

- Анализ микрошлифов
- Время жизни паяльной пасты
- Вы готовы к переходу на бессвинцовую технологию? — база знаний по электронике, бессвинцовая паяльная паста, бессвинцовый профиль, статьи по электронике, статьи по пайке, диполь технологии, директива rohs
- Долговечность паяльной пасты
- Исследование пустот
- Нанесение пасты
- Оплавление/смачивание
- Печать пасты
- Прочность на отрыв
- Тест «голова на подушке»
- Усилие на отрыв
- Эксперимент
- Заключение
- Тест «вывод в пасте»
- Вывод в пасте
Анализ микрошлифов
Анализ внутренней микроструктуры был выполнен для чип-компонентов 3216 (1206), припаянных пастами А (Sn58Bi; Sn57,6Bi0,4Ag и Sn57Bi1Ag). Результаты демонстрируют хорошее смачивание как чип-компонентов, так и печатной платы для всех трех типов паяльной пасты (рис. 24).
Микроструктуры, которые приведены на рис. 25, показывают фазы олова и висмута в сплаве с некоторыми включениями интерметаллида Cu6Sn5 в толще галтели с хорошей пайкой к плате и выводам компонентов.
Время жизни паяльной пасты
После того как первоначальные исследования (нанесение, оплавление, «голова на подушке», вывод в пасте и наличие пустот) были проведены, исследования пасты А (Sn57,6Bi0,4Ag, тип 3) были продолжены в течение пяти дней ее непрерывного использования. Это было сделано для того, чтобы понять, есть ли какие-то изменения в вязкости и тиксотропном индексе пасты.
Кроме того, паста А (Sn57,6Bi0,4Ag, тип 3) изучалась в течение пяти дней на предмет образования пустот при пайке силовых транзисторов, покрытых чистым оловом, при длительных процессах нанесения и оплавления в атмосфере воздуха с профилем оплавления, показанным на рис. 3.
Вы готовы к переходу на бессвинцовую технологию? — база знаний по электронике, бессвинцовая паяльная паста, бессвинцовый профиль, статьи по электронике, статьи по пайке, диполь технологии, директива rohs
Тенденции мирового рынка подталкивают изготовителей электроники, производителей материалов и производителей оборудования внедрять новые технологии для снижения уровня негативного воздействия на окружающую среду. В рамках данного направления можно выделить два основных этапа: переход к бессвинцовой технологии пайки и проведение сертификации по стандарту ISO 14000. Эти мероприятия позволяют производителям электроники соответствовать новым требованиям по защите окружающей среды.
В ряде стран требования по переходу на бессвинцовые технологии закреплены законодательно. В частности, Директивы Европейского Сообщества с 1 января 2004 г. ограничили продажу электронной продукции, содержащей свинец, на территории Европы. В Японии среди крупнейших производителей, таких, как: Sony, Matsushita (Panasonic), Hitachi и Toshiba, распространена добровольная программа отказа от свинца.
Одновременно компании, включая лидеров отрасли внедряют международные программы сертификации ISO 14000, регламентирующие более безопасные для окружающей среды технологии производства электроники. Помимо отказа от использования свинца и материалов с содержанием галогенидов, сертифицированные компании должны сводить к минимуму количество вредных веществ, выбрасываемых в атмосферу. Именно поэтому, производители электроники ставят задачу перед поставщиками о разработке нового оборудования и материалов, удовлетворяющих требованиям новых «зеленых» стандартов.
Паяльные пасты
В настоящее время на рынке материалов представлен ряд новых не содержащих свинца паяльных паст. Но, поскольку ни одна из них не является прямым аналогом свинцовой паяльной пасты, для каждой из них требуются дополнительные настройки технологического процесса пайки. Основное различие бессвинцовых сплавов от «традиционных» свинецсодержащих заключается в более высокой температуре пайки. Если температура ликвидуса свинцового сплава составляет 183 °C , то для бессвинцовых она имеет значение от 195 до 227 °C в зависимости от состава сплава.
