

- Что нужно для пайки — главные материалы
- Основные ошибки
- #1 lyubitel2
- #2 brador
- #4 мишакол
- #5 mityakiller
- #6 killerlot
- #7 vladickbeliy
- #8 big
- #9 serg83
- Виды медных труб
- Виды труб соединяемых пайкой
- Зачистка и охлаждение соединений
- Инструментальной
- Как нагревать и охлаждать металл
- Как паять стальные детали
- Какая сталь паяется хорошо
- Какие металлы прочнее всего между собой паяются
- Конструктивной
- Меры безопасности
- Насколько прочна пайка стали, можно ли сделать прочнее
- Низколегированной
- Особопрочная пайка, особые припои
- Отличия пайки металла от сварки
- Пайка
- Пайка алюминия
- Пайка листов жести
- Пайка меди
- Пайка медных труб мягким припоем
- Пайка медных труб твердым припоем
- Пайка нержавеющей стали
- Пайка оцинкованного железа
- Пайка стали латунью
- Пайка стали оловом
- Пайка цветных металлов
- Пайка, распайка и подготовка труб к пайке
- Подготовка
- Подготовка паяльника
- Подготовка элементов и деталей
- Последовательность операций
- Пошаговая инструкция по пайке труб отопления
- Пошаговая технология пайки меди
- Правила стыковки
- Проверяем качество соединения
- Процесс пайки двух стальных деталей
- Советы по правильной и прочной пайке металлов
- Сообщества › кулибин club › форум › подскажите по пайке латунными припоями.
- Сущность паяльной технологии
- Техника безопасности при пайке стали в домашних условиях
- Хитрости пайки: научитесь паять медь и сталь — это полезно!
- Чем лучше всего паять изделия из стали
- Заключение
Что нужно для пайки — главные материалы
Для того, чтобы иметь запас материалов для пайки , много денег не потребуется. Приобретите:
- паяльник мощностью 40 Вт: это средняя и универсальная мощность;
- припой ПОС-61 в тонкой проволоке: толстый пруток лучше не брать, им неудобно пользоваться;
- сосновую канифоль ;
- спиртоканифольный флюс в пузырьке;
- паяльную кислоту ;
- подставку для паяльника.
Теперь вы сможете паять не только медные провода и проволоку, но и стальные детали, например оцинкованное ведро (для стали понадобится кислота). Давайте разберёмся, как проще и безопаснее паять — для новичка это очень важно!
Основные ошибки
Существует ряд ошибок, которые допускают новички при проведении работ:
- Флюс нанесён неравномерно, есть пропущенные участки.
- Перегрев расходных материалов.
- Неровные поверхности деталей.
- Неочищенные места соединения.
Эти ошибки приводят к ухудшению качества шва. Нельзя забывать про соблюдения правил техники безопасности. Во время работы нужно использовать защитные очки, перчатки, респиратор.
Пайка медных труб — это простой технологический процесс, который может провести любой человек. Важно правильно подбирать расходные материалы, оборудование, учитывать особенности требуемого соединения.
#1 lyubitel2
- Группа: Пользователи
- Сообщений: 214
- Регистрация: 10 March 12
#2 brador
- Группа: Модераторы
- Сообщений: 4246
- Регистрация: 02 September 11
#4 мишакол
- Группа: Пользователи
- Сообщений: 795
- Регистрация: 18 October 10
#5 mityakiller
- Группа: Пользователи
- Сообщений: 455
- Регистрация: 31 August 10
#6 killerlot
- Группа: Пользователи
- Сообщений: 306
- Регистрация: 22 September 11
При желании и без флюса можно алюминий спаять. Только припой специальный нужен.
#7 vladickbeliy
- Группа: Пользователи
- Сообщений: 37
- Регистрация: 30 May 11
#8 big
- Группа: Пользователи
- Сообщений: 219
- Регистрация: 27 May 11
lyubitel2, судя по тому ,что ты даже паять метал не умешь ни кокого внедорожника металлического у тебя не получится .
#9 serg83
- Группа: Новички
- Сообщений: 13
- Регистрация: 18 February 14
» Спец припой » для алюминия – простой ПОС цинк .. цинк можно наточить мелко со стакана батарейки .. примерно 25% отобщей массы вот тебе и ПРИПОЙ АВИА 1 ( можно еще наточить опилок железных в ПОС припой и шыркоть этой кашей по прогретому алюминию тоже залудится на ура )
простая сталюка паяется с таблеткой ацетилСалициловой кислоты (аспирин)
Пайка медных труб не представляет большой сложности. Необходимость в этом возникает во время ремонта или монтажа системы подачи воды или кондиционирования. Пайку труб можно совершить самостоятельно, если имеются необходимые знания в этой области. Для уверенности в качестве процедуры и последующей эксплуатации медных изделий следует обратиться к специалистам.
Виды медных труб
Перед изготовлением трубопровода нужно выбрать детали. Среди покупных деталей выделяют два вида:
- Неотожженные — высокопрочные элементы с низким показателем пластичности. Они не проходят дополнительную термическую обработку после изготовления.
- Отожженные — элементы, которые проходят дополнительную термическую обработку. Они выдерживаются при температуре около 700 градусов по Цельсию. Материал обретает высокий показатель пластичности. Благодаря дополнительной термической обработке, они становятся более устойчивыми к воздействию критических температур.
Медные трубы различаются по толщине стенок и размеру бухт, в которых они продаются. По ГОСТу они должны изготавливаться из чистой меди.
Виды труб соединяемых пайкой
Для сборки систем отопления и горячего водоснабжения с помощью пайки, в отличие от холодного водопровода, нужно использовать трубы только из термостойких видов материалов.
- пластиковые с армированием алюминиевой фольгой (PN 25) или стекловолокном (PP-RCT);
- полипропиленовые (PN 16, PN 20);
- полиэтиленовые повышенной термостойкости (PE-RT);
- полибутеновые (РВ);
- медные трубы.
