
 полипропиленовых труб: что нужно знать и как не допустить ошибок - Свой Дом")
- Вариант #2 — склеивание элементов
- Диффузная пайка полипропиленовых труб
- Как подготовить оборудование: советы, облегчающие работу с паяльником
- Как подготовить трубы к пайке
- Особенности труб, учитываемые при монтаже
- Пайка, сварка полипропиленовых труб без ошибок, – как добиться лучшего результата
- Свойства полипропилена
- Сложность сваривания: как правильно работать с инструментом во время пайки пп-труб
- Температурные режимы эксплуатации
- Трубы и вспомогательные элементы для сборки
- Этап #1. составление проекта
- Этап #2 — пайка элементов трубопровода
Вариант #2 — склеивание элементов
Клеевой способ применяют для сборки водопровода, по которому планируется транспортировать только холодную воду. Чтобы применить метод «холодной» сварки, потребуется задействовать «агрессивный» клеевой состав типа LN-915.
Чтобы защитить кожу рук от случайного попадания состава и «разъедания» его действующими компонентами, манипуляции по склеиванию лучше выполнять в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверяют соответствие углов среза состыковываемых участков и помечают карандашом места для склеивания.
- Зачищают и обезжиривают подлежащие соединению концы труб.
- На торцы труб и область раструбов фитингов равномерным слоем наносят клеящий состав.
- Отрезы трубы вставляют в отверстия фитинга, ориентируясь на сделанные карандашом отметки. Конструкцию выдерживают в зафиксированном положении в течение трех минут, после чего салфеткой удаляют излишки составов.
- Соединенные элементы выкладывают на ровную поверхность и оставляют на 5-6 часов до полного высыхания.
Запускать воду для проверки качества склеивания можно лишь через сутки после завершения монтажа.
При реализации этой технологии монтажа ПП труб важно соблюдать два основных условия: температурный и влажностный режим. Все работы нужно выполнять при температуре воздуха от 5, 35 °С. Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа.
Диффузная пайка полипропиленовых труб
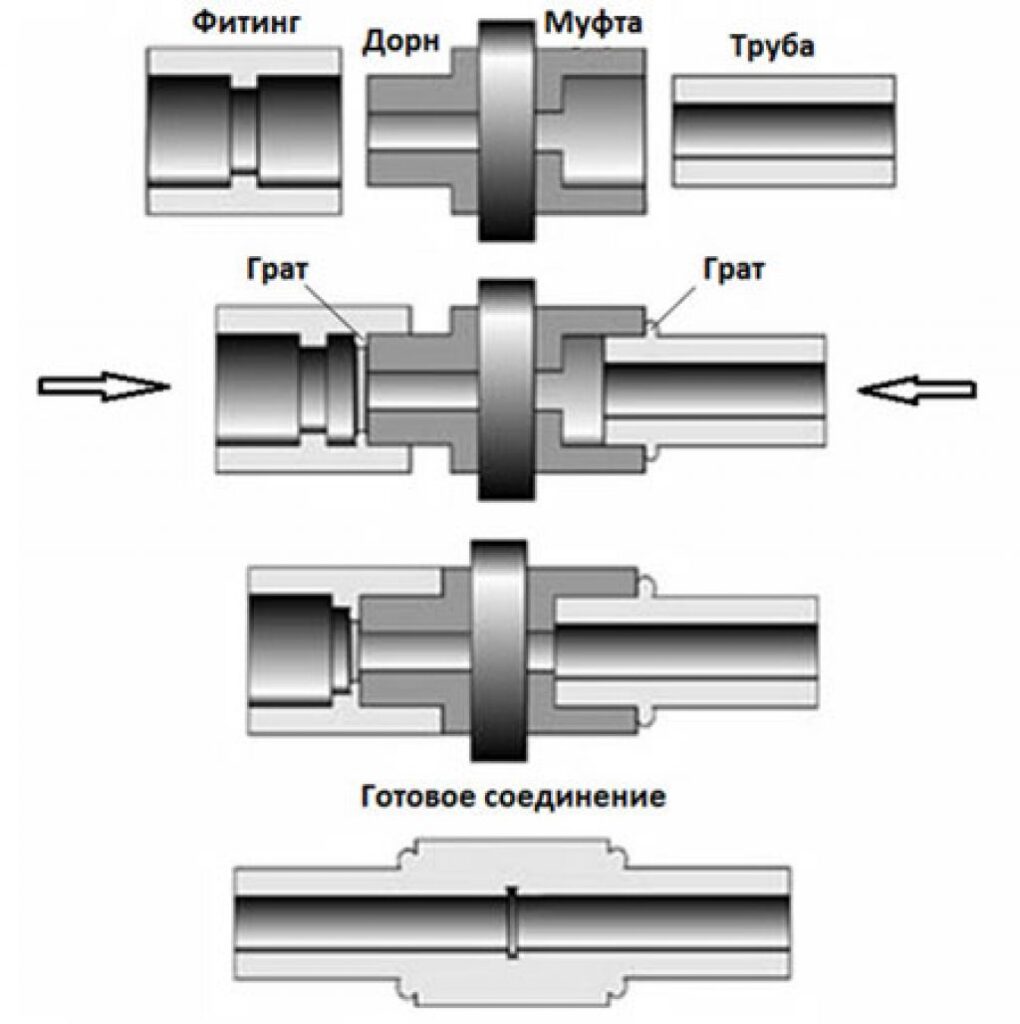
Принцип сваривания полипропиленовых труб основан на введении, предварительно нагретых, одного изделия в другое . При этом должна выдерживаться определенная глубина. Наиболее распространенный вариант стыковки – при помощи фасонных элементов (например, муфты).
Но он может использоваться при условии, что диаметр труб не превышает 63 мм. Для пайки более крупных изделий рекомендуется использовать стыковой метод. При этом точно так же, как и в других случаях, когда полимерный материал нагревается, происходит диффузное соединение.