Профилирование
Более высокие температуры пайки существенно сокращают технологическое окно. Оловянно-свинцовый сплав обладает температурой плавления 183 °C с пиковой температурой пайки в пределах от 205 до 215 °C. В тоже время максимальная допустимая температура печатной платы (ПП) составляет 230 — 240° C. Таким образом, для свинцовой технологии пайки мы имеем технологическое окно в диапазоне 15 — 35 °C. Температура плавления большинства бессвинцовых сплавов лежит в диапазоне от 216 до 220° C, с пиковой температурой пайки 225 — 235° C. Поскольку максимальная допустимая температура для печатной платы остается неизменной, технологическое окно сильно сжимается до диапазона 5 — 15°C. По этой причине к печам оплавления предъявляются более жесткие требования в точности настройки, стабильности поддержания температуры и повторяемости процесса. Так, если технологическое окно составляет 10 °C, а перепады температур на ПП составляет 10 °C, технологический процесс должен работать с нулевым допуском на ошибку.
Термопрофиль для свинцовой пасты
Кроме более высоких температур, для большинства бессвинцовых паяльных паст требуется более длительный интервал выдержки выше точки ликвидуса (как правило, от 60 до 90 секунд), в отличии от традиционных 40-60 секунд. Поэтому термопрофиль для бессвинцовых материалов отличается от стандартного свинцового профиля (рис. 1 и 2). Время нахождения в зоне пиковой температуры значительно выше, чем обусловлено образование «плато» на графике термопрофиля.
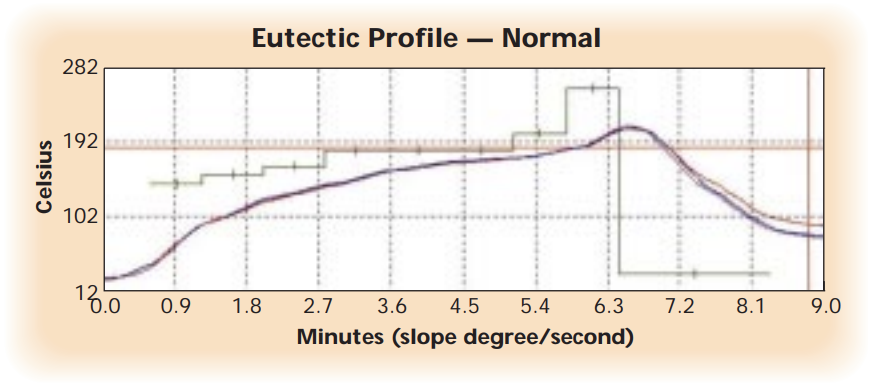
Рисунок 1. Традиционный термопрофиль для свинецсодержащих паст температура повышается до относительно кратковременного пика, а затем падает.
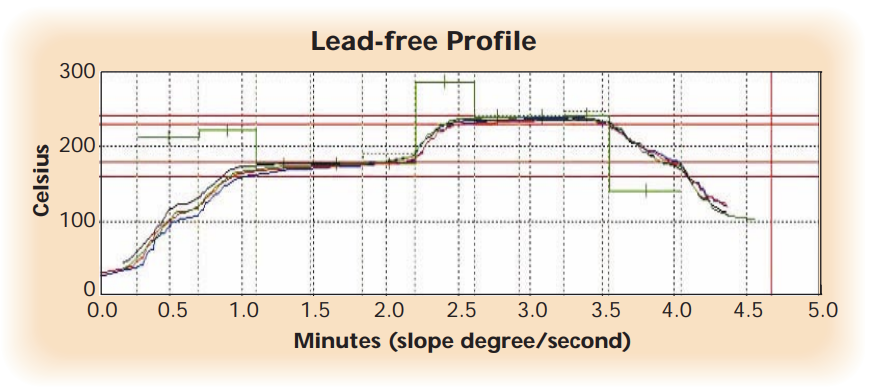
Рисунок 2. Термопрофиль пайки бессвинцовой пасты. Температура повышается до более высокого уровня в отличие от свинцового процесса и остается дольше времени, формируя плато.
Печи оплавления
Принимая во внимания отличия в материалах и технологического процесса, для пайки по бессвинцовой технологии используются печи с принудительной конвекцией для поддержания стабильной работы и контроля процесса при более высоких температурах. Большинство производителей бессвинцовых материалов рекомендует использовать азот, что дает возможность расширения технологического окна.
Применение азота дает ряд технологических преимуществ: повышение текучести сплава, повышение смачиваемости поверхности, снижение процесса окисления, улучшения внешнего вида паянных соединений. Стоит учесть, что применение азота влечет за собой дополнительные инвестиции в модернизацию сборочной линии.
