

Пайка для начинающих
Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди…». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться макетными платами, где просто втыкаешь детали в панель, без даже намека на пайку, как в конструкторе.
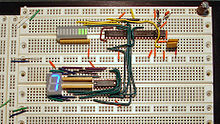
Так можно собрать весьма кучерявое устройство.

Но иногда хочется таки сделать законченное устройство. Опять-таки, не обязательно «травить» плату. Если деталей немного, то можно использовать монтажную плату без дорожек (я использовал такую для загрузчика GMC-4).

Но вот паять таки придется. Вопрос как? Особенно, если вы этого никогда раньше не делали. Я, возможно, открою Америку, но буквально несколько дней назад я сам для себя открыл волшебный мир пайки без особого геморроя.
До сего времени мое понимание сути процесса ручной пайки было следующим. Берется паяльник (желательно с жалом не в форме шила, а с небольшим уплощением, типа лопаточки), припой и канифоль. Для запайки пятачка, ты берешь капельку припоя на паяльник, макаешь паяльник в канифоль, происходит «пшшшшш», и пока он идет, ты быстро-быстро касаешься паяльником места пайки (деталь, конечно, должна быть уже вставлена), и после нескольких мгновений разогрева припой должен каким-то волшебным образом переходить на место пайки.
Увы, у меня такой метод работал очень плохо, практически не работал. Детали нагревались, но припой никуда с паяльника не переходил. Очевидно, что проблема была в катализаторе, то есть канифоли. Того «пшшшшш», что я делал, опуская конец паяльник в канифоль, явно не хватало, чтобы «запустить» процесс пайки. Пока ты тащишь паяльник к месту пайки, вся почти канифоль успевает сгореть. Именно поэтому, кстати, мне была совершенно непонятна природа припоя, внутри которого уже содержится флюс (какой-то вид катализатора, типа канифоли). Все равно, в момент набирания припоя на паяльник весь флюс успевает сгореть.
Экспериментальным путем я нашел несколько путей улучшить процесс:
- Лудить места пайки заранее. Реально, при пайке деликатных вещей, типа
микросхем это крайне непрактично. Тем более, обычно, их ножки уже
луженые. - Крошить канифоль прямо на место пайки. Аккуратно кладешь кристаллик канифоли прямо на место пайки, и тогда «пшшшшш» происходит прямо там, что позволяет припою нормально переходить с паяльника. Увы, после такой пайки плата вся обгажена черными заплесами горелой канифоли. Хотя она и изолятор, но порой не видно дефектов пайки.Поэтому плату надо мыть, а это отдельный геморрой. Да и само выкрашивание делает пайку крайне медленной. Так я паял Maximite.
- Использовать жидкой флюс. По аналогии с выкрашиваем канифоли, можно аккуратно палочкой класть капельку жидкого флюса (обычно, он гораздо «сильнее» канифоли), и тогда будет активный «пшшшшш», и пайка произойдет. Увы, тут тоже есть проблемы. Не все жидкие флюсы являются изоляторами, и плату тоже надо мыть, например, ацетоном. А те, что являются изоляторами все равно остаются на плате, растекаются и могут мешать последующей внешней «прозвонке». Выход — мыть.
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент — это паяльник, самый обычный с жалом в виде шила:

и припой c флюсом внутри:

ВСЕ!
Все дело в процессе. Делать надо так:
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую — проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО.
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.
Ключевой момент тут, как вы уже поняли, это подача припоя и флюса прямо на место пайки. А «встроенный» в припой флюс дает его необходимое минимальное количество, сводя засирание платы к минимуму.

Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
Стоит заметить, что все выше сказанное относится к пайке элементов, которые вставляются в отверстия на плате. Для пайки планарных деталей процесс немного более сложен, но реален. Планарные элементы занимают меньше места, но требуют более точного расположения «пятачков» для них.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Фаза 1
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
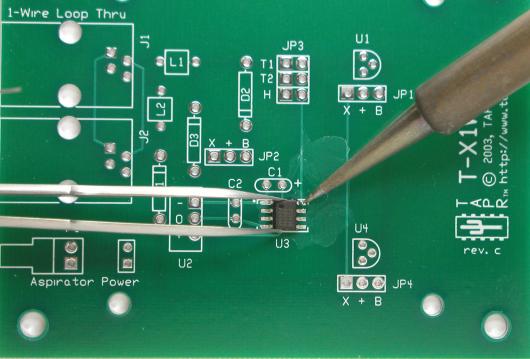
Фаза 2
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.
Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.

Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.


Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:

Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.



Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
- Отсос. Изобретателю этого устройства стоит поставить памятник. Налепили много припоя или запаяли не туда? Сам припой, увы, обратно на паяльник не запрыгнет. А вот отсосом убирается элементарно. Одной рукой разогреваете паяльником место «отпайки». Второй держите рядом взведенный отсос. Как «оттает», нажимаете на кнопку, и припой прекрасным образом спрыгивает в отсос.

- Очки. Когда имеешь дело с ножками и проводами, может случиться, что разогретая ножка отпружинит, и припой с нее куда-то полетит, возможно, в глаз. С этим лучше не шутить.