Зачистка и охлаждение соединений
При любой технологии сварки нельзя прибегать к ускорению охлаждения сварного шва холодным воздухом, водой и пр. При быстром охлаждении в зоне сварного шва возникают значительные перепады температур, которые способствуют к образованию больших напряжений в пластике.
Наличие высокого внутреннего напряжения негативно влияет на прочность шва и может привести к образованию раковин.
Поэтому, если сварка проводится при низкой температуре окружающей среды, горячий шов необходимо укутать теплоизоляционным материалом, который замедлит процесс охлаждения, и, соответственно, снизит внутреннее напряжение в зоне сварки.
Инструментальной
Инструментальная сталь отличается очень высокой твёрдостью. Однако виды инструментальной стали, не имеющие в своём составе вольфрама, изменяют свои механические свойства при нагревании до 200 ℃ и более, значительно теряя при этом прочность.
Такие виды стали не подлежат пайке. Для устранения этого недостатка инструментальные стали, подлежащие нагреву в процессе эксплуатации, производятся с вольфрамовыми добавками. Такая сталь может подвергаться нагреву до 600 ℃, не утрачивая при этом ценных механических свойств.
Спаять инструментальную сталь можно припоем на основе никеля или ферросплавов. Нагревание заготовок обычно производят индукционным способом. При этом применяются флюсы, содержащие бор и фтор.
Как нагревать и охлаждать металл
Важный шаг перед началом работы — подготовка заготовок. И здесь необходимо знать наверняка, какой сплав вы будете спаивать или проверить его самостоятельно:
- Посмотрите, как реагирует металлическая заготовка на нагрев паяльником или горелкой. Как быстро образуется оксидная пленка на поверхности. Об этом лучше знать заранее и наверняка, иначе последующая работа будет проходить в спешке.
- Подготовленные и закрепленные детали лучше всего прогревать постепенно. Следите, чтобы на металле не появлялось перегретых очагов. Область пайки должна быть прогрета равномерно по всей площади.
- Не прогревайте только стыковочный шов, работайте также по площади возле стыка. Чаще всего нужно прогреть 0,5 — 2 см в зависимости от целей пайки и габаритов соединяемых элементов.
- Используйте только те паяльники или горелки, которые выдают рабочую температуру плавления припоя.
- Не охлаждайте готовый шов при помощи холодной воды или других жидкостей. Дайте металлу «отдохнуть» и равномерно остыть несколько минут на открытом воздухе.
- Спаянные заготовки снимайте из тисков или струбцин только после полного остывания припоя.
Как паять стальные детали
Нередко возникает надобность скрепить стальные детали без сверлений, и без сварки. Выручит пайка стали. Но как это сделать правильно, ведь здесь имеются особенные нюансы. Несколько рекомендаций от специалистов.
Какая сталь паяется хорошо
Отдельные марки стали хорошо поддаются пайке, другие паяются с большим трудом, ни с каким припоем соединяться не желают, ни под каким флюсом. Как правило, мягкие стали «для гвоздей» легко паяются. На бытовом уровне это можно объяснить и тем, что материал усеян микроскопическими кратерами и неровностями.
Вопрос в том, что определить марку на глазок домашнему мастеру невозможно. Узнать насколько хорошо паяется данная деталь из стали, или близкого к ней сплава, можно только экспериментальным путем.
Какие металлы прочнее всего между собой паяются
В отличие от сварки, в пайке основным показателем качества готового изделия является не марка стали или металла, а выбор припоя, а также технологии формирования самого шва пайки. Так что тут вопрос скорее про то, на какой металл какой припой липнет лучше всего.
А еще нужно следить, чтобы при соединении двух металлов не образовывалось электропары. Иначе соединение будет ржаветь и разрушаться от малейшей влаги. Так что тут будет уместна таблица совместимости при соединении цветных металлов между собой.
Буква «А» в таблице совместимости означает «ограниченно допустимый в атмосферных условиях».
Приведу еще несколько простых советов:
- Выбирайте более тугоплавкие припои.
- Тщательно зачищайте стыки скрепляемых деталей. Обрабатывайте наждачной бумагой не только сам шов, но и 0,5 — 2 см около стыка по поверхности металла.
- Залуживайте и запаивайте внахлест. Таким образом, вы увеличиваете общую площадь скрепления двух или нескольких деталей.
Конструктивной
 Этот вид сталей характеризуется наличием хрома, применяемого в качестве легирующей добавки. Благодаря хрому сталь приобретает необходимые механические характеристики.
Этот вид сталей характеризуется наличием хрома, применяемого в качестве легирующей добавки. Благодаря хрому сталь приобретает необходимые механические характеристики.
Однако наличие этого легирующего компонента существенно затрудняет процесс пайки, так как на поверхности конструкционных сталей образуется довольно прочная и с трудом разрушаемая плёнка окисла.
Припаять сталь с добавкой хрома можно, применяя активный флюс, содержащий кислоты. Кроме этого, для получения качественного результата, используются специальные приспособления, создающие защитную атмосферу в зоне осуществления пайки.
Кроме этого, стальную поверхность, подготовленную для пайки, покрывают слоем порошка, содержащего металлические компоненты. Этот защитный слой предотвращает окисление стальной поверхности и выгорание легирующих элементов в процессе нагревания.
Паяное соединение легированных сталей производится с применением твёрдых припоев, содержащих медь, серебро или никель.
Меры безопасности
Выполняя пайку элементов системы отопления нужно учитывать, что в работе используется электрический прибор, поэтому должны строго соблюдаться правила защиты от поражения электрическим током. Помещение, где проводится пайка, необходимо постоянно проветривать, так как расплав припоя и флюса может выделять токсичные вещества.
Чтобы избежать ожогов следует использовать защитные перчатки и спецодежду.
Насколько прочна пайка стали, можно ли сделать прочнее
Прочность такого соединение будет обуславливаться многими факторами:
- прочностью связи припоя с металлом,
Но в любом случае прочность пайки оловом не идет ни в какое сравнение с тем, что привыкли понимать под прочностью характерной для стали или «сварка металла».
