
 для SMD компонентов: какой лучше выбрать?")
- Рейтинг самых популярных флюсов для пайки
- Понадобится
- Как должен выглядеть флюс для пайки медных труб?
- Паяем СМД детали своими руками
- Лужение площадки
- Варианты изготовления паяльных паст
- Устанавливаем и выравниваем контроллер
- Пайка контактов микросхемы
- 6. Флюсы ЛТИ, ТАГС, ЗИЛ и другие
- Удаление лишнего флюса и припоя
- 4. Спирто-канифольный флюс
Рейтинг самых популярных флюсов для пайки
1. Флюс Kingbo RMA-218
|  | |
2. Флюс Amtech RMA-223
|  | |
3. Флюс-гель Rexant «BGA и SMD»
|  |
Понадобится
- Паяльник с регулятором температуры и толщиной жала не более 2-х мм.

- Губка для очистки жала.

- Провод ПЩ.

- Пинцет.

- Припой трубчатый или иной.

- Флюс паста.

- Флюс жидкий.

Это минимальный набор, без дорогих паяльных станций, фенов и оловоотсосов.
Как должен выглядеть флюс для пайки медных труб?
Флюс предназначен для повышения качества процесса спаивания припоем двух металлических поверхностей и при нагревании очищает поверхности от оксидных и жирных пленок. Хороший флюс должен иметь низкую температуру плавления и малый удельный вес. Перед моментом плавления припоя он должен успеть растворить окислы и не проникать вглубь паяного соединения в процессе пайки. Флюс должен хорошо растекаться и смачивать поверхность припоя и металла в месте пайки.
Самые лучшие флюсы для пайки не выгорают и при нагреве мало испаряются. А продукты разложения и окислы легко удаляются растворителями. Даже если остатки не удалены, то они не вызывают коррозии. Как мы знаем, флюсы для пайки бывают активные (кислотные) и нейтральные (некислотные). обычно активно взаимодействует с широким спектром растворяемых жиров и оксидных пленок. При этом могут выделяться продукты взаимодействия, не слишком полезные для нашего драгоценного здоровья.
Нейтральные флюсы более безопасные в этом плане, но их волшебные свойства подготовки паяемых поверхностей не такие яркие. Какие бывают флюсы можно посмотреть в ГОСТ 19250-73 «Флюсы паяльные. Классификация». В общем, тут как и с любым профессиональным инструментом – каждый нужен для определенного набора действий. Начну рейтинг лучших флюсов по Мастеру Пайки с сортировкой по популярности у ремонтников электронной техники.
Как видно из выше перечисленного, чтобы выбрать флюс для пайки меди, необходимо детально изучить спецификацию каждого компонента, и в то же время потребуется соблюдать некоторые меры предосторожности и общие правила применения:
- Флюс паста для пайки меди должна обеспечить равномерность площади обрабатываемой поверхности изделия.
- Показатель вязкости любого компонента флюса должен быть намного ниже, чем у припоя, то есть, препарат должен расплавиться раньше, чем припой и обеспечить равномерное заполнение всего пространства обрабатываемого изделия. Полная замещаемость, это основной критерий показателя взаимодействия флюса и припоя.
- Оксидная плёнка должна полностью раствориться и защитить металл от вторичного процесса окисления.
- Обрабатываемый паяльной пастой для меди шов должен иметь презентабельный вид и не создавать неудобств для дальнейшей эксплуатации.
- Химическая стабильность вещества. В процессе нагревания флюс не должен никаким образом разлагаться.
- По окончании технологических работ, остатки шлама необходимо удалить.
- Допускается применение пасты для пайки медных труб вертикальном положении.
Паяем СМД детали своими руками
SMD — Surface Mounted Devices — Компоненты для поверхностного монтажа — так расшифровывается эта английская аббревиатура. Они обеспечивают более высокую по сравнению с традиционными деталями плотность монтажа. К тому же монтаж этих элементов, изготовление печатной платы оказываются более технологичными и дешевыми при массовом производстве, поэтому эти элементы получают все большее распространение и постепенно вытесняют классические детали с проволочными выводами.
Монтажу таких деталей посвящено немало статей в Интернете и в печатных изданиях, в своей статье про выбор главного инструмента я уже писал немного по этой теме. Сейчас хочу ее дополнить.
Надеюсь мой опус будет полезен для начинающих и для тех, кто пока с такими компонентами дела не имел.
Выход статьи приурочен к выпуску первого датагорского конструктора, где таких элементов 4 шт., а собственно процессор PCM2702 имеет супер-мелкие ноги. Поставляемая в комплекте печатная плата имеет паяльную маску, что облегчает пайку, однако не отменяет требований к аккуратности, отсутствию перегрева и статики.

