

Всего голосов 5: ↑5 и ↓0
Доступность и цена меняются и от момента к моменту, и от доступности разных магазинов. Тот же Изагри с CF-10 я в ЧиД полгода назад взял несколько катушек по 250 г по 450 руб., а сейчас там одна такая катушка под заказ и за 2560 руб.
Ну, была, видимо, распродажа.
Всего голосов 3: ↑2 и ↓1
Между тем, нас на практике интересуют по сути только две характеристики флюса: наличие остатков и агрессивность.
Для пайки плат важной особенностью флюса является то что он не дает припою прилипать к маске. Благодаря этому можно паять выводы микросхем с шагом 0.4мм (0.2 проводник 0.2 зазор) легким движением руки с жалом типа волна.
Производители плат (Резонит точно) делают покрытие плат канифольным лаком , что улучшает качество пайки.
Канифольный лак легко сделать самому растворив канифоль до насыщения в спирте. После пайки достаточно протереть влажной ветошью платы и следы пайки отлично удаляются. После канифольного лака пайка не окисляется и долгое время блестит. А когда ремонтируешь такую плату даже спустя год-два такое ощущение , что только сошла с конвейера.
Всего голосов 10: ↑10 и ↓0
Можно поподробнее про технологию использования канифольного лака?
Наносить его надо на всю плату заранее, и давать подсохнуть? Или мазать место пайки непосредственно перед ней? Или еще как-то иначе?
И у меня есть большие сомнения в том, что высохшую канифоль можно удалить с платы влажной тряпкой ))
Всего голосов 2: ↑2 и ↓0
Не используется лак в качестве флюса. Канифольный лак — это легко смываемое, но относительно прочное консервирующее защитное покрытие для плат после их производства, обычно применяется на платах, где заказчик не хочет никаких покрытий поверх меди, потому что медь легко и быстро окисляется на воздухе.
Перед монтажом смывается полностью.
И да, важный момент про все эти припои, но он уже касается технологии ручной пайки вообще, а не конкретно флюса.
Припой плавится только и исключительно в точке пайки.
Если его нести туда на жале паяльника, весь флюс, какой бы он ни был, успеет испариться. Даже если очень быстро нести.
Всего голосов 6: ↑6 и ↓0
Всего голосов 4: ↑4 и ↓0
Ну так потому что канифоль была в жестяной банке куском граммов в сто, а припой — прутком сантиметр диаметром. Во времена господства ЭПСН-40 и сам так паял.
Сейчас во всех руководствах написано «припой должен плавиться от тепла спаиваемых деталей» (тут есть один нюанс с теплопередачей от паяльника к деталям, если у паяльника жало сухое, ну да ладно), но сторожилы помнят.
Всего голосов 8: ↑8 и ↓0
По-моему, дело в смачиваемости жала паяльника. Раньше это было медное жало, которое хорошо брало на себя припой. Сейчас жала не смачиваются припоем — попробуй его донеси
Но я не настоящий сварщик и опыт у меня чисто любительский.
Вообще никакой проблемы с жалами нет, отличная смачиваемость. Китайские жала по сто рублей ведро брать не надо.
Но если нести припой на жале — то обнуляется действие легкокипящих активных компонентов флюса, которые как раз и должны удалить со спаиваемых деталей окислы, а потом дезактивироваться. А тут они дезактивируются ещё на пути к деталям.
Поэтому с современными флюсами, кроме тупо чистой канифоли, так делать — это зря расходовать флюс.
Общий смысл верный, лучше подавать припой и флюс в точку пайки. Но современные флюсы для ремонта и пайки BGA в том-то и дело что не кипят при температурах пайки. И не должны кипеть, это важное свойство хорошего флюса.
«Кипучесть» флюса важна при BGA пайке. Из-за кипения шарики припоя выдавливаются. Такой флюс обычно самый дорогой
Почему я и паяю BGA ERSA FMKANC и Flux Plus’ом.
Всего голосов 1: ↑1 и ↓0
Я любитель в ремонтах, поэтому BGA паял мало, но после нескольких фейлов понял насколько важна кипучесть, и тоже стал пользоваться Flux Plus’ом. Так же очень наслышан про ERSA, а вот про FMKANC не слышал.По вашему мнению между ними разница есть? Или можно брать любой
Нет, он называется «Ersa FMKANC32» одной строкой. Он же «HERAEUS Flux NC 5070». В оригинале он производится Heraeus. Немецкая Ersa перекупает флюс у Heraeus и перепродает по космическим ценам. Брать либо на авито, либо на форумах ремонтников продают. Привозят большой банкой и фасуют. У него есть срок годности.
Да что же вы такое про канифоль рассказываете, какой еще там коричневый остаток? Это разве что если брать для смазки колес у телег канифоль. Посмотрите, к примеру, флюсы на основе «Japanese hydrogenated rosin raw materials», к примеру, RELIFE F-20 или припой HIROSAKI M705 с жилкой канифоли.
Это тоже, в общем-то, канифоль. Только обработаная водородом в присутствии катализатора для улучшения ее свойств (абиетиновая кислота превращается в тетрагидроабиетиновую).
Так о том и речь — это канифоль и без, гм, коричневых остатков от нее.

Типовой остаток от канифоли. Будет более заметен в припоях с большим количеством флюса (Felder EL, 3,5 %), менее заметен — с меньшим (Stannol HF32, 1 %). Но он никуда не улетучивается и улетучиваться не может. Цвет зависит как от состава флюса, так и от продолжительности и температуры пайки.
В OR-флюсах твёрдого остатка может быть меньше, он светлее и не темнеет даже при длительной пайке с высокой температурой.
Всего голосов 2: ↑1 и ↓1
Это зависит от степени очистки канифоли. Если паять канифолью для облуживания проводов — в коробочках продается — тогда и будет подобная картина. Хорошие безотмывочные канифольные флюсы для bga пайки паяют чисто, они для того и сделаны и называются соответственно.
Заметил, что флюсы с жидкой фракцией (даже самодельный из глицерина) дают при ручной пайке припою собраться в такую красивую блестящую каплю. А вот с канифолью такое не всегда получается.
Очень поверхностная статья. Я даже затрудняюсь написать что именно не так, ибо почти все, или не совсем так, или совсем не так.
Если кому-то интересна тематика флюсов, поищите информацию в профильных сайтов – там «Русский паяльщик» например или посмотрите канал Романа Гребеникова на youtube. И это только на затравку.
А вообще тема широка и глубока как океан.
Всего голосов 13: ↑12 и ↓1
И важна для производства. А для ремонтного использования важно чтобы сам припой было нормальный (имеется ввиду нормальный ПОС61, Sn63 и т.д. и т.п., а не бывшый аккумулятор авто из которого накатали проволоку). Ну и найти агрессивный флюс в припое с радиорынка — это тоже постараться нужно. Чаще всего если после припоя имеем нормальные галтели при пайке и блестящую поверхность — берем и используем. Не нравится — в ведро и больше не берем.
Не факт. Все ремонтники которые я знаю используют гелевые флюсы, которые наносят на место пайки и тонкие припои диаметром 0.5..1мм без флюса внутри. Флюс в припое всегда слишком мало для качественной пайки. Особенно если это SMD или BGA чип.