Помимо принудительной конвекции производители оборудования внедряют новые решения в конструкцию печей, которые позволяют сделать процесс бессвинцовой пайки более стабильным. Это и увеличение числа зон нагрева, и изменение конфигурации модулей нагрева, и новые системы поддержки печатных плат в печи, и системы фильтрации и отделения паров флюса для уменьшения количества выбросов и защиты окружающей среды.
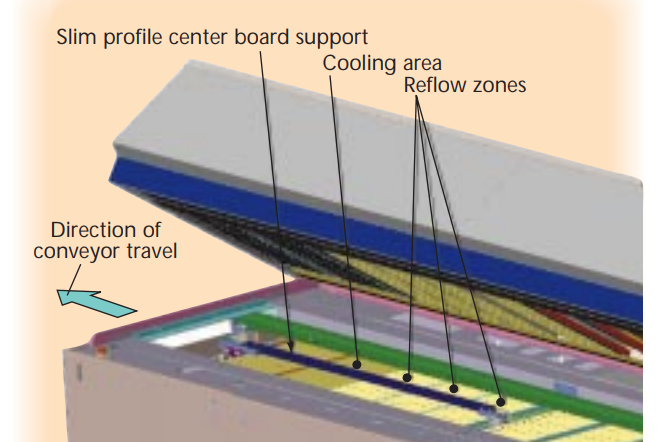
Увеличение количества зон пайки и уменьшение размера каждой отдельной зоны (рис. 3) обеспечивает более точный контроль технологического процесса и стабильность поддержания повышенных температур без потери в производительности. Такая конфигурация включает в себя зоны преднагрева, зоны пайки и зоны охлаждения. Все это удается реализовать в печи длиной 3,8м и обеспечить такую же производительность, как у традиционной печи длиной 4,7 м.
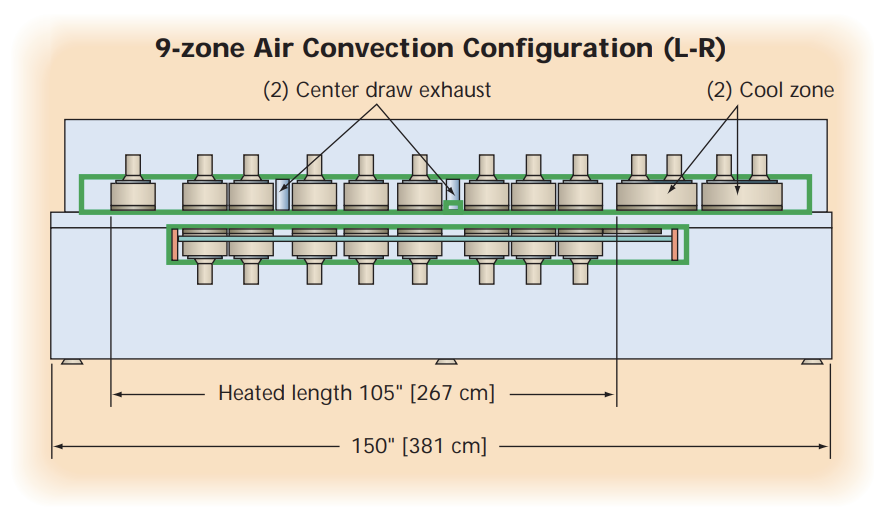
Рисунок 3. Эта конструкция конвекционной печи для пайки по бессвинцовой технологии оснащена девятью зонами.
Изменение в конструкции поддержки платы выполнено с учетом воздействия более высоких температур процесса. Когда температуры превышают 150 °C, базовый материал ПП приближается к точке стеклования, в результате чего может происходить деформация поверхности платы. Чем выше температура, тем больше шанс изменения геометрии поверхности печатной платы. Это критически важный параметр, особенно при первом проходе двусторонней платы через печь, поскольку трафаретная печать при повторном нанесении пасты очень критична к деформированной поверхности.
Новая концепция проектирования с центральной поддержкой включает в себя применение механизма только в тех зонах печи, где это необходимо – зоне пайки и зоне охлаждения. Как правило, для поддержки, проходящей по всей длине печи, требуются теплоемкие направляющие, которые уменьшают термическое воздействие на печатную плату и повышают ее ΔT. Кроме того, такая конструкция может снизить общую температуру платы. Это нужно учитывать при настройке термопрофиля печи для плат с центральной поддержкой и без нее.
