

- Контрольные вопросы
- Применение пайки твердыми припоями
- Список литературы
- Лабораторная работа № 7 технологический процесс сборки и монтажа печатного узла
- Источники нагрева при высокотемпературной пайке
- 1. Краткие теоретические сведения
- Флюсы для тугоплавких металлов
- Бура
- Лабораторная работа № 6 Монтажная микросварка
- Лабораторная работа № 9 технология монтажа объемных узлов
- 2.3. Содержание отчета
Контрольные вопросы
1.
В чем заключается процесс пайки?
2.
Из каких составляющих складывается
сопротивление паяного соединения?
3.
Назовите и дайте характеристику основным
этапам пайки.
4.
Какова роль диффузии в процессе пайки,
основные ее виды?

5.
Какова структура паяного шва?
6.
Какие из образующихся структур наиболее
предпочтительны в паяном шве?
7.
При каких условиях в паяном шве образуются
твердые растворы?
8.
Назовите преимущества эвтектических
сплавов.
9.
Дайте определение температурного
интервала кристаллизации.
10.
Каковы критерии выбора припоя?
11.
Какие припои называются низкотемпературными?
12.
Какие припои называются высокотемпературными?
13.
Каковы особенности применения бессвинцовых
припоев?

14.
Какую информацию для выбора марки припоя
дает фазовая диаграмма олово-свинец?
15.
Какое влияние на качество паяного
соединения оказывает режим пайки
(температура пайки, время выдержки,
скорость нагрева и охлаждения, способ
нагрева, припой, флюс)?
16.
Объясните механизм действия флюса при
пайке.
17.
Перечислите основные требования
предъявляемые к флюсам.
18.
Приведите классификацию флюсов по
воздействию их на паяемый
металл.
1.
Какие этапы включает техпроцесс сборки
и монтажа блоков РЭС?
2.
Как осуществляется комплектация
компонентов при сборке блоков РЭС?
3. В чём заключается
подготовка печатных плат к монтажу?
4. Как выполняется
процесс пайки?

5. Как осуществляются
испытания и контроль готовых блоков
РЭС?
6.
Какие операции включает типовой
технологический контроль сборки узла
РЭС на печатной плате?
7. Какие виды
технологических процессов сборки блоков
РЭС Вы знаете?
8. Как выполняется
техпроцесс сборки блока с базовой
деталью?
9. Какая документация
отражает техпроцесс сборки?
10. Какие виды
маршрутных карт Вы знаете?
С
уменьшением размера компонентов,
значительным увеличением числа паяных
соединений на плате, на смену визуальным
методам контроля приходят методы
автоматизированного видеоконтроля на
базе устройств распознавания образов,
а также методы объективного контроля
качества пайки на базе лазерной техники.

Для автоматизированного видеоконтроля
используется оборудование, анализирующее
3-х мерное отображение образа смонтированного
узла и сравнивающее его с эталонным
образцом – «золотой пайкой», или
запрограммированным идеальным образцом.
Использование более совершенных систем
освещения (лазерных источников, бестеневых
ламп) позволяет вести анализ трёхмерных
отображений смонтированных узлов.
Одним
из новых объективных методов контроля
качества паяных соединений является
метод лазерного контроля. Паяные
соединения облучаются импульсом
твёрдотельного лазера. Время импульса,
обычно, 30 мс, длина волны излучения
порядка 1,0 мкм. После окончания импульса
температура исследуемого соединения
поднимается на несколько градусов,
затем снижается.
Контроль за интенсивностью
остывания проводится с помощью
арсенид-индиевого ИК-детектора. Кривая
остывания анализируется в автоматическом
цикле и компьютер даёт заключение –
находится исследуемая пайка в рамках
выбранных критериев или выходит за них,
т. е. является бракованной. На рис. 8.6.
показаны виды соединений, доступные
для контроля данным методом, и виды
обнаруживаемых дефектов.
Рис.
8.6. Виды
соединений и дефекты пайки.
1.
Какова история возникновения ТПМ?
2.
Назовите основные преимущества ТПМ.

3.
Каковы условия оптимальной реализации
преимуществ ТПМ?
4.
Опишите основные конструктивные варианты
узлов ПМ, их особенности.
5.
Назовите основные требования к печатным
платам.
6.
Назовите типы пассивных компонентов
используемых в ПМ и их конструктивные
особенности.
7.
Назовите типы активных элементов малой
и средней степени сложности, используемых
в ПМ и их конструктивные особенности.
8.
Назовите типы активных элементов высокой
степени сложности, используемые в ПМ и
их конструктивные особенности.
9.
Каковы основные типы нестандартных
компонентов, используемых в ПМ?
10.
Назовите основные материалы применяемые
при трафаретной печати?
11.
Какие типы трафаретов используют для
трафаретной печати?
12.
Как классифицируются припойные пасты?
13.
Назовите основные требования к адгезивам
ПМ.