Успехов в пайке! Запах канифоли — это круто!
Пайка металлов. способы, материалы, припои, флюсы для пайки металлов
Использование пайки известно с древнейших времен. В гробнице вавилонской царицы (III тыс . лет до н. э.), в засыпанной пеплом Везувия Помпее (79 г. до н.э.), во время других раскопок в Египте, Риме и Греции — всюду археологи находили паяные металлические изделия. Припои древних римлян церарий и аргентарий по своему химическому составу близки к существующим в настоящее время ПОС-30 и ПОС-50.
В истории использования пайки можно выделить три периода, которые связаны с развитием источников нагрева и особенностями применяемой техники. Первый период начался в бронзовом веке, когда человечество начало изготавливать изделия из бронзы и источником нагрева служило твердое топливо. Второй период (конец XIX ст.) характеризуется началом применения для нагрева электрической энергии. Третий период начался в 1930–1940-х годах и связан с созданием техники из новых металлов и их сплавов — циркония, вольфрама, алюминиевых, титановых, высокопрочных и жаропрочных сталей и сплавов. Это привело во второй половине ХХ ст. к разработке принципиально новых способов пайки. В настоящее время технические возможности пайки значительно расширились. Во многих случаях пайка является единственно возможной технологией неразъемного соединения новых материалов.
Пайка — процесс получения неразъемного соединения металлов, находящихся в твердом состоянии, расплавленным припоем. Припоем является материал с температурой плавления ниже температуры плавления паяемых материалов. При пайке (в отличие от сварки) плавится только присадочный сплав — припой, а между паяемым материалом и припоем протекает процесс взаимного растворения компонентов.
Требования, предъявляемые к паяному соединению и характеризующие условия его эксплуатации, определяются служебными свойствами изделия в целом: механическими свойствами, герметичностью, вакуум-плотностью, электросопротивлением, коррозионной стойкостью, стойкостью против термоударов, перегрузок и др.
В процессе пайки расплавленный припой вводится в зазор между нагретыми соединяемыми деталями. Припой смачивает поверхности деталей, растекается и заполняет зазор между ними. Взаимодействие припоя с материалом сопровождается растворением основного металла в жидком припое с образованием эвтектик и твердых растворов, взаимной диффузией компонентов припоя в сторону основного металла и компонентов основного металла в сторону припоя с последующей кристаллизацией жидкой прослойки.
Формирование прочного и надежного соединения зависит от химического состава взаимодействующих металлов, температуры и продолжительности пайки, определяющих физико-химические и диффузионные процессы, протекающие между припоем и основным металлом. Чем выше температура процесса и его длительность, тем больше степень взаимной диффузии между расплавленным припоем и основным металлом и тем выше механическая прочность соединяемых деталей. Кроме того, прочность пайки зависит от величины зазора между паяемыми деталями. Так, при малых зазорах улучшается затекание припоя под действием капиллярных сил, вследствие чего значение временного сопротивления паяного соединения больше значения временного сопротивления самого припоя.
Припой прочно соединяется с поверхностью изделия только тогда, когда хорошо смачивает ее. Для этого поверхность должна быть тщательно очищена от загрязнений. Кроме этого, для удаления пленок оксидов с поверхностей паяемого материала и припоя и для предотвращения их образования при пайке используют паяльные флюсы. Флюсы, кроме того, способствуют лучшему затеканию припоя в зазор между соединяемыми деталями и растеканию по их поверхности. Некоторые припои, содержащие эффективные раскислители (бор, кремний, барий, щелочные металлы
иудтр.) мог ные пленки.
сами выполнять роль флюсов, переводя в шлак оксидКачество паяных соединений зависит от правильного выбора способа пайки, используемых основных и вспомогательных материалов, технологического процесса пайки.
Способы пайки. Современные способы пайки принято классифицировать по следующим признакам: механизмам удаления оксидной пленки с поверхности паяемого материала, видам процессов образования припоя в зазоре, условиям заполнения зазора припоем, температурным и временным режимами кристаллизации паяного шва, температуре пайки и используемым источникам нагрева, наличию или отсутствию давления на паяемые деталив, роедмнеонности и очередности выполнения паяных соединений (рис. 3.76).
По механизмам удаления оксидной пленки способы пайки делятся на флюсовые и бесфлюсовые.
Флюсовая пайка — пайка с применением флюса. При этом флюс может также участвовать в образовании самого припоя путем выделения компонентов, плавящихся при пайке.
Бесфлюсовая пайка — пайка без применения флюса, когда удаление оксидных пленок осуществляется в восстановительной или инертной газовой среде, вакууме, а также за счет применения ультразвука.
В первом случае удаление оксидов происходит при высоких температурах за счет их восстановления или самопроизвольного распада (диссоциации), а при ультразвуковой пайке их разрушение осуществляется за счет ультразвуковых колебаний, создаваемых в расплавленном припое, наносимом на соединяемый металл специальным паяльником.
По видам процессов образования припоя в зазоре способы пайки подразделяются на пайку готовым припоем, контактно-реактивную и реактивно-флюсовую.