Несколько слов про необходимые для этой цели инструменты и расходные материалы. Прежде всего это пинцет, острая иголка или шило, кусачки, припой, очень полезен бывает шприц с достаточно толстой иголкой для нанесения флюса. Поскольку сами детали очень мелкие, то обойтись без увеличительного стекла тоже бывает очень проблематично.
В любительских условиях удобнее всего такие детали паять при помощи специального паяльного фена или по другому — термовоздушной паяльной станцией. Выбор их сейчас в продаже довольно велик и цены, благодаря нашим китайским друзьям, тоже очень демократичные и доступны большинству радиолюбителей. Вот например такой образчик китайского производства с непроизносимым названием. Я такой станцией пользуюсь уже третий год. Пока полет нормальный.
Ну и конечно же, понадобится паяльник с тонким жалом. Лучше если это жало будет выполнено по технологии «Микроволна» разработанной немецкой фирмой Ersa. Оно отличается от обычного жала тем, что имеет небольшое углубление в котором скапливается капелька припоя. Такое жало делает меньше залипов при пайке близко расположенных выводов и дорожек. Настоятельно рекомендую найти и воспользоваться. Но если нет такого чудо-жала, то подойдет паяльник с обычным тонким наконечником.
В заводских условиях пайка SMD деталей производится групповым методом при помощи паяльной пасты. На подготовленную печатную плату на контактные площадки наносится тонкий слой специальной паяльной пасты. Делается это как правило методом шелкографии. Паяльная паста представляет собой мелкий порошок из припоя, перемешанный с флюсом. По консистенции он напоминает зубную пасту.
После нанесения паяльной пасты, робот раскладывает в нужные места необходимые элементы. Паяльная паста достаточно липкая, чтобы удержать детали. Потом плату загружают в печку и нагревают до температуры чуть выше температуры плавления припоя. Флюс испаряется, припой расплавляется и детали оказываются припаянными на свое место.
Остается только дождаться охлаждения платы.Вот эту технологию можно попробовать повторить в домашних условиях. Такую паяльную пасту можно приобрести в фирмах, занимающихся ремонтом сотовых телефонов. В магазинах торгующих радиодеталями, она тоже сейчас как правило есть в ассортименте, наряду с обычным припоем.
В качестве дозатора для пасты я воспользовался тонкой иглой. Конечно это не так аккуратно, как делает к примеру фирма Asus когда изготовляет свои материнские платы, но тут уж как смог. Будет лучше, если эту паяльную пасту набрать в шприц и через иглу аккуратно выдавливать на контактные площадки. На фото видно, что я несколько переборщил плюхнув слишком много пасты, особенно слева.
Посмотрим, что из этого получится. На смазанные пастой контактные площадки укладываем детали. В данном случае это резисторы и конденсаторы. Вот тут пригодится тонкий пинцет. Удобнее, на мой взгляд, пользоваться пинцетом с загнутыми ножками.