14.
Каковы основные особенности операции
монтажа компонентов?
15.
Назовите основные способы пайки,
используемые в ПМ.
16.
Опишите операцию пайки волной припоя.
17.
Опишите операцию пайки излучением.
18.
Каковы физические основы пайки в паровой
фазе?
19.
Каковы преимущества и недостатки пайки
в паровой фазе?
20.
Назовите особенности операции лазерной
пайки.
21.
Опишите основные принципы операции
автоматизированного видеоконтроля.
1.
Что представляет собой жгутовой монтаж
РЭС?

2.
Какие операции включает в себя
технологический процесс изготовления
жгутового монтажа? Какова их
последовательность?
3.
Каким образом осуществляется маркировка
проводов в жгуте?
4.
Для чего служит шаблон при вязке жгута?
5.
Назовите способы крепления жгута на
шасси прибора.
6.
Для чего применяются изоляционные
втулки в местах прокладки жгута через
отверстия в стенках шасси и экранов?

7.
От каких факторов зависит шаг вязки
жгута?
8.
Какие способы зачистки проводов от
изоляции вы знаете?
9.
Как подготавливают к монтажу многожильный
провод?
10.
Для чего проводят маркировку проводов
в жгуте?
11.
Для чего монтажные провода в жгуте
свивают?
12.
Каким образом определяется шаг свивания?
13.
Какой должен быть цвет провода,
находящегося под отрицательным
потенциалом?
14.
Что представляет собой универсальный
шаблон?

15.
Какие провода должны быть в центре
жгута?
16.
Как выбирается шаг вязки на криволинейных
участках?
17.
Какие существуют методы получения
контактных соединений при проведении
электромонтажных работ, кроме пайки?
18.
Дайте характеристику соединений
накруткой.
19.
В чем достоинства и недостатки получения
контактного соединения сваркой?
20.
На какие виды разделяются ленточные
провода?
21.
Укажите основные способы снятия изоляции
с ленточных проводов?
22.
Назовите способы крепления ленточных
проводов?
23.
Какие способы пайки применяются при
монтаже ленточных проводов?

24.
Назовите способы прокладки ленточных
проводов?
25.
Назовите способы крепления ленточных
проводов?
26.
Укажите назначение паяльных муфт?
27.
Раскройте сущность метода обжатия и
прокалывания изоляции при соединении
проводов
1.
Назовите негативные последствия
воздействия высокой влажности на
электронные средства.
2. Перечислите и
охарактеризуйте основные методы
бескорпусной герметизации.

3. Перечислите и
охарактеризуйте основные методы
корпусной герметизации.
4.
Назовите механизмы отказов ПУ, связанные
с воздействием повышенной влажности.
5. Какие требования
предъявляются к влагозащитным покрытиям
печатных узлов?
6. Назовите основные
классы полимерных ВП, их преимущества
и недостатки.
7. Перечислите
основные стадии и параметры процесса
получения париленовых покрытий.
8.
Назовите достоинства и недостатки
париленовых влагозащитных покрытий.
9. Назовите основные
методы нанесения ВП, их преимущества и
недостатки.
10.
Какие преимущества ВП реализуются при
селективном методе нанесения?

11.
Назовите перспективные материалы и
методы влагозащиты ПУ.
Применение пайки твердыми припоями
Низкотемпературная и высокотемпературная пайки представляют собой явления одной сущности. Их технология, используемые материалы и оборудование, характеристики получаемого соединения существенно различаются. Основанием для разделения этих способов принято считать пограничную температуру плавления припоев 450°C.
Отличия высокотемпературной пайки от низкотемпературной
Что отличает высокотемпературную пайку от низкотемпературной, кроме температуры плавления припоев? Прежде всего, значительно более высокая прочность паяного соединения, обусловленная большей прочностью твердых припоев в сравнении с мягкими.
Спаянная рама велосипеда
Важным отличием высокотемпературной пайки от низкотемпературной является повышенная термоустойчивость соединения. Поскольку температура плавления твердых припоев значительно выше температуры плавления мягких, соединение, выполненное высокотемпературной пайкой, способно работать при более высоких температурах, сохраняя все свои свойства.