Рис. 3.76.Классификация способов пайки
Пайка готовым припоем — способ пайки, при котором используется заранее приготовленный припой. В качестве припоя может использоваться металлический (полностью расплавляемый) или композиционный припой. В композиционном припое помимо металлической основы содержится тугоплавкий наполнитель (порошки, волокна, сетки), который сам не плавится, а при плавлении металла припоя образует разветвленную сеть капилляров, удерживающих под действием капиллярных сил его жидкую часть в зазоре между соединяемыми деталями.
Контактно-реактивная пайка — способ пайки, при котором жидкий припой образуется в результате межфазного взаимодействия и последующего контактного плавления соединяемых материалов или соединяемых материалов и прослойки промежуточного металла. К этому способу пайки относится сваркопайка. Сваркопайка — пайка разнородных материалов, при которой более легкоплавкий материал локально нагревается до температуры, превышающей температуру его плавления, и выполняет роль припоя.
Реактивно-флюсовая пайка — способ пайки, при котором припой образуется в результате химических реакций между основным металлом и флюсом. Например, при пайке алюминия с использованием флюса ZnCl3 в результате химической реакции восстановления
3ZnCl3 2Al ↔2AlCl3 3Zn
образуется цинк, который служит припоем.
По условиям заполнения зазора припоем пайку можно разделить на капиллярную (ширина зазора < 0,5 мм) и некапиллярную (ширина зазора ≥ 0,5 мм).
При капиллярной пайке припой заполняет зазор между соединяемыми поверхностями и удерживается в нем за счет капиллярных сил. Соединение образуется в результате растворения металла основы в жидком припое и последующей кристаллизации раствора. Некапиллярная пайка — способ пайки, при котором припой заполняет зазор под действием силы тяжести или прилагаемых извне сил (магнитных, электромагнитных и др.). К этому способу пайки относится пайкосварка. При пайкосварке форма кромок соединяемых заготовок подобна форме кромок при сварке плавлением. Соединение деталей осуществляется приемами, характерными для сварки, а в качестве присадочного металла используется припой,
который под действием силы тяжести заполняет зазор.
Способы пайки по температурным и временным режимам кристаллизации паяного шва подразделяются на пайку с кристаллизацией при охлаждении и кристаллизацией при выдержке (диффузионная).
Температурный режим пайки с кристаллизацией при охлаждении состоит из нагрева припоя до температуры на 50…100 °С выше
температуры его плавления и последующего охлаждения соединения. Этот способ из-за относительно быстрого охлаждения характеризуется отсутствием диффузии в объеме взаимодействующих металлов.
Пайка с кристаллизацией при выдержке (диффузионная пайка) — способ пайки с изотермической выдержкой, при которой образование соединения сопровождается взаимной диффузией припоя и паяемого материала. Для диффузионной пайки характерна продолжительная выдержка при температуре образования паяного шва, а после завершения процесса — при температуре ниже солидуса припоя. В результате диффузии в шве образуются твердые растворы, что обеспечивает более однородный состав паяного шва и позволяет повысить его прочность и пластичность.
В зависимости от температуры пайки различают низкои высокотемпературную пайку. При низкотемпературной пайке температура плавления припоя tпл < 450 ° С, а при высокотемпературной — tпл ≥ 450 ° С. Целесообразность такого деления обусловлена тем, что используемые основные и вспомогательные материалы существенно отличаются по своим свойствам в зависимости от температуры процесса.
Способы пайки в зависимости от используемых источников нагрева разделяют на пайку в печах, индукционную, погружением, газопламенную, плазменную и паяльниками.
При пайке в печах соединяемые заготовки нагревают в специальных печах: электросопротивления, с индукционным нагревом, газопламенных и газовых. Припой заранее закладывают в шов собранного узла, на место пайки наносят флюс и затем изделие помещают в печь, где его нагревают до температуры пайки. Этот способ обеспечивает равномерный нагрев соединяемых деталей без заметной их деформации.
При индукционной пайке паяемый участок нагревают в индукторе токами высокой частоты. Для предохранения от окисления изделие нагревают в вакууме или в защитной среде с применением флюсов.
Пайку погружением выполняют в ваннах с расплавленными солями или припоями. Соляная смесь обычно состоит из 55 % K Сl и 45 % НС1. Температура ванны — 700…800 °С. При пайке погружением в ванну с расплавленным припоем покрытые флюсом детали предварительно нагревают до температуры 550 ° С. Пайку погружением в расплавленный припой используют для соединения деталей из стальных, медных и алюминиевых сплавов.
При газопламенной пайке заготовки нагревают и припой расплавляют горелками для газовой сварки. В качестве горючих газов используют ацетилен, природные газы, водород, пары керосина и т. п.
При плазменной пайке плазмотроном, обеспечивающим более высокую температуру нагрева, паяют тугоплавкие металлы — вольфрам, тантал, молибден, ниобий и т. п.