Вместо пинцета некоторые пользуются зубочисткой, кончик которой для липкости чуть намазан флюсом. Тут полная свобода — кому как удобнее.После того как детали заняли свое положение, можно начинать нагрев горячим воздухом. Температура плавления припоя (Sn 63%, Pb 35%, Ag 2%) составляет 178с*. Температуру горячего воздуха я выставил в 250с* и с расстояния в десяток сантиметров начинаю прогревать плату, постепенно опуская наконечник фена все ниже.
Осторожнее с напором воздуха — если он будет очень сильным, то он просто сдует детали с платы. По мере прогрева, флюс начнет испаряться, а припой из темно-серого цвета начнет светлеть и в конце концов расплавится, растечется и станет блестящим. Примерно так как видно на следующем снимке.После того как припой расплавился, наконечник фена медленно отводим подальше от платы, давая ей постепенно остыть. Вот что получилось у меня. По большим капелькам припоя у торцов элементов видно где я положил пасты слишком много, а где пожадничал.
Паяльная паста, вообще говоря, может оказаться достаточно дефицитной и дорогой. Если ее нет в наличии, то можно попробовать обойтись и без нее. Как это сделать рассмотрим на примере пайки микросхемы. Для начала все контактные площадки необходимо тщательно и толстым слоем облудить.
На фото, надеюсь видно, что припой на контактных площадках лежит такой невысокой горочкой. Главное чтобы он был распределен равномерно и его количество на всех площадках было одинаково. После этого все контактные площадки смачиваем флюсом и даем некоторое время подсохнуть, чтобы он стал более густым и липким и детали к нему прилипали. Аккуратно помещаем микросхему на предназначенное ей место. Тщательно совмещаем выводы микросхемы с контактными площадками.
Рядом с микросхемой я поместил несколько пассивных компонентов керамические и электролитический конденсаторы. Чтобы детали не сдувались напором воздуха нагревать начинаем свысока. Торопиться здесь не надо. Если большую сдуть достаточно сложно, то мелкие резисторы и конденсаторы запросто разлетаются кто куда.
Вот что получилось в результате. На фото видно, что конденсаторы припаялись как положено, а вот некоторые ножки микросхемы (24, 25 и 22 например) висят в воздухе. Проблема может быть или в неравномерном нанесении припоя на контактные площадки или в недостаточном количестве или качестве флюса. Исправить положение можно обычным паяльником с тонким жалом, аккуратно пропаяв подозрительные ножки. Чтобы заметить такие дефекты пайки необходимо увеличительное стекло.
Паяльная станция с горячим воздухом — это хорошо, скажете вы, но как быть тем, у кого ее нет, а есть только паяльник? При должной степени аккуратности SMD элементы можно припаивать и обычным паяльником. Чтобы проиллюстрировать эту возможность припаяем резисторы и пару микросхем без помощи фена одним только паяльником.
Потом достаточно прикоснуться жалом паяльника к торцу детали и контактной площадке и деталь с одной стороны окажется припаянной. С другой стороны припаиваем аналогично. Припоя на жале паяльника должно быть минимальное количество, иначе может получиться залипуха.Вот что у меня получилось с пайкой резистора.
Качество не очень, но контакт надежный. Качество страдает из за того, что трудно одной рукой фиксировать иголкой резистор, второй рукой держать паяльник, а третьей рукой фотографировать.Транзисторы и микросхемы стабилизаторов припаиваются аналогично. Я сначала припаиваю к плате теплоотвод мощного транзистора.
Во время пайки можно иголкой слегка пошевелить транзистор, чтобы убедиться что весь припой под основанием расплавился и транзистор как бы плавает на капельке припоя. К тому же лишний припой из под основания при этом выдавится наружу, улучшив тепловой контакт. Вот так выглядит припаянная микросхема интегрального стабилизатора на плате.
Теперь надо перейти к более сложной задаче — пайке микросхемы. Первым делом, опять производим точное позиционирование ее на контактных площадках. Потом слегка «прихватываем» один из крайних выводов.
После этого нужно снова проверить правильность совпадения ножек микросхемы и контактных площадок. После этого таким же образом прихватываем остальные крайние выводы.
Теперь микросхема никуда с платы не денется. Осторожно, по одной припаиваем все остальные выводы, стараясь не посадить перемычку между ножками микросхемы.
Вот тут то нам очень пригодится жало «микроволна» о котором я упоминал вначале. С его помощью можно производить пайку многовыводных микросхем, просто проводя жалом вдоль выводов. Залипов практически не бывает и на пайку одной стороны с полусотней выводов с шагом 0,5 мм уходит всего минута. Если же такого волшебного жала у вас нет, то просто старайтесь делать все как можно аккуратнее.

