

Тугоплавкие и легкоплавкие
Припои для пайки подразделяются на тугоплавкие и легкоплавкие. Еще их называют твердые и мягкие. Все виды припоев широко используются в машиностроении, электротехнике, электронике.
Твердые припои применяют, когда необходимо достичь большой прочности соединения. Наверно, такие соединения можно было бы назвать конструктивными. Температура плавления их достигает 500 ℃ и выше.
Такая температура опасна для большинства компонентов электронных схем, особенно для полупроводниковых приборов и ограничивает их применение, поэтому для пайки используют другие сплавы – легкоплавкие.
Их получают добавлением в олово большего количества свинца. Все легкоплавкие припои имеют температуру плавления около 200 – 240 ℃.
Основная составляющая флюсовых добавок, применяемых при работе с твердыми припоями – это борные соединения, объединенные под общим названием «бура» (Na2B4O7).
С целью повышения активности флюсов этого класса в них добавляется небольшое количество фтора с образованием таких активных соединений как фтористый калий и кальций.
Для работы с изделиями из меди и ее твердых сплавов желательно применять химически чистую буру, являющуюся универсальным флюсовым составом, оптимально подходящим для условий высокотемпературной пайки.
Следует заметить, что флюсовые добавки для мягких и твердых припоев выпускаются в самых различных исполнениях (в виде жидкости, кристаллов или порошка) и нередко объединяются с припоями.
Такой прием позволяет упростить операцию их дозирования и нормировать расход этой важной для качественной пайки составляющей.
Особенности пайки трубных изделий
Технологический процесс пайки затрудняет низкотемпературная величина плавки материала. Детали очень быстро будут терять прочность при нагреве, а конструкция снизит устойчивость при достижении температуры в 300 градусов. Если использовать легкоплавкие припои, которые состоят из кадмия, висмута, индия, олова, то они будут очень трудно вступать в контакт с алюминием, а также не будет обеспечиваться хорошая прочность.
Очень хорошая растворимость имеется у металлов, которые сочетают в себе цинк. В таком случае спаянные материалы будут обладать высокой надёжностью. Перед началом пайки следует очистить материал от окислов и грязи. Для этого применяется механическое воздействие. Можно использовать щётку или применять специальные флюсы, которые имеют сильнодействующий состав.
Для надёжной пайки алюминиевых изделий нужно подбирать правильный нагревательный инструмент. А ещё надёжность соединения зависит от выбора сплава и флюса для пайки алюминия.
Порядок запайки труб мягкими припоями определяется следующей последовательностью рабочих операций:
- Сначала из труб подготавливается стыковой узел с раструбом, на внутреннюю поверхность которого наносится флюс для пайки мягким припоем.
- Затем тот же флюсовый состав наносится на внешнюю часть стыкуемой трубы, после чего паяльником большой мощности (не менее одного киловатта) готовый стык прогревается до температуры порядка 300-400 градусов.
- Контролировать степень нагрева стыковочного узла можно по изменению цветового оттенка флюса.
- После его потемнения в контактную зону вводится проволочный пруток припоя (иногда для лучшего контакта он приготавливается в виде мелкой стружки, заполняющей все стыковочные зазоры).
- При соприкосновении с прогретой зоной контакта припой плавится, а затем под воздействием флюса растекается по всей площади соединительного шва.
Высокотемпературная пайка с применением твердого состава отличается от уже описанных процедур следующими моментами.
Во-первых, при ее реализации на место стыка наносится флюс совсем иного состава, а во-вторых, вводимый в область пайки припой должен изготавливаться из тугоплавких составляющих.