Поскольку платы менее подвержены деформации при температурах ниже 150 °C, целесообразно уменьшать длину центральной поддержки, или вообще убирать ее, например в зоне преднагрева. Уменьшение размеров профиля поддержки, также способствует улучшению термостабильности процесса (Рис. 4). Результаты испытания показали, что ΔT на ПП остается неизменной, а стабильность температур платы находится в пределах 0,5 °C при установленной центральной поддержке платы и без нее.
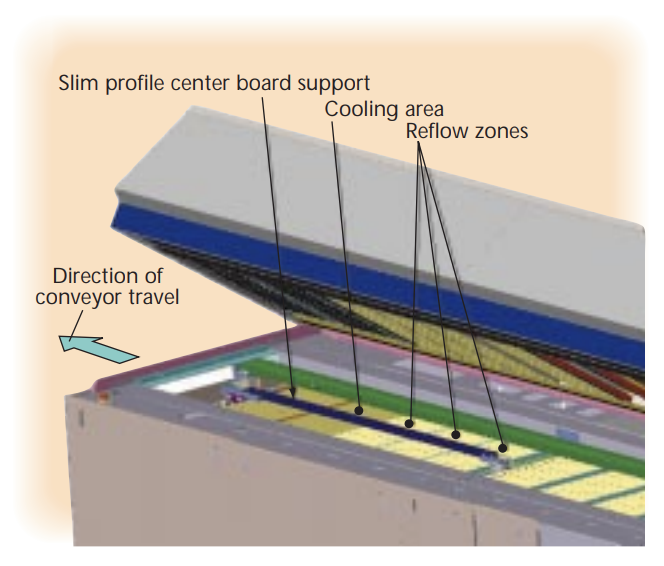
Рисунок 4. Сокращение длины и ширины профиля центральной поддержки платы и ее удаление из зоны преднагрева печи устраняет необходимость разрабатывать разные профили для плат, паяемых с центральной поддержкой и без него.
При пайке с азотом важно отделять и собирать остатки флюса для его последующего удаления из печи. Кстати, нормативные предписания ISO 14000 требуют наличия системы рециркуляции воздуха для предотвращения выброса вредных веществ в атмосферу.
Автоматическая система удаления флюса поддерживает внутреннюю чистоту печи, сводя к минимуму остановки сборочной линии для проведения технического обслуживания. Некоторые такие системы могут удалять до 95 процентов испарений флюса из печи, а интервалы между техническим обслуживанием увеличиваются до 30-90 дней в условиях массового производства. Такие системы применяют в сочетании с технологиями внутреннего охлаждения, механически активируемого перемешивания флюса, а также увеличением площади поверхности уловителей для паров флюса и мелких частиц.
В случае пайки в инертной среде, системы с обратным контуром могут пропускать азот через разделительный модуль и возвращать его в зону охлаждения. Таким образом «очищенный» газ может использоваться повторно, благодаря чему снижается стоимость использования азота. Некоторые системы позволяют доустанавливать специальные фильтры HEPA, чтобы соблюдать местные экологические требования EPA или ISO, сводя к минимуму количество выбрасываемых частиц в вентиляционную систему здания и окружающую среду (рис. 6).
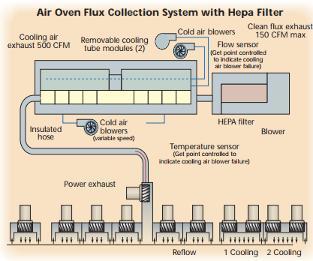
Рис. 6. Система сбора флюса в конвекционной печи с фильтром HEPA
Заключение
В то время, как существующий парк современных систем конвекционной пайки способен работать с некоторыми бессвинцовыми пастами, последние конфигурации печей позволяют оптимизировать процесс пайки для всего ассортимента паст и термопрофилей. Понимая необходимость производителей электроники адаптировать парк уже имеющегося оборудования к новым требованиям, производители печей предлагают программу адаптации существующего оборудования необходимыми модулями: системами очистки воздуха, сбора остатков флюса, центральной поддержки ПП.
Таком образом модернизация существующего оборудования позволит перейти на бессвинцовые технологии и пройти сертификацию согласно ISO 14000. Такие шаги уже применяются множеством крупных сборочных компаний и доступны для всех изготовителей.