Можно рассматривать метод стыковки в раструб. Принцип сварки схож с технологией пайки при помощи фасонных элементов: одна из труб соединяется с другой (вводится в отверстие большего диаметра), при этом важно обеспечить защиту кромки коммуникаций. Торцевые участки должны быть ровными, все дефекты (включая заусенцы, образующиеся при обрезке изделий) устраняются специальным инструментом.
Как подготовить оборудование: советы, облегчающие работу с паяльником
В продаже встречаются разные виды паяльников:
- мечевидный или «утюг» – устройство с плоским нагревательным элементом, в нем предусмотрены сквозные отверстия, куда устанавливаются насадки;

- цилиндрический: на рабочую часть (которая подвергается нагреву) насаживаются специальные насадки для нагрева и дальнейшего монтажа труб;

- дисковый – на нем есть отверстия, предназначенные для фиксации насадок.

Если нужно выбрать паяльник, следует учесть, что не всегда в комплект входят все необходимые приспособления. Подставку для удобства работы и комплектующие (насадки), возможно, придется дополнительно приобрести. Когда все инструменты и материалы подготовлены, переходят непосредственно к действиям – нагревают паяльник. Рекомендации:
- нагрев осуществляется равномерно по всей длине металлической части инструмента, причем скорость этого процесса составляет 10-15 минут;
- на паяльнике есть регулятор температуры, для работы с трубами из полипропилена рекомендуется установить значение 260°С;
- допустимо работать с паяльником при температуре окружающей среды не ниже 0°С.
Как подготовить трубы к пайке
Полимерные изделия необходимо разрезать соответственно ранее составленному эскизу. Для работы с ними используют инструмент, обеспечивающий идеально ровные и гладкие торцевые участки:

Шейвер позволяет подготовить коммуникации с армировкой – удаляет часть металлического слоя. Это обеспечивает более глубокое проникновение частиц полимерного материала в структуру сопряженной трубы. Такие действия выполняются при работе с изделиями PN25. Трубы PN20 не требуют применения шейвера.
Еще один инструмент – фаскосниматель. Его рекомендуется применять для облегчения монтажа трубопровода. Благодаря такому инструменту делают фаски, в результате коммуникации легче входят в сопряженное изделие. Такие приспособления используются поочередно.
- мыльный раствор;
- этиловый спирт.
Совет: Не рекомендуется использовать для обработки перед пайкой жидкости агрессивного действия: бензин, растворитель, водку, ацетон – все они оказывают разрушающее действия на полипропилен.
