в условное обозначение поля допуска?
9. Расшифруйте обозначение: «Болт М16-6q ГОСТ М20-6G?
10. Расшифруйте обозначение: «Гайка М20-6G ГОСТ…»?
11. Что в машиностроении означают термины «допуск», «предельные отклонения» и «посадка»? Расшифруйте обозначение: «40Н7-q6»?
12. Расшифруйте обозначения:

13. Дайте определение, объясните назначение и назовите основные виды термической обработки поверхности детали.
14. Дайте определение, объясните назначение и назовите основные виды химико-термической обработки поверхности детали.
15. Назовите имя параметра, определяющего шероховатость поверх-ности:
5 5
( Σ |H i max| Σ |H i min | )/5;i=1 i=1
16. Какой знак применяется для обозначения шероховатости поверхности, которая должна быть образована удалением слоя материала? Назовите токарно-слесарные операции, относящиеся к такому виду обработки.
17. Какой знак применяется для обозначения шероховатости поверхности, которая должна быть образована без удаления слоя материала? Назовите технологические операции, относящиеся к такому виду обработки.
18. Какие знаки помещают в правом верхнем углу чертежа, когда часть поверхностей не обрабатывается?
19. Что такое легирование и нормализация стального проката?
Глава 4. изображение изделий
Общие сведения
В соответствии с ГОСТ 2.101-68 Изделие – это любой предмет или набор предметов производства, подлежащих изготовлению или ремонту на предприятии. Установлены следующие виды изделий: сборочные единицы, комплексы и комплекты.
Сборочная единица – это специфицированное изделие, составные части которого подлежат соединению сборочными операциями. К таким операциям относятся, например, свинчивание, сочленение, клёпка, электродуговая сварка, пайка, опрессовка, развальцовка, склеивание, сшивка, укладка и т.п. Приведём примеры сборочных единиц. Это, например, шариковая ручка, авиалайнер, корабль, токарный станок, редуктор и т.д.
Комплекс – это набор деталей и сборочных единиц, который включает в себя два и более изделия, не соединённых между собой сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций. Например, цех-автомат, животноводческая ферма, токарный цех.
Комплект – это набор деталей и сборочных единиц, имеющий общее эксплуатационное значение вспомогательного характера. Например, комплект запасных частей некоторого агрегата, комплект гаечных ключей и т.п.
Деталь – изделие, изготовленное из однородного по наименованию и марке материала, без применения сборочных операций.
Конструкторские документы – графические и текстовые документы, определяющие состав и устройство изделия, а также содержащие необходимую информацию для разработки или изготовления изделия, его контроля, приемки и эксплуатации.
Специфицированным изделием называется сборочная единица, комплекс или комплект, в состав которого входит несколько составных частей. Неспецифицированное изделие – это только детали.
ГОСТ 2.102-68 устанавливает 25 видов конструкторских документов. Каждому изделию и его конструкторским документам присваивается уникальное обозначение в соответствии с ГОСТ 2.201-80. Структура обозначения имеет следующий вид:
четырехзначный код организации разработки назначается по специальному кодификатору, а код классификационной характеристики присваивается по классификатору ЕСКД. Порядковый регистрационный номер назначается от 001 до 999.
Структура обозначения эскизных конструкторских документов в соответствии с ГОСТ 2.201-80 представляет группу из трех чисел, разделенных между собой точкой: ЭХ…Х.ХХ.ХХ.
Первая группа ЭХХХ – условный код и индекс макета (три точки означают, что число литер в наименовании не регламентируется. Вторая группа ХХ (две цифры) – порядковый номер сборочной единицы. Например, 02 – сборочная единица № 2. Третья группа ХХ (две цифры) – порядковый номер детали.

Рис. 4.1.1. Структура обозначения изделий
Сборочный чертеж
Виды и комплектность конструкторских документов на изделия всех отраслей промышленности устанавливает ГОСТ 2.102-68.
На сборочную единицу составляются следующие виды конструкторских документов:
· сборочный чертеж, требования, к выполнению которого установлены ГОСТом 2.109-73;
· рабочие чертежи деталей (эскизы), входящие в изделие;
· таблица спецификации, форма и порядок заполнения которой установлены ГОСТом 2.108-68.
Работа над заданием
В учебной практике сборочный чертеж выполняется с уже изготовленного изделия (домкраты, трубопроводная арматура: кран, вентиль и т.п.). Не исключается выбор задания со сборочного чертежа или эскизов.
Цель Работы
Проверка усвоения теоретических основ начертательной геометрии и инженерной графики, а также приобретения навыков применения ГОСТов проекционного и машиностроительного черчения. Изучение правил чтения, составления и оформления сборочных чертежей.
Содержание работы
1. Эскизы деталей, входящих в изделие.
2. Сборочный чертеж изделия.
3. Спецификация изделия.
4. Пояснительная записка, включающая в себя назначение и порядок сборки (разборки) изделия.
оформление Работы
Эскизы деталей выполняются на листах миллиметровой или клетчатой бумаги (рис.4.4.2, 4.4.5). Эскизы брошюруются. Рабочие чертежи выполняются по эскизам. Сборочный чертеж выполняется на листе чертёжной бумаги формата А3 или А2 (рис.П2.10).
Порядок работы над заданием
Работа по выполнению сборочного чертежа состоит из трех этапов [1, 2, 5, 12]:
1. Изучение изделия и составление его структурной схемы (таблицы спецификации).
2. Выполнение эскизов деталей.
3. Выполнение сборочного чертежа по эскизам или рабочим чертежам.
Этап № 1. изучение изделия
1. Установить наименование, назначение и принцип работы изделия.
2. Разобрать изделие на составные части, выделяя сборочные единицы, стандартные изделия и материалы, составляя при этом структурную схему взаимного расположения и соединения этих частей.
3. Составить перечень (спецификацию) составных частей изделия.
Спецификация изделия
Спецификация – это текстовый графический документ, определяющий состав сборочной единицы, комплекса или комплекта. Спецификация составляется в табличной форме на отдельных листах формата А4 (297х210) на каждую сборочную единицу (рис.4.2.1). Основная надпись выполняется размером 40Х185 в соответствии с ГОСТ 2.104-68. Форма и порядок заполнения спецификации определяется ГОСТ 2.108-68.
Заполняют таблицу сверху вниз. Разделы спецификации располагают в следующей последовательности: документация, комплексы, сборочные единицы, детали, стандартные изделия, прочие изделия, материалы, комплекты.
Наименование каждого раздела указывают в виде заголовка в графе «Наименование» и подчеркивают сплошной тонкой линией. После каждого раздела оставляют свободную строку.
1. Графа «Формат» предназначена для указания формата документа, обозначение которого записано в графе «Обозначение». Например, А4. В разделах «Стандартные изделия», «Прочие изделия» и «Материалы» эта графа не заполняется (рис.4.2.1).
2. Графа «Зона» – обозначение зоны чертежа в соответствии с ГОСТ 2.104-68. На учебных чертежах не проставляется.
3. В графе «Позиция» («Поз.») указывается порядковый номер составных частей, входящих в специфицируемое изделие. В разделах «Документация» и «Комплекты» эта графа не заполняется.
4. В графе «Обозначение» записывается обозначение документа на изделие (сборочную единицу, деталь). Например, КИСИ.241211.001 – деталь № 1, входящая в сборочный чертеж, обозначенный как КИСИ.241211.000СБ.
При обозначении составных частей изделия три последних знака можно использовать так:
три нуля и шифр (000СБ) – для обозначения сборочного чертежа;
числа 001, 002, 003 и т. д. — для обозначения деталей;
числа 100, 200, 300 и т. д. — для обозначения сборочных единиц;
числа 101, 102 и т.д. – для обозначения деталей, входящих в состав сборочной единицы, обозначенной 100. Числа 201, 202 и т.д. – для обозначения деталей, входящих в состав сборочной единицы, обозначенной 200.
5. В графе «Наименование» указывают (рис.4.2.1):
· в разделе «Документация» только название документа, например «Сборочный чертеж»;
· в разделах «Детали», «Сборочные изделия», «Комплексы» и «Комплекты» указывается название, совпадающее с наименованием этих деталей на конструкторских документах. Например, «Скоба», «Колесо зубчатое»;
· в разделе «Стандартные изделия» – наименование и обозначение изделий в соответствии со стандартом.
Например, «Болт М16х95 ГОСТ 7805-70».
Запись в графе «Наименование» производят по одноименным группам, в алфавитном порядке возрастания обозначений стандарта, в порядке возрастания размеров. Например, болты, винты, гайки, шайбы, шпильки.
· В разделе «Материалы» указывается обозначение материалов, установленных в стандартах, и технические условия на эти материалы.
6. В графе «Количество» указывают количество составных частей в одном изделии, а в разделе «Материалы» – общее количество материалов с указанием единицы измерения.
7. В графе «Примечание» указываются дополнительные сведения для производства. Например, сведения, не входящие в условные обозначения стандартных изделий (подшипник, пружина, материал), но содержащиеся в справочных таблицах ГОСТ.
§
Не выполняя измерений детали, нанести на чертеже выносные и размерные линии, знаки ℜ(радиус) o (квадрат) n (диаметр), a (уклон), конусность (>) и т.д.
ГОСТ 2.307-68 «Нанесение размеров и предельных отклонений» устанавливает основные правила нанесения размеров на чертежах.
Размерные линии наносят над размерной линией (направление взгляда при этом устанавливается снизу либо справа чертежного листа), по возможности ближе к его середине. Зазор между размерным числом и размерной линией должен быть около 1 мм. Высота цифр размерных чисел должна быть равной не менее 3.5 мм. Различают линейный и направленный размеры. При простановке направленного размера размерная линия проводится параллельно отрезку и над ней наносится размер (рис.4.2.6, б).
При нанесении линейного размера размерная линия имеет горизонтальное либо вертикальное положение (рис.4.2.6, а, б). Ее проводят между выносными линиями, проведенными перпендикулярно размерным. Размерные линии ограничивают стрелки или засечки (рис.4.2.6, в).
Выносные линии следует по возможности располагать вне контура изображения, они должны выходить за концы стрелок или засечек на 2 мм.
ГОСТ 2.307-68 предусматривает три способа нанесения размеров: базовый, цепной и комбинированный. Выносные линии проводят от границ контура изображения, они являются вспомогательными и служат для размещения между ними размерных линий. Минимальное расстояние от размерной линии параллельной ей линии контура равно 10 мм, а между параллельными размерными линиями – 7 мм на рис.4.2.6 а, сверху.
Угловые размеры на чертежах проставляются в градусах, минутах и секундах с указанием единиц измерения. Размер угла наносят над размерной линией, которая проводится в форме дуги с центром в его вершине (рис.4.2.6 а, снизу).
Если для написания размерного числа нет или мало места над размерной линией и вписать размерное число невозможно, то размерное число наносят по одному из вариантов, приведенных на рис.42.6 в, сверху).