Во многих случаях при выборе способа пайки, эта особенность является определяющей.Но есть и то, в чем пайка твердыми припоями уступает пайке мягкими припоями. Относительно высокая температура может вызывать структурные изменения в некоторых металлах. Такое, в частности, наблюдается в чугуне, в котором при пайке могут возникать закалочные структуры, приводящие к повышенной хрупкости металла в зоне шва.
Высокая температура плавления твердых припоев предъявляет свои требования к источникам нагрева. Они должны обеспечивать расплавление припоев, температура плавления которых достигает иногда 1000°C. Это исключает использование при высокотемпературной пайке удобных паяльников, являющихся основным инструментом при пайке мягкими припоями.Резюмируя вышесказанное, можно подвести итог сравнения высокотемпературной и низкотемпературной паек.
К достоинствам первой относится высокая прочность и термоустойчивость соединения, к недостаткам — сложность технологического процесса, обусловленная необходимостью прогрева паяемых деталей до относительно высоких температур.
Область применения пайки твердыми припоями определяется ее промежуточным положением между низкотемпературной пайкой и сваркой. Везде, где требуется получить более прочное соединение, чем это можно сделать с использованием мягких припоев, способное к тому же работать в условиях высоких температур, и в то же время сохранить структуру соединяемых металлов, не допустить их разупрочнения и деформации (как это имеет место при сварке), применяют высокотемпературную пайкуПайка твердыми припоями является основным способом при изготовлении металлорежущего инструмента с твердосплавными пластинами.
Резцы
- Изготовление всевозможных сосудов из цветных металлов и нержавеющих сталей, соединение стальных и медных трубопроводов, работающих под высоким давлением или повышенной температуре в различных системах — холодильных, теплообменных и пр. — также не может обойтись без пайки твердыми припоями.
- Широко используется высокотемпературная пайка при ремонте автомобилей — радиаторов, трубопроводных систем двигателя и трансмиссии, кузовов, различных деталей — везде, где нельзя или нежелательно применять сварку.
- Целесообразно использование высокотемпературной пайки для соединения между собой тонкостенных деталей, работающих при значительных нагрузках и упругих деформациях.
- Для ремонта медных и латунных бытовых изделий, подвергающихся в процессе эксплуатации высоким температурам, высокотемпературная пайка является способом ремонта не имеющим альтернативы.Таких, например, как старинный самовар, растапливаемый дровами. В этом случае мягкие припои не могут применяться из-за неспособности выдерживать высокую температуру нагрева.
Список литературы
1. Пирогова, Е. В.
Проектирование и технология печатных
плат /
Е. В. Пирогова. –
М.: Форум-ИНФРА, 2005. – 560 с.
2.
Черняев В. Н. Физико-химические процессы
в технологии РЭА / В. Н. Черняев. – М.:
Высшая школа, 1987. – 312 с.
3.
Медведев, А. М. Технология производства
печатных плат / А. М. Медведев. – М. :
Изд-во Техносфера, 2005. – 360 с.

4.
Медведев, А. М. Бессвинцовые технологии
монтажной пайки./
А. М. Медведев. –
Электронные компоненты, № 11. 2004. – 123 с.
5.
Пасынков В. В. Материалы электронной
техники / В. В. Пасынков, В. С. Сорокин.
Спб. Лань, 2003. – 367с.
6.
ОСТ 4Г0.033.200. Флюсы и припои для пайки.
Состав. Свойства. Область применения.
7.
ЗАО «Предприятие ОСТЕК». Справочное
руководство по выбору и применению
материалов для производства и ремонта
электронной аппаратуры.
1.
Коледов
Л. А. Технология и конструкции микросхем,
микропроцессоров и микросборок. Учебник
для вузов. /
Л.
А. Коледов.– М.: Радио и связь, 1989. –
346 с.
3.
Шмаков
М. В. Микросварка при производстве
микросборок. // М. В. Шмаков. – Технологии
в электронной промышленности, 2006. №№
5.
4.
Свифт
К. Г. Выбор процесса. От разработки до
производства /
К.
Г. Свифт. – М.: Издательский Дом
«Технологии», 2006. – 134 с.
1.
Билибин
К. И.
Конструкторско-технологическое
проектирование электронной аппаратуры.
Учебник для вузов. /
К. И.
Билибин.–
М.: Изд-во
МГТУ им. Н. Э. Баумана, 2002. – 528 с.