Упрочить можно применив другой припой, — специальные прочные составы и более тугоплавкие с включением серебра, цинка, меди и др.
Другое направление увеличения прочности – покрытие припоем не только плоскости, но и боковин детали, — охват детали припоем. Тогда сопротивление на отрыв при разнонаправленных нагрузках будет больше.
Низколегированной
Низколегированная углеродистая сталь относится к сплавам железа, наиболее легко подвергаемым процессу пайки.
Это объясняется тем, что на поверхности сталей данного типа образуется сравнительно непрочная плёнка окислов, легко устраняемая применением обычных флюсов.
Процесс пайки чёрных металлов может проходить при относительно низкой температуре, не превышающей 450 ℃ в случае применения мягких и легкоплавких свинцово-оловянных припоев.
Для получения паяного соединения, обладающего большей твёрдостью и механической прочностью, следует применять более твёрдые тугоплавкие припои, например на основе меди. Такая пайка осуществляется при температуре до 750 ℃.
Особопрочная пайка, особые припои
Чтобы применить составы дающие прочное соединение со сталью, с собственной температурой плавления порядка 800 — 900 град, нужно использовать графитовый тигель.
Работу должны вести только специалисты по плавке металлов. Необходимо знать основы плавления металлов, порядок обращение с расплавами и технику безопасности. В общем, пайка стали сверхпрочными припоями выполняется на специализированных предприятиях.
Возможный состав припоя:
- 55% цинка, 45% меди, немного кремния для увеличения текучести.
Состав расплавляется под слоем угля в графитовом тигеле.Стальные детали, подлежащие пайке, разогреваются газовой горелкой. В качестве флюса используется ортофосфорная кислота.Расплав подается на детали. Как правило, залуживание и пайка производятся за один разогрев и деталей и припоя.Но подобная пайка стали по сложности превосходит простую сварку….
Но в быту, где нужно «залатать», «прикрепить», «состыковать» две стальные детали, нужно пользоваться припоями с низкой температурой плавления, типа свинцово-оловянных.
Источник
Отличия пайки металла от сварки
Существует два основных метода скрепления двух металлов: cварка и пайка. В первом случае элементы скрепляются за счет расплавления кромки металла. Это может быть как нагрев, так и скрепление при помощи нагнетания давления. В случае пайки заготовки скрепляют между собой при помощи присадочного материала – припоя.
В некоторых случаях пайка является более щадящим и экономичным способом скрепления заготовок. Также пайка обладает рядом преимуществ:
- Обе детали не нагреваются да температуры плавления. Таким образом получается сохранить их физические и химические свойства.
- Заготовки не требуют тщательной очистки и обработки, как это требуется при сварке.
- Оборудование для пайки стоит намного меньше, чем сварочные аппараты.
- Возможность изготовления сложных узлов и конструкций.
- Прочность полученного стыка. Детали не гнуться и не деформируются после спаивания.
Рассмотрим подробнее методы пайки разных металлов.
Пайка
Припой для пайки медных труб выбирается зависимо от технологии создания соединения. Это же касается используемого оборудования, порядка выполнения работ.
Пайка алюминия
Алюминий достаточно капризный материал. Многие эксперты считают, что в домашних условиях скрепить две алюминиевые заготовки просто невозможно, так как место скрепления необходимо прогревать до температуры порядка 600 ˚С, а это чревато прогоранием самого листа алюминия.
Но это утверждение не совсем верно. Спаять два элемента из алюминия можно, если использовать особый флюс и припой. Рассмотрим подробнее все компоненты, которые понадобятся для работы с алюминием:
- Припой. Лучше всего для работы с алюминием подходят припои в составе которых есть: кремний, алюминий, медь, серебро и цинк. К таким можно отнести отечественный припой «34А» или его зарубежный аналог «Aluminium-13».
- Флюс. Лучше, если в его составе будет фторборат аммония с добавлением триэтоналомина. Некоторые используют обычную буру.
- Паяльник, мощностью не менее 100 Вт.
Пошаговое руководство по пайке алюминиевых заготовок:
- Зачистить обе заготовки от грязи и пыли.
- Удалить при помощи наждачной бумаги оксидную пленку. Эту операцию проделывают с целью уменьшения оксидного слоя, который моментально образовывается на поверхности алюминия.
- На место соединения наносят флюс.
- Припой закладывают равномерно и постепенно, не подвергая постоянному нагреву поверхности алюминиевых заготовок.
- Полученный стык зачищают при помощи металлической щетки или мелкой наждачной бумаги.
Пайка листов жести
Обычная жесть скрепляется довольно просто. Металл без примесей или нанесения чаще всего дает ровный шов и не меняется под воздействием высоких температур. Для пайки жести потребуется:
- Припой. В основном используют припои на основе олова и сурьмы. К ним относят ПОС-40 или ПОС-30. В некоторых случаях используют ПОС-90, в состав которого входит свинец.
- Флюс. Подойдет как соляная кислота, так и обычная канифоль. Свежая оксидная пленка на жести удаляется очень легко.
- Паяльник мощностью не менее 40 Вт.
Технология пайки:
- Зачистить жестяные элементы от грязи и пыли.
- Нанести канифоль на место стыка.
- Положить припой на стык и при помощи паяльника расплавить его.
- Зачистить полученное место при помощи мелкой наждачной бумаги или металлической щетки для ровного шва.
Пайка меди
Медь – это довольно часто встречающийся металл в повседневной жизни. Водопроводные трубы, электрические кабели, электронные компоненты – все они частично или полностью состоят из меди.
В основном существует два метода пайки меди:
- Высокотемпературная (рабочая температура порядка 600 ˚С);
- Низкотемпературная (рабочая температура до 450 ˚С).
В рамках данной статьи мы рассматриваем пайку в домашних условиях, поэтому возьмем низкотемпературную технологию.
Для пайки меди вам потребуется:
- Припой. В основном его изготавливают из сплавов олова (95—97 %) с медью, сурьмой, висмутом, серебром, селеном. Лучшими свойствами обладают серебросодержащие припои. Широкое применение получили и трёхкомпонентные виды, в состав которых входит олово, медь и серебро. Использование оловянно-свинцовых припоев на производстве ограничено из-за вредности свинца. В домашних условиях также стоит поберечь свои легкие от паров свинца. Используйте активную вытяжку.