Рис. 4.2.1. Три способа нанесения размеров:
а) от базы, б) цепью, в) стрелка и засечка
ГОСТ 2.307-68 предусматривает применение условных обозначений в виде букв латинского алфавита и графических знаков, которые ставятся перед размерными числами.
Знак «ø» – наносится перед размерным числом диаметра. Перед размерным числом радиуса дуги окружности всегда ставится знак в виде заглавной латинской буквы R. Радиусами рекомендуется обозначать дуги до 180°. Дуги, превышающие угол 180°, обозначаются диаметром. Для простановки размеров квадрата применяют знак «o», высота которого равна 7/10 высоты размерного числа. Следует отметить, что знак «квадрата» наносят только на том изображении, на котором он проецируется в линию. Знак уклона «a»прямой указывают на полке линии-выноски. Уклон i представляет собой тангенс угла между данной прямой (гипотенузой) и ее катетом. Знак уклона располагается так, чтобы острый угол его был направлен в сторону уклона прямой (рис.4.2.2, а). Уклон на чертеже задают простой дробью, в процентах или в промиллях (от лат. «промилле» – тысячная часть числа, рис.4.2.2 ж).









Рис. 4.2.2. Конусность (б), фаска (г), толщина(в), длина (е),
условные обозначения ℜ on , уклона (а, д)
§
Размерных линий
I. Измерение деталей производится после нанесения размерных линий.
II. Обмер производить измерительным слесарным инструментом: линейкой, кронциркулем (рис.4.2.9), нутромером (рис.4.2.3), штангенциркулем (рис.4.2.4), радиусомером (рис.4.2.7), резьбомером (рис.4.2.6), угломером (рис.4.2.5).


Рис. 4.2.3. Нутромеры


Рис. 4.2.4. Штангенциркуль


Рис. 4.2.5. Угломеры



Рис. 4.2.6. Резьбомеры и их применение:
Сверху – совпадение шага резьбы; снизу – несовпадение резьбы
Радиусомеры применяются для измерения радиусов цилиндрических поверхностей, а также для определения радиусов закруглений на деталях (рис.4.2.7).

Рис. 4.2.7. Радиусомер


Рис. 4.2.8. Кронциркуль для внешних измерений



Рис. 4.2.9. Кронциркуль: справа – для внутренних измерений
И чертежный инструмент, слева – для внешних измерений
Интересным является тот факт, что на немецком языке словом «Stangenzirkel» называют циркуль для начертания окружностей и дуг больших радиусов.
Современную шкалу нониуса придумал французский математик Пьер Вернье в 1631 году. Поэтому в честь него нониус иногда называют «верньер».
Обычный штангенциркуль (рис.4.2.10) состоит из следующих деталей:
1. штанга;
2. подвижная рамка;
3. шкала штанги;
4. губки для внутренних измерений;
5. губки для внешних измерений;
6. линейка глубиномера;
7. шкала нониуса (рис.4.2.11);
8. винт для зажима рамки.
 Рис. 4.2.10. Устройство штангенциркуля
Рис. 4.2.10. Устройство штангенциркуля

Рис. 4.2.11. Измерение детали с помощью шкалы нониуса
После того, как размер детали будет зафиксирован в губках наружных измерений, необходимо произвести следующие действия:
1. Сначала необходимо подсчитать число целых миллиметров. Для этого на шкале штанги находят штрих, ближайший к нулевому штриху нониуса. Его значение запоминают или записывают.
2. Затем высчитывают доли миллиметра. Для этого на шкале нониуса находят штрих, ближайший к нулевому делению и при этом совпадающий со штрихом шкалы штанги. Порядковый номер штриха умножают на цену деления нониуса (обычно это 0.01 мм).
3. После этого подсчитывают полное значение показания штангенциркуля. Для этого суммируют значения целой и дробной частей миллиметров.
III.Обмер плоских криволинейных контуров производят с помощью отпечатка на бумаге. С помощью отпечатка можно также измерить шаг резьбы при отсутствии резьбомера.
IV.Измерения детали надо выполнять так, как нанесены размерные линии. Если при этом окажется, что невозможно или сложно измерить намеченный размер, то он должен быть проставлен иначе.
V.Тщательно проверить размеры сопрягаемых деталей. А именно:
· одинаковой должна быть резьба деталей, соединяемых между собой;
· для поверхностей, входящих одна в другую с зазором, размер внутренней детали должен быть меньше размера внешней детали;
· одинаковым должен быть диаметр центровой окружности отверстий соединяемых фланцев, валов и т.п.
Во всех этих случаях достаточно обмерить одну из сопрягаемых поверхностей и поставить полученный размер на чертежах соединяемых деталей одновременно. Нельзя наносить размеры сопрягаемых деталей отдельно друг от друга.
VI.Неопределяющие размеры рекомендуется округлять до четных или кратных пяти.
VII.Размеры резьбы сверить со стандартными величинами:
· для метрических – ГОСТ 9150-81;
· для трубных – ГОСТ 6357-81;
· для трапецеидальных – ГОСТ 9484-81.
VIII.Размеры резьбы сверить со стандартными величинами.
Размеры канавок, проточек, фасок следует согласовать с рекомендуемыми величинами по ГОСТ 10549-68.
IX.Стандартные крепёжные изделия обмерить, подобрать подходящие по таблицам соответствующих стандартов. Результаты занести в таблицу спецификации.
X.Размерные числа наносить согласно ГОСТ 2.307-68.
этап № 2.5. оформление эскиза
1. Обвести эскиз от руки, соблюдая требуемые стандартом толщину и очертания линий.
2. Заполнить основную надпись. Наименование и обозначение детали должны строго соответствовать наименованию и обозначению, которые указаны в таблице спецификации.
§
По эскизам или рабочим чертежам
В случае, когда графическая работа № 2 выполняется по индивидуальным заданиям [14], содержащим сборочный чертеж, спецификацию сборочных единиц и технические условия монтажа изделия непосредственно, процесс его выполнения значительно упрощается.
На сборочных чертежах наносятся размеры:
· габаритные (ширина, высота и длина);
· установочные (для монтажа изделия);
· присоединительные (координаты и размеры присоединения).
Каждая составная часть, входящая в изделие, должна иметь свой порядковый номер – позицию. Цифры номеров позиций наносятся над полками линий-выносок. Полки располагаются вне контура изображения параллельно основной надписи чертежа в горизонтальную строку или вертикальную колонку (рис.П2.10). Размер шрифта значений номеров позиций должен быть больше шрифта размерных чисел. Линии-выноски заканчиваются точками.
Нанесение номеров позиций выполняют по принципу сквозной нумерации: сначала обозначают сборочные единицы, затем детали, далее стандартные изделия и, наконец, материалы.
Число изображений (видов, разрезов, сечений) должно быть минимальным, но достаточным для однозначного изготовления изделия.
На сборочных чертежах наносится штриховка внутри контура сечений по ГОСТ 2.306-68 с целью наглядности и лучшего понимания конструкции сборочных единиц и деталей.
Параллельные отрезки прямых сплошных тонких линий должны проводиться под углом 45°, 30° или 60° с наклоном вправо или влево к линии контура изображения или к его оси или к линиям рамки чертежа.
· Металлы и твердые сплавы обозначаются параллельными (интервал от 1 до 10 мм) наклонными линиями.
· Неметаллические материалы: штриховка «крест на крест».
· Варьированием интервалом и наклоном штриховки можно добиться хорошего оформления чертежа.
Чтение и деталирование сборочных чертежей
Чтением сборочного чертежа называют процесс описания конструкции, определения размеров и принципа работы изделия.
Прочесть сборочный чертЕж – это значит, выяснить:
1) название и назначение сборочной единицы;
2) принцип работы сборочной единицы;
3) название каждой детали и функцию, выполняемую каждой деталью;
4) геометрическую форму отдельных деталей по чертежу [15] и таблице спецификации;
5) количество деталей и стандартных единиц по спецификации;
6) масштаб изображения по основной надписи;
7) габаритные размеры сборочной единицы;
8) основные размеры стандартных изделий по условным обозначениям стандартных единиц и справочным таблицам ЕСКД;
9) из каких материалов изготовлена каждая деталь по штриховке на чертеже и спецификации;
10) последовательность соединения отдельных деталей в единое целое и виды соединений.
Деталирование сборочного чертежа – процесс выполнения рабочих чертежей деталей, входящих в изделие, по сборочному чертежу. Порядок выполнения рабочего чертежа детали по сборочному чертежу изделия аналогичен выполнению чертежа детали с натуры.
На рабочем чертеже должны быть показаны те элементы детали, которые или совсем не изображены на сборочном чертеже, или изображены условно. К таким элементам относятся:
· внешние и внутренние фаски;
· проточки, выточки и канавки;
· литейные и штамповочные сопряжения, уклоны, конусность.
Размеры детали определяются посредством замеров по сборочному чертежу, учитывая масштаб изображений. Размеры конструктивных элементов (фасок, проточек, уклонов и т.д.) назначают по соответствующим стандартам, а не по сборочному чертежу.
Пример составления сборочного чертежа
Учебной программой машиностроительного черчения предусмотрено выполнение эскизов и рабочих чертежей деталей сборочной единицы с натуры. Однако, учитывая условия изложения данного вопроса в пособии и невозможность представления сборочного узла в натуре, будем считать, что предложенный на рис.4.4.1 технический рисунок и наименование деталей на нем заменяет сборочную единицу в натуре.
Сборочная единица взята из альбома чертежей сборочных единиц для чтения и деталирования [14]. Альбом формата А3 содержит 56 чертежей сборочных единиц. Каждый чертеж сопровождается кратким описанием конструкции, ее назначения и принципа работы. В альбом включены чертежи сборочных единиц, наиболее часто встречающиеся в промышленности. В качестве примера выбран вариант № 1 – «Ролик».