2.
Павловский В. В. Проектирование
технологических процессов изготовления
РЭА. Учебник
для вузов.
/ В. В Павловский. – М.: Радио и связь.
2000. – 160 с.
3.
Бушминский И. П. Технология и автоматизация
производства радиоэлектронной
аппаратуры: Учебник для вузов / И. П.
Бушминский – М.: Радио и связь, 1989. – 624
с.
4.
ГОСТ 3.1118–82. Единая система технологической
документации. Формы и правила оформления
маршрутных карт.
Приложение А
Рис.
А1. Принципиальная электрическая схема
стабилизатора напряжения: С1, С2 –
К50-16-6,8 мкФ-16 В; DA1 – КР140УД7; R1 – СП-1-4,7
кОм; VD1 – VD4 – Д237Б; VD5 – Д814Г; VT1 – КП303И;
VT2 – КТ315 (КТ837).
Рис.
А2. Принципиальная электрическая схема
формирователя задержки импульсов: С1 –
К10-17а-Н90-1 нФ; С2 – К10-17а-Н90-2,2 нФ; С3 –
К10-62а-М750-10 нФ; С4 – К10-17а-М47-0,1 пФ; R1 –
СП3-19а-0,5-10 кОм; R2 – С2-33Н-0,125-100 кОм; R3 –
С2-33Н-0,125 – 30 кОм; R4 – С2-33Н-0,125-4,7 кОм; R5 –
С2-33Н-0,125-3,3 кОм; R6 – С2-33Н-0,125-2 кОм; R7 –
С2-33Н-0,125-10 кОм; VT1, VT3 – КТ315;
VT2 – КП103
Рис.А3.
Принципиальная электрическая схема
стабилизатора напряжения:
VD1 – VD5, VD7
– Д226Б; VT6, VT8 – МП40; VT9 – П216В; Rl – 0,25 Вт-10
кОм; R2 – 0,5Вт-470 Ом; R3, R5 – 0,25 Вт-1 кОм; R4 –
0,25Вт-3 кОм; R6 – 0,5 Вт-1,5 кОм; Cl – K50-16-100
мкФ-16 В; С2 – К50-12-100 мкФ-12 В
Рис.
А4. Принципиальная электрическая схема
зарядного устройства: С2-33 нФ-0,125: R1 – 1
кОм; R2 – 750 Ом; R3 – 47 кОм; R4 – 100 кОм; R5 –
470 кОм;
R6 – 30 Ом; R7 – 130 Ом; DA1 – К553УД2;
С1 – 490-16-50 мкФ-16 В;
С2 – КМ6-0,22 мкФ; С3 –
К50-16-20 мкФ-16 В; С4 – К50-16-30 мкФ-16 В;
HL1 –
АЛ307Б; VТ1 – КТ815Б; VT2 – КТ361Б; VD1 – КД105Б
Рис.
А5. Принципиальная электрическая схема
таймера:
С2-33 нФ-0,25:
R1 – 4,7 МОм; R2 – 1,3 МОм; R3 – 6,8 кОм; R4 –
15 кОм; R5 – 18 кОм;
С1 – К50-16-500 мкФ-16 В;
VT1, VT2 – KT315 B; VT3, VT4 – KT361Б; SA1 – ПД9-2

Рис.
А6. Принципиальная электрическая схема
генератора прямоугольных импульсов:
С1 – К10-17-1нФ; С2-С4 – К10-17-0,1пФ; С2-33 нФ-0,125:
R1, R6-2 кОм;
R2, R5 – 10 кОм; R4 – 200 Ом;
СП3-19а-0,125: R3 – 10 кОм; VT1, VT2 – КТ3102
Рис.
А7. Принципиальная электрическая схема
сигнализатора изменения напряжения:
С1 – К50-16-20 мкФ-16 В; С2 – К50-16-5 мкФ-50 В; HL1,
HL2– АЛ307А;
VD1 – Д226Б; VD2 – Д226Б; R1 – 2
Вт-7,5 кОм; R2 – СП0-0,5-7,5 кОм;
R3 – R5 – 0,25
Вт-150 Ом; R6 – 0,25 Вт-100 кОм; VS1, VS2 – КН102В;
VD3 – КС147А
Рис.
А8. Принципиальная электрическая схема
индикатора тока: DAl-K153УД2;
VDl-VD4-Д223Б;
VD5,
VD6-KC133A;
R1
– R3,
R5
– 0125 Вт-5,1 кОм;
R4
– СП0-0,5-2,2 кОм; R6-0,125
Вт-100 Oм;
R7 – СП0-0,5-51 кОм;
R8 – 0,5 Вт-390 Мом
Приложение В
1.
Пирогова Е. В. Проектирование и технология
печатных плат: Учебник
для вузов. /
Е. В.
Пироговав.–
М.: Форум:
Инфра-М, 2005.
–
346 с.