Флюс потом моется если возможно, даже если это безотмывочный флюс.
Не говорю уже, что пайка часто проводится феном или ИК станцией, а не паяльником.
Вот посмотрите на пайку разъема USB паяльником.
Я, хоть и не «ремонтник», но тоже так работаю.
Выводные компоненты прекрасно паяются гель-флюсом. Я всегда так делаю с неизменно прекрасным результатом.
Я не утверждал обратного.
У вас очень наивное представление о степени компетенции инженерно-технических работников (к которым относятся и связисты, и монтажники, и программисты, и прочие).
У большинства из них сложившаяся практика — это смесь из неизвестно как возникшего опыта, суеверий и личных устремлений.
В случае с припоями в любом среднего размера коллективе, отпущенном на самотёк, будем вскоре иметь:
- любителя закупок с Али, бесконечно экспериментирующего с припоями оттуда, и тратящего уйму времени на тестирование каждого экземпляра (опционально — с написанием статьи на MySKU и срачем там в комментах);
- купившего Asahi C6, потому что а) ну это же Япония! и б) у него три года назад был в такой же катушке, и теперь радующегося, что он «паяет вообще всё», включая SMD с шагом 0,4 мм;
- швырнувшего снабженцу об стол Stannol HF32 с комментарием «г***о своё блестящее в ж**у себе засунь!», потому что им не удалось припаять шлейф к почерневшим за сорок лет лежания на складе контактам советского разъёма;
- считающего, что не нужно никаких флюсов, кроме канифоли, самостоятельно разведённой в спирту, и припоя, кроме ПОС-60 в проволоке, и рассказывающего всем вокруг о необходимости запрета активных флюсов вообще, потому что молодёжь ими всё только испортит.
Всего голосов 8: ↑7 и ↓1
Нормальное у меня представление. За 15 лет как-то уж сложилось. Описанные случаи — почти крайность. Первого действительно бить по рукам. Вообще первое что должен понять работник — если он принес в техпроцесс отсебятину — он за это огребёт. Это касается всего. Исключение — если это согласовано.
А последних уже ничему и не научишь. Это просто «энипаяльщик». Провода к батарейке он припаяет так, как привык. А современную электронику ушатает с любым припоем. Так что не нужно передергивать 🙂
Последний случай взят с реального образца, и это уважаемый и очень опытный связист, крайне ценный на своём месте, которому сотни, если не тысячи людей обязаны стабильно работающей в любых условиях, включая артиллерийские обстрелы, связью.
Фраза при этом процитирована практически дословно. Он так видит.
И это обычный случай для высококвалифицированных ИТР.
Прошу прощения, перечитал, предпоследнее имел ввиду.
купившего Asahi C6, потому что а) ну это же Япония! и б) у него три года назад был в такой же катушке, и теперь радующегося, что он «паяет вообще всё», включая SMD с шагом 0,4 мм;
О, кажется это я. Этикетка оторвалась, но там скорее всего либо C6, либо CF-10. Хорошо хоть порекомендовал точно CF-10, не так плохо, как могло бы быть.
А какой и где найти флюс ROM0 отдельно?
А мне статья понравилась, она в первую очередь о флюсованых припоях, применительно к монтажу РЭА, кратко и по делу для начинающих.
Всего голосов 3: ↑3 и ↓0
Обожаю лти-120 за его запах и доступность.
Он активный, и более того — коррозионно-активный к меди. Никто, по-моему, его класс даже не пытался определять, тем более, что он ещё и разных составов бывает (включая «мешают из чего попало»), но вообще ROM или даже ROH.
SMD им паять нежелательно, отмывать после пайки обязательно. Для разъёмов и прочих крупных элементов со следами окисления подходит неплохо.
Так что его ламповость и теплота несколько преувеличены.
НЛО прилетело и опубликовало эту надпись здесь
офф Как-то купил у китайцев некий жидкий флюс. Было неожиданно, когда под действием этого флюса залудился и припаялся пинцет из нержавейки.
Если пинцет был куплен тоже у китайцев, то там и к нержавейке могут быть вопросы, хехе.
Советский пинцет. До этого припой скатывался с его поверхности как вода.
Всего голосов 7: ↑7 и ↓0
По аналогии со сваркой тут проблема окисления металла. А если так же по аналогии попробовать паять в среде инертного газа? Требования к газу не такие строгие, как при сварке, похоже, что подойдет любой газ без кислорода. Самый дешевый это СО2 или N. Или подавать струей в зону пайки, как в TIG сварке, вытесняя кислород. Или попробовать в закрытом коробе, доступ можно сверху попробовать, СО2 тяжелый (если и холодный от сухого льда, то очень тяжелый) и закроет доступ кислорода на некоторое время. Есть и более тяжелые газы, перфторбутан например или фреоны. Или в полностью герметичном коробе, если запекать SMD детали, то вариант выглядит простым и технологичным. Даже полная герметичность не нужна, подавать СО2 в небольшом количестве в печь, пока идет запекание, например 1 литр в минуту и газ вытеснит кислород. Как вариант выжечь кислород каким-нибудь окисляющимся веществом. Тут свои плюсы и минусы, не нужен флюс, отмывка, нет проблем с промывкой в трудноизвлекаемых местах. Минусы — нужен баллон с газом, ограждающие конструкции при проведении операции. Ну и имеющуюся оксидную пленку не растворит, только если заранее снять со всех поверхностей кислотой или щелочью и больше плате и деталям с кислородом не давать взаимодействовать до окончания пайки.
Я бы не стал без большой необходимости работать с прозрачными, не имеющими запаха газами тяжелее воздуха. Это крайне опасно.
CO2 не опасен, из всех перечисленных газов он детектится организмом, так организм сам его производит и СО2 стимулирует дыхательный центр. В гаражах и мастерских варят, каких-либо мер варка в среде инертного газа не требует, продукты горения металла, особенно оцинковки в тысячи раз опаснее. Да и безымянный флюс с Алиэкспресса тоже может быть опасней газа защитного. Плюс есть дешевые датчики СО2, точно указывающие содержание в воздухе. И 10-100 литров газа точно не опасны, так как не вытеснят кислород из помещения около 100 метров кубических (или 10 000 литров), даже если все щели закрыть и отключить вентиляцию. Обратный пример вот тут, но было стечение нескольких факторов https://www.youtube.com/watch?v=eIX0ZMdXMN4
НЕТ. CO2 КРАЙНЕ ОПАСЕН В ПРОМЫШЛЕННЫХ КОЛИЧЕСТВАХ.
CO2 никак не определяется организмом. Он не имеет цвета и запаха, не вызывает ощущения удушья — до момента, когда человек уже не способен самостоятельно выбраться из зоны CO2.
И опасны могут быть сравнительно незначительные количества, так как в силу тяжести газа они будут скапливаться у пола. Могут погибнуть животные, могут погибнуть люди, оказавшиеся, например, в приямках.
Задержите дыхание на 20 секунд и ощущения и будут от СО2. Концентрация в легких будет более 100 000 ppm, теоретически значительная часть из 21% кислорода может перейти в СО2 (полного перехода не будет конечно). Эксперимент безвредный, увеличится жизненный объем легких после гиперкомпенсации, как у пловцов.