Что же делать, если несколько ножек микросхемы оказались залиты одной каплей припоя и устранить этот залип паяльником не удается?
Тут на помощь придет кусочек оплетки от экранированного кабеля. Оплетку пропитываем флюсом. Затем прикладываем ее к заляпухе и нагреваем паяльником.
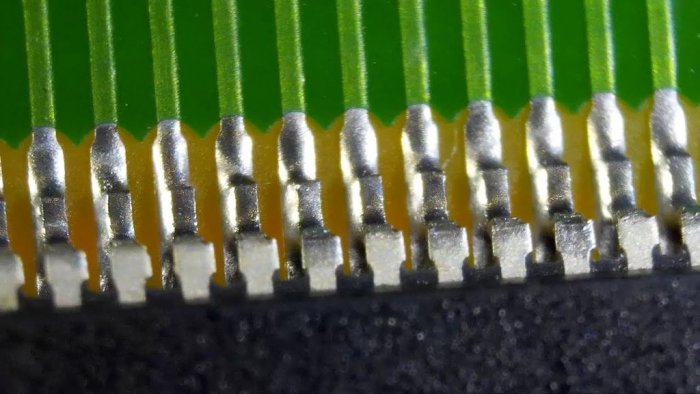
Оплетка как губка впитает в себя лишний припой и освободит от замыкания ножки микросхемы. Видно, что на выводах остался минимум припоя, который равномерно залил ножки микросхемы.
Надеюсь, я не утомил вас своей писаниной, и не сильно расстроил качеством фотографий и полученных результатов пайки. Может кому-нибудь этот материал окажется полезным. Удачи!
С уважением, Тимошкин Александр (TANk)
Александр (TANk)
Лужение площадки
Опытные электроники не всегда выполняют подобный шаг, но на первых парах я рекомендую его сделать.
Нужно залудить плату, а именно место куда будет припаян контроллер. Конечно, площадка скорей всего залужена, особенно если плата сделана на производстве. Но со временем на контактах появляется оксидная пленка, которая может вам помешать.
Нагреваем паяльник до рабочей температуры. Площадку обильно смазываем флюсом. На жало наносим немного припоя и лудим дорожки.
Лишний припой удаляем с помощью ПЩ провода. Он отлично впитывает припой благодаря эффекту капиллярности.
Варианты изготовления паяльных паст
На девятом месте ортофосфорная и паяльная кислота, которая просто разъедает любые жировые пленки на поверхности металла и поэтому обеспечивает прекрасную паяемость очищенных поверхностей. Воняет и отравляет молодой организм при нагреве просто жуть. Так что нужно проветривать помещение, а еще лучше паять на свежем воздухе. В этом случае отравление парами кислоты сведется к минимуму.
паяет быстро и почти все, можно сначала нанести кислоту на соединение, а потом уже паять, стоит ну очень дешево от 30 руб. за 10 мл.
этот флюс очень токсичен от слова ядовит при попадании на кожу и, особенно, на слизистые оболочки вплоть до разъедания, кислота все-таки. Им нельзя паять платы, потому как кислота, даже в небольших количествах оставшаяся на тонких медных дорожках, их разъест.

Что паять: медь, серебро, сталь, никель, чугун, бронза, латунь.
Чем смывать: растворителем, бензином, спиртом.
На седьмом месте расплылся паяльный жир, он бывает активный и нейтральный, состав: канифоль, вазелин, парафин или стеарин, хлорид цинка, деионизованная вода и хлорид аммония. Вся эта ядреная смесь очень хорошо справляется с сильно-загрязненными поверхностями металла. Как раз для этого и нужен парафин. Он как бы приподнимает всю грязь наверх, подальше от эпицентра пайки.
испаряется медленно с жала паяльника, оставляет мало нагара, очень дешев (от 50 руб. за баночку 20 г.).
твердую консистенцию сложно наносить, остатки при нагреве работающей платы растекаются и долго испаряются.
Что паять: я бы рекомендовал паять жиром толстенные окисленные провода и небольшие металлические детали, я даже паял автомобильный радиатор этим чудо-жиром.
Чем смывать: смывается лучше всего растворителем или бензином, спирт плохо берет.
Помимо основных компонентов составляющие основу материала, технологическая инструкция по применению паяльной пасты подразумевает несколько видов и категорий:
- Безотмывочный.
- Отмывочный.
- Растворимый вариант, на основе водной жидкости.
- С содержанием галогенов.
- Без содержания галогенов.