2.
Капица М. С. Технология производства
печатных плат: Учебное пособие. / М. С.
Капица. – Минск: БГТУ, 2005. – 256 с.
3.
Медведев А. А. Печатные платы. Конструкции
и материалы. / А. А. М. Медведев. – М.:
Техносфера, 2005. –562 с.
5.
Медведев А. А. Тепхнология производства
печатных плат./
А. М. Медведев. – М.:
Техносфера, 2005. – 334с.
6.
Печатный монтаж (CircuiTree). Приложение к
журналу «Электроника: Наука, технология,
бизнес» ЗАО «РИЦ «Техносфера».
7.
Электроника: Наука, технология, бизнес.
ЗАО «РИЦ «Техносфера».
8.
Производство электроники. Технологии,
оборудование, материалы.М.: ИД «Электроника»
2011.
Лабораторная работа № 7 технологический процесс сборки и монтажа печатного узла
изучить
механизмы формирования сварных
соединений, особенности и основные
методы монтажной микросварки;
ознакомиться
с принципом работы установок ТК-03,
Т-117;

приобрести
практические навыки работы на установках
ТК-03,
Т-117.
Лучевая
микросварка основана на сильном локальном
нагреве соединяемых материалов
сфокусированным лучом лазера (лазерная
сварка);
пучком электронов (электроннолучевая
сварка);
потоком ионов (плазменная
сварка).
При
этих способах сварки плавлением
желателен лишь теплофизический контакт
между деталями в зоне сварки. В качестве
источников излучения используют
газоразрядные лампы высокого давления,
отличающиеся близкой к точечной зоной
горения, которую удобно фокусировать
на малоразмерный объект сварки (рис.
6.13).
Рис.
6.13. Принцип лазерной сварки: I
– источник света; 2 – активное тело
лазера;
3 – система линз; 4 – вывод
микросхемы
отсутствие
непосредственного контакта с зоной
пайки;
достаточно большое
расстояние до объекта пайки;
возможность
сварки через прозрачные стенки и среды,
что необходимо для условий вакуумной
гигиены.
Лучевая
сварка лазерным
лучомотличается
гораздо большей плотностью энергии –
до 109 Вт/см2.
При этой плотности энергии испаряются
все применяемые для соединений металлы.
Благодаря незначительной дивергенции
(расхождении) лазерного луча его энергию
можно сконцентрировать в пятно диаметром
до 10 мкм. Так как импульс лазера можно
сделать очень коротким, то потери на
теплоотдачу во внешнюю среду во время
сварки отсутствуют.
Рис.
6.14. Разновидности монтажной лазерной
сварки

Энергия
светового луча адсорбируется на
поверхности свариваемых деталей и
переходит в тепло. Глубина, в которой
поглощается энергия, небольшая – всего
(5 – 50) нм. В процессе интенсивного нагрева
выделяются пары сублимирующих металлов,
которые затеняют луч для дальнейшего
расплавления соединения. Поэтому часто
излучение лазера модулируют, создавая
паузы для рассасывания паров.
концевая
сварка
– лазерный луч расплавляет конец вывода
и частично контактную площадку;
центральная
сварка
– лазерный луч направлен только на
вывод и должен его проплавить;
сварка
с пробивкой отверстия
– лазерный луч проплавляет отверстие
и через него – часть контактной площадки.
энергия
импульса (1 – 2) Вт/с;
длительность
импульса (4 – 8) мс;
диаметр
пятна нагрева ~ 200 мкм.

разработать
технологический процесс сборки блока
радиоэлектронного средства (РЭС) на
печатной плате и изготовить макет
печатного узла.
Разработка
техпроцессов сборки и монтажа блока
выполняется в соответствии с
рекомендациями Р50-54-93-88 и включает
определённое количество этапов в
зависимости от типа изделия и производства.
Например, техпроцесс сборки и монтажа
электронных блоков состоит из 9 основных
этапов.
1.
Анализ исходных данных – изучение
конструкторской документации, расчёт
и анализ технологичности конструкции,
определение типа производства и объёма
выпуска изделия.
2.
Выбор типового техпроцесса (ТП) –
определение кода изделия по классификатору
и отнесение изделия к соответствующей
классификационной группе, использование
действующего ТП.
3.
Разработка схемы сборки – определение
состава деталей, комплектующих и
сборочных единиц изделия (интегральных
схем (ИС), электрорадиоэлементов (ЭРЭ),
печатных плат (ПП), выбор базовой детали
или сборочной единицы, способов сборки
и монтажа; разработка схемы сборки с
базовой деталью.
4.
Разработка маршрутного техпроцесса:
определение последовательности
технологических операций, выбор
оборудования и технологического
оснащения.
5.
Составление технологических операций:
разработка структуры и точности операций,
последовательности переходов, схем
установки деталей при сборке и монтаже,
расчёт режимов и загрузки оборудования.
6.
Технико-экономическое обоснование –
выбор вариантов операций по технологической
себестоимости и определение разряда
работ по классификатору разрядов и
профессий.