Возможно такое может быть при криотемпературах. В нормальных условиях броуновское движение перемешает газ и даже пыль мелкая не оседает, а уносится вентиляцией. Если бы СО2 оседал, его бы добывали откачиванием из подвалов, а не сжижением.
Нет, не будут. Ощущениям «как от CO2», например, космонавтов — у которых есть реальная опасность на станции попасть в мешок CO2, просто живущий где-то в углу — учат специально, они у разных людей существенно разные, и не похожи ни на духоту, ни вообще на что-либо связанное с дыханием.
Если хотите попробовать — дышите в бумажный мешок, и не 20 секунд, а дольше, пока не начнутся изменения в сердцебиении, например.
И нет, большие объёмы CO2 не уносятся никуда никаким броуновским движением — по крайней мере, достаточно быстро, чтобы вы не успели в них задохнуться. Уносились бы — вам бы паяемую плату в него погрузить бы не удалось.
И да, на предприятиях, где штатно используется CO2 — в металлургии, например — к этому относятся очень серьёзно.
Всего голосов 5: ↑4 и ↓1
В детстве дышали в пакет, ни каких проблем. И врачи советуют дышать пакет при приступах паники, чтобы повысить содержание СО2 в организме после гипервентиляции легких, это нужно для восстановления pH крови. https://www.beloveshkin.com/2016/09/blog-post.html?ysclid=ldadi937nq468214308
И нет, большие объёмы CO2 не уносятся никуда никаким броуновским движением — по крайней мере, достаточно быстро, чтобы вы не успели в них задохнуться. Уносились бы — вам бы паяемую плату в него погрузить бы не удалось.
Вот я не уверен что получится. У сварщиков зона варки в потоке газа, около 10 литров в минуту. Погрузить в короб с СО2 наверное не получится. Нагретый паяльник будет увлекать газ вверх например.
И да, на предприятиях, где штатно используется CO2 — в металлургии, например — к этому относятся очень серьёзно.
Там и объемы больше, вплоть до заполнения ангара аргоном для сварки крупных деталей, сварщики в «скафандрах» работают. Еще более серьезно там относятся к испарению металла и флюсов. Есть еще ториевые электроды, они лучше дугу зажигают, дышать ими не очень полезно.
Похоже, просится соответствующая статья 🙂 Я как-то в спор на тему вреда СО2 вступал — в теме про домашние бытовые датчики СО2, паникующие уже при 1000ррm. При этом, насколько я помню, по НАТОвским нормам в подлодках допустимо до 50’000ppm. Вот и поди разберись про реальный вред углекислоты.
Про подводные лодки — знакомые знакомых рассказывали, что «в автономке» дико и постоянно болит голова, моряки-подводники держатся только на обезболивающих и горстями едят таблетки.Насколько правда — не могу сказать, необходимо расспрашивать непосредственно моряков. Здесь я привёл этот рассказ исключительно для того, чтобы утверждения «50 тыс ррм СО2 это норма, я читал» не воспринимались без подтверждения со стороны тех, кто на себе испытывал, что такое избыточное содержание СО2.Про свой опыт расскажу — работал в торговой компании, с красивым торговым залом и шоу-румом, а айтишников затолкали в подвал, с недостаточной вентиляцией (но она была, из приточки дуло). Так вот, во второй половине дня работать было ОЧЕНЬ тяжело, голова тяжелая, думается с трудом, все периодически голову на руки складывали. Сколько ррм — нечем было померять.
Кстати про подводные лодки отличный пример! Тяжелые условия на атомной подводной лодке не только из-за повышенного СО2, там еще десятки факторов, стресс, которые сами по себе могут вызвать проблемы со здоровьем. И исследования про вред СО2 точно такие же, сравнивают состояние организма в переполненном офисе, где слегка повышен СО2 с прогулкой на природе. Естественно в офисе уровень стресса больше, не зависимо от уровня СО2. Плюс гипервентиляция может приносить проблемы в офисе, это сквозняк и снижение влажности. Плюс возможен шум из-за потока воздуха в трубах, особенно опасен инфразвук.
Ну там и радон мог быть и формальдегиды и моющие средства на основе спиртов и хлора. Если есть превышение по этим веществам, СО2 измерять уже нет смысла, на фоне на порядок более опасных веществ.
Бытовые датчики зашкаливают если дыхнуть на них, предел 4000 ppm, на выдохе 50 000 ppm. Причем несколько минут нужно, чтобы датчик пришел в себя. Просто показательно, что прибор имеет настолько высокую чувствительность, что не переносит человека рядом, как источник СО2.
Тогда почему легче дышать в душной комнате, если лечь на пол? Проверено в детской. На уровне роста взрослого человека сразу хочется проветрить, а на ковре вполне себе свежо
Температурное расслоение, наверное. Наверху надышали, а по полу из окна тянет.
Вы путаете с угарным газом
А с помощью N научились делать камеры для эвтаназии. Просто в нее поступает N и пациент, не ощущая никакого удушья и неприятных ощущений, получает желаемое.
примерно так флюс и работает 🙂
Можно приобрести паяльник с газогенератором (азот), например у Hakko или JBC. Газогенератор представляет собой насос + атомарную мембрану свернутую в рулон, все это достаточно компактно. Но флюс это не заменит, т.к. пайка в азотной среде не удалит оксиды и не выполнит другие задачи флюса. Печи с пайкой подачей азота тоже достаточно распространены.
Действительно HAKKO FN-1010 подает азот в зону пайки, цена только под 2000$. Можно сделать самостоятельно дешевый аналог (по аналогии с решениями у TIG сварщиков), но не понятно, есть ли в этом смысл.
Газосепарирующие мембраны есть на алибабе.ком
Техпроцесс отработан, но и новые методы стали доступней для экспериментов. Инертный газ не особо поможет, потому что уже есть оксидная пленка и все равно понадобится флюс при ручной пайке. В термокамере где запекание идет может и полезен будет.
Есть техпроцессы монтажа РЭА, которые вполне себе включают в себя инертную среду на момент. Но, как вы правильно заметили — это не ручная пайка.
А что такое советский паяльный жир (она же бура) и паяльная кислота?
Паяльный жир, если верить гуглу это «вазелин, парафин, хлорид цинка и хлорид амония», в живую с ним не общался. Бура — тетработат натрия, высокотемпературный флюс, для, например, пайки латунью. А паяльная кислота — хлористый цинк, отличная штука для «пайки кастрюль»
Бура это тетраборат натрия, порошок. Используется при пайке ювелирки.
Паяльный жир — ничего конкретного, общее собирательное название для загущенных пастообразных флюсов по старым рецептам советских времен. Типичная фраза на банке «соответствует ГОСТ 19250-73» ничего не значит т.к. данный ГОСТ не содержит состава паяльного жира. У каждого производителя состав паяльного жира произволен.
А что за флюс постоянно в Инстаграме в роликах. Густой прозрачный. Его на микруху льют, феном греют-греют, он растекается и микруху легко снимают.
Да кто ж его знает, они почти все густые и желтоватые.
Профи пользуются FluxPlus, более дешевый аналог RMA 2хх. FluxPlus вообще испаряется бесследно. Паяльным жиром я в последнее время часто паяю. Весь прикол в том, что зачищать ничего не надо и паяются любые обычные металлы. Ну не алюминий конечно.