Любая программа перехода на бессвинцовую технологию – это комплекс мероприятий, включающий в себя процесс подбора материалов, оценки возможностей существующего парка оборудования и соответствия производства требуемым стандартам. Одним из источников такой информации являются международные отраслевые сайты: www.ipc.org и www.lead-free.org. Воспользовавшись знаниями о затрагиваемых проблемах, изготовитель может предпринять шаги, необходимые для сохранения конкурентной позиции на глобальном электронном рынке.
Авторы: Марк Пео и Дон ДеАнжело
Перепечатано из «ТЕХНОЛОГИЯ ПОВЕРХНОСТНОГО МОНТАЖА» за май 2000 г.
Авторские права принадлежат PennWell Corporation
Понравилась статья? Поставьте лайк
ЭлектроникаПроизводство электроникиПоверхностный монтаж (SMT)Пайка оплавлениемБессвинцовая пайкаПечь конвекционного оплавления
Долговечность паяльной пасты
Исследования проводились в течение пяти дней непрерывного использования пасты А (Sn57,6Bi0,4Ag, тип 3). Это было сделано для того, чтобы понять, происходят ли какие-то изменения в ее вязкости или тиксотропном индексе. На основании результатов теста (рис. 20) можно отметить минимальное изменение вязкости или тиксотропного индекса в пасте за этот период времени.
За пять дней исследований качество печати паяльной пасты для BGA-компонентов с шагом 0,3 мм и QFP с шагом 0,4 мм было проверено и признано хорошим наряду с пайкой чип-компонентов 0603 и больших 6330 (2512) контактных площадок на плате (рис. 21).
Отмечено низкое образование пустот при монтаже силовых транзисторов в процессе длительных испытаний в течение пяти дней (рис. 22).
Исследование пустот
Это исследование проводилось на чип-компонентах 6432 (2512) с покрытием выводов чистым оловом, чипе BGA с шариками Sn3Ag0,5Cu с шагом 1 мм и силовых транзисторах с покрытием выводов чистым оловом. Сравнивались паста А (Sn58Bi, тип 3) и паста С (Sn3Ag0,5Cu, тип 3).
Далее было проведено сравнение количества пустот при пайке силовых транзисторов на платы с покрытиями OSP, Sn и NiAu пастами А (Sn57,6Bi0,4Ag, тип 4) и В (Sn57,6Bi0,4Ag, тип 4). При использовании пасты А было образовано минимальное количество пустот на всех трех покрытиях (рис. 18).
Последующие исследования были проведены с целью оценки влияния добавки серебра в оловянно-висмутовый припой на образование пустот. Силовые транзисторы QFN были смонтированы пастами А: Sn58Bi, тип 3; Sn57,6Bi0,4Ag, тип 4; Sn57Bi1Ag, тип 4. Не было отмечено никакой значимой разницы между этими тремя составами (рис. 19). Это говорит о том, что образование пустот больше зависит от типа флюса, чем от содержания серебра в паяльной пасте.
Нанесение пасты
Изменение вязкости для пасты А (Sn58Bi, тип 3) было минимальным после более чем 3000 проходов (рис. 9).
Были получены хорошие результаты для пасты А (Sn58Bi, тип 3) при нанесении ее (после 30-минутного отстаивания на трафарете) на площадки QFP шагом 0,4 мм и BGA/CSP шагом 0,3 мм (рис. 10).
Оплавление/смачивание
Паста А (Sn58Bi, тип 3) оценивалась на растекаемость после оплавления на различных образцах материалов, включая медь, латунь, сплав 42Н и никель (рис. 11). Для медного и латунного образца смачивание было больше области, куда была нанесена паста, что является хорошим результатом.
Затем посредством пасты А (Sn58Bi, тип 3) на тестовую плату были припаяны чипы 0603 (0201) и QFP-компоненты с шагом выводов 0,65 мм. Была отмечена хорошая смачиваемость компонентов в начальный момент времени и спустя 8 ч прокатывания паяльной пасты по трафарету перед нанесением ее на тестовую плату с последующим оплавлением, как показано на рис. 12.
Паста А (Sn57,6Bi0,4Ag, тип 4) и паста В (Sn57,6Bi0,4Ag, тип 4) использовались для монтажа чип-компонентов типоразмера 0603 (0201) на платы с покрытиями OSP, Sn и NiAu. Результаты (рис. 13) показывают хорошее смачивание для чип-компонентов и достаточное смачивание выводов QFP-микросхем для обеих паст.