- Флюс для пайки меди (активированный, кислотный, некислотный, антикоррозийный).
- Газовая горелка.
Рассмотрим пошаговую технологию пайки двух медных элементов:
- На обе детали наносят флюс. Им покрывают место стыка и область, на которую будут наносить припой.
- В место стыка закладывают припой. Это может быть оловянная проволока или специальная паста.
- Полученное соединение нагревают при помощи газовой горелки. Припой распределяется по месту стыка, а также частично на область около пайки.
- Полученную заготовку оставляют остывать. В этот момент нельзя крутить или гнуть полученную деталь. Место стыка должно полностью остыть, чтобы припой смог полностью затвердеть.
- Остатки флюса удаляют при помощи абразивной щетки.
Пайка медных труб мягким припоем
Этапы выполнения низкотемпературного спаивания:
- Зачистить места соединения с помощью наждачной бумаги.
- Покрыть поверхность флюсом с помощью кисти.
- Вставить одну деталь в другую
- Газовой горелкой разогреть рабочую поверхность до 200 градусов.
- Припой добавлять на место соединения так, чтобы он плавился, затекал внутрь.
Чтобы понять, когда нужно добавлять припой, следует смотреть на изменение цвета флюса. Когда он потемнеет, можно добавлять основной расходный материал.

Низкотемпературная пайка медных труб
Пайка медных труб твердым припоем
Этапы проведения высокотемпературного спаивания:
- Зачистить место скрепления наждачной бумагой, намазать флюс с помощью кисти, вставить трубки друг в друга.
- Промышленной горелкой нагреть рабочую поверхность до 700 градусов.
- Разогреть олово. Ввести его в рабочую зону. После плавки расходника провернуть трубы в разные стороны, чтобы расплавленное олово растеклось по всему месту будущего шва.
Важно не перегревать детали, чтобы не испортить качество шва.
Пайка нержавеющей стали
Нержавеющая сталь — это сплав, в котором присутствует никель и хром, а также титан. Пайка нержавейки немного отличается от аналогичной работы с обычным или оцинкованным железом. В зависимости от количественного содержания того или иного металла в составе нержавейки, она будет иметь разные физические характеристики.
Так, лист с большим содержанием никеля при температуре 500 — 700 ˚С может выделять карбидные соединения. Подобные листы подвергают равномерному и быстрому нагреву, чтобы избежать разрушения структуры материала.
Рассмотрим необходимые компоненты:
- Припой. Его выбирают в зависимости от условий пайки. В условиях открытой местности или повышенной влажности отдают предпочтение припоям на основе серебряных сплавов с незначительным содержанием никеля. В сухих помещениях или доменных печах используют хромникелевые или серебряно-марганцевые припои. Для первичного лужения двух деталей используют обычный припой на основе олова и свинца.
- Флюс — бура в виде порошка или пасты.
- Мощная газовая горелка выдающая температуру свыше 800 ˚С. Пригодится паяльник с мощностью выше 100 Вт для первичного лужения.
Пошаговая технология пайки:
- Тщательно зачистить места соединения двух элементов из нержавейки.
- Закрепить оба листа и на место стыка нанести флюс из паяльной кислоты.
- Место стыка залудить тонким слоем припоя на основе олова. На этом этапе используют обычный паяльник. Следите за тем, чтобы припой не скатывался с листа. Если этого избежать не удалось, предварительно прогрейте листы и повторите лужение.
- Повторить лужение флюсом.
- Спаять оба листа, используя припой в зависимости от условий пайки. На этом шаге используйте газовую горелку.
Пайка оцинкованного железа
В отличие от обычной жести, оцинкованное железо имеет ряд специфических характеристик. Во-первых, цинк на поверхности листа испаряется при температуре 960 ˚С. Поэтому не рекомендуется использовать мощные горелки в работе с оцинкованным листом.
Во-вторых, не все припои подходят для работы с оцинкованным железом. Например, крайне не рекомендуется использовать припой ПОС-90, так как он разрушает структуру листа.
Компоненты для пайки:
- Припой. Лучше всего выбрать ПОС-30.
- Флюс — борная кислота или хлористый цинк.
- Паяльник мощностью не менее 40 Вт.
Технология спайки двух элементов из оцинковки аналогична работе с обычной жестью. Главное — греть место спайки равномерно, не допуская перегрева отдельных областей.
Пайка стали латунью
Латунь плавится при температуре свыше 900 ˚С, поэтому для работы с таким припоем потребуется газовая горелка. Важно нагревать оба элемента равномерно. В противном случае латунь быстро расплавится. Она будет хорошо прилипать только на краях стальных заготовок (что может вызвать хрупкость и разрушение под напряжением), что поспособствует образованию трещин в конечном изделии.
Пайка стали оловом
При пайке оловом подбирают паяльник мощностью от 100 Вт. Для получения качественного шва обе детали предварительно залуживают, после чего в готовый шов подают оловянный припой и завершают пайку.
Пайка цветных металлов
Изделия из цветных металлов требуют точной подгонки. Именно поэтому их чаще паяют, а не варят. Изучим отдельные виды цветных металлов и их скрепление при помощи пайки.
Пайка, распайка и подготовка труб к пайке
Пайка – технологическая операция, включающая в себя нагрев двух деталей и введения между ними припоя, для получения неразъемного и герметичного соединения. При монтаже холодильных систем отдается предпочтение именно паянным соединениям, для обеспечения наибольшей герметичности.
Припой – сплав, имеющий более низкую температуру плавления, чем соединяемые детали. Тип припоя определяется соотношением металлов в его составе. Для пайки медных трубопроводов холодильных систем используют медные твердые припои.