FluxPlus сейчас жутко дорогой. Купил какой то «Механик» китайский. Шприц стильный. Ну ниче так, и пахнет не сильно. А то RMA до кашля доводит.
Дорогой. На авито таскают с США, подешевле чем 4т.р. в онлайн-магазах.там же смотрите Ersa FMKANC он паяет BGA сходным образом, испаряясь.
Вопрос каким конкретно и что «паяю»? SMD? Потому что «паяльных жиров» вагон и маленькая тележка и у каждого свой состав.
Механики и прочее китайское никогда не берите, это абсолютный обман и всегда выброшенные на ветер деньги.
Нужны несколько ссылок на Инстаграм-ролики чтобы понять. Без этого можно только догадываться, это может быть все что угодно, начиная от профессиональных и дорогих FluxPlus, Martin, Ersa и заканчивая RMA-223, NC-559, RMA-218 с алиэкспресс. Последние постоянного состава не имеют и должны рассматриваться как теплоносители, особенно китайский вазелин RMA-223.
Не видно тюбик, шприц, итд, а по одному только виду геля не поймешь. Попробуйте спросить у автора на англ.?
Вообще, для выпайки качество припоя значения не имеет, главное только чтобы сильно не дымил. Подойдет «китайский вазелин» RMA-223, NC-559 и т.п. за 100-200 рублей на али. Основное назначение флюса при выпайке — 1. равномерно распределить температуру 2. слой флюса на плате набирает тепло, не позволяя ножкам микрухи и припою остывать когда водишь феном кругами.
Основное назначение флюса при выпайке — 1. равномерно распределить температуру 2. слой флюса на плате набирает тепло, не позволяя ножкам микрухи и припою остывать когда водишь феном кругами.
Чет вторая фигня какая-то, кмк. Теплоемкость этого испаряющегося флюса должна быть ничтожна по сравнению с пятью полигонами меди в плате. Скорее флюс помогает тем, что из-за устранения окислов позволяет припою собираться в компактный шарик, а не размазываться по плате и остывать.
Флюсами называют вещества, которые применяют для того, чтобы подготовленные к пайке места деталей или проводников не окислялись во время
прогрева их паяльником. Без флюса припой не будет «прилипать» к поверхности металла.
Борисов В.Г. Юный радиолюбитель. — 7е изд. М.Радио и связь, 1987. стр.128
При своем ответе я акцентировался на выпайке (удаление микросхемы феном), не на пайке вообще.
А что за флюс постоянно в Инстаграме в роликах. Густой прозрачный. Его на микруху льют, феном греют-греют, он растекается и микруху легко снимают.
Совершено верно что при пайке флюс помогает припою собираться на площадках/ногах. Помогает это втч и при выпайке, я просто не упомянул.Вообще, смачивающая способность флюса, а точнее комбинации флюс+припой — это отдельная, мало упоминаемая, но очень и очень интересная характеристика.
Почему я акцентировался на тепловых свойствах, только потому что я посоветовал взять для выпайки (и только для выпайки) сверхдешевый RMA-223, никуда не испаряющийся и обычно растекающийся по распаиваемой плате жижей. Смачивающие способности у этой китайской подделки некогда знаменитого Amtech RMA-223 на нуле. И активность тоже на полном нуле. Из-за чего додумались даже рекомендовать его как «флюс для выпайки». Да и выпаивать ERSA’ой или FluxPLus’ом это надо быть олигархом, учитывая что они сейчас в дефиците и стоят по 3000 — 4000р. за 10мл.
Покупал в чипедипе русфлюкс NR-255-Zero Флюс-гель безотмывочный (R0L0) в шприце для пайки усилителя. Толи я не понял как им пользоваться, то ли еще что, но к китайской плате припой не лип с ним. Мазал контактные отверстия. С помощью лти-120 все паялось влет. Припой обычный, на синей катушке, аналог пос-61, как я понял. Из 2000 года примерно
Вы не тот флюс для пайки китайского стеклотекстолита взяли. Результат закономерный. Китайский стеклотекстолит, точнее медь на нем — общеизвестное г..но. там не чистая медь, плохо паяется. ROL0 флюса NR-255-Zero — это полное отсутствие снимающих оксиды веществ-активаторов (они же галогениды, хлориды). А вот в ЛТИ-120 за рецептурой 50-летней давности как раз хлориды и есть, см. Состав: Этиловый спирт (66-73 %), канифоль (20-25%), активаторы –солянокислый анилин (3-7%), триэтаноламин (1-2%). По классификации он ROM1, Rosin (канифоль), M-middle, средней активности. См. доксу на ЛТИ-120 гель: https://oskolchip.ru/shop/1437/desc/lti-120-gel-10ml-fljus-pajalnyj-shpric-luer-lok-rusfluxпотому и запаял влёт китайскую фольгу на китайском стеклотекстолите.
Ну, китайские медяшки, они такие не паяются ничем. Меди в них есть только для цвета. Кстати Роман Гребеников (примерно здесь) использует их как экстремальные тестовые материалы для своих флюсов.
Да. Гребенникова я смотрю давно. К сожалению конечно, методы используемые доморощенными испытателями флюсов далеки от научных. Но хоть что-то, чем ничего!
Ну-у-у, насчет Романа, не сказал бы что «доморощенный испытатель» к нему относиться. Он вполне компетентный химик. И да, работает немного в кустарных условиях, но какое-никакое тестовое оборудование у него есть, та-же климатическая камера например. Ему заказывают флюсы и из оборонной промышленности и из космоса и из научных проектов.
Я не о argumentum ad hominem. Сам человек тут непричем. Примерно оценить что я имел в виду можно по документу к. х. н. Татьяны Кузнецовой «Пасты, припои, флюсы. Как выбрать материал, нужный именно вам», см. «Технологии в электронной промышленности, No 6’2011» https://data.electronshik.ru/z/Datasheet/2/2011_06_34.pdfДля тестов разработаны методологии, существуют стандарты, и т.д. Здесь же Youtube-видеоканалы и группы VK для любителей с любительскими методами.
Канифоль растворяем в этиловом спирте, вещь. Кисточкой промазал, взял оловянно-свинцово — серебряный припой и вне проблем с пайкой.
Я бы не рекомендовал, кроме как если совсем, совсем, совсем в аварийных ситуациях. Пахнет дым аспирина едко. Паяет хорошо, но потом возникает коррозия. Надо чистить, но как вычистишь если он плавится и образует типа карамельной массой малорастворимой в воде и никак в спирте/бензине?
Им хорошо лакированные провода облуживать.
Как припаять, чтобы олово не потемнело?
На днях паял(ремонтировал) миниатюрное металлическое изделие цвета серебро. Получилось так, что после пайки олово почернело и теперь в некоторых местах сильно выделятся на серебряном фоне. Предварительно травил паяльной кислотой, так как вообще не припаивалось ничего. Паял чисто оловом. Как быть? Стоит взять какой-то другой припой, который не потемнеет? Или как почистить уже припаянное олово?
Думаю тут может быть много факторов, например темнеют припои с высоким содержанием свинца, так же если это украшение то потемнеть могло от ношения (соприкосновения с телом), либо если это не серебро, а просто цвета серебро, то уточните что за метал.