Рис. 4.4.1. Сборочная единица «Ролик» [15]
Согласно рекомендуемой в пособии последовательности выполнения графической работы № 2: «Сборочный чертеж» устанавливаем число деталей, присваиваем им номера позиций, уточняем наименования, материалы.
Оформляем три чертежа: «Титульный лист» (рис.П2.1), «Технические условия. Содержание» (рис.П2.21), «Спецификация» (рис.П2.3).
Выделяем три сборочные единицы: «пята», «шарнир» и «пластина», которые обозначаем: позиция 1 – «КИСИ.НГМГ28.100», позиция 2 – «КИСИ.НГМГ28.200» и позиция 3 – «КИСИ.НГМГ28.300», соответственно. К оригинальным деталям относим детали»: позиция 4 – «Колесо», позиция 5 – «Штырь», позиция 6 – «Скоба» и позиция 7 – «Ось шарнира». К стандартным изделиям относим: позиция 8 – «Винт М4х8 ГОСТ 1491-72», позиция 9 – «Подшипник 8200 ГОСТ 5874-75», позиция 10 –«Шайба 4 65Г ГОСТ 6402-70», позиция 11 – «Шайба 4 ГОСТ10450-68», позиция 12 – «Шплинт 1.6х16 ГОСТ 397-79».
Таблица спецификации (рис.П2.3) состоит из четырех разделов: «Сборочный чертеж», «Сборочные единицы», «Детали» и «Стандартные изделия».
выполнение эскиза детали «скоба»
На чертеже общего вида [14, вариант № 1] следует измерить линейные размеры детали и составить эскиз, учитывая масштаб чертежа М 2:1 (рис.4.4.2).
Деталь «Скоба» представляет собой штампованную пластину толщиной 3 мм, состоящую из трех функциональных частей: двух боковых стенок с отверстиями под «штырь» и потолочной части с отверстием под ось шарнира. В качестве изображений выбираем главный вид: боковая сторона трапецеидальной формы и вид сбоку в форме скобы (рис.4.4.4). Эскиз выполняем на листе тетради в клетку. Проставляем размеры. Применяем два местных разреза с целью указания местоположения отверстий под ось шарнира и под штырь.
По эскизу создаем геометрическую модель детали «Скоба» в системе AutoCAD. Успех работы в AutoCAD или «Компас» во многом зависит от наличия шаблонов – файлов А4, А3, содержащих не только основные надписи и рамки чертежа, но и настройки пользователя системы (вкладка «Сервис» → «Настройки» падающего меню).
Для удобства работы AutoCAD создадим слои (рис.4.4.3).

Рис. 4.4.2. Эскизы деталей «Скоба» и «Штырь»
Рисование главного вида детали «Скоба» начинаем с ломаной линии, состоящей из трех отрезков, с применения команды «Отрезок» («line», протокол «№ 1»).
Рисование выполняем в ВЭ «Вид спереди». Затем рисуем две окружности R=3 и R=6 с помощью команды «Круг» («circle»), воспользовавшись опцией «Смещение». На запрос «Базовая точка» следует указать на ближайшую точку отрезка к центру окружностей, воспользовавшись опцией
«кон.точка» режима объектной привязки. На запрос «Смещение» ответить: @-6, 0 , применив относительные декартовы координаты.
 Рис. 4.4.3. Создание слоев для удобства моделирования деталей
Рис. 4.4.3. Создание слоев для удобства моделирования деталей
Далее следует замкнуть контур детали отрезком прямой, применив опции «кон.точка» и «касательная». Затем применяется команда «Обрезать» («trim»), которая удалит часть дуги внутренней окружности.
Протокол № 1 рисования фронтальной проекции «щеки скобы»:
Команда: _line Первая точка:
Следующая точка или [оТменить]: @0,10
Следующая точка или [оТменить]: @30,0
Следующая точка или [Замкнуть/оТменить]: @0,-18
Следующая точка или [Замкнуть/оТменить]:
Рисование отверстий
Команда: _circle Центр круга или [3Т/2Т/ККР (кас кас радиус)]: _from Базовая
точка: <Смещение>: @-6,0
Радиус круга или [Диаметр]: 6
Команда: _circle Центр круга или [3Т/2Т/ККР (кас кас радиус)]:
Радиус круга или [Диаметр] <6.0>: 3
Команда: _line Первая точка:
Следующая точка или [оТменить]:
Следующая точка или [оТменить]:
Команда: _trim обрезание
Текущие установки: Проекция=ПСК, Кромки=Без продолжения
Выберите режущие кромки …
Выберите объекты или <выбрать все>: Противоположный угол: найдено: 6
Выберите объекты:
Выберите обрезаемый ( Shift — удлиняемый) объект или
[Линия/Секрамка/Проекция/Кромка/уДалить/Отменить]:
Выберите обрезаемый ( Shift — удлиняемый) объект или
[Линия/Секрамка/Проекция/Кромка/уДалить/Отменить]:
После этого следует скопировать изображение в буфер памяти («Правка» → «Копировать») и перейти в пространство модели, указав на вкладку «Модель», расположенную в нижней строке окна рисования [8,9]. Окно рисования должно быть поделено на три видовых экрана (ВЭ): верхний левый угол ВЭ – вид «Спереди», нижний левый угол ВЭ – вид «Сверху» и справа – «Ю-З изометрия». Включаем ВЭ «Вид спереди» и вставляем в него (именно в него!) скопированное изображение.
Затем следует применить команду «Контур» («boundary») с целью преобразования границы изображения в замкнутый контур. Без применения этой команды создание трехмерных тел из плоских изображений невозможно. После этого можно обратиться к команде «Выдавить» («extrude»), выбрав опцию «Тела», а не «Поверхность» (протокол № 2).
Протокол «№ 2» преобразования «щеки скобы» в трехмерное тело (3D):
Команда: _boundary
Внутренняя точка: Выбор всех объектов…
Выбираются все видимые объекты…
Анализ выбранных данных…
Анализ внутренних островков…
Внутренняя точка:
КОНТУР: создано объектов — 2 полилинии(й)
Команда: _extrude
Текущая плотность каркаса: ISOLINES=4, Режим создания замкнутых профилей = Тело
Выберите объекты для выдавливания или [РEжим]: _MO Режим создания замкнутых
профилей [Тело/Поверхность] <Тело>: _SO
Выберите объекты для выдавливания или [РEжим]: Противоположный угол: найдено: 0
Выберите объекты для выдавливания или [РEжим]: найдено: 1
Выберите объекты для выдавливания или [РEжим]: найдено: 1, всего: 2
Выберите объекты для выдавливания или [РEжим]:
Высота выдавливания или [Направление/Траектория/Угол конусности/Выражение]: 3
Команда: _properties
Команда: _subtract Выберите тела, поверхности и области, из которых будет
выполняться вычитание ..
Команда: _rectang
Первый угол или [Фаска/Уровень/Сопряжение/Высота/Ширина]:
Второй угол или [Площадь/Размеры/поВорот]: @30,-23
Команда: _move
Можно воспользоваться командой «Свойства» («properties») для того чтобы задать цвет внутреннему отверстию. Затем следует вычесть внутренний цилиндр из детали, применив команду «Вычитание» («subtract»). Рисуем прямоугольник 30х23, включив предварительно ВЭ «Сверху», с помощью команды «Прямоугольник» («rectang»), превратив его затем в параллелепипед с помощью команды «Выдавить в тело» (протокол № 2).
Далее наступает этап копирования «щеки» скобы, применяя команду «Копировать» из меню «Редактирование». Следует обратить внимание на то, что работа по перемещению параллелепипеда и «щек» скобы удобнее проводить в режиме «Каркас» («Вид» → «Визуальные стили»). Эти операции осуществляются посредством применения команд «Перенести» и «Копировать».
Для того чтобы собрать три составных части скобы в один неделимый примитив, следует применить команду «Объединение» («unit»).
выполнение эскиза детали «пята»
На чертеже общего вида [14, вариант №1] измеряем линейные размеры детали и составляем эскиз, учитывая масштаб чертежа М 2:1 (рис.4.4.5). Деталь представляет собой пустотелое тело вращения, состоящее из нескольких колец. Стенки корпуса имеют различную толщину. В верхней части детали имеется фаска 2х45° (рис.4.4.6). В детали имеется сквозное отверстие с резьбой под установочный винт В М4 х 6g х 8.48.016 ГОСТ 1491-80. В средней части имеется отверстие под подшипник 8200. Внутри детали устанавливается ось шарнира, диаметром 10 мм. На ось одевается подшипник с внутренним диаметром 10 мм. Ось шарнира фиксируется с корпусом винтом.
Создание 3D-модели детали «пята» по эскизу
Отключить слой с именем «Скоба» и включить слой «Пята» и активизировать окно «Вид спереди» в пространстве модели. По эскизу детали (рис.4.4.5) выбрать формат чертежа (А4) . Поскольку на эскизе деталь снабжена истинными размерами, выполняем чертеж детали в натуральную величину, используя средства зуммирования AutoCAD.