При наличии в составе припоя серебра его называют серебряным. Чем больше содержание серебра, тем ниже температура плавления припоя, лучше смачиваемость припоя и его обтекание места пайки. Серебряный припой используют при пайке соединений, испытывающих вибрационные нагрузки, а также при присоединении меди к стали (с процентным содержанием серебра более 15%).
Перед пайкой необходимо подготовить поверхности сопрягаемых деталей. Соединение для пайки должно состоять из двух трубок: одна из них при этом должна быть развальцована до большего диаметра, таким образом одна трубка будет входить внутрь другой на небольшую глубину и оставлять капиллярный зазор 0,05-0,015 мм.
Для лучшего растекания припоя необходимо зачистить поверхность от загрязнений, масла, механических повреждений, краски. Также необходимо снять оксидную плёнку, для этого используют флюс. Флюс в виде пасты наносится перед началом нагрева, а порошкообразный флюс необходимо развести до состояния пасты водой. Флюс можно нанести на пруток припоя. Если флюса будет слишком много, излишки могут попасть внутрь трубопровода и вызвать коррозию металлов. При использовании меднофосфорных припоев, при пайке «медь-медь», флюс не требуется.
Для нагрева труб используют горелки на смесях газов:
- пропан-бутан-воздух;
- пропан-бутан-кислород;
- ацетилен-воздух;
- ацетилен-кислород.
- MAPP газ (смесь из пропина, пропадиена и других углеводородов);
Существуют специальные электрические нагреватели.
Использование смесей «газ-кислород» (рис. 1, а) обладают большей мощностью нагрева, и позволяют проводить более быструю пайку. При работе с небольшими диаметрами трубопроводов, и при большом риске перегреть трубу целесообразней использовать небольшие горелки (рис. 1, б).
О перегреве трубы может свидетельствовать её розоватый оттенок после остывания и повышенная мягкость.

Рисунок 1 – Нагреватели для пайки труб: а – пропан-кислородный пост; б – горелка для MAPP газа
При нагреве трубки горелку следует водить вдоль нагреваемой трубы и никогда не останавливать на одном месте. Так снижается риск перегрева меди. Нанесенный флюс начнет кипеть, а затем станет чистой прозрачной жидкостью. Разогретая труба должна стать ярко красного оттенка. Для уменьшения потерь тепла, особенно при использовании пропановой горелки, применяют отражатели (рис. 2 б).
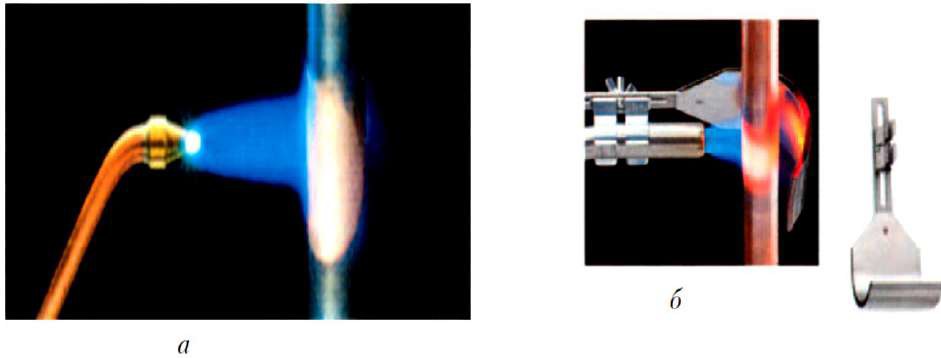
Рисунок 2 – Разогрев трубы перед пайкой: а — пропан-кислородная горелка; б — пропановая горелка с отражателем
Прогрев необходимо начинать с более толстой, крупной детали. При пайке соленоидных клапанов, ТРВ, шаровых кранов и других элементов, которые можно повредить при нагреве, их необходимо обернуть влажной тканью, чтобы не допустить перегрева уплотнительных материалов, используемых в их конструкции.
После прогрева необходимо произвести введение прутка припоя. Если труба достаточно нагрелась, припой при касании расплавится и начнет растекаться по поверхности трубы. При этом жидкий припой будет двигаться в ту сторону, где температура будет выше, таким образом можно как бы «управлять движением» припоя при пайке.
После того, как капиллярный зазор между деталями заполнился припоем следует осмотреть его со всех сторон на наличие полостей, отверстий, и при необходимости их прогреть и устранить.
После окончания пайки следует подождать около 3-5 минут, а затем охладить место пайки влажной тканью, или водой. Следует так же очистить поверхность труб от окалины и остатков флюса.
При пайке близко расположенных соединений необходимо соблюдать определенную последовательность пайки, чтобы не расплавить предыдущий шов. Например, при пайке тройника самый верхний шов как правило делается последним.
При пайке, для защиты внутренней поверхности труб от образования окалины (окисленного слоя меди, который легко отслаивается) применяют продувку труб азотом (рис. 3).
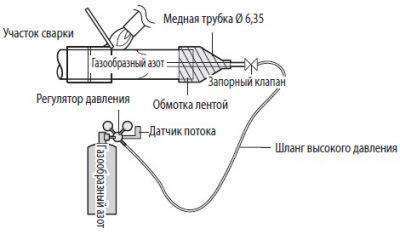
Рисунок 3 – Подача азота при пайке
Подключение баллона с азотом выполняется через редуктор, и выставляется минимально возможное давление (не более 0,2 бар). Скорость газа в трубе должна быть около 5 м/мин.
Для демонтажа компрессора, или любого участка трубопровода паяные соединения необходимо распаять. Распайка осуществляется путем равномерного нагрева соединения до температуры плавления припоя, затем детали свободно разъединяются. Остатки припоя необходимо удалить.
Очень важно, чтобы при этом в холодильном контуре не оставалось хладагента внутри. Большинство холодильных агентов при контакте с открытым пламенем образуют очень токсичные химические соединения, при вдыхании которых можно мгновенно получить отравление.
Твердые припои могут содержать в своем составе кадмий – токсичный металл, способный накапливаться в организме и вызывать тяжелое отравление. Поэтому обращаться с такими припоями рекомендуется с крайней осторожностью: не допускайте чрезмерно длительного контакта с ними, не вдыхайте пары, образующиеся при пайке, мойте руки после пайки.