13 февр. 2023, в 22:27
25000 руб./за проект
13 февр. 2023, в 22:10
7000 руб./за проект
13 февр. 2023, в 22:03
7500 руб./за проект
Сказ о сплаве Розе и отвалившейся КРЕНке

Давным, давно, когда я был школьником и добывал радиодетали преимущественно из разных выброшенных на свалку плат, заметил я необычное явление в процессе распаивания очередной такой платы: некоторые пайки моментально отваливались от фольги, стоило в них ткнуть паяльником. Контактная площадка оставалась чистой от припоя, гладкой и серебристо облуженной, а капля припоя на выводе детали имела внизу такое же блестящее плоское основание.
Заметил и забыл до поры. А в позапрошлом году, принимая участие в научной экспедиции в Арктику, я неожиданно столкнулся с неожиданным выходом из строя прибора, с которым работал. Прибор был самодельным — делали его другие люди, но к счастью, снабдили меня схемой и всей документацией, взял я с собой на всякий случай и паяльник и необходимые приборы. Долго неисправность искать не пришлось: внутри корпуса валялся интегральный стабилизатор на 5 В в корпусе D-Pak, который просто отвалился от платы. У контактных площадок и «брюха» стабилизатора были такие же красивые блестящие поверхности.
Последний случай был со стареньким ноутбуком, у которого, по словам прежнего его хозяина, в каком-то подвале за тысячу рублей поменяли разъем питания после того, как старый перестал контачить. Со временем с контактом в этом разъеме снова возникли проблемы и я, обнаружив, что разъем просто плохо припаяли и он просто болтался в плате, взял и пропаял разъем, как следует. Но прошло время и неисправность вернулась.
Как вы догадались, причина у всех этих явлений одна и она упомянута в заголовке статьи и показана на КДПВ. Но откуда он взялся на платах и даже в ноутбуке?
В первых двух случаях виной всему чье-то рацпредложение, которое в какой-то момент стало чуть ли не общепринятым способом лужения печатных плат у радиолюбителей, и судя по всему, проникло и в производство. Кинул плату в смесь воды, глицерина и лимонной кислоты, нагретую до ста градусов, бросил туда немного гранул сплава Розе, разогнал расплавившийся сплав резиновым шпателем — вот и готовы красиво облуженные и легко паяющиеся дорожки. А ноутбук, как мы помним, побывал у неофициальных ремонтников, у которых есть один милый приемчик — как отпаять припаянное к массивным полигонам платы, да еще и бессвинцовым припоем, хилым паяльником. Для этого служит все тот же сплав Розе, который, сплавляясь с тугим бессвинцом, быстро его плавит и позволяет легко демонтировать разъем, не «угрев» на плате все вокруг и не отслоив медь от текстолита. И во всех трех случаях сплав Розе, смешавшись с припоем, резко понижал температуру его плавления, что приводило к неприятностям.
Казалось бы, немножко сплава Розе должно не очень сильно изменить свойства припоя. Но это не так. Почему — давайте вспомним, что сплав Розе — это тройная эвтектика в системе олово-свинец-висмут.
Поговорим об эвтектике

Давайте посмотрим на фазовую диаграмму двухкомпонентной системы с неограниченной растворимостью в жидком состоянии и незначительной растворимостью в твердом. По горизонтальной оси здесь отложен состав сплава, а по вертикальной — температура. А линии на ней представляют собой зависимости температур начала плавления (солидус — ADCB) и конца плавления (ликвидус — AEB). Еще есть две ветви, отделяющие области однородного твердого раствора от двухфазной области, но они нас сейчас не будут интересовать. В области между солидусом и ликвидусом мы имеем двухфазную систему из расплава и твердой фазы.
Точка E — особая, в ней солидус и ликвидус касаются друг друга: сплав такого состава наиболее легкоплавкий и плавится он сразу, подобно чистому металлу. Это и есть эвтектика. Хороший припой обычно представляет собой именно эвтектику и именно таким является ПОС-61 или ПОС-63.
А если состав сплава не соответствует эвтектике? Приходилось вам когда-нибудь паять припоем ПОС-40, который обычно продавался в советских хозмагах в виде толстого прутка? Под жалом паяльника он сначала превращается в своеобразную кашу, а потом только плавится окончательно. Затвердевает он в обратном порядке, сначала превратившись в кашу, а затем застыв окончательно.
А если мы возьмем олово и добавим в него всего лишь 5% свинца? Будет абсолютно то же самое, только между солидусом и ликвидусом «каша» будет практически твердая. Но непрочная, так как жидкая фаза будет заполнять тонкие прослойки между кристаллами.
И вот теперь обратите внимание, что линия солидуса горизонтальна. Это означает, что плавление любого сплава олова и свинца (в диапазоне составов 2,6-80,5% свинца) начнется при одинаковой температуре, независимо от его состава. При той же температуре закончится затвердевание, и кстати — состав этих последних капель расплава равен составу эвтектики.
А теперь добавим ножек висмут
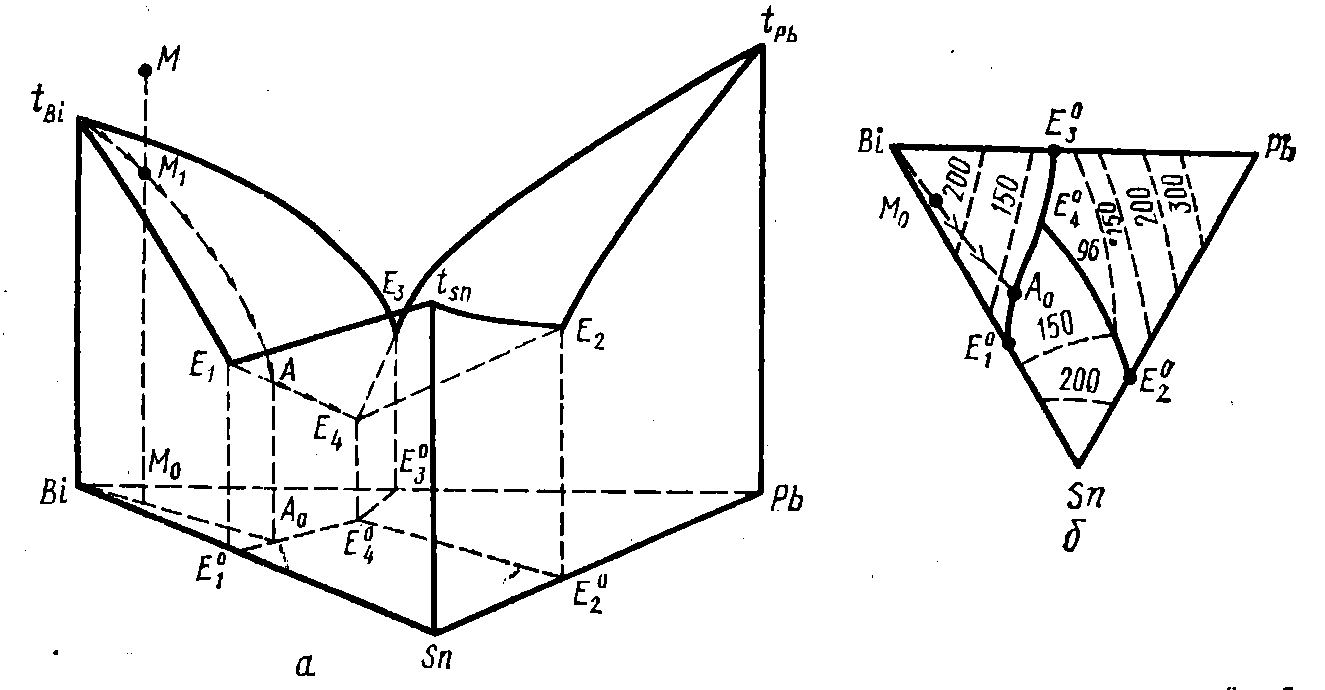
Правда, висмут заметно растворяется в олове, а особенно в свинце. Из-за этого плоскость солидуса отодвинута от края треугольника — разреза олово-свинец. Она отстоит примерно на 15% висмута от эвтектики олово-свинец, «загибаясь» вверх при приближении к краю. Поэтому количество сплава Розе, которое приведет к неприятностям — не бесконечно мало, а примерно 10-20%. Но к сожалению, это лишь в идеальных условиях. В реальных и повредит и меньшее количество. Причина этому то, что пайка — процесс быстрый.