Рис. 4.4.4. Технический рисунок деталей «Скоба» и «Колесо»
Текущие настройки: Удалить исходные=Нет Слой=Источник OFFSETGAPTYPE=0
Укажите расстояние смещения или [Через/Удалить/Слой] <Через>: 2
Выберите объект для смещения или [Выход/Отменить] <Выход>:
Укажите точку, определяющую сторону смещения, или [Выход/Несколько/Отменить]
<Выход>:
Выберите объект для смещения или [Выход/Отменить] <Выход>:
Команда: _offset
Текущие настройки: Удалить исходные=Нет Слой=Источник OFFSETGAPTYPE=0
Укажите расстояние смещения или [Через/Удалить/Слой] <2.0>: 3
Выберите объект для смещения или [Выход/Отменить] <Выход>:
Укажите точку, определяющую сторону смещения, или [Выход/Несколько/Отменить]
<Выход>:

Рис. 4.4.5. Эскиз детали «Пята»
Выберите объект для смещения или [Выход/Отменить] <Выход>:
Укажите точку, определяющую сторону смещения, или [Выход/Несколько/Отменить]
<Выход>:
Выберите объект для смещения или [Выход/Отменить] <Выход>:
Команда: _offset
Текущие настройки: Удалить исходные=Нет Слой=Источник OFFSETGAPTYPE=0
Укажите расстояние смещения или [Через/Удалить/Слой] <3.0>: 1.5
Выберите объект для смещения или [Выход/Отменить] <Выход>:
Команда: _boundary
Внутренняя точка: Выбор всех объектов…
Выбираются все видимые объекты…
Анализ выбранных данных…
Анализ внутренних островков…
Внутренняя точка:
КОНТУР: создано объектов — 1 полилиния
Команда: _revolve
Текущая плотность каркаса: ISOLINES=4, Режим создания замкнутых профилей = Тело
Выберите объекты для вращения или [РEжим]: _MO Режим создания замкнутых
профилей [Тело/Поверхность] <Тело>: _SO
Выберите объекты для вращения или [РEжим]: найдено: 1
Выберите объекты для вращения или [РEжим]:
Начальная точка оси вращения или [оБъект/X/Y/Z] <Объект>:
Конечная точка оси:
Угол вращения или [Начальный угол/оБратить/ВЫражение] <360>:
Команда: _chamfer
(Режим С ОБРЕЗКОЙ) Параметры фаски: Длина1 = 3.6, Длина2 = 3.6
Выберите первый отрезок или
[оТменить/полИлиния/Длина/Угол/оБрезка/Метод/Несколько]:
Выбирается базовая поверхность…
Задайте параметр выбора поверхности [Следующая/OK (текущая)] <OK>:
Задайте длину фаски базовой поверхности или [Выражение] <3.6>: 1
Задайте длину фаски другой поверхности или [Выражение] <3.6>: 1
Выберите кромку или [КОнтур]:
Выберите кромку или [КОнтур]:
Создать параллелепипед для создания четвертного выреза
Команда: _box
Первый угол или [Центр]:
Другой угол или [Куб/Длина]:
Проверка 561 пересечений …
Высота или [2Точки] <100.0>:
Рисование цилиндра для создания сквозного отверстия под установочный винт
Установить вид слева и на нём создать цилиндр
Команда: _cylinder
Центр основания или [3Т/2Т/ККР/Эллиптический]:
Радиус основания или [Диаметр] <1.5>: Д
Диаметр <3.0>: 3
Высота или [2Точки/Конечная точка оси] <-35.8>: 10
Вычитание цилиндра из корпуса пяты
Команда: _subtract Выберите тела, поверхности и области, из которых будет
выполняться вычитание ..
Выберите объекты: найдено: 1
Выберите объекты:
Выберите тела, поверхности или области для вычитания ..
 Выберите объекты: найдено: 1
Выберите объекты: найдено: 1
Выберите объекты:

Рис. 4.4.6. Технический рисунок деталей «Пята» и «Ось вала»
3D-модель детали «Ось вала»
Отключить слои с именами «Скоба» и «Пята». Включить слой «Ось вала» и активизировать окно «Вид сверху» в пространстве модели. По эскизу детали (рис.4.4.7) в натуральном масштабе, в пространстве модели, в окне «Вид сверху» создаем четыре цилиндра: № 1 Ø15 и высотой 2 мм, № 2 Ø9 и высотой 29 мм, № 3 Ø4 и высотой 3 мм, №4 Ø9 и высотой 3 мм. Пользуясь командой «Перенести» установить цилиндры по месту в конструкции. Рекомендуем работать с видом «Каркас», применять относительные координаты (@) и опцию «центр» режима объектной привязки. Цилиндру №4 присвоить цвет (команда «Свойства»), например «красный», другим – «синий». На верхнем торце цилиндра Ø9 с помощью команды «Фаска» выполнить фаску 1х45°. Выточку на оси вала создать посредством вычитания из вала кольца Ø9х Ø4, которое образуется с помощью команды «Вычитание» (из цилиндра №4 вычесть цилиндр № 3). Протокол создания модели:
Цилиндр № 1
Команда: _cylinder
Центр основания или [3Т/2Т/ККР/Эллиптический]:
Радиус основания или [Диаметр] <2.0>: Д
Диаметр <4.0>: 15
Высота или [2Точки/Конечная точка оси] <3.0>: 2
Цилиндр №2
Команда: _cylinder
Центр основания или [3Т/2Т/ККР/Эллиптический]:
Радиус основания или [Диаметр] <7.5>: Д
Диаметр <15.0>: 9
Высота или [2Точки/Конечная точка оси] <2.0>: 29
Цилиндр №4
Команда: _cylinder
Центр основания или [3Т/2Т/ККР/Эллиптический]:

Рис. 4.4.7. Эскиз детали «Ось вала»
Радиус основания или [Диаметр] <2.0>: Д
Диаметр <4.0>: 15
Высота или [2Точки/Конечная точка оси] <3.0>: 2
Цилиндр №3
Команда: _cylinder
Центр основания или [3Т/2Т/ККР/Эллиптический]:
Радиус основания или [Диаметр] <7.5>: Д
Диаметр <15.0>: 4
Высота или [2Точки/Конечная точка оси] <2.0>: 3
Установка цилиндра №1 по месту на нижнее основание цилиндра №2
Перемещение цилиндра №1 на высоту 3 мм
Команда: _move
Выберите объекты: найдено: 1
Базовая точка или [Перемещение] <Перемещение>:
Вторая точка или <считать перемещением первую точку>: @0,0,3
3D-модель детали «колесо»
Отключить слои с именами «Скоба», «Ось вала» и «Пята». Включить слой «Колесо» и активизировать окно «Вид спереди» в пространстве модели. По эскизу детали (рис.4.4.8) в натуральном масштабе создаем четыре цилиндра: № 1 Ø28 и высотой 15 мм, № 2 Ø11 и высотой 17 мм, № 3 Ø8 и высотой 6 мм, №4 Ø6 и высотой 17 мм. Пользуясь командой «Перенести» установить цилиндры по месту в конструкции. Рекомендуем работать с видом «Каркас», применять относительные координаты (@) и опцию «центр» режима объектной привязки. Цилиндру № 4 присвоить цвет (команда «Свойства»), например «красный», другим – «синий». На верхнем торце цилиндра Ø9 с помощью команды «Фаска» выполнить фаску 1х45°. Выточку на оси вала создать посредством вычитания из вала кольца Ø9х Ø4, которое образуется с помощью команды «Вычитание» (из цилиндра № 4 вычесть цилиндр № 3).

Рис. 4.4.8. Эскиз детали «Колесо»
Протокол создания модели «Колесо»:
Цилиндр №2
Команда: _cylinder
Команда: _cylinder
Центр основания или [3Т/2Т/ККР/Эллиптический]:
Радиус основания или [Диаметр] <5.5>: Д
Диаметр <11.0>: 11
Высота или [2Точки/Конечная точка оси] <17.0>: 17
Цилиндр №1
Команда: _cylinder
Центр основания или [3Т/2Т/ККР/Эллиптический]:
Радиус основания или [Диаметр] <5.5>: Д
Диаметр <11.0>: 28
Высота или [2Точки/Конечная точка оси] <17.0>: 15
Цилиндр №3
Команда: _cylinder
Центр основания или [3Т/2Т/ККР/Эллиптический]:
Радиус основания или [Диаметр] <5.5>: Д
Диаметр <11.0>: 8
Высота или [2Точки/Конечная точка оси] <6.0>: 6
Цилиндр №4
Команда: _cylinder
Центр основания или [3Т/2Т/ККР/Эллиптический]:
Радиус основания или [Диаметр] <5.5>: Д
Диаметр <11.0>: 6
Высота или [2Точки/Конечная точка оси] <17.0>: 17
Установка цилиндров №2 и №4 посредине колеса
Команда: _move
Выберите объекты: найдено: 1
Базовая точка или [Перемещение] <Перемещение>:
Вторая точка или <считать перемещением первую точку>: @0,1 набрать на ВЭ «Вид сверху»
3D-модель детали «Штырь»
Отключить слои с именами «Скоба», «Ось вала», «Колесо» и «Пята» (рис.4.4.10). Включить слой «Штырь» и активизировать окно «Вид спереди» в пространстве модели. По эскизу детали (рис.4.4.9) в натуральном масштабе создаем два цилиндра: №1 Ø9 и высотой 2 мм, №2 Ø6 и высотой 27 мм. Командой «Объединение» превращаем цилиндры в единое целое. Пользуясь командой «Перенести» устанавливаем штырь по центру бокового отверстия скобы. Далее создаем цилиндр Ø2 и высотой 10 мм, используя «квадранты» фаски и бокового отверстия в скобе.

Рис. 4.4.9. Эскиз детали «Штырь»

Рис. 4.4.10. Диалоговое окно «Слои»: отключены слои «Скоба»,
«Пята», «Ось вала» и «Колесо»; текущим назначен слой «Штырь»
Протокол создания модели «Штырь»:
Цилиндр № 1
Команда: _cylinder
Центр основания или [3Т/2Т/ККР/Эллиптический]:
Радиус основания или [Диаметр]: Д
Диаметр: 9
Высота или [2Точки/Конечная точка оси]: 2
Цилиндр №2
Команда: _cylinder
Центр основания или [3Т/2Т/ККР/Эллиптический]:
Радиус основания или [Диаметр] <4.5>: Д
Диаметр <9.0>: 6
Высота или [2Точки/Конечная точка оси] <2.0>: -27
Объединение цилиндров
Команда: _union
Выберите объекты: найдено: 1
Выберите объекты: найдено: 1, всего: 2
Создание фаски
Команда: _chamfer
(Режим С ОБРЕЗКОЙ) Параметры фаски: Длина1 = 1.0, Длина2 = 1.0
Выберите первый отрезок или
[оТменить/полИлиния/Длина/Угол/оБрезка/Метод/Несколько]:
Выбирается базовая поверхность…
Задайте параметр выбора поверхности [Следующая/OK (текущая)] <OK>:
Задайте длину фаски базовой поверхности или [Выражение] <1.0>:
Задайте длину фаски другой поверхности или [Выражение] <1.0>:
Выберите кромку или [КОнтур]:
Выберите кромку или [КОнтур]:
Создание цилиндра для организации сквозного отверстия под шплинт
Команда: _cylinder
Центр основания или [3Т/2Т/ККР/Эллиптический]:
Радиус основания или [Диаметр] <3.0>: Д
Диаметр <6.0>: 2
Высота или [2Точки/Конечная точка оси] <-27.0>: 8
Установка цилиндра по месту прижать к отверстию щеки скобы
Установить ВЭ «Вид слева»
Команда: _-view Задайте параметр
[?/Удалить/Ортогонально/Восстановить/Сохранить/Настройка/Рамка]: _left
Команда: _move сборка деталей в изделие с помощью команд «Перенести»
3D-модель детали «Шплинт»
Отключить слои с именами «Скоба», «Ось вала», «Колесо», «Штырь» и «Пята. Включить слой «Шплинт» и активизировать окно, в котором шплинт изображен в главном виде, т.е. ВЭ «Вид слева» в пространстве модели. По эскизу детали (рис.2.2.17 и табл.2.2.4) в натуральном масштабе рисуем два прямоугольника размерами 5х3.8 и 8х1.8. Информация о размерах шплинта для отверстия Ø2 мм выбирается из табл. 2.2.4. Прямоугольники рисуем отдельно, а затем стыкуем с помощью команды «Перенести», применяя опцию «Середина» объектной привязки. Затем скругляем правую кромку прямоугольника 5х3.8 с помощью команды «Фаска». Проводим отрезки прямых линий.