При пайке паяльниками основной металл нагревают, а припой расплавляют за счет теплоты, аккумулированной в массе металла паяльника. Для низкотемпературной пайки применяют паяльники с периодическим и непрерывным нагревом и ультразвуковые. Паяльник с периодическим нагревом в процессе работы периодически подогревают посторонним источником теплоты. Для непрерывного нагрева используют электропаяльники. Паяльники с периодическим и непрерывным нагревом чаще используют для флюсовой пайки черных и цветных металлов легкоплавкими припоями с температурой плавления ниже 300…350 °С. Ультразвуковые паяльники применяют для бесфлюсовой пайки на воздухе и пайки алюминия. В этом случае оксидные пленки разрушаются за счет колебаний ультразвуковой частоты.
По наличию или отсутствию давления на паяемые детали способы пайки подразделяются на пайку без давления и пайку под давлением (прессовая пайка). Прессовая пайка используется в тех случаях, когда необходимо обеспечить четкую фиксацию взаимного положения деталей и требуемую величину зазора. Для сжатия деталей с требуемым усилием применяют специальные приспособления — механические зажимы. При высоких температурах этот способ нередко является единственно возможным.
По одновременности выполнения паяных соединений способы пайки делятся на одновременную пайку и ступенчатую. При одновременной пайке за один цикл нагрева в одном изделии (узле) выполняют несколько паяных соединений, а при ступенчатой — каждое последующее соединение выполняют после предыдущего.
Материалы, применяемыеприпайке. Материалы, применяемые при пайке, делятся на основные и вспомогательные. К основным материалам относятся припои, а к вспомогательным — паяльные флюсы, восстановительные, инертные газовые среды и вакуум.
Классификация припоев осуществляется по многим признакам, основными из которых являются химический состав и температура плавления. Классификация по химическому составу осуществляется по основным химическим элементам, входящим в их состав (оловянно-свинцовые, оловянные, свинцовые, медно-цинковые, серебряные, медные, палладиевые и др.).
По температуре плавления все припои подразделяют на припои для низкотемпературной пайки (tпл < 450 °С): особо легкоплавкие (tпл ≤ 145 °С) и легкоплавкие (145 ° С < tпл < 450 °С), и высокотемпературной пайки (tпл ≥ 450 °С): среднеплавкие (450 °С ≤ tпл ≤ 1 100 °С), высокоплавкие (1 100 °С < tпл ≤ 1 850 °С) и тугоплавкие (tпл ≥ 1 850 °С). Припои для низкотемпературной пайки используют в промышленности и в быту для пайки изделий, которые не подвергаются воздействию высоких температур и значительных механических нагрузок. Припои для высокотемпературной пайки применяют тогда, когда требуется высокая прочность и (или) работоспособность при больших температурах.
Припоидля низкотемпературной пайки. К особо легкоплавким припоям с температурой плавления 45…145 °С относятся сплавы эвтектического состава, содержащие висмут, свинец, олово, кадмий. К таким сплавам относятся, например, сплавы Гутри (tпл = 45 °С), Вуда (tпл = 60,5 °С), Липовица (tпл = 70 °С), Д’Арсенваля (tпл = 79 °С), Розе (tпл = 93,7 °С), Ньютона (tпл = 96 °С), ПОСВ 33 ( tпл = 130 °С), ПОСК 50-18 (tпл = 145 °С).
Особолегкоплавкие припои находят применение, когда опасен перегрев не только паяемого материала, но и материала деталей изделия, не подвергаемых пайке. Такие припои широко применяются в электронике, электротехнике, в частности, при изготовлении приборов противопожарного назначения. Припой ПОСВ 33 применяется для пайки плавких сигнальных предохранителей, а ПОСК 50-18 — для деталей из меди и ее сплавов, не допускающих местного перегрева, в частности, полупроводниковых приборов.
Наиболее распространенными легкоплавкими припоями являются оловянно-свинцовые.
Маркировка оловянно-свинцовых припоев состоит из букв, обозначающих: П — припой, ОС — оловянно-свинцовый, Су — легированный сурьмой, и цифр, следующих после букв через дефис и обозначающих соответственно содержание олова и сурьмы. Буква М в марке припоя ПОС 61М обозначает легирующий элемент Cu
(1,2…2 %). Содержание свинца в марке не указывается и определяется по разности. Например, ПОССу 10-2: П — припой, ОС — оловянно-свинцовый, 10 % Sn, 2 % Sb, остальное — Pb.
Оловянно-свинцовые припои (ПОС 90, ПОС 61, ПОС 40, ПОС 18, ПОС 10 и др.) обладают высокими технологическими свойствами и весьма пластичны. Пайку этими припоями проводят обычно при нагреве паяльником. Минимальную температуру плавления (tпл = 190 °C) и лучшие технологические свойства имеет припой ПОС 61. Его состав близок к эвтектическому в системе «олово – свинец». Наиболее тугоплавким является припой ПОС 10 (tпл = 299 °C). Такие оловянно-свинцовые припои применяются для пайки электрои радиоаппаратуры (контактные поверхности электрических аппаратов, приборов, реле), точных приборов с высокогерметичными швами, где недопустим перегрев.
Для повышения прочности в оловянно-свинцовые припои вводят сурьму (ПОССу 61-0,5, ПОССу 25-0,5, ПОССу 9-2, ПОССу 10-2,
ПОССу 4-4, ПОССу 4-6 и др.). Малосурьмянистые припои, содержащие 0,2…0,5 % Sb и обладающие повышенной пластичностью, обеспечивают получение герметичных швов и применяются для пайки оцинкованных и цинковых деталей. Такие припои применяются для пайки электроаппаратуры, обмоток электрических машин, оцинкованных радиодеталей при жестких требованиях к температуре, свинцовых кабельных оболочек электротехнических изделий неответственного назначения, радиаторов, теплообменников и др. Сурьмянистые припои, содержащие 2…6 % Sb, широко используются в различных отраслях техники, требующих повышенной прочности паяных соединений. Такие припои применяются для пайки холодильных устройств, деталей автомобилестроения, деталей с клепаными швами из латуни и меди и др.