Кинетический фактор
Кинетика — это раздел химии, посвященный скорости протекания химических процессов. Пайка — процесс быстрый и кратковременный, точка пайки быстро разогревается до плавления припоя и быстро остывает. К чему это ведет?
Представьте себе контактную площадку на плате, облуженную сплавом Розе (специально или после того, как этим сплавом воспользовались для отпайки неисправной детали). К ней припаяли контактную площадку и убрали паяльник. Припой застыл. Время пайки — секунды. За это время припой и сплав Розе перемешаться не успеют, особенно если паяют SMD-элемент и перемешиванию мешает узкий зазор между контактной площадкой и площадкой вывода. В результате на месте бывшего сплава Розе на контактной площадке получается слой обогащенного висмутом слоя, который начнет плавиться при температуре 96°С, даже если общее количество загрязняющего спай висмута, казалось бы, недостаточно. Именно потому и отваливались детали от легкого касания паяльником, потому и образовывалось «зеркало».
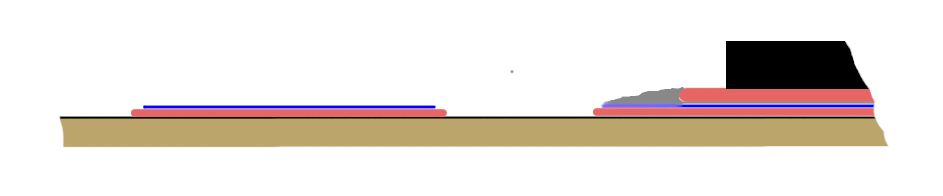
Синим на этом рисунке показан сплав Розе, а серым — припой. Слева — до, а справа — после пайки.
Чем грозит?
Когда припоем со сплавом Розе припаяна греющаяся деталь, результат понятен: деталь просто отвалится. При температуре выше 96°С кристаллические зерна припоя разделены жидкими прослойками и прочность у него — как у мокрого песка. Казалось бы, если деталь не греется, бояться нечего? Но тут вступает в действие тот фактор, что от момента пайки до момента окончательного затвердевания проходит достаточно много времени. И в это время малейшее усилие на спай его разрушит, возникнут трещины. Получается своего рода «ложная пайка»: вроде все припаяно, контакт есть — а надежности нет, со временем этот контакт пропадет, особенно при механических нагрузках, как на разъеме питания ноутбука.
Выводы
Не пользуйтесь сплавом Розе ни для лужения плат, ни для выпаивания деталей. А если нужно припаять сплавом Розе какую-нибудь деликатную и очень боящуюся перегрева деталь, заведите себе для этого отдельный паяльник или отдельное жало. Достойной альтернативой лужению сплавом Розе является химическое лужение. Только обязательно нужно нанести на «химическое» олово флюс и оплавить его.
Когда деталь не нагружена механически и вы ее все же отпаяли сплавом Розе (или это сделал кто-то до вас), не поленитесь и перед пайкой приклейте ее к плате каким-нибудь не особо прочным клеем (чтобы при случае можно было бы и оторвать). Этим вы в некоторой степени застрахуете ее от смещения во время застывания припоя и сделаете пайку более надежной. Также можно пройтись по площадкам со сплавом Розе большой каплей припоя на широком жале паяльника, затем удалить припой оплеткой и повторить эту операцию еще 1-2 раза, но в зависимости от качества платы существует риск, что дорожки не выдержат.
PS:
Подобная же ситуация возникает, если вы вдруг столкнетесь с оловянно-висмутовым припоем. Такой припой, будучи малотоксичным (висмут гораздо менее токсичен, чем свинец) и легкоплавким (Tпл = 139°С), был бы отличным бессвинцовым припоем, если бы не образование тройной эвтектики при попадании свинца. Например, при ремонте платы, паяной таким припоем, с использованием обычного оловянно-свинцового припоя. Тем не менее, такой припой, как указывает Habra_nik, имеет определенный уровень популярности в Японии. Так что нужно быть внимательным при ремонте современной японской электроники.
Вот какой с серебром накопал, хорошо бы мой таким оказался, но как это проверить?
Баббиты имеют совсем другой цвет чем олово. Приходилось с ними иметь дело, это совсем не то.
Пайка разнородных соединений
Марка Применение Технические характеристики Свойства
157ВN Применим для пищевой промышленности и медицинской техники, т.к. не содержит свинца, кадмия, цинка и сурьмы. Нержавеющие подключения трубопроводов, кухонные раковины, футляры, сита, посуда, бытовые приборы, оснащение медных труб (теплая вода и обогрев), кабели, отводы свинцовых труб, поплавки, метизы, арматура, электротехнические компоненты, хирургические и оптические инструменты. Температура эксплуатации до -200С Хим состав (основа): Ag, Sn
Диап. плавл. 0С (Sol.-Liq): 221-221
Прочн-е хар-ки ?в=51 МПа
Тип пайки: капиллярная
Плотность 7,3 г/см3
Содержание серебра: 4% Мягкий припой, не содержащий кадмия на оловянно-серебряной основе. Отличные смачивающие свойства. Плотные, чистые швы без последующей обработки. Для капиллярной пайки, в серийном производстве низкоуглеродистых и низколегированных сталей (конструкционные, оцинкованные, цементируемые и улучшенные стали), высоколегированных сталей (нержавеющие CrNi- стали), меди и медных сплавов (подшипниковые сплавы), никеля и никелевых сплавов, благородных металлов, свинца и цинка.
Условия легкой и надежной пайки металлов.
1. Спаиваемые поверхности должны быть сухими, чистыми и обезжиренными. Не должно быть необработанных пятен или следов неудачных попыток пайки.
2. Поверхности желательно прошлифовать. Никакой риски. Хорошо паяются шершавыми только легко лудящиеся материалы типа меди.
3. Поверхность должна прогреваться до температуры немного выше температуры плавления припоя. Перегрев или недогрев не позволяют сделать качественную пайку.