Рис. 4.4.11. Технический рисунок сборочной единицы из шести деталей

Рис. 4.4.12. Фрагмент создания модели «Шплинт»
Протокол работы в AutoCAD:
Команда: _rectang
Первый угол или [Фаска/Уровень/Сопряжение/Высота/Ширина]:
Второй угол или [Площадь/Размеры/поВорот]: @5,3.8
Команда: _rectang
Первый угол или [Фаска/Уровень/Сопряжение/Высота/Ширина]:
Второй угол или [Площадь/Размеры/поВорот]: @8,1.8
Команда: _fillet
Текущие настройки: Режим = С ОБРЕЗКОЙ, Радиус сопряжения = 1.9
Команда: _circle Центр круга или [3Т/2Т/ККР (кас кас радиус)]:
Радиус круга или [Диаметр] <4.6>:
Команда: _line Первая точка: указать на основание петли шплинта
Следующая точка или [оТменить]: касательная к окружности петли
Команда: _line Первая точка: указать на основание петли шплинта
Следующая точка или [оТменить]: касательная к окружности петли
Затем обводим траекторию (толстая линия) с помощью команды «Полилиния» и рисуем сечение в виде полуокружности. Затем переносим изображение половины шплинта в пространство модели и поворачиваем сечение (рис.4.4.12, полукруг) относительно горизонтальной оси на угол 90° (команда «3D- поверни» из подменю «3D-операции»). С помощью команды «Выдавить тело» указываем на сечение и на траекторию – получаем половину шплинта. Командами «Зеркало» и «объединить» создаем модель шплинта.
Командой «Перенести» можно установить шплинт по месту соединения.
Создание чертежа по 3D-модели детали «скоба»
Команда: _solview
Задайте параметр [Пск/Орто/Дополнительный/Сечение]: П
Задайте параметр [Имя/Мск/?/Текущая] <Текущая>: Т
Масштаб вида <1.0>: 2.5
Центр вида:
Первый угол видового экрана:
Противоположный угол видового экрана:
Имя вида: c2
Задайте параметр [Пск/Орто/Дополнительный/Сечение]: О
Укажите сторону видового экрана для проекции:
Центр вида:
Первый угол видового экрана:
Противоположный угол видового экрана:
Имя вида: c3
Из протокола видно, что система при входе в опцию «Вид» запросила масштаб изображения («М 2.5:1» – увеличение в 2.5 раза), имена изображений («с2» – фронтальный и «с3» – профильный, вид слева). Перед тем как применить опцию «Чертеж» команды «Подготовка» («Solview») следует сменить тип линий в слоях с расширением «.HID» (невидимый) с «Continue» (сплошная линия) на «Dashed» (штриховая линия). Затем следует указать на границы ВЭ – на экране отобразится чертеж детали. После обращения к опции «Чертеж» можно погасить лампочку в слое «Vports». Прямоугольники ВЭ исчезнут.
Далее с помощью команды «Полилиния» следует обвести геометрические элементы изображений, нанести размеры, оси, штриховку, шероховатость, допуски и предельные отклонения, надписи и т.д.(рис.4.4.12).
4.5. Контрольные вопросы
1. Чем отличается деталь от сборочной единицы?
2. Совпадают ли номера шрифтов размерных чисел и номеров позиций на сборочном чертеже?
3. Чем комплекс отличается от комплекта?
4. Что называется неспецифицированным изделием?
5. Какова структура условного обозначения сборочного чертежа?
6. Какие виды конструкторских документов составляются на любую сборочную единицу?
7. Назовите три способа нанесения размеров.
8. Что такое «промилле»? С какой характеристикой геометрической формы изделия или геодезической поверхности связан этот термин?
9. Какие три типа размеров наносятся на сборочных чертежах?
10. Где наносятся цифры номеров позиций?
11. Что значит «прочесть сборочный чертеж (десять пунктов) »?
12. По какой таблице можно выбрать параметры шероховатости при оформлении рабочего чертежа?
13. В какой последовательности присваиваются номера позиций?
14. Как наносится штриховка на разрезах и сечениях?
15. Сколько этапов включает в себя процесс составления эскизов?
16. Какова последовательность работы на подготовительном этапе составления эскиза детали?
17. Когда наносятся значения размеров на эскизах?
18. Как и с какой точностью выполняются замеры внутренних и наружных диаметров труб, фитингов и т. п. с помощью штангенциркуля?
19. Какие геометрические элементы можно измерить с помощью отпечатка на бумаге?
Литература
1. Лагерь А.И. Инженерная графика: Учебник, 3-е изд., перераб. и доп.– М: Высшая школа, 2004. – 334 с., ил.
2. Мерзон Э.Д., Мерзон И.Э., Медведовская Н.В. Машиностроительное черчение: Учеб. пособие для инж.-техн. спец. вузов. – М.: Высш. шк., 1987. – 335 с.
3. Мерзон Э.Д., Мерзон И.Э., Медведовская Н.В. Задачник по машино-строительному черчению: Учеб. пособие для студентов машиностроитель-
ных специальностей вузов. – 6-ое изд., перераб. и доп. — М.: Высш. шк., 1990. – 288 с., ил.
4. Федоренко В.А., Шошин А.И. Справочник по машиностроительному черчению. – М.: 1980.
5. Лемазина А.А., Рыбалкина Р.И. Сборочный чертёж. Методические указания – Казанск. инж.-строит. ин-т, офсетная лаборатория КИСИ, 1982. – 32 с., ил.
6. Варакин А.С. AutoCAD. Профессиональная работа. М.: Издательский дом «Вильямс», 2006. – 1040 с., ил.
7. Л.И.Новичихина Справочник по техническому черчению. Минск: «Вышэйш. школа», 1976. – 240 с.
8. Артюхин Г.А. Компьютерная геометрия и инженерная графика. Технология создания чертежей: Учебное пособие для студентов первого курса дневного и заочного обучения всех направлений подготовки / — Казань: Изд-во Казанск. гос. архитект.-строит. ун-та, 2022, 114 с., ил.
9. Артюхин Г.А. Компьютерная геометрия и инженерная графика. Варианты и примеры выполнения заданий: Учебно-методические указания для студентов первого курса дневного и заочного обучения всех направлений подготовки — Казань: Изд-во Казанск. гос. архитект.-строит. ун-та, 2022, 114 с., ил.
10. Свидетельство №17074 о регистрации электронного ресурса: «Начертательная геометрия». – Дата регистрации 12.05.2022 г. – Автор: Артюхин Г.А. – Государственная академия наук. Российская академия образования. Институт информации и мониторинга. Объединённый фонд электронных ресурсов «Наука и образование».
11. Свидетельство №17075 о регистрации электронного ресурса: «Инженерная графика». – Дата регистрации 12.05.2022 г. – Автор: Артюхин Г.А. – Государственная академия наук. Российская академия образования. Институт информации и мониторинга. Объединённый фонд электронных ресурсов «Наука и образование».
12. Чекмарёв А.А., Осипов В.К. Справочник по машиностроительному черчению. – 2-е изд., перераб. М: Высш. шк.; Изд. центр «Академия», 2000. – 493 с., ил.
13. Артюхин Г.А., Рудницкий В.П. Учебное пособие по строительному черчению. Ч. 1. «Конструкции железобетонные». Ч. 2. «Конструкции металлические» для студентов первого курса дневного и заочного обучения строительных специальностей. / Казанский государственный архитектурно-строительный университет. Казань, 2022. – 113 с.
14. Осипов В.А., Козел В.И. Альбом чертежей сборочных единиц для чтения и деталирования: Учебное пособие для средних специальных учебных заведений. – М.: Машиностроение, 1980. – 59 с., ил.
Ответы на контрольные вопросы 1.4
1. Эскиз.
2. 5…10 мм.
3. «Техническое задание», «Техническое предложение», «Эскизный проект» и «Технический проект».
4. От 1 до 8 мм и от 1 до 2 мм в штриховой линии (линии невидимого контура и линии перехода в невидимые); от 5 до 30 мм и от 3 до 8 мм в тонкой штрих-пунктирной линии (осевые линии симметрии).
5. S, от 0.5 до 1.4 мм, в зависимости от формата и сложности чертежа.
6. При изображении линий сгиба на развертках поверхностей.
7. Размер шрифта соответствует высоте прописных букв и цифр в мм. При написании литеры применяются три полосы: верхняя, средняя и нижняя. Высота средней полосы равна номеру предыдущего номера стандартного шрифта. Высота верхней и нижней полос равна половине высоты средней полосы (рис.1.3.4). Например, при начертании текста шрифтом №5, высоты полос равны 1.75, 3.5 и 1.75 мм соответственно.
8. 1 мм; 0.5 мм.
9. Штрихпунктирные линии должны выходить за контурные линии изображений на 2…5 мм. Осевые и линии невидимого контура должны пересекаться штрихами.
10. Вместо штрихпунктирной линии допускается тонкая сплошная линия, если размер геометрического элемента (окружности, овала, прямоугольника и т.п.) на чертеже менее 12 мм.
11. Вид – изображение обращенной к наблюдателю поверхности предмета. ГОСТ 2.305-68 допускает указание невидимого контура предмета в виде штриховых линий, что позволяет уменьшить число видов. Число видов можно уменьшить посредством использования условных обозначений при нанесении размеров (диаметра, конусности и т.п.), а также совмещение изображений вида и разреза.
Ответы на контрольные вопросы 2.4
1. Основные параметры резьбы установлены ГОСТ 11708-82. Резьбу характеризуют три диаметра: наружный, средний и внутренний (рис.2.1.3). Профиль и угол профиля, шаг, ход, сбег, недорез, недовод резьбы (рис.2.1.2).
2. Треугольный профиль имеет место в обеих резьбах – это общее. Однако, угол профиля метрической резьбы составляет 60°, а у трубной – 55°. Второе отличие заключается в технологии обработки впадин и выступов треугольного профиля. В метрической резьбе они притуплены, в дюймовой – скруглены (рис.2.1.2, 2.1.3).
3. Болт исполнения №1, диаметром 20 мм и длиной 70 мм, с метрической резьбой нормальной длины 2d 6=46 мм, с крупным шагом резьбы 2.5 мм (табл.2.2.3), с шестигранной головкой с размером под ключ S=30 мм, класс прочности 10.9, из стали 35Х, с полем допуска 8 q, с цинковым покрытием (01, табл.2.2.2) толщиной 6 микрон (016).
4. Гайка исполнения № 1, диаметром резьбы d = 12 мм, с размером «под ключ» S = 18 мм, с крупным шагом резьбы с полем допуска 6Н, класса прочности 5, без покрытия.
5. Шпилька М10х80 ГОСТ 22038-76 – типа А (без проточки в средней части), с крупной метрической резьбой диаметром 10 мм, длина шпильки 80 мм, предназначена для ввинчивания в легкие сплавы, длина посадочного конца 16 мм.
6. Шпилька Б М10х1,0х60 ГОСТ 22040-76 – типа Б с проточкой в средней части, с мелким шагом резьбы – 1мм, диаметром 10 мм, длина шпильки 60 мм, предназначена для ввинчивания в легкие сплавы, длина посадочного конца 25 мм.
7. «Винт АМ8-6gх50.48 ГОСТ 1491-80» длиной 50 мм, с цилиндрической головкой, класса точности А, диаметром резьбы d=8 мм, с крупным шагом резьбы, с полем допуска резьбы 6g, нормальной длиной резьбы b=2d 6=22 мм, класса прочности 4.8, без покрытия.
8. «Шайба 2.12.01.099 ГОСТ 11371-78»
Шайба с фаской для стержня диаметром 12 мм, из стали группы №1, с цинковым покрытием (09) толщиной 9 микрон.
9. «Шпилька М20х1,5х50 28/32 ГОСТ 11765-76» означает: шпилька длиной 50 мм, без проточки (исполнение А) в средней части, диаметр метрической резьбы 20 мм, с мелким шагом резьбы 1.5 мм, длина посадочного (ввинчиваемого) конца 28 мм, длина стяжного конца 32 мм.
10. «Заклёпка 6х65.38.М3.03 ГОСТ 11765-76» означает: заклёпка нормальной точности (В), диаметр стержня 6 мм, изготовлена из меди марки М3, имеет медно-никелевое покрытие.
11. Это подшипники серии ширин (высот B) «0» и серии диаметров «2», т.к. седьмая цифра в обозначении не указывается. «Подшипник 203 ГОСТ 8338-75» и «Подшипник 23 ГОСТ 8338-75». Не указаны также пятая и шестая цифры. В первом подшипнике «03» означает код диаметра d=17. Во втором обозначении цифра «3» означает d=3 согласно схеме условного обозначения подшипника (рис.2.2.36). По табл.2.2.10 устанавливаем параметры «203»-го: d=17; D=40; В=12 и «23»-го: d=3; D=10; В=4.
12. «7» (табл.2.2.10).
13. Призматическая шпонка исполнения № 1 (ГОСТ 23360-78) с размерами: b=10; h=8; l=32 (10х8х32). Применяется для валов с диаметрами от 30 до 38 мм (табл.П1.4).
14. Призматическая шпонка исполнения № 2 (ГОСТ 23360-78) с размерами: b=20; h=12; l=90 (20х12х90). Применяется для валов с диаметрами от 65 до 75 мм (табл.П1.3).
15. Клиновая шпонка исполнения №1 (ГОСТ 24068-80) с размерами: b=32; h=18; l=90 (32х18х90). Применяется для валов с диаметрами от 110 до 130 мм (табл.П1.5).
16. Сегментная шпонка исполнения №2 (ГОСТ 24068-80) с размерами: b=5; h=7.5 (20х12х90). Применяется для валов с диаметрами от 18 до 20 мм (табл.П1.6).
17. Преимущественно применяются при соединении валов со ступицами вращающихся деталей. Стандарт устанавливает три исполнения: № 1 – с сопряжением обоих торцов пластинки шпонки; № 2 – без скругления торцов; № 3 – сопряжение одного торца шпонки.
18. Шпонка – деталь, устанавливаемая в пазах вращающихся деталей с целью предотвращения их относительного перемещения пр<</div>
§
| Условный проход Dу, мм | Обозначение резьбы в дюймах | Длина резьбы мм | Толщина трубы мм | Наружный диаметр мм |
| Труб 1/8’’ | 2.0 | 13.5 | ||
| Труб 1/4’’ | 2.2 | 13.5 | ||
| Труб 3/8’’ | 2.2 | |||
| Труб 1/2’’ | 2.8 | 21.3 | ||
| Труб 3/4’’ | 13.5 | 2.8 | 26.8 | |
| Труб 1’’ | 3.2 | 33.5 | ||
| Труб 1¼’’ | 3.2 | 42.3 | ||
| Труб 1½’’ | 3.5 | |||
| Труб 2’’ | 19.5 | 3.5 | ||
| Труб 2 ½’’ | 19.5 | 4.0 | 75.5 | |
| Труб 3’’ | 4.0 | 88.5 | ||
| Труб 3¼’’ | 4.0 | 88.5 | ||
| Труб 4’’ | 4.5 |
Таблица П1.3
Марки (группы) материала и их условные обозначения
| Вид и марка | Условное обозначение |
| низкоуглеродистые стали: | |
| Ст2 | |
| 10, 10кп | |
| Ст3 | |
| 15, 15кп | |
| Легированная сталь 09Г2 | |
| Нержавеющая сталь 12Х18Н9Т | |
| Латунь: | |
| Л63 | |
| Л63 (антимагнитная) | |
| Медь М3, МТ | |
| Алюминиевые сплавы: | |
| АМг 5П | |
| Д18 | |
| АД1 |
Таблица П1.4
Размеры соединений с призматическими шпонками ГОСТ 23360-78
| Диаметр d вала, мм | Шпонка | Шпоночный паз | |||
| b | h | L | t1 | t2 | |
| 6…8 | 6…20 | 1.2 | |||
| 8…10 | 6…36 | 1.8 | 1.4 | ||
| 10…12 | 8…45 | 2.5 | 1.8 | ||
| 12…17 | 8…45 | 2.3 | |||
| 17…22 | 8…45 | 3.5 | 2.8 | ||
| 22…30 | 18…90 | 3.3 | |||
| 30…38 | 22…110 | 3.3 | |||
| 38…44 | 28…140 | 3.3 | |||
| 44…50 | 36…160 | 5.5 | 3.8 | ||
| 50…58 | 45…180 | 4.3 | |||
| 58…65 | 50…200 | 4.4 | |||
| 65…75 | 56…220 | 7.5 | 4.9 | ||
| 75…85 | 63…250 | 5.4 | |||
| 85…95 | 70…280 | 5.4 | |||
| 95…110 | 80…320 | 6.4 | |||
| 110…130 | 90…360 | 7.4 |
Таблица П1.5
Размеры соединений с клиновыми шпонками ГОСТ 24068-80
| Диаметр d вала, мм | Шпонка | Шпоночный паз | |||
| b | h | L | t1 | t2 | |
| 6…8 | 6…20 | 1.2 | 0.5 | ||
| 8…10 | 6…36 | 1.8 | 0.9 | ||
| 10…12 | 8…45 | 2.5 | 1.2 | ||
| 12…17 | 8…45 | 1.7 | |||
| 17…22 | 8…45 | 3.5 | 2.2 | ||
| 22…30 | 18…90 | 2.4 | |||
| 30…38 | 22…110 | 2.4 | |||
| 38…44 | 28…140 | 2.2 | |||
| 44…50 | 36…160 | 5.5 | 2.9 | ||
| 50…58 | 45…180 | 3.4 | |||
| 58…65 | 50…200 | 3.4 | |||
| 65…75 | 56…220 | 7.5 | 3.9 | ||
| 75…85 | 63…250 | 4.4 | |||
| 85…95 | 70…280 | 4.4 | |||
| 95…110 | 80…320 | 5.4 | |||
| 110…130 | 90…360 | 6.4 |
Таблица П1.6
Размеры соединений с сегментными шпонками ГОСТ 24071-80
| Диаметр d вала, мм | Шпонка | Шпоночный паз | |||
| b | h | D | t1 | t2 | |
| 3…4 | 1.4 | 1.0 | 0.8 | ||
| 4…5 | 1.5 | 2.6 | 1.0 | ||
| 5…6 | 2.6 | 1.8 | 1.0 | ||
| 6…7 | 2. | 3.7 | 2.9 | 1.2 | |
| 7…8 | 2.5 | 3.7 | 2.7 | 1.4 | |
| 8…10 | 3.8 | 1.4 | |||
| 10…12 | 6.5 | 5.3 | 2.4 | ||
| 12…14 | 6.5 | 1.8 | |||
| 14…16 | 7.5 | 4.5 | 1.8 | ||
| 16…18 | 6.5 | 5.5 | 2.3 | ||
| 18…20 | 7.5 | 2.3 | |||
| 20…22 | 2.3 | ||||
| 22…25 | 6.5 | 2.8 | |||
| 25…28 | 7.5 | 2.8 | |||
| 28…32 | 3.3 | ||||
| 32…38 | 3.3 |
Таблица П1.7
Графическое обозначение материалов , ГОСТ 2.306-68
Таблица П1.8
Виды покрытий поверхностей
| Вид покрытия | Условное обозначение | Обозначение |
| Без покрытия | Не обозначается | |
| Цинковое с хроматированием | Ц. хр. | |
| Кадмиевое с хроматированием | Кд. хр. | |
| Многослойное: медь-никель | Мн. м. н. х. | |
| Многослойное: медь-никель-хром | Ц. хр. | |
| Окисное (оксидное) | Хим.окс. | |
| Фосфатное с промасливанием | Хим.фос. | |
| Оловянное | О | |
| Медное | М | |
| Цинковое | Ц | |
| Окисное анодизационное с хроматированием | Ан. окс. хр. | |
| Пассивное | Хим.пас. | |
| Серебряное | Ср. |