Была проведена оценка образования капель припоя при монтаже чип-компонентов 2125 (0805) с покрытием чистым оловом на платы с покрытиями площадок OSP, Sn и NiAu. Сравнивались паста А (Sn57,6Bi0,4Ag, тип 4) и паста В (Sn57,6Bi0,4Ag, тип 4). При использовании пасты А было получено меньшее количество капель припоя (рис. 14).
Печать пасты
Исследование качества нанесения пасты проводилось с пастой А (Sn58Bi, тип 3) и пастой А (Sn57,6Bi0,4Ag, тип 4) на площадках QFP с шагом выводов 0,4 мм и BGA/CSP с шагом 0,3 мм. Всего было сделано более 200 отпечатков на тестовой плате для оценки пригодности паяльной пасты для печати.
Паста А (Sn58Bi, тип 3) также оценивалась после 30-минутного отстаивания с трафаретом с последующей печатью на контакты QFP с шагом 0,4 мм и BGA/CSP с шагом 0,3 мм на той же печатной плате.
Прочность на отрыв
После того как исследования нанесения и оплавления пасты были завершены, было проведено исследование усилия на отрыв различных припаянных чипов и выводных компонентов. Оборудование для тестирования чипов показано на рис. 5, а методология теста QFP компонентов приведена на рис. 6.
Первичные тесты на отрыв были сделаны для QFP-компонентов (с покрытием чистым оловом, шаг 0,65 мм). А первичные тесты на сдвиг были сделаны для чипов 3216 (1206) с покрытиями Sn и NiAu, 2022 (0805) с покрытием Sn и 1608 (0603) c покрытием Sn, припаянных пастой А (Sn58Bi), С (Sn3Ag0,5Cu) и D (Sn37Pb).
Последующие исследования на отрыв были сделаны для QFP-компонентов с покрытием чистым оловом и шагом выводов 0,65 мм, а на сдвиг — для чип-компонентов 3216 (1206) и 2022 (0805) с пастами А (Sn58Bi, Sn57,6Bi0,4Ag, Sn57Bi1Ag). Эти исследования были нужны для того, чтобы понять влияние содержания серебра в бессвинцовом SnBi припое.
Тест «голова на подушке»
Этот тест проводился для паяльных паст А (Sn57,6Bi0,4Ag), В (Sn57,6Bi0,4Ag) и С (Sn3Ag0,5Cu) с использованием шариков припоя Sn3Ag0,5Cu. Две бессвинцовых пасты Sn57,6Bi0,4Ag показали полное слияние с шариком припоя после 180 с. Для пасты Sn3Ag0,5Cu было зарегистрировано другое время — 60 с (рис. 15).
Усилие на отрыв
Первичные исследования на прочность паяных соединений (рис. 23) были проведены для QFP-компонентов с шагом 0,65 мм, чип-компонентов типоразмеров 3216 (1206), 2022 (0805) и 1608 (0603), припаянных пастами А (Sn58Bi), С (Sn3Ag0,5Cu) и D (Sn37Pb). Результаты показывают, что прочность галтели припоя Sn58Bi была эквивалентна такому же показателю у припоев Sn3Ag0,5Cu и Sn37Pb или лучше, чем у них.