4. Спаиваемые поверхности нужно нагревать как можно быстрее, нанесение флюса производить на уже разогретые (возможно, немного недогретые) поверхности, и сразу же наносить расплавленный припой. Медленный разогрев приводит к преждевременного окислению поверхностей, излишней реакции флюса и невозможности пайки из-за обилия этих продуктов.
5. Флюс должен быть чистым. Применение уже использованного ранее для пайки и лужения флюса может стать причиной брака.
6. Наносимый расплавленный припой должен быть абсолютно чистым, без пленки окисла, не перегретым.
7. Лужение производится «натиранием» горячим жалом паяльника, желательно круговыми движениями.
8. Так называемая паяльная кислота (хлорид цинка) — враг пайки и паяных соединений. Соединения окисляются и разрушаются очень быстро. Впрочем, иногда помочь залудить или припаять что-то можно только при помощи ее — сам в этом убедился. Тут — палка о двух концах. Обычно большинство хвалят и паяют кислотой, но, как правило сами редко пользуются паяным изделием. Если паяли кислотой — нужно найтщательнейшим образом избавиться от ее остатков.
9. Наиболее приемлемым, как и наименее эффективным, является использование в качестве флюса обычной канифоли. Впрочем, видел в инете сообщения, что и канифоль со временем разрушает паяные соединения, сам на практике с таким не встречался. Лудить сталь при помощи канифоли достаточно геморройно.
10. Для пайки стальных изделий я использовал так называмый паяльный жир. Лудит почти все, пишут, что соединения также разрушаются — не встречал такого на практике. На всякий случай старался убрать его почище после пайки.
Технология примерно такая.
— Зачищаем, шлифуем, полируем поверхности;
— Определяемся с источником тепла и его мощностью. Паяльник — это само собой, но для больших деталей он может быть слабоват. Возможно, нужен еще один паяльник, ну или фен, газовая горелка. Лудить поверхности (если это уже не целое изделие) проще по отдельности.
— Подготавливаем кусочек припоя, флюса;
— Хорошо (или не очень в зависимости от размеров детали) прогреваем паяльник. На паяльнике желательно, чтобы не было остатков припоя, ну или поменьше его.
Прижимаем паяльник к облуживаемой поверхности по возможно большей площади контакта;
Берем кусочек флюса и при достижении поверхностью температуры его плавления быстро наносим на поверхность. Берем пруток хорошего припоя и аналогично при достижении нужной температуры наносим немного его на поверхность и на жало паяльника. Быстро натираем место пайки. Припой должен быть чистым, в виде капли или шарика, легко растекающимся по поверхности. Если припой не растекается, а становится как зернистая каша — недогрели, если на его поверхности появилась серая пленка с радужным отливом — перегрели.
Если спустя 15-20 секунд при натирании поверхность все-таки не залудилась, и на ней образовался грязный налет — все, зачистка, шлифовка по новой, иначе ничего уже не добиться.
Изменено 11.12.2019 18:01 пользователем Adventurer
Общаясь сейчас со связистами на предмет «сообщите, кому какой припой нужен», получил достаточно типовой ответ — «хороший, чтобы всё паял». Углублённое обсуждение вопроса вынесло на поверхность несколько запомнившихся людям торговых марок — в первую очередь Asahi — но и только. Про флюсы и их различия сказано ничего не было.
Спектр задач по пайке при этом у связистов простирается от антенно-фидерного хозяйства (кабели, разъёмы), через аксессуары (зарядки, гарнитуры) и до ремонта собственно радиоаппаратуры (SMD-компоненты).
В связи с этим я не только провёл краткий ликбез и показал пару табличек, но и хочу написать про это здесь, чтобы потом было удобно давать ссылку 🙂
Итак: какие бывают флюсы в припоях, что лучше — ORL0 или ROM1 (я проверил гуглем, обе аббревиатуры на Хабре встречались 0 раз), где искать эту информацию и зачем вообще это надо.
Как известно, припой для радиомонтажных работ бывает проволокой или трубчатый — с флюсом внутри. Второй намного удобнее в большинстве случаев, так как требует меньше операций для работы (при хорошем флюсе предварительно чем-либо смазывать паяемые поверхности вообще не требуется), лучше смачивает спаиваемое соединение, более толерантен к передержке и перегреву места пайки, и так далее.
Вместе с тем, флюсы в припоях — как и вне припоев — очень существенно различаются по своим свойствам, простираясь от обычной канифоли до пригодных для лужения кастрюль агрессивных составов. И мало того, что магазины — но и производители ширпотребных припоев часто вообще не указывают, что именно за флюс они применяют (впрочем, обычно это оказывается просто канифоль, как самая дешёвая).
Между тем, нас на практике интересуют по сути только две характеристики флюса: наличие остатков и агрессивность. По крайней мере, если рассматривать только обычные оловяно-свинцовые или оловяно-медно-серебряные припои для пайки РЭА, а не специфических металлов и сплавов типа алюминия.
Наличие остатков определяет вид места пайки после, собственно, её завершения. Идеальный флюс оставляет после себя полностью прозрачный или слегка желтоватый остаток, который — даже без отмывки — минимально портит внешний вид места пайки. Флюс похуже оставляет после себя коричневый, хорошо заметный остаток, который очень хочется так или иначе отчистить.
Наличие остатков и их цвет зависит от базового материала флюса.
Агрессивность определяет, насколько хорошо флюс помогает паять не идеально чистые поверхности — то есть покрытые тем или иным слоем окислов — без предварительной механической зачистки. С другой стороны, агрессивный остаток, не отчищенный с платы после пайки, может вызвать коррозию дорожек и выводов (особенно при работе устройства в среде с высокой температурой и влажностью), а также уменьшить сопротивление между соседними выводами, вплоть до фатальных сбоев устройства.
Агрессивность определяется содержанием во флюсе галогенов (фтора и брома).
Чтобы быстро понять, куда применяется тот или иной флюс, человечество разработало довольно удобную 4-символьною систему обозначений:
(c) Stannol GmbH, https://www.soselectronic.com/a_info/resource/pdf/ine/Fluxes_EN.pdf
Первые две буквы означают базовый материал флюса, то есть, дают нам примерное понимание количества и качества остатков.
- RO — rosin — канифоль. Та самая, тёплая и ламповая, по сию пору остаётся основным базовым материалом для флюсов. Увы, даёт тот самый характерный коричневый остаток.
- RE — resin — смола. Сюда относятся натуральные смолы (канифоль же — не смола, а получаемый из неё продукт).
- OR — organic — синтетическая органическая основа. Вторая по популярности основа флюсов, и большое её преимущество — отсутствие тёмного остатка после пайки.
- IN — inorganic — синтетическая неорганическая основа.
Третья буква означает класс активности флюса: от низкой (L) через среднюю (M) к высокой (H).
Четвёртый символ — для разнообразия, цифра — означает содержание галогенов. 0 — отсутствуют, 1 — присутствуют в количестве, определяемом классом активности (до 0,5 % в L, от 0,5 до 2 % в M, более 2 % в H).
Практические последствия высокой активности с точки зрения применимости флюса также несложно пояснить:
Флюсы класса L не вызывают коррозии и проходят тест на минимальное сопротивление более 100 МОм даже без отмывки их после пайки. Их можно использовать без последующей отмывки.