Таблица П1.9
Размеры отверстий под концы установочных винтов,
ГОСТ 12415-80
| Номинальный диаметр резьбы винта d | d1 (пред. откл. по H14) | h1 (пред. откл. по  ) ) | h2 (пред. откл. по ) | h3 |
| 1,0 | 0,5 | — | — | 0,2 |
| 1,2 | 0,6 | 0,3 | ||
| 1,6 | 0,8 | 0,6 | 0,4 | |
| 2,0 | 1,0 | 0,8 | 0,5 | |
| 2,5 | 1,5 | 1,0 | 0,7 | |
| 3,0 | 2,0 | 1,2 | 1,0 | |
| 4,0 | 2,5 | 1,6 | 1,2 | |
| 5,0 | 3,5 | 1,7 | ||
| 6,0 | 4,0 | 2,0 | 1,0 | 2,0 |
| 8,0 | 5,5 | 2,5 | 2,7 | |
| 10,0 | 7,0 | 3,0 | 1,2 | 3,5 |
| 12,0 | 8,5 | 4,0 | 1,6 | 4,2 |
| 16,0 | 12,0 | 2,0 | 6,0 | |
| 20,0 | 15,0 | 6,0 | 2,5 | 7,5 |
| 24,0 | 18,0 | 9,0 |
Примечания:
1. Предельные отклонения размера d1 не распространяются на отверстия типа 3.
2. Допускается до 1 января 1986 г. вместо d1 = 4,0; 5,5; 7,0; 8,5 мм применять соответственно d1 = 4,5; 6,0; 7,5; 9,0 мм.