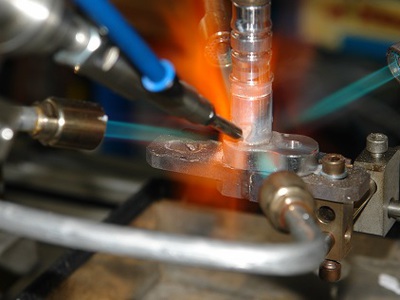
И, наконец, для прогрева зоны контакта с твердыми свойствами используется специальное оборудование (термическая печь, газовая горелка или индукционное нагревательное устройство).
Как обработка медных заготовок, так и пайка стали в домашних условиях, предполагают использование обычной газовой горелки, всегда имеющейся в хозяйстве у любого частника.
Особое внимание нужно уделить последней стадии соединения трубных заготовок, когда после размягчения присадочной проволоки одна из труб проворачивается вокруг оси.
Вследствие этой операции еще не застывший припой наматывается на стыковую зону с последующим образованием надежного кольцевого шва.
С температурой плавления менее 200 градусов
Существуют и припои с очень низкой температурой плавления. Это, например, ПОСК-50-18. Из маркировки следует, что олова в этом припое 50% и 18% кадмия, свинца – 32%.
Такой припой плавится при температуре 142 – 145 ℃. Он очень пластичен, но из-за содержания кадмия, токсичен.

Еще одним примером таких легкоплавких припоев служит ПОСВ-50 (у него есть название Розе). Здесь число 50 указывает на содержание висмута в количестве 50%, а олово и свинец присутствуют в составе в равных долях – по 25%.
Температура плавления припоя 90 – 94 ℃. Эти два продукта для пайки выпускаются чаще всего в форме, напоминающей по виду и по размеру таблетки. Третий сплав Вуда, содержит олово в количестве 10%, свинец – 40%, висмут – 40%, кадмий – 10%.
Его температура плавления не превышает значения 72°С. Из-за наличия в своем составе кадмия, он токсичен. Сплавы Розе и Вуда довольно дороги.
Для пайки полупроводников очень часто используют индиевые припои, так как температура плавления их около 117 ℃. В таком сплаве индий выступает вместо олова, а свинец также добавляется, чтобы смягчить его и сделать его более текучим.
Некоторыми индиевыми припоями допускается паять стекло. При этом кромки последнего перед пайкой просто натираются пастой.
Оловянно-свинцовые
В зависимости от состава сплавов, точнее, от процентного содержания компонентов, образуются и названия марок припоев.
Например, ПОС-30. Буквами сокращенно обозначается химический состав – припой оловянно-свинцовый, а число обозначает процентное количество олова в составе – 30%.

Сплавы с содержанием олова и свинца, как правило, относятся к легкоплавким припоям для пайки.
Наиболее распространены следующие марки:
- ПОС-90. Используется тогда, когда присутствие свинца нежелательно. Это могут быть различные машины и механизмы, предназначенные для пищевой промышленности, отраслей сельского хозяйства. Свинец при соединении с некоторыми химическими элементами и на воздухе выделяет ядовитые испарения, вредные для здоровья живых организмов.
- ПОС-60. Универсальный припой. Он широко используется для пайки из-за сочетания его хороших прочностных характеристик и температуры, к которой лояльны радиоэлементы.
- ПОС-40. Он применяется для пайки изделий из оцинкованного железа. Используется при ремонте отопительных приборов, труб.
- ПОС-30. Такая марка используется для лужения, то есть для нанесения слоя олова на поверхность с целью придать последней антикоррозионные свойства.
Свинец придает сплаву мягкость и текучесть, пайка происходит проще. Пруток с большим содержанием свинца (более 30%) можно легко согнуть, тогда как чистый оловянный только с большим трудом.
Подготовка материала
Можно применять для пайки алюминия олово, но только в тех случаях, если имеется высокоактивный флюс, а также произведена хорошая зачистка участков. Оловянные соединения необходимо дополнительно покрывать специальными составами, поскольку наблюдается плохая прочность и слабая защита от коррозии.
Очень хорошие паяные соединения можно получить, если использовать припой с кремнием, цинком, алюминием или медью. Такие материалы выпускаются как отечественными, так и зарубежными производителями. Русские марки припоев выпускаются под названием ЦОП40. Согласно ГОСТу они в своём составе имеют 60% олова и цинка 40%, ещё есть припой 34А.