7.
Определение техники безопасности
техпроцесса – выбор требований по шуму,
вибрациям, радиации, воздействию вредных
веществ, методов обеспечения сохранности
экологической среды.
8.
Составление технологической документации,
эскизов технологических операций и
карт, карт маршрутного и операционного
техпроцессов.
9.
Разработка технического задания на
специальную оснастку – определение
схемы базирования заготовок,
погрешностей базирования и точности
приспособлений, количества заготовок
и схемы их закрепления.
10.
Типовой технологический процесс сборки
узла РЭС на печатной плате представлен
на рис 7.1.
Рис.
7.1 Типовой технологический процесс
сборки узла РЭС на печатной плате
11.
При комплектации компоненты (ИС, ЭРЭ)
размещаются в специализированные
кассеты для реализации процесса
автоматизации сборки. Входной контроль
ЭРЭ и ИС осуществляется по геометрическим
размерам, форме, внешнему виду,
электрическим параметрам и механической
прочности.
12.
Подготовка печатных плат к монтажу
заключается в их промывке, контроле
печатного монтажа и паяемости, маркировке
платы. При подготовке ЭРЭ к монтажу
выполняется рихтовка выводов, гибка по
форме, обрезка и лужение. Технологические
операции осуществляются с применением
механизации и автоматизации.

13.
Пайка контактных соединений ЭРЭ и ИС
на печатных платах выполняется
расплавленным припоем под действием
постоянного или импульсного нагрева
зоны соединения. Применяется
механизированная пайка волной припоя.
14.
Технологические операции промывки и
сушки узлов РЭС необходимы для удаления
флюса и продуктов пайки и выполняются
на механизированных конвейерных линиях.
15.
Испытание и контроль узлов РЭС проводятся
с помощью испытательных стендов,
специальной аппаратуры, а также с
использованием автоматических систем
контроля.
При
автоматизированной установке ИС, ЭРЭ
и деталей используется специализированное
оборудование с числовым программным
управлением (ЧПУ). В этом случае подача
компонентов для установки на ПП
осуществляется транспортёром из
технологических кассет.
После
выбора и анализа типовых технологических
процессов, операций и сборочного состава
разрабатывается схема сборки. Существует
два вида техпроцессов сборки блоков
РЭС: веерного типа и с базовой деталью.
На
технологической схеме сборки указываются
операции выполнения электрического
монтажа (пайка, сварка, накрутка и др.),
механического соединения (свинчивание,
склеивание, расклёпка и др.), контроля
и герметизации (промывка, сушка,
лакирование и др.). На схеме сборки
детали, ЭРЭ и технологические операции
указываются прямоугольниками, где
пишутся наименование, номер по спецификации
и количество деталей и ЭРЭ, а также вид
технологической операции. В качестве
примера на рис.7.2 приведена технологическая
схема сборки блока с базовой деталью.
Рис 7.2. Технологическая
схема сборки блока с базовой деталью
На схеме показана
последовательность установки деталей,
ИС и ЭРЭ на базовую деталь (печатную
плату).
ознакомление с
технологическими процессами внутриблочного
или (объемного монтажа);

приобретение
практических навыков и овладение
приемами вязки жгута при монтаже
электронного прибора.
Жгутом
называется конструкция, состоящая из
двух или более изолированных проводников,
скрепленных нитками, лентами или
каким-либо другим способом, и предназначенная
для электрической связи между элементами
аппарата, прибора или устройства. Жгуты
чаще всего используют для внутриблочного
монтажа.
подготовка монтажных
проводов;
разделка проводов;
вязка жгута;
маркировка концов
проводников;

укладка;
прозвонка;
распайка.
Рассмотрим более
подробно каждый из указанных этапов.
резки;
удалении изоляции
и разделки концов проводов;