Флюсы класса M могут вызвать незначительную коррозию места пайки, но по-прежнему проходят 100-МОм тест. Их желательно смывать с платы после пайки.
Флюсы класса H вызывают серьёзную коррозию и без отмывки не проходят тест на сопротивление. Их необходимо смывать с платы после пайки.
Что из этого на практике мы можем встретить в магазинах?
ROL0
Большинство дешёвых припоев не имеют внятной (или никакой вообще) сопроводительной документации относительно используемого флюса, но обычно это просто канифоль — что, очевидно, относит их к классу ROL0. К таковым, например, относятся распространённые, недорогие и в целом вполне приличные отечественные припои ООО «ПМП».
Официальное указание на класс ROL0 из отечественных припоев имеет, например,«Изагри» с флюсом ФВК 525-2-T1 (обратите внимание, у «Изагри» именно последняя цифра в маркировке определяет активность флюса!).
Из зарубежных — широко известны припои Asahi с флюсами FC5000 и FC5005 (если вам интересна разница, то первый допускает низкотемпературную пайку от 270 °С, а второй только для 320 °С и выше), а также Felder ISO-Core EL (не путать с ISO-Core ELR) и Stannol HF32-SMD.
Эти припои хорошо паяют только чистые поверхности (более-менее свежее лужение, иммерсионное золочение и т.п.), кроме того, после них остаётся некрасивый коричневатый остаток подгоревшей канифоли.
Замечу, что хороший припой в этой категории уже будет отличаться от плохого: так, Asahi, Stannol и Felder в пайке ощутимо превосходят продукцию ПМП, подозреваю, из-за наличия в их флюсе дополнительных присадок. Между собой, впрочем, они тоже отличаются — у Felder содержание флюса аж 3,5 %, у Asahi 2,0 %, у Stannol всего 1,0 %.
ORL0
Перестановка букв даёт нам припои с флюсом без канифоли — к таковым на российском рынке относятся «Изагри» ФР 544-2-Т1, а также припои Felder серии ISO-Core ELR.
Скажу честно — ISO-Core ELR однозначно является моим любимым припоем для ручной пайки вот уже много лет, вытеснив в этом качестве Asahi FC5005. Во-первых, в нём физически мало флюса, всего 1 %, соответственно, немного и остатков. Во-вторых, он обеспечивает великолепную паяемость чистых поверхностей. В-третьих, не оставляет чёрных горелых остатков.
ROL1 и ORL1
Встречаются довольно редко — например, теоретически есть «Изагри» ФРК 525-2-Т4 с активированной канифолью с добавлением галогенов, но практически в руках его держать не доводилось.
Впрочем, производители второго эшелона довольно часто указывают в качестве флюса «activated rosin» — что это значит и к какому классу относится, ROL1 или уже ROM, остаётся только гадать (а также не брать эти припои ни для чего, кроме ёлочных гирлянд и одноразовых поделок в радиокружке).
ROM0
Встречаются нечасто, хотя весьма интересны для пайки выводных компонентов, разъёмов и т.п. деталей на платах в не очень хорошем состоянии — так как, с одной стороны, имеют активность выше припоев категории L, а с другой, не требуют отмывки и не содержат галогенов.
Тем не менее, при некотором желании найти можно, например, «Изагри» выпускает модель ФРК 525-2-Т2, а Asahi — припой с флюсом HF-532.
ROM1
Хороший вариант для проводов, разъёмов, контактов и прочих крупных элементов, которые некритичны к отмывке слабокоррозионного флюса, абсолютно некритичны к сопротивлению этого флюса, но зато часто бывают в той или иной степени окисленными и сопротивляющимися пайки.
Паять же платы флюсами группы **M1 в принципе можно, но не нужно — такая степень окисления, чтобы не справился **L0, на живых печатных платах встречается редко.
К этой группе из встречающегося в продаже относятся, например, Felder ISO-Core RA — характерные зелёные катушечки, в отличие от синих ELR.
ROH1
Агрессивные флюсы для лужения кастрюль пайки сильно окисленных поверхностей. Высокое содержание галогенов, тщательная отмывка после пайки крайне желательна или строго обязательна (зависит от конкретного флюса) — иначе будет и коррозия, и пониженное до единиц мегаом сопротивление между соседними ножками компонентов, и все прочие прелести жизни.
Исходя из этого — если говорить прямо, применение ROH1 обосновано довольно редко. При этом ROH1 — чуть ли не на втором месте по распространённости в розничной продаже после дешёвых канифольных ROL0. Например, Asahi CF-10 составляет большую часть ассортимента Чип-и-Дипа по этой марке. Да и сегодняшняя беседа со связистами началась со ссылки на CF-10 на Алиэкспресс. Причиной тому цена или впечатление «да он вообще всё паяет» у начинающих радиогубителей — сходу сказать трудно.
С тем же CF-10 делает припои и «Изагри», и многочисленные китайцы.
Спасает CF-10 в основном довольно низкая коррозионная активность флюса после пайки: у него твёрдые негигроскопичные остатки, не склонные вступать в химические реакции с окружением. Тем не менее, если вы паяли CF-10 печатную плату, лучше будет протереть места пайки растворителем или помыть всю плату в УЗ-ванночке.
Помимо CF-10, Asahi делает ещё и водосмываемый ROH1 флюс C6. И казалось бы, виден его очевидный плюс — собственно заключающийся в отсутствии необходимости использовать для смывания изопропиловый спирт или иные специальные растворители. Однако, если с CF-10 производитель настаивает на том, что даже его остатки удалять не всегда обязательно, то вот C6 гигроскопичен и электропроводящ, поэтому тщательное удаление его остатков категорически необходимо — включая механическое, если это требуется. В качестве его достоинства указывается, что это допустимо сделать «в течение нескольких часов после завершения монтажа», а не немедленно.
TL;DR
- для пайки SMD-компонентов и сложных печатных плат — флюсы категории ROL0 и ORL0. Если надо дёшево — то можно взять припои «ПМП» с канифолью, если есть средства — Stannol HF32-SMD, Asahi FC5005, Felder ISO-Core EL, а ещё лучше — Felder ISO-Core ELR.
- для пайки печатных плат и компонентов в не очень хорошем состоянии — флюсы категории ROM0 и ROM1. Felder ISO-Core RA, Asahi HF-532. Желательно, но не обязательно протереть или промыть место пайки после завершения работ.
- для пайки силовых проводов и разъёмов в плохом состоянии — флюсы категории ROH1. Asahi CF-10 и его аналоги, причём обратите внимание: если CF-10, несмотря на свою активность, довольно толерантен к нарушению техпроцесса и сохранению остатков флюса, то кажущиеся удобными водосмываемые флюсы на самом деле могут доставить куда больше проблем.
Что же касается трубчатых припоев других моделей и производителей — как правило, у серьёзных производителей есть даташиты, в которых указан класс флюса, условия его применения, температурные режимы, способы удаления.
Если же такого документа нет, а проводить самостоятельно тестирование на остаточное сопротивление (включая сопротивление через неделю работы устройства в тёплой влажной среде, а не только сразу после пайки), коррозию, содержание галогенов и так далее вы не готовы — таким припоем не стоит пользоваться ни для чего, кроме грубых работ или одноразовых поделок.