Такие сплавы можно применять с крупногабаритными деталями, а также с высоким теплоотводом, если использовать грелку или предметы из алюминиевых сплавов, имеющие высокотемпературное плавление. Если никогда раньше не производили пайку предметов, тогда желательно посмотреть специальные обучающие видео, которые помогут ответить на многие вопросы.
Помимо припоев, необходимо использовать также специальные флюсы, которые имеют в своём составе цинк, фтор, бурат аммония, а также триэтаноламин и другие элементы. К популярным отечественным флюсам относится Ф64, который имеет хорошую химическую активность. Обычно это средство применяется даже без предварительной очистки деталей от оксидной плёнки. А также можно использовать 34А, который содержит в своём составе хлорид лития, цинка и калия, а также фторид натрия.
Чтобы достигнуть хорошего качества соединения, нужно использовать не только правильные технологии, но и уметь хорошо подготовить обрабатываемую поверхность. Нужно удалить все загрязнения и оксидные плёнки. Механическая обработка выполняется при помощи шкурки или металлической щётки, а также иногда применяют проволочную нержавеющую сетку и шлифовальную машинку. А также можно использовать разные кислотные растворы.
Обезжиривать поверхность нужно с помощью растворителя, ацетона или бензина. Когда происходит зачистка алюминиевой поверхности, то сразу же образовывается оксидная плёнка. Однако её толщина будет ниже первоначальной, а потому паяльный процесс облегчится.
Мягкие марки припоев изготавливают из олова с добавлением цинка, свинца, кадмия и т.д. В последнее время с целью обезопасить условия труда и сохранить экологию чаще используют припои без содержания вредных металлов, которые в своем составе помимо олова содержат висмут, медь, серебро и другие металлы.