Для уменьшения склонности меди к химической эрозии при пайке используют оловянно-свинцовый припой ПОС 61М, легированный медью в количестве (1,2…2 %), близком к его предельной растворимости при температуре пайки, но не ухудшающим технологических и специальных свойств припоя и паяных соединений. Припой ПОС 61М применяется для пайки тонких (толщиной менее 0,2 мм) медных проволок, фольги, проводников в кабельной, электрои радиоэлектронной промышленности.
К легкоплавким припоям также относятся серебряные припои
(ПСрО 10-90, ПСрОСу 8, ПСрМО 5, ПСрОС 3,5-95, ПСр 3,
ПСр 3Кд, ПСр 2 и др.), содержащие серебро в незначительных количествах (1…10 %), а также олово, свинец или кадмий. В качестве легирующих элементов легкоплавких серебряных припоев выступают сурьма, медь или цинк. Максимальная температура плавления этих припоев составляет от 183 до 342 °С.
Легкоплавкие серебряные припои применяются для пайки меди, никеля и медных и медно-никелевых сплавов с посеребренной керамикой, проводов, работающих во всех климатических условиях без защиты соединений лакокрасочными покрытиями, стальных и серебряных изделий.
Припоидля высокотемпературной пайки. Припои для высокотемпературной пайки обеспечивают более прочные соединения, чем припои для низкотемпературной, т. к. вследствие высокой температуры нагрева более интенсивно происходит взаимная диффузия элементов основного металла и припоя. Однако переходное электросопротивление таких припоев ниже, чем низкотемпературных.
К среднеплавким припоям с температурой до 1 100 °С относятся серебряные и меднок-цоивные припои.
К среднеплавким серебряным припоям относятся припои, в состав которых помимо серебра (10…70 %) в значительных количествах входят медь (ПСр 72, ПСр 50 и др.) или медь и цинк (ПСр 70, ПСр 45 и др.). Широкое применение находит припой ПСр 72, имеющий эвтектический состав с очень хорошими технологическими свойствами. Припои ПСр 45, ПСр 50, ПСр 70, ПСр 72 отличаются высокой пластичностью и технологичны. Такие припои применяются для пайки меди, медных и медно-никелевых сплавов, никеля, ковара, нейзильбера, латуней и бронз, а также железоникелевых сплавов с посеребренными деталями из стали, титана и титановых сплавов с нержавеющей сталью и т. п.
Некоторые припои, помимо этих элементов, содержатикйадм (ПСрКдМ 50-34-16 и др.), олово (ПСр 62 и др.), марганец (ПСр 37,5), фосфор (ПСр 25Ф) и др. Припои с кадмием применяются для пайки цветных металлов и стали, с марганцем — меди и медных сплавов с жаропрочными сплавами и нержавеющими сталями, с фосфором (самофлюсующиеся припои) — меди с бронзой,
меди с медью, бонрозонйзы с бр
и т. п.
Медно-цинковые припои (ПМЦ 36, ПМЦ 48, ПМЦ 54) используются для пайки меди, медных сплавов и сталей. Маркировка медно-цинковых припоев состоит из букв: П — припой, МЦ — медно-цинковый, и цифр, показывающих процентное содержание меди, остальное — цинк.
К высокоплавким припоям с температурой плавления более
1 100 °С относятся припои на основе меди и палладия.
Чистая раскисленная медь М0, M1 весьма широко применяется для пайки углеродистых и легированных сталей, никеля и его сплавов. Она хорошо смачивает сталь и растекается по ней, имеет более высокую прочность, чем среднеплавкие припои, высокую пластичность и менее дефицитна, чем серебро. Температура пайки медью находится в интервале 1 100…1 200 °С.
Особенности взаимодействия меди с другими элементами позволяют создавать припои на ее основе с широким диапазоном температур пайки (700…1 200 ° С). Например, легирование меди палладием и никелем вызывает непрерывное повышение температуры плавления медного припоя.
Для пайки деталей, работающих при высоких температурах, особенно подвергающихся трению (вентили и т. п.), используют медные припои, содержащие 2,5…10 % Fe, с температурой ликвидуса 1 180…1 230 °С или содержащие 20…30 % Fe, с температурой ликвидуса 1 200…1 230 ° С. Припой, содержащий 75 % Сu и 25 % Ni (tпл = 1 205 °С), используется для пайки вольфрама и молибдена. Припои с палладием, несмотря на их дороговизну и дефицитность, в последнее время находят широкое применение. Палладий, во-первых, менее дефицитен, чем другие металлы платиновой группы, во-вторых, образует непрерывный ряд твердых растворов
со многими металлами (Ag, Cu, Au, Fe, Co, Ni и др.).
Использование палладия в качестве основы или в качестве легирующего элемента позволяет получать припои с температурой ликвидуса от 810 °С до температуры плавления палладия (1 552 °С).
Припои на основе палладия и никеля, легированные хромом, имеют высокую жаростойкость. Наименьшая температура ликвидуса таких сплавов 1 250 ° С. Припой состава: 24 % Pd, 33 % Сr, 39 % Ni и 4 % Si используется для пайки жаропрочных сплавов.
Палладиевые припои применяют также для пайки керамики и графита со сталью и тугоплавкими металлами. Припой состава:
60 % Pd, 40 % Ni, легированный литием и бором, применяют для пайки графита с графитом или с тугоплавкими металлами — Mo, W или их сплавами. Паяные соединения, полученные с помощью таких припоев, работают в условиях нейтронного облучения в ядерных реакторах.