Нужно учитывать, что свойства паяльной пасты как пользоваться в определённых условиях зависят от наличия основных и вспомогательных компонентов, но в любом случае в тех пастах, где нет водной основы, обязательно присутствует канифоль. В данном случае для промывки в обязательном порядке используют слабый растворитель.
Устанавливаем и выравниваем контроллер
Когда площадка подготовлена, пришло время установить контроллер. Тут есть хитрость, большинство паяльщиков устанавливают микросхему и пинцетом выравнивают ее контакты по дорожкам. Но делать это очень сложно, так как даже небольшое подергивание рукой откидывает контроллер на значительное расстояние.
Делать это будет гораздо проще, если смазать по диагонали уголки флюсом-пастой.
Теперь устанавливаем контроллер и корректируем пинцетом.
Как только микросхема встала — припаиваем контакты по диагонали.
Проверяем, все ли контакты попали на свои места.
Пайка контактов микросхемы

Согласно общепринятым правилам и регламентным положениям, допускается применение следующих компонентов для того чтобы знать как пользоваться паяльным флюсом в домашних и производственных целях.
- Припои с порошкообразными формами и вариантами дробления.
- Флюсовые компоненты.
- Связующие материалы.
- Общие добавки и специальные активаторы.
В качестве компонентов для припоя используют олово, серебро, а также традиционный свинец. Вместе с этим применения свинца в последнее время уходит на задний план, и нанесение паяльной пасты через трафарет осуществляется при помощи безсвинцовых компонентов.
Далее, нужно учитывать следующее перед тем, как паять паяльной пастой, в каждом компоненты используют специальный флюс, который играет своеобразную роль обезжиривателя. Существенную роль в этом случае играют SMD компоненты, которые используются в большинстве групп печатных паст, и срок годности паяльной пасты из-за наличия активных химических компонентов составляет не более 6 месяцев.
Тут уже можно использовать как жидкий, так и тягучий флюс. Очень обильно наносим его на контакты.
Смачиваем каплей припоя жало. Лишнее очищаем губкой.
И, аккуратно проводим по смазанным контактам.

Торопиться не нужно.
6. Флюсы ЛТИ, ТАГС, ЗИЛ и другие
На шестом месте расположились различной направленности с плавающей популярностью: ЛТИ (с индексами 1, 2, 3, 120 включают в себя воду, спирт, канифоль, аммиак, хлористый цинк, нашатырь, солянокислый анилин, триэтоланилин), ТАГС (глицерин, анилиновый активатор), ЗИЛ (с индексами 1, 2, 4 изготавливаются на основе хлоридов цинка, аммония, железа, соляной кислоты и воды), флюс-гель ТТ (обязательно смываемый флюс с индикацией активных остатков состоит из вазелина, эмульгатора, тетраэтиленгликоля и КРС-78), Ф-38Н (ортофосфорная кислота, диэтоламин солянокислый), ФКДТ (канифоль, спирт, мой любимый димэтилалкилбензиламмонийхлорид и трибутилфосфат), Kester 959t (разработан для пайки волной припоя без образования шариков).
Далее ФИМ (вода, спирт, ортофосфорная кислота), ЛК-2 (спирт, канифоль, хлориды аммония и цинка), ПВ (с индексами 200, 201, 284 и 209 на основе кислот применяется для высокотемпературной пайки), ФП 1 и 2 (вазелин, хлористый цинк, канифоль, нашатырь), КЭЦ (спирт, канифоль, хлористый цинк), флюс-паста ВТС (спирт, вазелин, салициловая кислота, триэтаноламин), ГК (спирт с глицерином и канифолью), КЗ (спирт с канифолью), Прима-1 (вода, спирт, глицерин, хлористый цинк).
Наиболее интересным мне показался по сходной цене в 5$.
большое разнообразие и доступность по низкой цене.
большинство этих флюсов активные, так что требуют отмывки и проветривания рабочего места.
Что паять: железо, нержавейка, медь, бронза, цинк, нихром, серебро, никель, чугун.
Чем смывать: большинство из указанных флюсов смываются спирт, растворитель, ацетон, бензин и даже водой.
Удаление лишнего флюса и припоя