маркировки;
обслуживания и
свивания проводов.
Резку
проводов в размер выполняют простыми
инструментами (ножницы, кусачки),
определяя длину провода по образцу или
с помощью линейки, если операция
производится вручную. Если же операция
производится на автоматических
установках, то при этом снимается
изоляция с концов провода и производится
первоначальная маркировка проводов.
Изоляцию снимают с конца проводов для
монтажа на расстояние 7– 10 мм для
одиночных проводов и на 10 – I5 мм для
многожильных.
В
зависимости от вида изоляции применяют
различные способы ее удаления: надрез,
электрообжиг или терморазмягчение
с последующим механическим стягиванием.
Варианты конструкций наконечников для
обжига изоляции представлены на рисунке
9.1.
Рис.
9.1. Конструкции наконечников для
электрообжига изоляции
После
снятия изоляции оголенные концы проводов
зачищают, а многожильный провод кроме
того скручивают. Подготовленные таким
образом концы проводов подвергают
горячему облуживанию.
Маркировка
проводов необходима для облегчения
монтажа, нахождения неисправностей
и контроля.
Для
этих целей применяют провода с цветной
изоляцией, маркируют их с помощью
бирок, липких лент или путем нанесения
маркировочных обозначений на изоляцию
провода. Рекомендуемые цвета проводов
для различных цепей электронной
аппаратуры приведены
в табл. 9.1.

Таблица
9.1
Цветовой
код электрических цепей
Целевое | Цвет провода | |
основной | заменитель | |
Дня | красный | розовый |
Для | зеленый | желтый |
Для цепей питания | – | – |
цепей | синий | голубой |
Для | черный | фиолетовый |
Для остальных | белый | бесцветный |
Источники нагрева при высокотемпературной пайке
В качестве источников нагрева при высокотемпературной пайке может использоваться любое оборудование, которое позволяет нагревать паяемые детали несколько выше температуры плавления используемых припоев. Эта температура может колебаться в пределах 450-1200°C. При использовании тугоплавких материалов, таких как латунь или технически чистая медь, требуется нагрев, превышающий 1000°C, при использовании среднеплавких припоев требуется температура нагрева в 700-800°C.
1. Краткие теоретические сведения
Сварка
– технологический процесс соединения
деталей в результате действия межатомных
сил, которые образуются при местном
сплавлении и совместном пластическом
деформировании свариваемых поверхностей.
Микросварка
(microwelding)
– набор способов межсоединений с очень
малой зоной сплавления или без
расплавления, так чтобы сварной шов был
соизмерим с микроскопическими размерами
соединяемых деталей.
Для
внутриблочного монтажа используют
жгуты, ленточные провода (ленточные
кабели) и обычные круглые кабели.
Флюсы для тугоплавких металлов
Основным компонентом флюсов для пайки твердыми припоями являются борные соединения — бура (Na2B4O7), борная кислота (H3BO3), борный ангидрид (B2O3). Для усиления активности борных флюсов, например при пайке нержавеющих и жаростойких сталей, в них добавляются соединения фтора — фтористый кальций, фтористый калий.
Применяются специальные флюсы, регламентированные ГОСТ 23178-78 — под марками ПВ200, ПВ201, ПВ209, ПВ209Х, ПВ284Х. В первые два входят борная кислота, бура и фтористый кальций. Они используются для пайки нержавеющих и конструкционных сталей и жаропрочных сплавов. Флюс ПВ209 состоит из фтористого калия, борного ангидрида, калия тетрафторбората.
Флюсы ПВ209Х, ПВ284Х состоят из борной кислоты, гидроксида калия, плавиковой кислоты. Флюсы ПВ209, ПВ209Х, ПВ284Х можно использовать для пайки меди и ее сплавов, нержавеющих и конструкционных сталей.Пайка меди и ее сплавов может производиться с помощью чистой буры, которая является универсальным флюсом для высокотемпературной пайки.
Бура

Используются различные формы выпуска флюсов — жидкости, порошок, кусочки (кристаллы буры, например). Чтобы облегчить их дозирование (избыток флюса так же нежелателен, как и недостаток), используют объединение их с припоем. Делается это разными способами — добавлением в виде порошка в сыпучие формы припоев, обмазкой прутков припоя или помещением внутрь трубочки из припоя, совместным прессованием таблетированных форм.
Основная составляющая флюсовых добавок, применяемых при работе с твердыми припоями – это борные соединения, объединенные под общим названием «бура» (Na2B4O7).
С целью повышения активности флюсов этого класса в них добавляется небольшое количество фтора с образованием таких активных соединений как фтористый калий и кальций.
Для работы с изделиями из меди и ее твердых сплавов желательно применять химически чистую буру, являющуюся универсальным флюсовым составом, оптимально подходящим для условий высокотемпературной пайки.
Следует заметить, что флюсовые добавки для мягких и твердых припоев выпускаются в самых различных исполнениях (в виде жидкости, кристаллов или порошка) и нередко объединяются с припоями.
Такой прием позволяет упростить операцию их дозирования и нормировать расход этой важной для качественной пайки составляющей.
Лабораторная работа № 6 Монтажная микросварка
Микросварка
пламенем
основана на подаче в зону свариваемого
шва остронаправленного пламени диаметром
менее 0,5 мм, вызывающего расплавление
соединяемых поверхностей. Наиболее
удобно использовать пламя горения
водорода в кислороде, температура
которого
3400 °C. Стехиометрическое
соотношение этих газов обеспечивают
электролитическим разложением
дистиллированной воды в газообразователе,
входящем в состав установки для сварки.