Особенности труб, учитываемые при монтаже
Для правильного выбора способа пайки пластиковых труб необходимо учитывать не только их диаметр, но и толщину стенки. Следовательно, перед началом работ необходимо уточнить реальную толщину стенки выбранного изделия по маркировке и замерам (для проверки).
Для нормальной работы необходимо согласно маркировке уточнить данные в нормирующем документе.
В целом технические данные по напорным трубам из термопластов нормирует ГОСТ Р 52134-2003. Однако каждое производство имеет свои нюансы, а в отношении зарубежных производителей данный стандарт вообще не работает. Поэтому лучше уточнить допустимый температурный диапазон (рабочий и аварийный), они не должны превышать температуру пайки.
Далее, согласно полученной информации, следует уточнить длительность нагрева при сварке подготовленных пластиковых труб и температуру нагрева, а также время остывания деталей.
Также, с учетом роста толщины стенки с увеличением номинального наружного диаметра, по таблице определяется ширина сварного пояса – то есть протяженность нагреваемого участка. Он должен быть одинаков для трубы и фитинга, поскольку диффузия (взаимопроникновение частиц материала на молекулярном уровне) требуется по всей стыкуемой площади. Определить ширину сварного пояса (глубину вставки трубы в муфту) и размер фаски можно по таблице.
Максимальная глубина вставки (собственно ширина сварного пояса) без зачистки.
На основании данных о типе пластика выставляется нужный уровень нагрева сварочного аппарата, точнее, нагревательных элементов – парных насадок.
В некоторых случаях температура пайки полипропиленовых труб составляет не 200…220 градусов Цельсия, а около 260 градусов, это необходимо уточнять у производителя или продавца.
Пайка, сварка полипропиленовых труб без ошибок, – как добиться лучшего результата
Для многих, кто не специализируется на монтаже отопительно-водопроводных сетей, станет открытием тот факт, что сварка полипропиленовых труб является самым ненадежным видом монтажа. А видные специалисты обходят трубы из полипропилена дальними дорогами, предпочитая им металлопластик и др., примерно также, как отдают предпочтение завсегдатаи пивной свежему пиву, а не прокисшему квасу.
И казалось-бы, с чего вдруг такое, ведь, известно, что паяют пластиковые трубы все, после чего водопроводы и отопительные магистрали, служат исправно, вроде-бы….
Как же сделать трубопровод из полипропилена путем полифузной сварки так, чтобы не случилось то, чего опасаются сведущие специалисты….
А что собственно может произойти?
Что происходит при сварке полипропилена
Ответ, как свариваются трубы с фитингами, находится в названии паяльника-утюга (народное прозвище сварочного аппарата для пластика). Его называю полифузом, из-за способности создавать диффузию вещества, т.е. проникновение, смешивание молекул.
Расплавленные слои на одной и другой детали, после их стыковки смешиваются, образовывается единый для обоих соединяемых деталей условный слой. Качество материала в этом слое не должно, в теории, отличаться от исходного вещества.
Но что-то не так, в этой, казалось-бы, безупречной технологии…
Какие полипропиленовые трубы годятся
Потребителей интересует практический вопрос, – какие полипропиленовые трубы применить для сборки водопровода, а какие для отопления, или горячего водоснабжения.
Все просто, сейчас о нас позаботились, чтобы не возникало сложностей. Имеются на витринах трубы из полипропилена в основном под маркировкой PN20 и PN25. Первые годятся для холодного водоснабжения, вторые для «цивилизованного» отопления и ГВС.
Здесь, цивилизация обозначает скорее недопустимость перегрева более 80 град С. Т.е. применение с автоматизированными котлами. У твердотопливных бывает всякое… Поэтому некоторый участок подачи от такого котла делают из металла, затем стаят армированную алюминием магистраль, затем уже полипропилен…
Сейчас отличить трубы для отопления PN25 весьма просто – они с четко видимым слоем армировки из стекловолокна, может быть различного цвета, например, красного…
Какой паяльник применить
Как паять (сваривать)
Лучше один раз увидеть.Важно не перегревать детали и не слишком большое усилие к ним прилагать. А также должны быть сделаны отметки глубины на трубах, на которую можно их заводить в фитинги.