Наиболее применимы для холодильных магистралей медные и стальные трубопроводы. При диаметрах труб меньше 54 мм используют медные трубы, а свыше стальные. Для аммиачных холодильных машин используют только стальной трубопровод, так как аммиак разъедает медь. Иногда встречаются и алюминиевые трубопроводы (например, в автомобильных кондиционерах).
Медные трубы поставляются бухтами (обычно трубы самых малых диаметров) и прутками (холоднокатаный прокат).
Холоднокатаные трубки более жесткие и лучше противостоят ударным нагрузкам, однако при необходимости их деформации (вальцовке, изгибу) такие трубы надо предварительно отжигать (до температуры 500…600°C или до красна и затем медленно охладить), после чего трубы будут более податливы.
Трубы имеют метрические и дюймовые размеры (таблица 1), наиболее часта медные трубы встречаются именно в дюймовых размерах. Толщина стенки трубы зависит от её диаметра.
Таблица 1 – Трубы дюймовые для фреоновых магистралей (DIN EN 12735-1)
| Наружный диаметр, мм (дюйм) | Толщина стенки, мм | Наружный диаметр трубы, мм (дюйм) | Толщина стенки, мм | |
| 6,35 (1/4) | 0,8 | 28,58 (1 1⁄8 ) | 1,0 | |
| 9,52 (3/8) | 0,8 | 31,8 (1 1⁄4) | 1,1 | |
| 12,7 (1/2) | 0,8 | 34,92 (1 3⁄8) | 1,1 | |
| 15,88 (5/8) | 1,0 | 38,1 (1 1⁄2) | 1,15 | |
| 19,05 (3/4) | 1,0 | 44,59 (1 5⁄8) | 1,25 | |
| 22,22 (7/8) | 1,0 | 50,8 (2,0) | 1,4 | |
| 25,4 (1,0) | 1,0 |
При резке труб, их поперечное сечение не должно стать овальным, также важно не допустить попадание металлической стружки внутрь.
Для резки медных труб используют труборезы (рис. 4).

Рисунок 4 – Роликовые труборезы
Правильная резка трубы без ее деформации достигается после 5–7 кратной прокрутки трубореза вокруг оси трубы, причем всякий раз дисковый резец должен вводиться в трубу на глубину до 0,2 мм.
Роликовые труборезы имеют различные диапазоны диаметров труб, которые можно порезать. Часто при проведении работ возникает необходимость отрезать небольшую медную трубку в труднодоступном месте куда не помещается обычный труборез, и для этих целей рекомендуется иметь в запасе инструментов компактный труборез.
Трубы малого диаметра от 2 до 8 мм, в том числе капиллярные трубки, необходимо резать труборезными и капиллярными ножницами (рис. 5).

Рисунок 5 – Ножницы для резки капиллярных труб
После резки срез трубы необходимо обработать шабером или фаскоснимателем (рис. 6). При необходимости концы трубы можно откалибровать и выровнять от овальности.

Рисунок 6 – Шабер и фаскосниматель для зачистки кромок труб
При изгибе труб главное их не сломать.
Излом трубы возникает, когда при изгибе возникает слишком малый диаметр скругления.
Радиус гибки ручным способом составляет 6…8 наружных диаметров труб. При изгибе меньшим диаметром могут возникнуть гофры, переломы и деформация труб. При необходимости получить радиус гибки меньших размеров и для труб диаметром более 19 мм необходимо использовать трубогибы. Трубогибы могут быть с ручным, пневматическим, гидравлическим и электрическим приводом.
Трубогибы бывают: ручными; пневматическими; гидравлическими; с электрическим приводом.
Наиболее часто встречаются ручные трубогибы, они более доступны и легко транспортируются, однако требуют от монтажника определенных усилий. Ручные трубогибы бывают различных конструкций (рис. 7).

Рисунок 7 – Трубогибы ручные: 1 – пружинные; 2 – арбалетный; 3 – рычажный
Перед пайкой при соединении двух труб одна должна входить в другую с небольшим зазором. Для этого одна труба подвергается вальцовке, т.е. немного расширяется.
Для вальцевания труб применяют вальцовки двух типов (рис. 8): обычная и эксцентриковая. Вальцовка поставляется набором, который включает в себя насадки для труб различных диаметров.
Расширяемая труба зажимается в пуансоне. Зажимать трубку в пуансоне необходимо так, чтобы труба выступала над плоскостью губок на 1/3 высоты конуса губок. И в неё вводится расширительная насадка с усилием, передаваемым от винтовой передачи, до тех пор, пока труба не расширится на сколько необходимо.
Кроме паянного соединения, существуют еще резьбовые и фланцевые соединения труб. Для резьбового соединения под гайку труба также развальцовывается, но уже специальной конусной насадкой. Конусное расширение, которое делается под углом 90°, заходит в наконечник штуцера и прижимается гайкой.

Рисунок 8 – Вальцовки: 1 – эксцентриковая; 2 – обыкновенная с набором насадок
Соединять трубы можно также с помощью фитингов (рис. 9). Фитинги очень разнообразны, их перечень включает трубки, повороты, тройники, кресты и т. п.

Рисунок 9 – Фитинги для соединения труб: отводы, калачи, тройники, муфты, переходные муфты
Фитинги уже заранее развальцованные, что упрощает монтаж трубопровода.
При пайке труб для механической прочности трубы соединяются с помощью прямых цилиндрических раструбов. Минимальная глубина цилиндрического раструба, формируемая на медной трубе, зависит от диаметра трубы (табл. 2).