Припои на основе палладия и титана имеют температуру солидуса 1 440 °С, а соединения, паянные такими припоями, могут работать при температуре до 1 640 °С.
К тугоплавким припоям с температурой плавления более 1 850 °С относятся припои на основе тугоплавких металлов. Так, для диффузионной пайки сплава тантала с содержанием 1 % W в качестве припоя применяют чистый титан. Припой в виде фольги укладывается в места соединений, а пайку производят в вакуумной печи при температуре 1 900 ºС и выдержкой 10 мин. Для капиллярной пайки применяют припой на основе Та с 40 % Hf. Пайку выполняют при температуре 2 205 º С с выдержкой 1 мин . Также для пайки тантала применяется припой, содержащий 20 % Та, 5 % Nb, 3 % W, остальное — Ti.
Для высокотемпературной пайки вольфрама используют припои с температурой плавления до 3 000 °С, в том числе чистые металлы (Ta, Nb, Ni, Cu) и сплавы (Ni–Ti, Ni–Cu, Mn–Ni–Co, Мо–В и др.).
Флюсы. Классификация флюсов осуществляется по нескольким признакам, основными из которых являются температура пайки и природа активатора.
В зависимости от температурного интервала активности паяльные флюсы подразделяются на флюсы для низкотемпературной (< 450 ºС) и высокотемпературной (≥ 450 °С) пайки.
Флюсы для низкотемпературной пайки по природе активатора подразделяются на канифольные, галогенидные, гидразиновые, анилиновые и др.
В качестве флюса применяют чистую канифоль. В ее составе преобладают смоляные кислоты (80…95 %), имеющие общую формулу C19H29COOH. Канифоль удаляет оксиды таких металлов, как медь, серебро, олово, и широко используется для пайки соединений, в том случае когда промыть изделие после пайки нельзя (остатки канифоли не вызывают коррозии). Кроме того, в качестве флюса используют раствор канифоли в спирте, а также с добавками хлоридов (ZnCl2 и др.), анилина С6H5NH2 и органических веществ,
например, гидразина N2H4, глицерина НОСН2–СНОН–СН2ОН и др. С их помощью можно паять не только медные сплавы, но также стали, оцинкованное железо, никелированное железо, конструкционные и коррозионно-стойкие сплавы.
Галогенидные флюсы используют для низкотемпературной пайки почти всех черных и цветных металлов. Чаще всего применяют хлористый аммоний NH4Cl и хлористый цинк ZnCl2, а также смеси, содержащие эти и другие хлориды.
Широкое применение находят флюсы на основе солянокислого гидразина N2H4·2HCl и анилина C6H5NH2, а также других органических веществ. Соли гидразина при нагреве разлагаются с выделением водорода и хлористого водорода HCl, создающими защитную и восстановительную атмосферы. Анилин обладает высокой флюсующей активностью, причем образующийся после пайки остаток защищает шов от коррозии.
Флюсы для высокотемпературной пайки по природе активатора определяющего действия подразделяются на боридно-углекислые, галогенидные, фторборатные и др.
При пайке углеродистых сталей, чугуна и медных сплавов медно-цинковыми и серебряными припоями в качестве флюса используют борную кислоту H3BO3 и буру Na 2B4O7 в различных сочетаниях. При пайке легированных сталей и жаропрочных сплавов флюсующего действия буры и борной кислоты недостаточно, поэтому в состав флюса вводят галогениды. Чаще всего вводят фториды натрия NaF, калия KF, лития LiF и кальция CaF 2, а также фторбораты натрия NaBF4 и калия KBF4.
Флюсы для высокотемпературной пайки алюминиевых, магниевых и титановых сплавов состоят из различных хлоридов (ZnCl 2, NH4Cl и др.) и фторидов (NaF, KF и др.).
К вспомогательным материалам для пайки также относятся стоп-материалы, используемые при подготовке паяемой поверхности и наносимые на места, где нежелательно смачивание паяемого металла жидким припоем. Такие вещества подразделяют на стоппасты и покрытия, наносимые, например, гальваническим методом или распылением.
Технологический процесс пайки. Технологический процесс пайки изделия состоит из ряда операций и переходов, посредством которых он может быть осуществлен в определенном порядке. Помимо основной операции пайки он включает ряд подготовительных и финишных операций, обеспечивающих требуемые геометрические, механические и коррозионные характеристики паяных соединений и изделий.
К предварительным операциям пайки относится подготовка паяных поверхностей, включающая, во-первых, удаление жиров, масел, грязи, окалины и толстых неметаллических, в том числе оксидных пленок, образовавшихся в процессе химикотермической обработки, которые не могут быть удалены при пайке с помощью флюсов или газовых сред, во-вторых, обеспечение требуемой степени шероховатости паяемых участков и оптимального направления рисок, образующихся при этом, необходимых для лучшего растекания и затекания припоя в зазор, в-третьих, правильное закрепление припоя и соединяемых деталей, внесение флюса.
К финишным операциям относятся удаление остатков флюсов, зачистка соединения от наплывов припоя, обработка изделия резанием, термообработка и контроль качества паяных соединений.
Паяное соединение и его типы. Паяное соединение — элемент паяной конструкции, полученной пайкой. Паяное соединение состоит из паяного шва 1 и диффузионных зон 2 (рис. 3.77). Паяный шов — часть паяного соединения, закристаллизовавшаяся при пайке. Диффузионная зона — часть паяного соединения с измененным химическим составом паяемого материала в результате взаимной диффузии компонентов припоя и паяемого материала.