Из твердых припоев самыми известными в производстве служат серебряные и медно-цинковые с применением добавок. Серебряные припои получили очень широкий спектр применения, которые в частности служат хорошим помощником при пайке изделий и заготовок из цветных металлов и в ювелирной промышленности.
Содержащие сурьму
Для уменьшения степени окисления сплава в жидком состоянии и придания пайке лучшего вида, в состав его вводят сурьму. Согласно ГОСТ 21930-76 все оловянно-свинцовые припои для пайки в зависимости от химического состава классифицируются на:
- безсурьмянистые;
- малосурьмянистые, с содержанием сурьмы до 0,5 %;
- сурьмянистые, содержащие более 0,5% сурьмы.
Этот же ГОСТ определяет и области преимущественного использования каждой марки.
Таблица 1. Химический состав припоев
| Химический состав, % | ||||||
|---|---|---|---|---|---|---|
| Марка припоя | Код ОКП | Основные компоненты | ||||
| Олово | Сурьма | Кадмий | Медь | Свинец | ||
| Бессурьмянистые | ||||||
| ПОС 90 | 17 2311 1100 04 | 89-91 | — | — | — | Остальное то же |
| ПОС 63 | 17 2312 0100 | 62,5-63,5 | — | — | — | « |
| ПОС 61 | 17 2312 1100 10 | 59-61 | — | — | — | « |
| ПОС 40 | 17 2314 1100 00 | 39-41 | — | — | — | « |
| ПОС30 | 17 2321 1100 09 | 29-31 | — | — | — | « |
| ПОС 10 | 17 2326 1100 06 | 9-10 | — | — | — | « |
| ПОС 61М | 17 2312 1200 07 | 59-61 | — | — | 1,2-2,0 | « |
| ПОСК 50-18 | 17 2313 1200 02 | 49-51 | — | 17-19 | — | « |
| ПОСК 2-18 | 17 2343 1100 09 | 1,8-2,3 | — | 17,5-18,5 | — | « |
| Малосурьмянистые | ||||||
| ПОССу 61-0,5 | 17 2312 1400 01 | 59-61 | — | — | — | Остальное то же |
| ПОССу 50-0,5 | 17 2313 1100 05 | 49-51 | — | — | — | « |
| ПОССу 40-0,5 | 17 2314 1200 08 | 39-41 | — | — | — | « |
| ПОССу 35-0,5 | 17 2315 1200 03 | 34-36 | 0,05-0,5 | — | — | « |
| ПОССу 30-0,5 | 17 2321 1200 06 | 29-31 | — | — | — | « |
| ПОССу 25-0,5 | 17 2322 1200 01 | 24-26 | — | — | — | « |
| ПОССу 18-0,5 | 17 2323 1100 10 | 17-18 | — | — | — | « |
| Сурьмянистые | ||||||
| ПОСу 95-5 | 17 2311 1200 01 | Ост. | 4,0-5,0 | — | — | — |
| ПОССу 40-2 | 17 2314 1300 05 | 39-41 | 1,5-2,0 | — | — | Остально то же |
| ПОССу 35-2 | 17 2315 1300 00 | 34-36 | 1,5-2,0 | — | — | « |
| ОССу 30-2 | 17 2321 1300 03 | 29-31 | 1,5-2,0 | — | — | « |
| ПОССу 25-2 | 17 2322 1300 09 | 24-26 | 1,5-2,0 | — | — | « |
| ПОССу 18-2 | 17 2323 1200 07 | 17-18 | 1,5-2,0 | — | — | « |
| ПОССу 15-2 | 17 2324 1100 05 | 14-15 | 1,5-2,0 | — | — | « |
| ПОССу 10-2 | 17 2326 1200 03 | 9-10 | 1,5-2,0 | — | — | « |
| ПОССу 8-3 | 17 2326 1300 00 | 7-8 | 2,0-3,0 | — | — | « |
| ПОССу 5-1 | 17 2327 1100 01 | 4-5 | 0,5-0,1 | — | — | « |
| ПОССу 4-6 | 17 2327 1200 09 | 3-4 | 5,0-6,0 | — | — | « |
| ПОССу 4-4 | 17 2327 1300 06 | 3-4 | 3,0-4,0 | — | — | « |
Иностранные марки
Существуют и составы иностранного производства. Маркируются они по-разному, но в марке можно определить состав сплава. В качестве примера можно привести сплав Sb62Pb36Ag2, производимый американской компанией «Indium corporation».
В его составе 62% олова, 36% свинца и 2% серебра. Серебро в состав очень часто добавляют, чтобы увеличить текучесть после того, как припой расплавился.
Еще одним примером можно назвать продукт, производимый канадской компанией «UNIVERSALPRIBOR». Маркировка его SN62/36/2 NC. Это материал в виде пасты и из маркировки следует, что состав его: 62% олова, 36% свинца, 2% серебра. NC (No Clean – безотмывочный) означает, что шарики припоя находятся внутри геля из флюса.
Все представители категории относятся к легкоплавким припоям. Оловянно-свинцовые сплавы при любом соотношении исходных металлов плавятся при температуре до 450 °С. Характеристики припоев ПОС регламентированы ГОСТом.

Производители поставляют припойную продукцию:
- в литых чушках;
- в виде проволочных изделий;
- лентообразной фольги;
- трубчатой продукции с флюсами внутри;
- порошков или пастообразной массы.
Инструменты
Если необходимо произвести соединение алюминиевых изделий в домашних условиях, то целесообразно использовать электропаяльник. Это универсальный прибор, который очень удобно позволяет припаивать провода, ремонтировать маленькие трубки и прочие элементы. Для приспособления необходимо минимальное количество пространства.
Если применяются газовые горелки, то необходимо постоянно наблюдать за пламенем, которое представляет собой сбалансированную подачу газов и кислорода. Если имеется правильная газовая смесь, то язык пламени будет ярко-синий. Неяркий оттенок будет свидетельствовать о том, что имеется избыток кислорода.
Форма выпуска
Припой выпускается в различных формах. Первоначально, на заводе, это чушки. В обозначении марки тогда добавляется буква Ч. Например Ч ПОС-40. ГОСТ 21930-76 определяет форму и размер чушек для каждого материала и вида.
В розничную продажу припой для пайки поступает в прутках диаметром 8 мм, в виде паяльной проволоки, намотанной на катушке или свернутой в спираль и уложенной в пластиковой тубе.
Очень часто паяльная проволока представляет собой трубку из оловянно-свинцового сплава, внутри которой находится флюс – вещество, способствующее повышению качества пайки.
Флюс разрушает оксидную пленку на спаиваемых деталях и препятствует дальнейшему окислению спаянного стыка во время его охлаждения.
Нередко в качестве флюса используется канифоль – продукт перегонки сосновой смолы-живицы. Она плавится при температуре 68 ℃, в обычных условиях твердая, хрупкая, имеет жёлтый цвет.
Этапы пайки алюминия
Пайка алюминиевых предметов особо ничем не отличается от соединения других металлических материалов:
- Сначала необходимо зачистить и обезжирить место будущего соединения.
- Уже после все элементы устанавливаются в рабочее положение.
- На необходимый участок наносят флюс и изделие начинают нагревать при помощи паяльника или горелки.
- Когда наблюдается повышение температуры, то пруток припоя плавится, им необходимо постоянно касаться поверхности элементов, тем самым контролируя процесс.