Таблица 2 – Минимальная глубина раструба
| Наружный диаметр трубы, мм (дюйм) | Глубина раструба, мм | Наружный диаметр трубы, мм (дюйм) | Глубина раструба, мм |
| 6,35 (1/4) | 5 | 28,58 (1 1/8) | 13 |
| 9,52 (3/8) | 6 | 31,8 (1 1/4) | 16 |
| 12,7 (1/2) | 7 | 34,92 (1 3/8) | 17 |
| 15,88 (5/8) | 7 | 38,1 (1 1/2) | 18 |
| 19,05 (3/4) | 8 | 44,59 (1 3/8) | 20 |
| 22,22 (7/8) | 9 | 50,8 (2) | 22 |
Подготовка
Важно подготовить место скрепления двух элементов. Трубы должны иметь вертикальный срез, на котором не может быть заусенцев, неровностей. Относительно стенок деталей, на них не должно быть вмятин, бугров. С помощью наждачной бумаги нужно затереть внутреннюю и внешнюю стороны деталей.
Подготовка паяльника
Паяльник нужно установить на ровную поверхность, закрепить необходимые насадки на посадочные места, выставить терморегулятор на температуру сварки и подключить к электросети.
Насадки аппарата в зависимости от температуры окружающей среды греются в течение 10 — 15 мин. Первая сварка выполняется через 5 минут после нагрева паяльника.
Подготовка элементов и деталей
Подготовка элементов, участвующих в сварочном процессе, включает в себя:
- разметку нужной длины трубы;
- нарезку отмеренных отрезков;
- очистки края цельной пластиковой трубы пилкой для железа или острым ножом от заусениц. При соединении армированных изделий необходимо с помощью шейвера удалить верхний слой пластика и алюминиевую прослойку по длине входа в фитинг;
- далее рекомендуется снять фаску под углом 35-45º на наружном конце трубки, чтобы избежать задиров материала при введении трубки в раструб фитинга;
- разметить на изделие длину его вхождения в фитинг, исходя из глубины муфты плюс 1-2 мм. Этот зазор необходим для предотвращения сужения трубы в месте соединения наплывом сварного шва;
- после разметки поверхности деталей необходимо очистить от пыли, загрязнений и обезжирить спиртовым раствором.
Последовательность операций
 Процесс пайки стальных деталей начинается с тщательной очистки заготовок от грязи, ржавчины и следов масел. Для этого пользуются шлифовальной шкуркой, напильником, стальной щёткой. Ржавые детали можно обработать преобразователем ржавчины на основе ортофосфорной кислоты. Жировые загрязнения удаляются растворителем или щелочным раствором.
Процесс пайки стальных деталей начинается с тщательной очистки заготовок от грязи, ржавчины и следов масел. Для этого пользуются шлифовальной шкуркой, напильником, стальной щёткой. Ржавые детали можно обработать преобразователем ржавчины на основе ортофосфорной кислоты. Жировые загрязнения удаляются растворителем или щелочным раствором.
После очистки и обезжиривания, на поверхность деталей наносится слой флюса. Если в качестве припоя служит олово, детали предварительно лудят. Лужение представляет собой равномерное смачивание поверхности расплавленным оловом.
После этого, детали собирают и надёжно фиксируют в том положении, в котором они должны находиться после соединения.
Далее, детали нагреваются подходящим способом. Нагрев производится до температуры, несколько превышающей температуру плавления применяемого припоя, который должен быть помещён в область соединения.
При расплавлении он затекает в зазор между деталями, образуя соединение. После остывания и кристаллизации припоя, шов зачищают, следы флюса удаляют.
Пошаговая инструкция по пайке труб отопления
Перед проведением монтажа системы отопления рекомендуется подготовить подробную схему на бумаге, с помощью которой можно подсчитать размеры трубных участков и количество фитингов. Это позволит выполнить максимально возможное количество стыковок элементов в удобном положении, на рабочем столе.
Пошаговая технология пайки меди
Для скрепления медных трубок нужно действовать поэтапно. Если пропустить хоть один этап, можно не надеяться на качественное соединение.
Правила стыковки
Паяльник одновременно разогревает внешний и внутренний слой соединяемых деталей, на концах которых образуются отбортовки. Снятые с насадок нагретые детали необходимо немедленно состыковать между собой, прижимая друг к другу с двух сторон, контролируя усилие.
Соединив элементы, важно обеспечить их неподвижность в течение 20 — 30 секунд (зависит от размера диаметра), чтобы избежать смещения поверхностей, приводящего к нарушению соединения.
Проверяем качество соединения
Для того, чтобы определить насколько качественно выполнен шов сварного соединения, нужно произвести его визуальный осмотр на наличие дефектов в виде трещин, раковин или складок, которые могут образоваться при перегреве изделий. Сам валик оплавленного материала должен быть равномерным и выступать за торцевую поверхность соединяемых элементов на 2-3 мм.
Кроме того, сварные соединения не должны иметь нарушений соосности труб более чем на толщину их стенки.
Процесс пайки двух стальных деталей
Если нужно спаять два больших гвоздя, то мощности одного паяльника 100 Вт будет маловато. Для разогрева зажатого в тисках большого гвоздя, или подобной по массе детали из стали, нужно воспользоваться строительным феном. Или газовой горелкой.
Также понадобится вата на палочке, для подачи флюса в зону разогрева, и паяльник от 50 Вт.
- Зачищенная наждачкой сталь разогревается горелкой.
Как правило, у стальных деталей, которые поддаются пайке, возникает весьма прочная связь с оловом, т.е. происходи покрытие металла, — залуживание.
Это же повторяется с другой деталью. Затем разогреваются две детали, находящиеся вместе, и в зону контакта подается дополнительный припой паяльником.
Советы по правильной и прочной пайке металлов
Работая со сталью или другими металлами необходимо придерживаться базовых правил безопасности, а также знать некоторых нюансов пайки.
Сообщества › кулибин club › форум › подскажите по пайке латунными припоями.
Подскажите пожалуйста какие материалы(флюс, припой) и инструмент(паяльник, горелка) нужны для пайки стали латунным припоем.Задача такая — надо спаять тормозные трубки, они стальные. Трубки были обрезаны, к заказу не доступны либо по космической цене.
Ну и как лучше — через фитинг или стык в стык, или раструбом?
Может кто подскажет альтернативные варианты.