Рис. 3.77.Паяное соединение: а — схема; б — внешний вид; 1 — паяный шов; 2 — диффузионная зона; 3 — зона термического влияния; 4 — спай; 5 — паяемый материал
К паяному соединению примыкает зона термического влияния 3 — часть паяемого материала 5 с измененными под влиянием нагрева при пайке структурой и свойствами. Пограничный слой между паяным материалом и швом в сечении паяного соединения называется зоной сплавления (спаем) 4.
Тип паяного соединения определяется взаимным расположением и формой паяемых элементов. Основными типами паяных соединений являются нахлесточное, стыковое, угловое, тавровое, соприкасающееся и комбинированное (рис. 3.78).

Рис. 3.77.Типы паяных соединений: а — нахлесточное; б — телескопическое; в — стыковое; г — косостыковое; д — угловое; е — тавровое; ж — соприкасающееся; з — комбинированное
Нахлесточное паяное соединение (рис. 3.78, а) является наиболее удобным для выполнения и обеспечивает наибольшую прочность. Увеличение длины нахлестки в сочетании с пластичными высокотемпературными припоями почти всегда позволяет достичь равнопрочности соединения с основным металлом. Разновидностью нахлесточного является телескопическое паяное соединение — соединение труб или трубы с прутком (рис. 3.78, б). В практике телескопические паяные соединения получили наиболее широкое применение для соединения фланцев или втулок с трубами, втулок со стержнем, труб с заглушками, компенсаторов и т. д.
Стыковые соединения (рис. 3.78, в) при пайке используют реже, т. к. они не обеспечивают равнопрочность всего соединения. Для повышения прочности стыкового соединения его выполняют косостыковым (рис. 3.78, г). При таком соединении прочность стыка повышается и нередко достигается равнопрочность с основным металлом.
Угловое и тавровое паяные соединения (рис. 3.78, д, е) применяют сравнительно редко, т. к. их прочность в значительной степени зависит от пластичности паяного шва, модуля упругости паяемого металла и формы поверхности шва.
Соприкасающееся паяное соединение — соединение, в котором паяемые элементы различной геометрической формы соединены по линии или в точках (рис. 3.78, ж). Такие соединения допустимы при конструировании изделий, швы которых работают на сжатие или при небольших нагрузках.
Комбинированное паяное соединение — соединение, представляющее собой различные комбинации паяных соединений: нахлесточного, стыкового, косостыкового, таврового, телескопического, соприкасающегося (рис. 3.78, з).
Пайка по сравнению со сваркой имеет следующие преимущества:
1) она позволяет соединять всевозможные сплавы, в том числе плохо сваривающиеся, однородные и разнородные, а также соединять металл со стеклом, керамикой, графитом, полупроводниками;
2) за один прием можно получить протяженное соединение или сварить узел из множества заготовок. Последнее важно при массовом производстве и, кроме того, позволяет изготавливать сложные по конструкции узлы, которые невозможно сделать другими способами;
3) кромки деталей не оплавляются, поэтому при пайке можно сохранить размеры и форму деталей и паяного узла в целом;
4) многие паяные соединения можно распаивать, что важно при монтаже и ремонте в приборостроении.
Процесс пайки дешев, легко поддается механизации и автоматизации, особенно при массовом производстве. Все это обеспечило широкое применение пайки для изготовления сложных, тяжело нагруженных деталей в разных областях машиностроения (при производстве радиаторов автомобилей и тракторов, камер сгорания жидкостных реактивных двигателей, лопаток турбин, топливных и масляных трубопроводов и др.). В ремонтном производстве пайку используют для соединения или закрепления тонкостенных деталей и деталей из разнородных металлов, уплотнения резьбовых соединений, устранения пористости сварных швов чугунных и бронзовых отливок, заделки свищей, трещин и т. д.
Последовательность операций при применении технологии поверхностного монтажа с использованием пайки оплавлением
Компоненты для поверхностного монтажа не требуют специальной подготовки перед установкой. После разупаковки и очистки платы, как правило, выполняется следующая последовательность операций.
1. Нанесение паяльной пасты. Паяльная паста наносится на контактные площадки либо с помощью дозатора, либо через трафарет. При выполнении данной операции необходимо получение отпечатков, содержащих определенный объем пасты. Недостаток пасты может приводить к отсутствию соединения, избыток – к перемычкам и низкой прочности соединения. Объем пасты зависит от конструкции конкретного компонента и размера контактной площадки.
Использование дозатора – более гибкий, но менее точный и производительный метод, обычно применяющийся при опытном производстве. Пасты для дозирования поставляются в стандартных шприцах, совместимых с большей частью оборудования. На шприц устанавливаются иглы различного диаметра, обеспечивающие нанесение определенного объема пасты.
Также объем пасты может регулироваться давлением и временем нанесения. При длительном дозировании паста нагревается, что изменяет ее реологические свойства и может приводить к ухудшению качества печати. Дозирование может производиться вручную, либо на автоматическом оборудовании.
Трафаретная печать – наиболее распространенный метод нанесения пасты в серийном производстве. Паста наносится путем продавливания ракелем через апертуры (отверстия) в металлическом трафарете. Объем пасты определяется размером апертур и толщиной трафарета.
Апертуры, как правило, выполняются несколько меньшими по размерам, чем контактные площадки (примерно на 5-10% с каждой стороны). В некоторых случаях для получения требуемого объема пасты применяются ступенчатые трафареты с переменной толщиной. Трафарет обычно выполняется из нержавеющей стали методом лазерной резки.
Трафаретная печать выполняется на автоматах, полуавтоматах и вручную. Основными режимами, влияющими на качество печати, являются скорость, угол наклона и усилие ракеля. Скорость ракеля обычно задается характеристиками пасты. Типичное ее значение составляет порядка 20-25 мм/с, однако современные пасты допускают печать со скоростью 150-200 мм/с.
Также важным аспектом является отделение трафарета от платы.
Автоматы выполняют нанесение полностью автоматически, включая совмещения трафарета с платой, проход ракеля, отделение трафарета и его очистку. Полуавтоматы обеспечивают необходимые угол наклона и усилие на ракель, а движение ракеля осуществляется оператором вручную по направляющим.
2. Установка компонентов. Установка компонентов осуществляется, как правило, по программе на автоматах установки из стандартных упаковок, в которых компоненты поставляются заводом-изготовителем, но при единичном и мелкосерийном производстве может применяться ручная установка с помощью вакуумного пинцета или манипулятора, а также автоматизированная установка на полуавтомате (манипуляторе с указателем места установки компонента по программе).
Производительность при ручной установке может составлять несколько сотен компонентов в час в зависимости от квалификации сборщика и сложности платы. При полуавтоматической установке производительность лежит в пределах примерно 400-700 компонентов в час.