Посте пропайки всех контактов, пришло время удалять лишний припой. Наверняка несколько контактов, да слиплись.
https://www.youtube.com/watch?v=SU35NgMDU9o
Очень обильно смачиваем контакты жидким флюсом. Жало паяльника полностью очищаем губкой от припоя и проходимся по слипшимся контактам. Лишний припой должен втянуться на жало.
Чтобы удалить лишний флюс используйте СБС — спирто-бензиновую смесь, смешанную 1:1.
Обильно мочим.
И протираем.
4. Спирто-канифольный флюс
На пятом месте самый популярный флюс всех времен и народов, муза музыкантов, дар природы, ее величество канифоль. Канифоль бывает живичная (из живицы хвойных пород деревьев, почти не имеет жирных кислот), экстракционная (экстрагирование бензином хвойных опилок, содержит больше жирных кислот, чем живичная) и таловая (остатки после сульфатоцеллюлозного производства мыла).
В в баночках продается «канифоль сосновая». Обычно это та самая живичная канифоль с минимальным содержанием жирных кислот. Чем светлее тем меньше жирных кислот. А значит, такая канифоль даже если останется после пайки на контактах, не будет их разъедать.

Обычно канифоль не гигроскопична – не поглощает влагу, но поглощает кислород. Так что остатки жирных кислот в некачественной канифоли могут быть опасны для паяных контактов. Поэтому канифоль лучше все-таки отмывать после пайки ответственных соединений.
Бывает также жидкая канифоль (уже разведенная в спирте) и канифоль-гель (канифольная крошка, замешанная с растворителем), которые удобно наносить перед процессом пайки.
самый доступный и популярный неактивный флюс, в уличных соединениях можно не смывать, хорошо пахнет при нагревании.
если качество канифоли низкое, будет выделяться много дыма при пайке, чаще всего приходится отмывать, твердую канифоль неудобно наносить на контакты – приходится сначала плавить ее паяльником и скорее, пока она не выкипела, нести жало к месту пайки.
Что паять: медные провода, контакты микросхем и радиоэлементов, золото, серебро, латунь, цинк. Удавалось паять даже алюминий, замешав много канифоли с металлической пылью.
Чем смывать: спирт, спирто-бензиновая смесь, бензин, растворители.
На четвертом месте многими любимый спирто-канифольный флюс СКФ или ФКСп (флюс паяльный спирто-канифольный). Он состоит на 60-80 % из спирта и на 20-40 % из канифоли. Такую смесь можно приготовить дома своими руками. Например многие просто крошат канифоль в спирт в соотношении примерно 1 к 3. Удобно применять в шприце с иголкой. Но при хранении в неплотно закрытом шприце начинает подсыхать на иголке и перестает течь.
доступный и популярный неактивный флюс, удобно наносить, дымит не сильно.
при нагреве, спирт начинает бурно испаряться и шипеть.

Что паять: медные провода, позолоченные и посеребренные контакты микросхем и радиоэлементов, латунь, цинк.
Чем смывать: спирт, растворители, бензин, спирто-бензиновая смесь.
Итак мы подобрались к Топ 3 лучших флюсов для пайки. На призовых местах я расположил профессиональные флюсы, которые в обычной жизни могут и не пригодиться. А вот в ремесле – очень нужны.





")