Что могут сказать специалисты о теории недочетов с практической точки зрения
Чаще всего при пайке труб из полипропилена нарушается температурный режим. Рекомендованная температура 260 – 270 градусов. Но как ее определить? Это является наибольшей сложностью.
Т.е. регулятор температуры паяльника даже европейские производители сами не могут назвать таким, который точно задает температуру. Что тогда говорить о китайских приборах или кооперативных?
Далее – в каких направлениях ошибаются монтажники, выполняя чудесную сборку…
Перегрев и излишние усилия на соединении
Происходит следующее – перегрев соединяемых деталей, излишне большие усилия к соединяемым деталям, прокручивание при соединении. В результате внутреннее сечение деталей заужается из-за наплывов выдавленного материала. Снаружи соединение подозрений не вызывает.
Недостаточный нагрев деталей
Недостаточный разогрев не обеспечит качественной диффузии. Соединение может дать течь, если не сразу, то в процессе эксплуатации.
Самое интересное, что под воздействием скачков давление, последовательных тепловых расширений, вибрации, происходит постепенное разрушение общего некачественного слоя сплавленных деталей.
Отчего могут возникнуть нарушения в готовом изделии…
- Разворот уже соединенных деталей на нужный угол – наиболее типичная ситуация работы «спустя рукава» или неопытными руками.
Банальный перегрев почему то… Собственно градусника и нет никогда. Заплавление пропускного сечения.
Работник просто торопится, паяльник не успевает прогреться. Или отключается электричество, чего не замечают…
Соединение разогретого конца трубы с холодной стороной фитинга. В спешке бывает и такое.
Выполнение работ при температуре воздуха ниже 5 градусов С.
Перед началом пайки алюминиевая фольга должна быть удалена с торца трубы, т.е. выполняется торцевание трубы. Не редко, торцевание не делается, происходит расслоение трубы, коррозия алюминия, выход соединения со строя.
Почему не доверяют полипропилену
Ответ на поверхности, – потому что нельзя проконтролировать качество соединения. С виду все соединения нормальные.
Невозможно дать точную гарантию клиенту на этот трубопровод.
Не обеспечивается контроль со стороны специалиста за качеством работы монтажника, так как ничего нельзя сказать о действительном качестве.
Так сваривать или выбросить?
Но стоит ли принимать подобное слишком близко к сердцу домашнему мастеру?
Для многих гораздо важнее, что полипропилен стоит копейки, его можно всегда дешево переделать, если он на виду.
Миллионы фрагментов трубопроводных сетей из полипропилена, сваренных подобным образом, радуют потребителей по всему миру, есть очень большой шанс оказаться в рядах этих счастливцев…
Пайка, сварка полипропиленовых труб без ошибок, как добиться лучшего результатаПри пайке полипропиленовых труб не редко возникают одни и те же ошибки и недочеты. Рассмотрим их подробнее, определимся, как их избежать и сделать работу качественно…
Свойства полипропилена
 Один из многочисленных материалов из семейства пластиков – полипропилен – это продукт полимеризации двух газов: этилен и пропилена, смешанных в определенной пропорции. В результате получаются гранулы, из которых экструзионным способом получаются различные изделия.
Один из многочисленных материалов из семейства пластиков – полипропилен – это продукт полимеризации двух газов: этилен и пропилена, смешанных в определенной пропорции. В результате получаются гранулы, из которых экструзионным способом получаются различные изделия.
Изделия для водоснабжения производятся из пластика сорта PPR, имеющего следующие характеристики:
- рабочий диапазон температур от -10 до 90 градусов;
- плавление пластика начинается при 149 градусах;
- номинальное давление от 1,5 до 2,5 атмосфер.
 Приведенные параметры подходят для холодного водопровода, но потребности в характеристиках более широкого спектра очевидны. Поэтому для их усиления предпринимаются определенные технологические приемы.
Приведенные параметры подходят для холодного водопровода, но потребности в характеристиках более широкого спектра очевидны. Поэтому для их усиления предпринимаются определенные технологические приемы.
Одним из них является армирование стенок стекловолокном или алюминием. Для этого поверх готовой трубы накладывается слой нитей из стекловолокна или алюминиевой фольги, а затем наносится еще один слой полипропилена.