Производительность при применении автомата в значительной степени зависит от типа автомата, сложности платы и оптимальности программы установки. Типичная производительность автоматов начального уровня лежит в пределах 1500-5000 компонентов в час. Типичная производительность серийных автоматов составляет 10-50 тыс. компонентов в час.
Современные высокоскоростные автоматы обладают максимальной производительностью до нескольких сотен тысяч компонентов в час. Однако следует отметить, что максимальная производительность на практике не достигается. Для реальной оценки производительности автомата необходимо его максимальную производительность умножить на эмпирический коэффициент, зависящий от сложности устройств, выпускаемых на предприятии. В большинстве случаев данный коэффициент лежит в пределах 0,5-0,6.
В современном оборудовании захват компонентов осуществляется вакуумной головкой. Для захвата тяжелых компонентов применяются специальные насадки. Разработчики компонентов для обеспечения возможности вакуумного захвата создают сбалансированные компоненты с определенным центром масс.
Можно выделить три группы компонентов по сложности установки:
- обычные компоненты (ЧИП-компоненты в корпусах до 0402 включительно, микросхемы с шагом выводов до 0,8 мм и т.п.);
- компоненты с мелким шагом, также называемые Fine-Pitch-компоненты, шаг выводов которых менее 0,8 мм, а также ЧИП-компоненты в корпусах 0201 и менее;
- микросхемы с матричным расположением выводов (BGA, μ-BGA и др.)
Точность установки компонентов первой группы и мелких ЧИП-компонентов на паяльную пасту должна обеспечивать попадание вывода или контактной поверхности компонента своей большей частью (порядка 80%) на контактную площадку и отсутствие попадания на соседнюю площадку.
Высокой точности установки не требуется, поскольку при оплавлении силы поверхностного натяжения пасты центрируют компонент. Установка компонентов второй группы без применения автомата весьма сложна, а компонентов третьей группы в производственных условиях практически невозможна.
При автоматической установке компоненты второй и третьей группы требуют высокоточных автоматов, которые для установки обычных компонентов в серийном производстве, как правило, не применяются из-за снижения производительности. Поэтому при наличии на плате компонентов различных групп установка производится, как минимум, в два этапа: сначала на высокопроизводительном оборудовании устанавливаются обычные компоненты, поскольку они менее чувствительны к возможному смещению при дальнейших операциях, а затем на высокоточном оборудовании – Fine-Pitch и прочие компоненты.
3. Пайка оплавлением. Процесс оплавления припоя, содержащегося в паяльной пасте, выполняется в печах путем нагрева печатной платы с компонентами. Нагрев может осуществляться различными способами: инфракрасный (ИК), конвекционный нагрев и нагрев в паровой фазе. Наиболее широкое распространение получил конвекционный нагрев.
ИК-нагрев осуществляется ИК лампами. Основным недостатком ИК-метода является зависимость температуры от степени черноты нагреваемой поверхности, в результате чего корпуса компонентов часто нагреваются до бόльших температур, чем паста. Из-за неравномерности нагрева данный метод в настоящее время самостоятельно практически не применяется.
В некотором оборудовании ИК-метод используется в комбинации с конвекцией. Конвективная пайка осуществляется с помощью потоков горячего воздуха или азота. Печи, предназначенные для серийного производства, позволяют получить достаточно равномерный нагрев.
Пайка оплавлением выполняется путем изменения температуры по заданному закону, называемому температурным профилем пайки (рис. 1). Типичный профиль состоит из постепенного нагрева с заданной скоростью до температуры предварительного нагрева (первый фронт), выдержки (первая ступень), нагрева до т.н. пиковой температуры (второй фронт), превышающей температуру плавления припоя, небольшой выдержки (вторая ступень) и охлаждения с заданной скоростью.
Рис. 1. Типичный температурный профиль пайки
Фронты температурного профиля должны иметь определенный наклон, что необходимо для снижения теплового удара. Наклон фронта определяется свойствами паяльной пасты, требованиями, предъявляемыми изготовителями компонентов и конструкцией платы.
Если нагрев оказывается слишком быстрым, это может привести к повреждению платы или компонентов, а также неоптимальной работе паяльной пасты. Если нагрев слишком медленный, это необоснованно удлиняет операционный цикл пайки. Типичные значения скорости нагрева лежат в пределах от 2 до 3 ºС/с.
Первая ступень необходима для прогрева платы и компонентов, удаления из них влаги, активации флюса и частичного удаления органических наполнителей, содержащихся в паяльной пасте (высушивание пасты). Температура ступени зависит, в основном, от типа пасты и, как правило, лежит в пределах 100-150ºС для паст на основе эвтектического оловянно-свинцового припоя и 150-175ºС для бессвинцовых паст.
Вторая ступень представляет собой собственно пайку. В этой части профиля осуществляется испарения большей части органических составляющих, включая флюс, и оплавление припойных шариков. Пиковая температура и время выдержки при температуре, выше точки плавления припоя, зависят от многих факторов и выбираются, как правило, для каждого изделия индивидуально.
Пониженные температура и время выдержки могут привести к отсутствию плавления припоя, повышенные – к повреждению компонентов, платы, а также вскипанию флюса, что приводит к разбрызгиванию припоя с образованием дефекта «припойные шарики». Разность между максимальной и минимальной допустимыми пиковыми температурами называется окном процесса.
Охлаждение, также как и нагрев, должно производиться с заданной скоростью.
Реальный профиль оказывается сглаженным за счет теплоемкости платы и компонентов (рис. 2). Профиль также зависит от точки на плате, поскольку разные области печатного узла обладают различной теплоемкостью.
Рис. 2. Реальный температурный профиль
Достижение профиля осуществляется одним из двух способов: либо плата помещается в камеру печи, температура в которой изменяется по заданному закону (камерные печи), либо плата продвигается на конвейере через несколько камер (зон) печи с постоянными температурами (конвейерные печи).
Число зон в конвейерных печах определяется требуемыми наклонами фронтов, температурами и скоростью охлаждения. В современных печах, предназначенных для бессвинцовой пайки, число зон, как правило, находится в пределах 7-10. Конвейерные печи более дорогие, но позволяют обеспечить лучшую управляемость процесса и высокую производительность, поэтому камерные печи применяются только в единичном и мелкосерийном производстве.
После операции пайки, в зависимости от типа применяемой пасты, плата может подвергаться отмывке и сушке.
Похожие записи:
 Как правильно паять паяльником с припоем, канифолью и кислотой: основы для чайников
Как правильно паять паяльником с припоем, канифолью и кислотой: основы для чайников  Олово для пайки: температура плавления. Как правильно паять сталь и металл паяльником с оловоотсосом? Можно ли паять серебро оловом?
Олово для пайки: температура плавления. Как правильно паять сталь и металл паяльником с оловоотсосом? Можно ли паять серебро оловом?  Нанесение флюса. — СВАРКА И ПАЙКА В АВИАЦИОННОЙ ПРОМЫШЛЕННОСТИ
Нанесение флюса. — СВАРКА И ПАЙКА В АВИАЦИОННОЙ ПРОМЫШЛЕННОСТИ