Необходимо запомнить, что пайку следует производить в хорошо проветриваемом помещении, поскольку в процессе нагревания выделяются опасные соединения.
Если применяется бесфлюсовый припой, тогда необходимо знать о некоторых нюансах работы. Чтобы оксидная плёнка не мешалась, надо концом прутка выполнить царапающие движения по участку элемента. Таким образом, оксидная целостность будет нарушаться, а припой пойдёт в контакт с обрабатываемым металлом.
Разрушить оксидный слой можно и другими способами. Обрабатываемый участок нужно поцарапать металлической щёткой или прутком из нержавеющей стали.
Чтобы обеспечить максимальную прочность соединения, необходимо обработать участки лужением.
Паяльные пасты
Благодаря развитию новейших технологий и все большему масштабу роста производства электронных плат, в качестве паяльного элемента стали использовать паяльные пасты. Паста изготавливается из нескольких составляющих: измельченного в порошок припоя, флюса и связующего вещества. Такая мелкодисперсная смесь используется в ручной и трафаретной пайке.
Для пайки радиоэлектроники в своем составе пасты содержат олово и легирующие компоненты для улучшения качества соединения. На свойства пластичного припоя существенно влияет размер частиц. Наиболее распространены пасты с размером частиц в диапазоне 25-45 мкм. Поскольку данная технология больше используется при трафаретной пайке, чем при ручной, пасты должны отвечать установленным требованиям для надежного сопряжения элементов.
Критериями хорошего качества выступает форма частиц, которые имеют сферическую форму после измельчения. Также паяльные пасты подвержены пагубному влиянию углерода и водорода. Поэтому соприкосновение с воздухом от этапа изготовления до эксплуатации должно быть минимизировано.
В производстве для трафаретной печати паяльные пасты заполняются в специальные контейнеры по 500 грамм. Они не практичны для домашнего использования, поэтому для собственных целей эту смесь можно приобрести в шприцах различной емкости. Условия хранения таких паст низкотемпературные, поэтому идеальным местом для хранения служит обычный холодильник. При нормальной и высокой температуре паста быстро начинает расслаиваться.
Выпускается припой и в виде паяльной пасты. Она представляет собой пластичную массу, состоящую из флюса и вяжущего вещества, в которой содержится множество мельчайших шариков оловянно-свинцового припоя с флюсом.

Такие пасты используются для пайки по трафаретам, то есть когда использование обычных способов пайки невозможно из-за небольших размеров компонентов.
Это могут быть микросхемы, компоненты в BGA-корпусах. Пасты наносятся на выводы шпателем и расплавляются феном или инфракрасным паяльником.
Ввиду того, что паяльные пасты быстро высыхают, их хранение должно осуществляться в специальных, герметично закрывающихся тубах.
Для восстановления BGA-корпусов, то есть обновления на их выводах шариков припоя, еще называемого реболингом, производится припой в шариках. Он может быть как оловянно-свинцовым, так и безсвинцовым.
Это высококачественный чистый продукт, с очень точным химическим составом.
Шарики хранятся в банках плотно закрытыми при температуре 20 – 30 ℃ и влажности не более 60-70 %. Срок хранения такого припоя, как правило, не более 12 месяцев. Используется для пайки ответственных компонентов.
Техника безопасности
Перед началом работы с паяльником всегда нужно сначала изучит правила безопасности.
 Работать нужно только при открытом окне. Поскольку можно отравиться из-за выделений в процессе работы.
Работать нужно только при открытом окне. Поскольку можно отравиться из-за выделений в процессе работы.- Вокруг не должно быть ничего легковозгорающегося. Если паяльник уронить на бумагу, к примеру, то это может привести к возникновению пожара.
- Аппарат держать следует исключительно за специальную ручку, поскольку в процессе работы он сильно нагревается, что может привести к ожогу.
- К паяльнику нельзя подпускать ребёнка. Устройство всегда следует держать в труднодоступном для малыша месте.
- Аппарат опускать в перерывах между пайкой можно только на специальную подставку. Если паяльник будет помещён на стол, то возможно возгорание.