Такая конструкция позволяет получать полипропиленовые трубы, пригодные даже для использования в системах отопления и горячего водоснабжения.
Кардинальным способом армирования полипропиленовых изделий является установка металлического слоя. Для этого используется алюминиевая фольга в виде полосы.
Она по винтовой линии наматывается на заготовку по слою клея, поверх металлической фольги наносится второй клеевой слой. Наружная обечайка изготавливается из того же полипропилена.
Такие продукты пригодны для использования в водопроводах с повышенным давлением до 6 атмосфер.
Сложность сваривания: как правильно работать с инструментом во время пайки пп-труб
Если пока нет опыта выполнения сварки полимерных коммуникаций, следует провести тренировочную пайку. Для этого нужно выбрать подходящее место. Участок должен быть просторным, поверхность – ровной. Можно работать на столе или полу. В обоих случаях следует проявить осторожность, т. к. есть риск испортить покрытие горячим пальником.
- быстрое остывание, т. к. стыковка труб не может быть выполнена своевременно;
- отклонение от осевой линии, что приведет к проблемам в процессе эксплуатации трубопровода;
- нарушение правил стыковки: если коммуникации соединяются муфтовым методом, возможно недостаточное заглубление изделия в фитинг или, наоборот, слишком сильное, что помешает стыковке второй части трубы.

При нагреве коммуникаций, соединительных элементов важна синхронность действий. Это позволит одновременно нагревать и сразу соединять части трубопровода. Задержка тоже возможна, однако от уровня профессионализма мастера зависит, возникнут ли дефекты: наплывы, смешение шовного соединения. В дальнейшем на таких участках могут появиться трещины.
Температурные режимы эксплуатации
Производители продукции для водопроводов декларируют максимальную температуру теплоносителя в 95 градусов. Однако физические свойства материала несколько отличаются от этого показателя.
Размягчение полипропилена начинает проявляться при температуре порядка 140 градусов, плавление происходит при 175. Учитывая эти параметры, можно сделать вывод, что этот материал пригоден для любых водопроводов отопления, за исключением парового.
Рабочая температура в паропроводах составляет именно 175 градусов.
Казалось бы, что может быть лучше? Но особенность материала заключается в том, что от температуры в 135 градусов он начинает размягчаться. Разводки начинают провисать, утончаться и в конечном итоге наступает разрыв.
Производители полипропиленовых труб официально декларируют значительно более низкую допустимую температуру, желая застраховать свои изделия и сделать их более долговечными.
Нужно заметить, что в правильно обустроенном жилище с достаточной тепловой защитой стен, такой рабочей температуры вполне достаточно.
Следует заметить, что в системах отопления целесообразно использовать армированные полипропиленовые трубы, обладающих рядом преимуществ:
- Стабильность линейного расширения элементов водопровода под воздействием тепловых и механических нагрузок. Они без заметных изменений выдерживают давление до 10 атмосфер.
- Срок службы армированного трубопровода, постоянно находящегося под давлением при повышенной температуре в разы превышает аналогичный показатель неармированной продукции.
- Температура плавления в тех и других изделиях одинакова, но при равных условиях труба без армирования разрушается, а армированная нет.
Трубы и вспомогательные элементы для сборки
Одним из неоспоримых достоинств полимерных труб является простота сборки.
Монтаж элементов можно производить практически везде: прокладывать открытым способом на стенах либо размещать скрыто под полом.
Полимерные трубы выпускаются диаметрами от 20 до 110 мм. Для бытовых целей чаще всего используются изделия размером 20/25/32/40 мм. Область из применения определяет показатель номинального давления материала.
В маркировочной надписи он обозначается буквами «PN»:
- PN 10 – выбирают для обустройства холодного водоснабжения.
- PN 16 – используют для холодной воды, но с более высоким напором, а также при обустройстве системы «теплый пол».
- PN 20 – изделия, единственным ограничителем которых является температурный режим транспортируемой через них жидкостей. Он не должен превышать отметки в 75 °С.
- PN 25 – универсальные изделия, применяемые для обустройства как «холодных», так и «горячих» систем, температура которых достигает отметки в 90 °С.
В продаже можно встретить полимерные изделия, оборудованные дополнительным армированием.