Таблица П1.10
ГОСТ 12414-94 «Концы болтов, винтов и шпилек»

Примеры оформления чертежей графической работы № 1
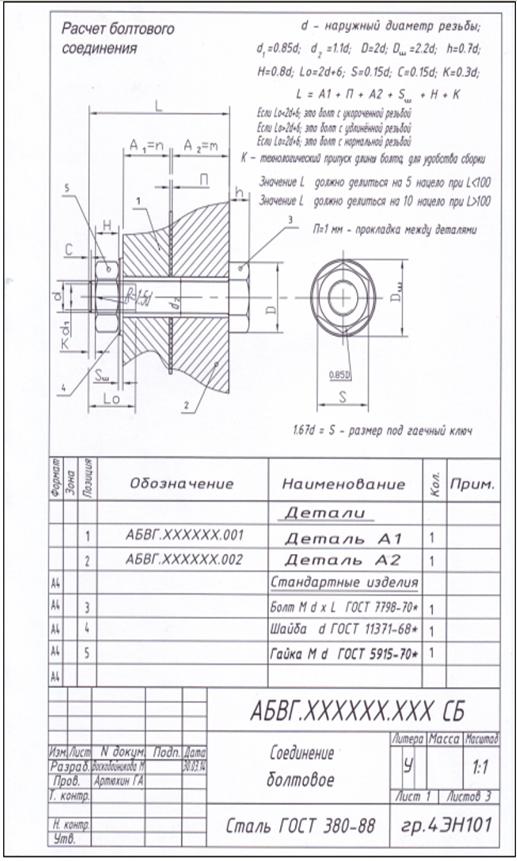
Рис. П1.1. Болтовое соединение: схема создания чертежа

Рис. П1.2. Болтовое соединение: пример оформления чертежа

Рис. П1.3. Шпилечное соединение: схема создания чертежа

Рис. П1.4. Шпилечное соединение: пример оформления чертежа

Рис. П1.5. Соединение переходной муфтой: схема создания чертежа
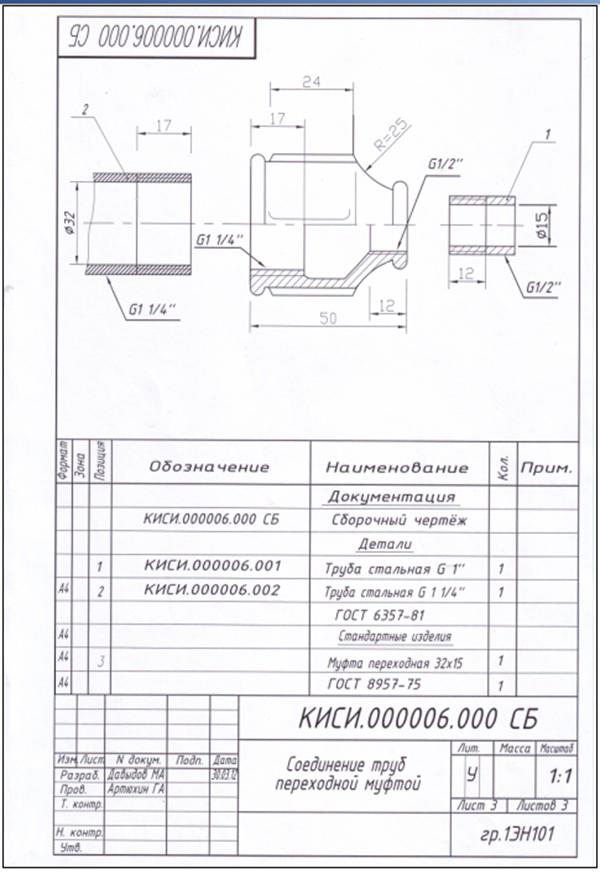 Рис. П1.6. Соединение труб переходной муфтой:
Рис. П1.6. Соединение труб переходной муфтой:
пример оформления чертежа

Рис. П1.7. Соединение труб угольником: пример оформления чертежа

Рис. П1.8. Соединение труб угольником: схема создания чертежа

Рис.П1.9. Соединение труб тройником: пример оформления чертежа

Рис. П1.10. Соединение труб тройником: схема создания чертежа
Приложение 2
 Примеры оформления конструкторской документации для графической работы № 2 «Сборочный чертеж»
Примеры оформления конструкторской документации для графической работы № 2 «Сборочный чертеж»
Рис. П2.1. Титульный лист ГР № 2 «Сборочный чертеж»
 Рис. П2.2. Техническое описание изделия ГР № 2 «Сборочный чертеж»
Рис. П2.2. Техническое описание изделия ГР № 2 «Сборочный чертеж»
 Рис. П2.3. Таблица спецификации изделия ГР № 2 «Сборочный чертеж»
Рис. П2.3. Таблица спецификации изделия ГР № 2 «Сборочный чертеж»

Рис. П2.4. Рабочий чертеж детали «Скоба» ГР № 2
 Рис. П2.5. Рабочий чертеж детали «Пята» ГР № 2
Рис. П2.5. Рабочий чертеж детали «Пята» ГР № 2
 Рис. П2.6. Рабочий чертеж детали «Ось» ГР № 2 «Сборочный чертеж»
Рис. П2.6. Рабочий чертеж детали «Ось» ГР № 2 «Сборочный чертеж»

Рис. П2.7. Рабочий чертеж детали «Колесо» ГР № 2

Рис. П2.8. Рабочий чертеж детали «Штырь» ГР № 2

Рис. П2.9. Технический рисунок индивидуального изделия ГР № 2

Рис. П2.10. Сборочный чертеж индивидуального изделия ГР № 2
Приложение 3
Примеры оформления рабочих чертежей 
Рис. П3.1. Примеры применения невыпадающих винтов:
а) при толщине присоединяемой детали менее двух шагов резьбы винта;
б) при толщине присоединяемой детали более двух шагов резьбы винта

Рис. П3.2. Винт с цилиндрической головкой и сферой невыпадающий, класса прочности «В»: «Винт М3 — 6g х 6.48.016 ГОСТ 10337-80»
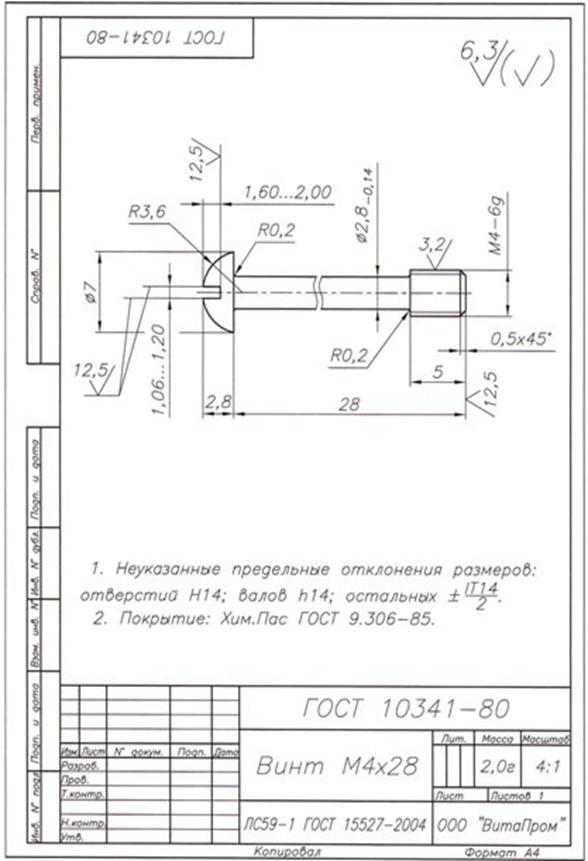 Рис. П3.3. Винт с полукруглой головкой и сферой невыпадающий,
Рис. П3.3. Винт с полукруглой головкой и сферой невыпадающий,




")