обварить и всё, это же сталь, а пайка держать не будет, усилие большое, или вальцевать на гайку и соеденять через переходник
Усилия нет, максимум давление.Обварить такой тонкий металл — геморное занятие, которое может привести к потере пропускной способности или полному перекрытию трубки изнутри.
а давление не создает усилие?
Перекачки для кислородных баллонов в основном паяют — 150 АТМ держат же как то.
ну паяй на здоровье, как тормоза кончатся вспомнишь про сварку и пайку,
Ну погоди, я же варианты рассматриваю. Ты говоришь вари, но не говоришь нюансов… Потому я пока и уперся в то, что понимаю.
Усилия нет, максимум давление.Обварить такой тонкий металл — геморное занятие, которое может привести к потере пропускной способности или полному перекрытию трубки изнутри.
Доброго времени. Тормозные трубки лучше всего соединять через вальцовку, хоть и сложнее. Если сваривать — рядом со швом металл теряет свойства и может дать трещину. Чем это чревато — объяснять не вижу смысла. А вообще лучше взять медную трубку метражом и проложить цельную.
На счет спайки/сварки согласен целиком и полностью — все это кроилово…
Вся засада именно в том, что никто не берется развальцевать стальные трубки. Уже думаю сам купить приспособу и греть трубку горелкой чтоб металл был более податливый.
А на счет замены трубки медными — что то сомнения закрадываются в надежности… Может и ошибаюсь.
После нагрева металл также теряет свойства, если не знаешь способа закалки. А медь вполне даже для тормозов подходит. Проверено временем. И легко в обработке, только вальцовочник нужен специальный.
варить легко, трубка по наружному диаметру как папа-мама вставил и вари спокойно)))
Т.е. ты предлагаешь воспользоваться вариантом раструба и сваркой ацетиленом?
можно просто подобрать трубку по диаметру и обварить стык, нарисую скину картинку
Источник
Сущность паяльной технологии
Пайкой называют соединение металлических деталей с помощью припоя, являющегося более легкоплавким металлом, который, будучи расплавленным, смачивает соединяемые поверхности.
 Таким образом, процесс паяния связан с нагреванием и протекает при температуре, превышающей точку плавления припоя, но не достигающей температуры плавления соединяемого металла.
Таким образом, процесс паяния связан с нагреванием и протекает при температуре, превышающей точку плавления припоя, но не достигающей температуры плавления соединяемого металла.
В процессе пайки соединяемые детали основного металла не изменяют форму, поскольку сами не подвергаются плавлению.
Прочность создаваемого соединения определяется механическими свойствами, которыми обладает припой для пайки. Когда стальные детали припаивают друг к другу, соединение всегда уступает по прочности основному материалу.
Главным препятствием для создания паяных соединений является окисел, образующийся на поверхности любого металла. Слой окисла не позволяет расплавленному припою равномерно смочить поверхность детали, поэтому металл должен предварительно зачищаться.
Для защиты поверхностей от окисления в процессе спаивания, применяются специальные вещества – флюсы. Для соединения разных материалов используются различные флюсы. Например, для того, чтобы спаять нержавейку, применяют буру. Флюсами для стали могут служить канифоль, паяльная кислота.
Основным процессом, сопровождающим создание паяного соединения, является нагрев заготовок. В зависимости от массы спаиваемых деталей и вида применяемого припоя, нагрев может осуществляться следующими способами:
- паяльником;
- газовой горелкой;
- высокочастотным индуктором;
- в специальных печах.
Например, проволоку небольшого диаметра можно легко прогреть обычным паяльником, при пайке стальных труб понадобится газовая горелка, а массивную заготовку придётся помещать в печь.
Техника безопасности при пайке стали в домашних условиях
Часто пренебрежение элементарными правилами работы с электрическими или горючими приборами приводит к потере здоровья или порче имущества.
Настоятельно рекомендую соблюдать технику безопасности при пайке:
- Держите паяльник на металлической площадке или специальном держаке, который отводит нагретое жало инструмента от плоскости стола.
- Выключайте паяльник от сети сразу после окончания работ.
- Проверяйте качество подключения газового баллона к самой горелке. Не допускайте утечек газа.
- Работайте в хорошо проветриваемом помещении.
- Не оставляйте горелку во включенном состоянии, если вы уже закончили работу.
- Уберите любые легковоспламеняющиеся вещества из рабочей зоны.
- Не хватайтесь голыми руками около нагретого шва. Вы можете получить ожог.
- Не трогайте пальцами припой, чтобы проверить прочность шва.
Соблюдая данные меры можно избежать травм, а также сохранить имущество в целостности. Паяйте с удовольствием и знанием дела!
Хитрости пайки: научитесь паять медь и сталь — это полезно!
Для того, чтобы соединить две детали можно использовать три способа: клеение , сварку и пайку . Пластик, дерево и картон проще склеить, сталь большой толщины — сварить, а вот для относительно тонких металлических деталей, особенно из меди и латуни, лучше всего применять пайку .
Чем лучше всего паять изделия из стали
Сразу нужно оговориться и сказать о том, что паять сталь можно и оловом. Однако если мы хотим получить достаточно прочное и надежное соединения, то предпочтительно использовать тугоплавкие припои с содержанием серебра и меди.
При использовании таких припоев сталь спаивается довольно при высокой температуре, начиная от 450 градусов. Поэтому использование обычного 100 ватного паяльника для этих целей здесь не совсем целесообразно. В основном применяются газовые горелки.
Также, следует знать, что флюсы для пайки бывают разные. Одни из них требуют смывания водой с мылом, другие нет. Смывать надо обязательно флюсы на основе соляной и ортофосфорной кислоты.
Заключение
Теперь вы знаете достаточно , чтобы успешно паять провода, медные трубки, латунные пружины, стальную проволоку и так далее. Пайка достаточно обширная тема — существуют разные припои, десятки флюсов со своими тонкостями, но эта информация нужна только для ускорения пайки и спаивания очень специфичных металлов, которые плохо берутся обычным флюсом. В обычной практике такие случаи большая редкость.
Источник








")