Следуйте этим простым правилам, и никаких проблем во время работы не возникнет.
Чтобы производить качественную пайку алюминиевых материалов в домашних условиях, необходимо полностью соблюдать технологию. Если выбирать качественные методы, припои, флюсы и материалы, тогда результат будет положительным.
Общие свойства
При наличии в достаточном количестве олова и свинца, можно сделать припой самостоятельно. Чтобы выдержать пропорции, можно взвесить необходимое количества свинца и олова на обычных кухонных весах, обязательно используя какую-нибудь подложку.
Свинец ядовит, поэтому его остатков на весах быть не должно. По этой же причине при работе необходимо организовать хорошую вентиляцию помещения, использовать защитные очки и перчатки, а при необходимости и респиратор.
Чтобы взвесить нужное количество материалов, достаточно знать их плотность. У олова она – 7,30 г/см³, у свинца – 11,35 г/см³. Составив нехитрую пропорцию, можно определить количество для разного состава сплавов.
Непосредственно для приготовления сплава можно использовать стальную емкость небольшого размера. В ней нужно довести до температуры плавления свинец с оловом.

После того, как они примут жидкое состояние, необходимо стальной ложкой снять верхний слой. Это – шлак, образующийся при соединении с кислородом воздуха.
Затем необходимо аккуратно, но тщательно перемешать два металла и вылить в форму из какого-либо тугоплавкого материала. Для этого могут подойти формы, изготовленные из гипса или из жести.
Такой состав можно с успехом использовать при монтаже электронных схем, пайке проводов и кабелей, соединении медных или латунных труб.
Удивительно, что, несмотря на классификацию ГОСТа, даже в учебниках существует разная подача материалов.
Так, некоторые авторы в качестве минимальной температуры, рекомендуемой для применения высокотемпературных припоев, называют 500 °С.

Существует большое количество готовых композиций, рекомендуемых к применению при повышенных температурах. Часто в состав высокотемпературных припоев входит:
- медь;
- серебро;
- цинк;
- фосфор.
Для изменения свойств в высокотемпературные сплавы добавляют кремний, германий и некоторые другие элементы. Низкотемпературными считаются припои:
- на основе свинца;
- олова;
- с добавлением сурьмы.
Иногда в низкотемпературные припои вводят цинк для повышения коррозионной стойкости шва, и разрабатывают специальные низкотемпературные сплавы для конкретных условий использования. В быту низкотемпературную пайку проводят с применением паяльника, а высокотемпературную – газовой горелкой.
Для соединения различных металлических деталей между собой часто применяется пайка. Этот вид соединения популярен в различных сферах жизни и производства. Чаще им пользуются радиолюбители и домашние мастера.
Пайка может выручить как при ремонте компьютера, телевизора, радиотехники, так и в промышленности, ремонте холодильников. Пайка хороша в создании герметичности соединения. А некоторые материалы по-другому просто невозможно соединить.
Не все металлы можно соединить сваркой. А чтобы пайка получилась качественной и герметичной, необходимы навыки работы, хорошие инструменты и соответствующие припои для пайки и флюсы.
Составы и виды припоев и флюсов выбирают в соответствии с материалами, из которых изготовлены соединяемые материалы. Например, для алюминия нужен совсем другой флюс, нежели чем для меди. Рассмотрим основные свойства припоев, их применяемость, особенности использования.








")