Цель проведенных дополнительных исследований — определить влияние добавки серебра на прочность паяного соединения. Результаты тестов на отрыв QFP-компонента с шагом 0,65 мм и тестирования на сдвиг чип-компонентов 3216 (1206) и 2022 (0805), припаянных с помощью паст А (Sn58Bi;
Номер компонента | Sn58Bi | Sn58Bi | Sn57.6Bi0.4Ag | Sn57.6Bi0.4Ag | Sn57Bi1Ag | Sn57Bi1Ag |
3216 | 2022 | 3216 | 2022 | 3216 | 2022 | |
1 | 67,5 | 41,3 | 41,1 | |||
2 | 109,8 | 45,7 | 86,1 | 59,8 | 95,2 | 66 |
3 | 91 | 76,1 | 101 | 69,6 | 92,2 | 41,6 |
4 | 100,1 | 59,1 | 83,5 | 66,2 | 94,5 | 58,1 |
5 | 104,2 | 51,6 | 83,5 | 56,9 | 95,6 | 61,7 |
Среднее значение | 101,3 | 60 | 87,4 | 58,8 | 94,4 | 53,7 |
Среднеквадратичное отклонение | 7,9 | 12,2 | 9,1 | 11 | 1,5 | 11,6 |
Минимум | 91 | 45,7 | 81,6 | 41,3 | 92,2 | 41,6 |
Максимум | 109,8 | 76,1 | 101 | 69,6 | 95,6 | 66 |
Номер компонента | Sn58Bi | Sn57,6Bi0,4Ag | Sn57Bi1Ag |
1 | 20,3 | 18,9 | 19,9 |
2 | 19,6 | 19,6 | 19,7 |
3 | 19,7 | 17,2 | 17,4 |
4 | 18,5 | 20 | 19,6 |
5 | 20,7 | 19,7 | 20,8 |
6 | 21,2 | 20,6 | 21,1 |
7 | 20,1 | 19 | 22,1 |
8 | 21,8 | 21,2 | 21,8 |
9 | 19,2 | 21,6 | 21,2 |
10 | 24 | 22,4 | 22,6 |
Среднее значение | 20,5 | 20 | 20,6 |
Среднеквадратичное отклонение | 1,6 | 1,5 | 1,5 |
Минимум | 18,5 | 17,2 | 17,4 |
Максимум | 24 | 22,4 | 22,6 |
Эксперимент
В ходе исследования была проведена серия оценок бессвинцовых безгалогеновых безотмывочных паяльных паст. Во время тестов принималось во внимание следующее:
- Печать пасты.
- Оплавление/смачивание.
- Дефект «голова на подушке».
- Вывод в пасте.
- Образование пустот.
- Время жизни паяльной пасты.
- Прочность паяного соединения.
- Анализ поперечного среза паяного соединения.
Заключение
На основании тестов, проведенных в ходе исследования, были сделаны следующие выводы:
- Паяльные пасты на основе сплавов Sn58Bi, Sn57,6Bi0,4Ag и Sn57Bi1Ag показали хорошие результаты при нанесении и оплавлении при монтаже компонентов различного типа.
- Оловянно-висмутовые припои продемонстрировали хорошие результаты в тесте «голова на подушке» и приемлемые результаты в тесте «вывод в пасте».
- При изучении образования пустот при монтаже силовых транзисторных компонентов было выявлено незначительное образование пустот оловянно-висмутовыми пастами и малое влияние на количество пустот добавок серебра в припой.
- При определении времени жизни пасты была отмечена ее долговечность при непрерывном тестировании печати и оплавления в течение пяти дней исследований оловянно-висмутовых паст.
- Результаты тестов на отрыв и сдвиг для оловянно-висмутовых паст были эквивалентны или лучше, чем для паст Sn3Ag0,5Cu и Sn37Pb.
- Различия в результатах тестов на сдвиг и отрыв для паст Sn58Bi, Sn57,6Bi0,4Ag и Sn57Bi1Ag были минимальны.
- Анализ микроструктуры паяного соединения с пастами Sn58Bi, Sn57,6Bi0,4Ag и Sn57Bi1Ag показал хорошую связь этих паст с платой и выводом компонента.
В следующих статьях будут описаны дальнейшие исследования бессвинцовых оловянно-висмутовых паяльных паст. Эти исследования будут направлены на то, чтобы улучшить качество печати и оплавления припоя, а также оценить надежность паяных соединений.
- Hua F., Mei Z., Glazer J., Lavagnino A. Eutectic Sn-Bi as an Alternative Pb-Free Solder. IPC Works Conference, 1999.
Тест «вывод в пасте»
Тест «Вывод в пасте» проводился с пастой А (Sn57,6Bi0,4Ag, тип 3) и пастой В (Sn57,6Bi0,4Ag, тип 3). Паста была нанесена в отверстия диаметром 0,6 мм на тестовой плате толщиной 1,6 мм с покрытием OSP. Латунные выводы диаметром 0,5 мм были вставлены в отверстия после трафаретной печати с последующим оплавлением в атмосфере воздуха с использованием профиля, показанного на рис. 3.
Вывод в пасте
Тест «вывод в пасте» проводился с пастой А (Sn57,6Bi0,4Ag, тип 3) и пастой В (Sn57,6Bi0,4Ag, тип 3). Паста А показала лучшие результаты смачивания при оплавлении по сравнению с пастой В (рис. 16).




")