Для увеличения производительности
газовыделения (разложения воды) в воду
добавляют гидроокись калия. Поскольку
водород и кислород образуются из воды
в точном химическом соотношении,
происходит полное сгорание водорода в
кислороде. Продуктом реакции является
только вода. Газ можно обогащать парами
метанола для повышения теплотворной
способности пламени.
Лабораторная работа № 9 технология монтажа объемных узлов
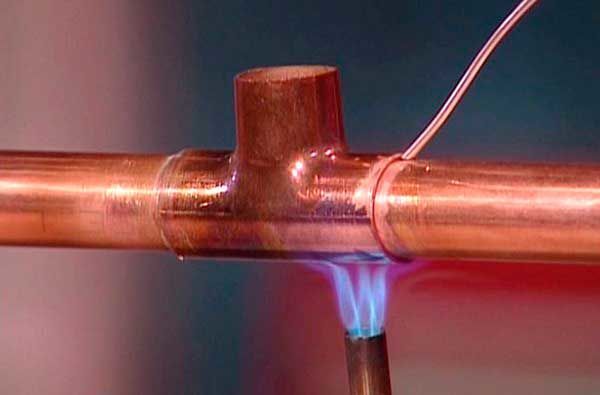
В приведенном примере в качестве паяемых деталей выбраны части гаечного ключа. В качестве припоя — материал, представляющий собой пруток, покрытый флюсом. Необходим также высокоактивный флюс, подходящий для нержавеющих сталей. Инструментом нагрева является газовая горелка. Пайка выполняется в такой последовательности
- Механическим путем зачищаются стыковые части деталей. Операция необходима для удаления стойкой окисной пленки, которая покрывает нержавеющие стали.
- Детали зажимаются в тисках в требуемом положении.
- Зона пайки промазывается флюсом.
- Зажигается горелка, и устанавливается необходимый режим горения. Пламя должно быть восстановительным, с небольшой нехваткой кислорода (но не до копоти и желтого огня). Пересыщенное кислородом пламя окисляет поверхность металла
- Производится разогрев паяемой зоны до начала изменения цвета детали (при прикосновении, флюс на прутке должен начать плавиться). Прогревать yужно все соединение, перемещая пламя в разные стороны.
- Осуществляется офлюсовывание стыка флюсом с прутка — трением последнего по стыку. Если используется неофлюсованный пруток, после прогрева кончика, его нужно окунуть во флюс, чтобы тот покрыл его.
- Нагрев зоны пайки доводится до вишневого цвета. Обычно пайка твердыми припоями производится в интервале цветов от темно-вишневого до светло-вишневого.
- Нагрев деталей до более высокой температуры
- Расплавляется припой. При достаточном количестве флюса он легко растекается по зоне пайки, затягивается в стык.
- Припой должен плавиться не от пламени горелки, а от теплоты прогретого соединения.
- После окончания операции производится зачистка спая.
- чистка спаянного гаечного ключа
- И вот результат — готовое изделие.
- Гаечный ключ спаянный высокотемпературной пайкой
- Гаечный ключ спаянный высокотемпературной пайкой
Источник статьи
2.3. Содержание отчета
Дать краткое
описание установок ТК–3 и Т–117.
Привести
методику подготовки к сварке образцов
и рабочих инструментов.
Привести
результаты, полученные при определении
прочности сварных соединений.
Используя
данные приведенные по пункту два,
определить оптимальные режимы сварки
для рабочих образцов.
Сформулировать
общие выводы по результатам работы.
название работы;

титульный лист;
цель работы;
используемые
материалы и инструмент;
эскиз изготовленного
жгута;
эскизы типовых
операций вязки жгута.

маршрутную
технологическую карту на изготовление
жгута.
титульный лист;
цель работы;
краткое описание
лабораторной работы;
экспериментальные
данные по дефектности ВП (среднее
количество дефектов на 1мм2);
экспериментальные
данные по дефектности образцов
ПП (№ 1, 2, 3 и 4)%;
результаты
исследования поверхности образцов под
микроскопом;

общие
выводы по результатам работы.








")