Главной особенностью полимерных труб является невозможность их изгиба.
Поэтому все изменения траектории прокладываемой магистрали осуществляются только из прямых участков, соединенных между собой вспомогательными фурнитурными элементами:
- крестовины – для возможности ответвления основного потока;
- тройники – размножители потоков;
- муфты – для соединения труб на прямом участке;
- отводы – для изменений направления трубопровода.
Фитинги могут быть оснащены вплавленной металлической резьбой, которая дает возможность соединять полимерный трубопровод с металлическими элементами.
При выборе вспомогательных элементов следует брать за основу два параметра: внутреннее сечение изделий и толщину их стенок. Эти параметры должны соответствовать техническим характеристикам используемых полипропиленовых труб.
Этап #1. составление проекта
Прежде чем закупать материал для монтажа отопления и водопровода, необходимо определиться с их схемой разводки.
Подсоединять батареи к отопительному контуру можно четырьмя основными способами:
- проточным;
- с нерегулируемым байпасом;
- с вентилями;
- с трехходовым клапаном.
Окончательный выбор варианта монтажа определяется обычно финансовыми возможностями хозяев квартиры, потому что запорная арматура стоит недешево.
Особенности монтажа отопления из полипропилена мы подробно рассмотрели в этой статье.
У водопровода также имеются основные принципиальные схемы проектирования разводки, но их всего две: коллекторная и тройниковая (традиционная в квартирах).
Тройниковую схему называют ещё последовательной. Она подразумевает проведение вдоль всех сантехнических приборов одной трубы, от которой с помощью тройника последовательно делаются отводы.
Коллекторная схема подразумевает установку на входе воды в дом коллектора в виде флейты. Он позволяет компактно сделать несколько отводов в разных направлениях.
Разводку можно делать внутри стен или в открытом виде. Первый вариант требует детальных расчетов, учитывающих удлинение труб при нагреве.
Советуем более подробно ознакомиться со схемами разводки водопровода из ПП труб.
Этап #2 — пайка элементов трубопровода
Вкратце суть технологии сварки полипропиленовых труб заключается в том, что под действием высокой температуры концы состыковываемых элементов разогревают и путем плотного прижатия друг к другу соединяют.
Перед началом работ отрезанные на указанную длину куски труб избавляют от неровностей и заусениц. Если в трубе предусмотрена прослойка внутреннего или внешнего фольгирования, ее необходимо предварительно зачистить торцевателем, оснащенным хорошо заточенными и отрегулированными ножами.
При выполнении зачистки с использованием торцевателя трубу необходимо заглубить в инструмент до упора.
Работу по сварке пластиковых труб своими руками выполняют в такой последовательности:
- Подключают паяльник для ПП труб к электропитанию с тем, чтобы разогреть оборудование до оптимальной температуры в 260-270 °С.
- Подлежащие соединению отрезки труб одновременно надевают на насадки, обеспечивая максимально ровное вхождение. Эту работу следует выполнять быстро и уверенно.
- Выдержав указанное в инструкции время, пока фитинги и концы труб расплавятся, извлекают элементы из нагревательных насадок.
- Состыковывают расплавленные концы между собой, аккуратно вжимая друг в друга в течение 15-20 секунд.
- Скрепленные детали оставляют в статичном положении с тем, чтобы шов полностью остыл, а соединение стало монолитным.
Определить продолжительность нагрева можно из прилагаемой к оборудованию инструкции или воспользовавшись приведенной ниже таблицей.
Пренебрегать указанными в таблице требованиями по времени нагрева нельзя. Недостаточный прогрев не способен обеспечить надежное соединение. Чрезмерное перегревание приведет к тому, что полипропилен «потечет», а детали деформируются.
Как следствие: на внутренней поверхности сварных швов образуются выступы, которые значительно уменьшат диаметр трубопровода.
После завершения полимеризации и застывания, на которое уходит около 20 секунд, стык готов. По такой же технологии спаивают все последующие узлы до победного конца, пока система отопления или полипропиленовый водопровод не будет полностью собран.
Температурные параметры проведения пайки ПП труб приведены в статье, с которой самостоятельным домашним мастерам следует обязательно ознакомиться перед стартом работ.





